
IV型タンクの漏れ防止ブラダの製造方法、及びIV型タンク
本発明は、IV型複合タンク(1)のガス漏れ防止用の熱可塑性重合体のブラダ(2)の製造方法と、この方法によって得られることが可能なIV型タンク(1)に関する。本発明の方法は、前記熱可塑性重合体の前駆単量体の重合段階を含み、回転成形に結合された前記単量体の重合によって、かつ得られた熱可塑性重合体を溶解せずに前記ブラダ(2)を形成するように、前記単量体の融点以上、かつ前記重合体の融点未満の作業温度に加熱された回転式金型内で前記熱可塑性重合体を与える。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、IV型複合タンクのガス漏れ防止用の熱可塑性重合体ブラダの製造方法、及びこの方法によって得ることが可能なIV型タンクに関する。
【0002】
目標とされる分野は、加圧(大気圧よりも高い圧力)下でのガス貯蔵であり、天然ガス、及び特に水素に特別な関心を有する。
【0003】
IV型複合タンクは、貯蔵ガスの圧力が一般に106〜108Paであるタンクである。それ故に、その構造は、一方で貯蔵ガスの漏れが防止できるように、他方でこのガスの貯蔵圧力に耐えるように計画されねばならない。このような訳で、これらのタンクは、内部ライナとも称されるガス漏れ防止用の内部ブラダと、通常、炭素繊維及び熱硬化性樹脂からなる外部補強構造を含む。
【0004】
漏れ防止ブラダは、均質な回転構造であり、一般的に溶接せず、改善されたガス透過性及び機械的強度特性を示す。それは、回転成形によって得られる。外部補強構造は、例えばフィラメント巻き付けによって得られる。
【0005】
本発明の対象となる主要な用途は、低温燃料電池(PEMFC)である。
【0006】
以下の記載において、角括弧([])内の参照符号は、実施例において示す参照文献一覧を参照する。
【背景技術】
【0007】
IV型タンクは、最初はポリエチレンブラダによって天然ガスを貯蔵するために1990年代に開発された。また、つい最近、実質的には1997年から水素貯蔵のために開発された。
【0008】
現在使用される熱可塑性ブラダは、一般的に高密度であり(HDPE)、時に架橋した(XHDPE)ポリエチレン(PE)から主としてなる。(一般的に「ナイロン」(商標)と称される)ポリアミド(PA)型、PA6、PA12又はPA11型の他の熱可塑性プラスチックは、ポリエチレンよりも良好な固有のガス遮断性を示すので、同様に使用される。最後に、ポリ(フッ化ビニリデン)(PVDF)又はエチレン/ビニルアルコール(EVOH)共重合体でできたバリヤ層を有する多層溶液のような、他のタイプのより実用的な熱可塑性プラスチックが、良好なガス遮断性を示すので、使用できる。文献[1]及び[2]は、かかる熱可塑性プラスチックを開示する。
【0009】
ほとんどの場合、これらのブラダは、溶融熱可塑性プラスチックの回転成形又は押出及び/又は吹込成形によって得られる。それ故に、文献[3]において、熱可塑性ブラダが、好ましくは高又は中密度ポリエチレンを使用して、押出−吹込成形又は回転成形によって得られることが、言及されている。文献[4]において、ポリエチレン、ポリプロピレン又はポリアミドでできた漏れ防止ブラダは、回転成形によって得られる。文献[5]において、ナイロン11でできたブラダが、回転成形によって生成されることが明記されている。文献[6]において、ブラダが、押出された、吹込成形された又は回転成形された熱可塑性プラスチックから得られることが言及されている。文献[7]及び[8]において、熱可塑性ブラダが、押出、吹込成形又は回転成形によって成形できることが言及されている。
【0010】
射出成形は、技術的な制限、並びにプレス及び金型のコストの問題のためにほとんど使用されない。漏れ防止ブラダが、数センチメートルの厚さで、150リットルまでの内容積を有することができるからである。熱成形は、かかる漏れ防止ブラダを生成するために、この技術を使用することが技術的に可能ではあるが、ほとんど使用されない。
【0011】
溶融熱可塑性プラスチックの回転成形のための現在の技術が、特に重要である。その理由としては、
− 150リットルまで、更にはそれを超える範囲の大型構成要素を製造できる、
− 1つ以上のソケット(ブラダをガスで充填すること、及びそれを空にすることを可能にする接続管)を挿入できること、これは、処理中に接着結合なしの状況である、
− 厚く均質な漏れ防止ブラダを提供することを可能にするからである。
【0012】
Association Francaise de Rotomoulage[フランス回転成形協会](AFR)のウェブサイト[9]は、熱可塑性プラスチック溶解による回転成形の手順を記載している。
【0013】
これら全ての方法において、熱可塑性プラスチックは、所望のブラダ形状に成形されるために溶解され、次に、金型から取り出される前に冷却されねばならない。多数のブラダの欠点、特に架橋材料、未溶解材料又は微孔質の形成、及び熱可塑性プラスチックの酸化発生が、この溶解の結果生じる。これらの欠点は、ブラダの最終漏れ防止性能、及びそれ故にタンクの性能に有害である。更に、回転成形の場合に、ソケットのブラダへの接着結合が、必要でないとしても、ソケット及びブラダ間の漏れ防止は、溶融熱可塑性プラスチックの可塑性のために必ずしも満足がゆくとは限らず、そのことはソケットの形状とぴったり付合させるためには不十分である。更に、溶融熱可塑性プラスチックのこの可塑性は、前記熱可塑性プラスチックの有害な化学変化を引き起こさずに、温度を上昇させることによって増加できない。その上、使用される方法は、長い時間がかかり、特に金型の慣性によって、ブラダ成形後の熱可塑性プラスチック冷却時間により更に延長される。
【0014】
ポリアミド6(PA6)は、そのガス(特に水素)の遮断性、及び−40℃〜+100℃に達する幅広い温度範囲にわたるその機械的特性の間の折衷のために、漏れ防止ブラダの製造において、外見上、最も好適な熱可塑性プラスチックである。残念なことに、先行技術において、PA6は、他の熱可塑性プラスチック成形のための技術のように、熱可塑性プラスチックに所望の形状を与えるために、粉末形状での熱可塑性プラスチックを溶解することと、次にそれを冷却することを必要とする、回転成形になおも適していない。この溶解は、タンクの最終性能に有害な上記に特定された欠点を引き起こす。回転成形に最大限でも適した等級を有する、すなわち粉末の含水量、粘度、分子量、酸化防止剤等を有する熱可塑性プラスチック、例えばPA6の開発は、これらの欠点を取り消すことを可能にしない。更に、回転成形技術の発展、例えば窒素下の回転成形、制御冷却、サイクル時間の減少も、これらの欠点を取り消すことを可能にしない。例えば、PA6溶解が約200℃から開始すると、溶融PA6は、5〜15分間その融点より上に留まらねばならず、処理温度が時折融点を40℃超えるので、この溶解段階は、化学分解を引き起こす。
【0015】
文献[10]〜[15]は、現在の最新技術、進行中の開発、並びに特に熱可塑性プラスチック及び燃料電池用途のIV型タンク開発のためのその処理が何であるかを示す。
【0016】
先行技術は、上述の多数の問題に、満足のゆく解決策を提供しない。
【0017】
それ故に、先行技術のこれらの欠点、不都合及び障害を克服する方法、特に上記欠点を示さないIV型タンク用の漏れ防止ブラダを得ることを可能にする迅速かつ安価な方法が真に必要である。
【0018】
この方法は、350×105Pa〜700×105Pa、更には1000×105Paの範囲の圧力で行われる、水素貯蔵が、特に移動車両での貯蔵(輸送)用の軽量、安全かつ安価なタンクを必要とする、低温燃料電池(PEMFC)用のブラダ製造を特に可能にすべきである。
【発明の開示】
【課題を解決するための手段】
【0019】
本発明の目標は、具体的に、IV型複合タンクのガス漏れ防止用の熱可塑性重合体ブラダの製造方法を提供することによって先行技術の上記問題を解決することであり、前記方法は、前記熱可塑性重合体の前駆単量体の重合段階を含み、回転成形に結合された前記単量体の重合によって、得られた熱可塑性重合体を溶解せずに、前記ブラダを形成するように、前記単量体の融点以上、前記重合体の融点未満の作業温度に加熱された、回転金型(rotomold)とも称される回転式金型内で前記熱可塑性重合体を与える。
【0020】
本発明は、IV型複合タンクのガス漏れ防止用のブラダの製造方法にも関連し、前記ブラダは、熱可塑性重合体からなり、前記方法は、次の段階、
(a)熱可塑性重合体の前駆単量体と、重合触媒と、重合活性剤を含む重合混合物の調製、
(b)回転成形に結合された前記単量体の重合によって、得られた熱可塑性重合体を溶解せずに、前記ブラダを形成するように、前記単量体の融点以上、前記重合体の融点未満の作業温度に加熱された、回転金型内で前記熱可塑性重合体を与えるための、前記混合物の重合、
(b1)数層の熱可塑性重合体を含むブラダを得るように、任意で、段階(a)及び(b)の反復、及び
(c)得られた熱可塑性重合体ブラダの金型からの取り出しを含む。
【発明を実施するための最良形態】
【0021】
本発明において、重合体は、金型内でその融点未満の温度で単一のステップで製造及び成形される。本発明の方法は、先行技術でのように、溶融熱可塑性重合体からも出発しないが、得られた重合体の融点未満の温度で回転式金型内で重合されるその単量体から出発する。重合体は次に、金型の形状と付合させるのと同時に形成される。回転成形金型が、化学反応器、及び本来のブラダの形状を与える金型の両方の役目を果たすので、その場合、「反応回転成形」という言葉を用いることが可能である。
【0022】
本発明において使用される単量体の重合のための反応は、熱可塑性重合体を与えるために、前記熱可塑性重合体の前駆単量体を重合することを可能にする、全く従来の化学反応である。有機化学専門家である当業者は、この重合反応を行うことにいかなる困難も有さないであろう。単なる制限は、本発明の方法の定義に示されたものであり、すなわちIV型ガスタンクの熱可塑性ブラダの特定の特徴に関連するものである。特に、得られたブラダが、上記圧力であっても、内部に貯蔵されるガスを通さないことが好ましい。
【0023】
このような訳で、本発明によれば、使用される熱可塑性重合体の前駆単量体が、好ましくは、かかるブラダの製造に使用される熱可塑性重合体の1つの前駆単量体である。
【0024】
本発明によれば、好ましくは、熱可塑性重合体は、ポリカプロラクタムであり、単量体は、その前駆体であり、単量体の重合は、アニオン重合である。この場合において、例えば単量体は、カプロラクタム又はε−カプロラクタム又はそれらの混合物であり得る。
【0025】
本発明によれば、単量体の重合は、好ましくは活性剤及び/又は触媒の存在下で行われる。有機単量体の重合におけるそれらの役割は、当業者に周知であり、かつ本明細書において更に特定することを必要としない。例として、α−メチルスチレン単量体から、有機リチウム誘導体族(例えば、ジフェニルアルキルリチウム)の活性剤から、触媒クラウンエーテルからのポリ(α−メチルスチレン)(PAM)のアニオン重合に言及しても良い。例として、スチレン単量体から、有機リチウム誘導体族の活性剤から、触媒テトラヒドロフラン(THF)からのポリスチレン(PS)のアニオン重合にも言及しても良い。
【0026】
例えば、単量体が、カプロラクタムである時、活性剤は、好適には第1置換ε−カプロラクタム、例えばアシルカプロラクタムであり得る。例えば、単量体が、カプロラクタムである時、触媒は、好適には第2置換ε−カプロラクタム、例えばナトリウムラクタメート(lactamate)又はブロモマグネシウムラクタメートであり得る。関連する重合反応において同等の役割を有する他の活性剤及び触媒が、当然に使用できる。文献[16]及び[17]は、本発明の実施に使用できる多数の活性剤及び触媒を記載している。
【0027】
本発明によれば、熱可塑性重合体でできたブラダを形成するために、回転金型内で単量体を重合することからなる段階は、好適には、熱可塑性重合体の前駆単量体と、重合触媒と、重合活性剤を含む重合混合物から出発して行われる。
【0028】
本発明によれば、重合混合物は、好適には、前記単量体及び前記触媒を含む第1混合物と、前記単量体及び前記活性剤を含む第2混合物を混合することによって調製できる。それ故に、2種の混合物は、ブラダ製造前の数週間、更には数ヶ月でも個別に調製及び貯蔵でき、本発明の実施時に一緒に混合できる。
【0029】
本発明の方法は、単量体及び触媒を含む単一の混合物から出発しても行うことができ、重合活性剤は、本発明の方法の実施時に添加される。混合物は、金型に導入される前の使用時に、完全に調製することもできる。当業者は、最も実用的と見えることに従って、本発明の方法の実施をいかにして容易に調整するか、分かるであろう。
【0030】
重合混合物の調製例を、以下に示す。
【0031】
使用される単量体の計量は、固体状態で、例えばカプロラクタムに関して、周囲温度及び約70℃まで、又は液体状態で、例えばカプロラクタムに関して、70℃を超える温度で行うことができる。触媒及び活性剤、並びに重合混合物に添加される他のいかなる材料に関しても同様である。
【0032】
本発明によれば、重合混合物は、核剤及び/又は充填剤及び/又はナノフィラを更に含むことができる。これらの試剤及び充填剤は、特にブラダのガス遮断及び強度特性に関わることができる。
【0033】
それ故に、核剤は、好適には、熱可塑性材料、例えばポリアミド6の結晶化度、及び尚更に遮断性を増加することを可能にする。本発明によれば、核剤は、例えば、タルク及び安息香酸ナトリウム又は同じ役割を有する他のいずれかの試剤、及びそれらの混合物からなる群から選択できる。核剤が何であれ、一般的に0.01〜1重量%の、金型に導入される重合混合物の総重量に対して、0〜20重量%の範囲の量の重合混合物に添加することができる。
【0034】
(構成される粒子の寸法及び/又はアスペクト比に応じて)充填剤又はナノフィラは、好適には、剛性を増加すること及び/又は熱機械的特性を改善すること及び/又は透過を減少すること及び/又は着色すること及び/又は製造されるブラダのコストを減少することを可能にする。本発明によれば、充填剤及び/又はナノフィラは、例えば、粘度シート、カーボンブラック、シリカ、炭酸塩、顔料又は同じ役割を有する他のいずれかの充填剤又はナノフィラからなる群から選択できる。例えば、剥離した粘度シートは、特にガス、例えば水素でブラダを急速に充填する間の加熱へのブラダの熱安定性を改善することを可能にする。充填剤又はナノフィラが何であれ、一般的に1〜20重量%の、金型に導入される重合混合物の総重量に対して、0〜40重量%の範囲の量の重合混合物に添加することができる。
【0035】
金型に導入される重合混合物の量は、金型の寸法に応じて、本発明の方法により製造されるブラダの肉厚を決定する。
【0036】
ブラダのこの肉厚の選択は、主に、
− 熱可塑性プラスチックの貯蔵ガス、例えば水素への所望の遮断性能に従って(水素に関して、毎時、タンク1リットル当たり1cm3の漏出を許容するISO TC 197規格草案及びEIHP II)、
− 熱可塑性プラスチックの機械的性能、特にタンク製造中、例えば炭素繊維上の巻き付け(その場合ブラダは、巻管の役割を果たす)による、ブラダ外部の機械的補強部材の展開への機械抵抗
に従ってなされる。
【0037】
製造されるブラダの肉厚決定(「寸法決定」)のために関連できる3つの数学方程式は、次の通りである。
【0038】
【数1】
【0039】
【数2】
【0040】
【数3】
【0041】
文献[18]、[19]及び[20]に、記載及び説明される。
【0042】
ブラダの肉厚決定は、このようにして、特に製造されるタンクの容積、タンクの長さ/直径比(及びそれ故に展開される表面積)、製造されるタンクの許容可能な機械的応力及び作業圧力に従って決定される。
【0043】
本発明によれば、ブラダは、通常2×107Pa〜7×107Paの間の作業圧力と称される、貯蔵されねばならない圧力でのガス漏出に耐えるために定義された肉厚を一般的に有する。本発明は、当然に、これら以外の圧力に適用され、ブラダの厚さは、特にこの作業圧力及びガスの性質に従って選択される。一般的にブラダの厚さは、1mm〜20mm、好ましくは2mm〜10mmである。
【0044】
本発明の方法において、重合は、回転式金型内で行われる。このために、例えば溶融熱可塑性プラスチックの回転成形に関連する上記文献に記載されたような、従来の回転成形機を利用しても良い。好ましくは、回転成形機の金型は、液体、特に本発明による重合混合物を十分に通さない。
【0045】
本発明によれば、重合は、回転成形に結合された前記単量体の重合によって、得られた熱可塑性重合体を溶解せずに、前記ブラダを形成するように、前記単量体の融点以上、かつ前記重合体の融点未満の作業温度と称される温度で行われる。それ故に、金型が、回転するように設定され、重合は、前記熱可塑性プラスチックの溶解が発生しない、金型の全内面にわたる熱可塑性プラスチックの形成を引き起こす。溶解のない回転成形が、それ故に関係する。重合体の融点に、単量体の重合中に達するか、又は超過する時、このことは、溶融熱可塑性プラスチックの回転成形によって得られる先行技術のブラダの上記欠点を引き起こす。
【0046】
本発明によれば、使用される単量体が固体形状である時、回転式金型内で単量体を重合する前に単量体を溶解するために、重合混合物を予熱できる。例えば、本発明によれば、段階(a)において、重合混合物は、前記単量体の融点以上、かつ前記重合体の融点未満の予熱温度に、単量体を溶解するように更に予熱できる。当業者は、例えば融点ベンチ(melting point bench)を使用して、単量体の融点をいかにして決定するか容易に分かるであろう。得られた熱可塑性重合体の融点も、例えば同様に融点ベンチを使用して、当業者によって容易に決定され得る。
【0047】
例えば単量体がカプロラクタムである時、本発明によれば、ポリカプロラクタムを与えるための重合反応は、70℃〜220℃、好ましくは100〜180℃の温度で行われる。すなわち、PA6の融点未満であり、先行技術のその回転成形温度の遙か下で行われる。
【0048】
本発明によれば、好適には重合混合物は、金型に導入される前に、前記作業温度に加熱できる。それ故に、重合は、回転金型への混合物の導入から引き起こされる。
【0049】
同じ理由から、本発明によれば、好ましくは回転金型は、金型への前記重合混合物の導入前に、前記作業温度に好ましくは加熱される。
【0050】
金型は、例えば金型が導入されるオーブンを使用して加熱できる。一体加熱(金型に組み込まれた加熱装置)、例えば赤外線(IR)ランプ、電気抵抗による加熱を有する金型、又はフィード−トランスファ流体が循環するジャケット付き金型を使用することによって、オーブンなしで対処することが、任意で可能である。
【0051】
金型の余熱、及び重合反応の速度を、特にこの重合がアニオン型である時に考慮して、重合自体の間にオーブンを使用しないことが、ある場合に可能である。
【0052】
行われる重合反応を、中性(不活性)ガス下で行わねばならない時、金型は、好適には、通気孔と、中性ガスの入口を備える。この場合において、金型は、重合段階の実施のために、次に不活性ガスによってパージされる。例えば、単量体がカプロラクタムである時に、このことが当てはまる。中性ガスは、例えば窒素又は当業者に知られている他のいずれかの中性ガスであり得る。カプロラクタムの例において、中性ガスは、重合反応が、無水媒体中で起こるために、非常に好ましくは、乾燥している。最良の重合及び漏れ防止の結果が、例えば、PA6でできたブラダを得るために、カプロラクタムに関してこれらの操作条件下で得られたからである。他の単量体に関して、このことが当てはまり得る。当業者は、単量体の重合が、所望のブラダ製造を引き起こすために、本発明の方法の実施をいかにして調整するか、容易に分かるであろう。
【0053】
本発明によれば、金型の全内面にわたって、かつ内面に従って重合が起こるように、金型は2つの軸を中心に回転するように設定される。この二重回転は、従来の回転金型で提供できる。
【0054】
先行技術による溶融材料の回転成形では、第1軸及び第2軸の回転速度は、1〜20rpm(毎分回転数)、一般的に2〜10rpmである。本発明の方法において、溶融材料よりも大きい、単量体の可塑性の結果として、回転速度は、好ましくはより高い。それ故に、本発明によれば、金型の回転速度は好ましくは5〜40rpm、更に好ましくは10〜20rpmである。これらの好ましい回転速度は、カプロラクタムの場合に非常に良好な結果を与えた。
【0055】
重合時間は、当然に使用される単量体、並びに触媒及び/又は活性剤の存在及び性質によって決まる。本発明の多数の利点の1つは、重合反応が非常に速くなり得ることである。例えば、使用される単量体がカプロラクタムである時、PA6を与えるアニオン重合は、数分、一般的に2〜10分、多くの場合約4分後に完了する。
【0056】
重合が完了する時、特に、鎖の長さが満足のゆくものであり、結晶化が達成される(重合体鎖の組織)時、適切な場合、加熱が停止されるか、又は回転金型がオーブンから取り出される。すなわち、金型の回転が停止され、かつ金型が開放される。熱傷のいかなる危険性も回避するために、特に構成要素の再操作を容易にするために、金型を数分間冷却することができる。次に、ブラダが金型から取り出される。この結果は、特に、溶解回転成形温度が、本発明の方法において使用されるものよりも遙かに高く、材料が溶融状態から固体状態に変化することを待つことが必要であった金型の慣性を特に考慮すると、先行技術の方法と比較して明らかな時間節約となる。
【0057】
本発明の特定の実施態様によれば、幾つかの重合段階は、数層の熱可塑性重合体を含む漏れ防止ブラダを形成するために、連続して行うことができる。これらの層は、厚さ又は組成が同一又は異なっても良い。
【0058】
例えば、3〜4mmを超えるブラダの肉厚を得るために、好適には、幾つかの連続した重合段階が、所望の厚さに達するまで行われる。本発明によれば、これらの重合段階は、段階毎に同一又は異なる、熱可塑性重合体の前駆単量体を使用できる。各重合段階が完了した後に、重合混合物を金型に連続して導入すれば十分である。例えば、アニオン重合によって、層当たり5mmを調製することが、容易であるが、3mmの厚さが好ましい。それ故に、6mmのブラダ肉厚に関して、熱可塑性材料の2つの連続する層を調製することが好ましい。
【0059】
例えば、ブラダの最内層、すなわち製造されるIV型タンク内での貯蔵中に加圧ガスと接触するものが、前記貯蔵ガスに対して特定の特性を有さねばならない時、最終重合段階は、好適には、前記貯蔵ガスに対して前記特定の特性を示す熱可塑性重合体を使用して行うことができる。例えば、タンクの急速な充填中にライナの熱機械的強度を増加するために、モンモリロナイト型のナノフィラを含むPA6でできた内層であっても良い。
【0060】
例えば、ブラダの最外層、すなわち製造されるIV型タンクの外部補強構造と接触するものが、前記補強構造に対して特定の特性を有さねばならない時、最終重合段階は、好適には、前記補強構造に対して前記特定の特性を示す熱可塑性重合体を使用して行うことができる。例えば、複合材の巻き付け(取り扱い操作)を行う前に、ライナの衝撃強度を増加するために、核剤のないPA6でできた外層であっても良い。
【0061】
本発明によれば、内部に貯蔵されるガスに対するブラダの漏れ防止特性(遮断性)を更に改善し、及び/又は、例えば化学的攻撃に対する耐性、食品用品質又は経時変化へのより良好な耐性のような、特定の化学的特性をそれに与えるために、得られたブラダは、1つ以上薄い層によってその内面又は外面を被覆することを目的とする、1つ以上の後処理を更に受けることができる。この後処理は、プラズマ促進気相堆積(PECVD)によるSiOx型(式中、0≦x≦2)又はSiyNzCt型(式中、1≦y≦3、0.2≦z≦4、かつ0≦t≦3)、物理蒸着(PVD)によるアルミニウムの付着物、化学架橋、又はCF4によるフッ化処理によるエポキシ型の付着物の処理から例えばなることができる。文献[21]及び[22]は、本発明の方法によって得られるブラダに使用できるIV型タンクブラダの製造において、当業者に周知のこの型の後処理を記載している。
【0062】
したがって、本発明は、ガス、特に加圧ガスの貯蔵を対象とするいかなる複合タンクの製造にも関与することが可能な、ポリアミド型を含み、好適には(任意に改質され、及び/又は充填剤を含む)ポリアミド6型を含む、熱可塑性漏れ防止ブラダの製造を可能にする。本発明の方法によって製造される漏れ防止ブラダは、熱可塑性重合体の溶解及び凝固現象に固有の鎖開裂、酸化、架橋、重縮合、最終多孔質、残留応力又は不均質性等の影響がもはやないので、先行技術のものよりも、機械的及びガス遮断性の点で有効である。その上、これらブラダの内面状態は、先行技術の溶融熱可塑性方法によって得られるブラダのそれよりも、遙かに良好である。これらの改善された特性は、これらのブラダから製造されるタンクの特性に、明らかに非常に影響を及ぼす。
【0063】
それ故に、本発明は、加圧ガス貯蔵用の複合タンクにも関連し、前記タンクは、本発明の方法により得られた前記加圧ガスの漏れ防止用の熱可塑性重合体ブラダを含む。
【0064】
例えば、本発明は、タンクの内側から外側へ、この順で、
− 加圧ガスの漏れ防止用の前記ブラダと、
− 少なくとも1つの金属ソケットと、
− ブラダを機械的に補強する部材を含むタンクを得ることを可能にする。
【0065】
この型のタンクは、IV型タンクと称される。本発明の方法により製造される熱可塑性ブラダは、IV型複合タンクを得ることを可能にし、その機械的及び遮断性能は、同じタンクであるが、(同じ熱可塑性プラスチックからなる)ブラダが、溶融熱可塑性プラスチックの押出−吹込成形、熱成形、射出成形又は回転成形によって製造されるのそれよりも遙かに良好である。
【0066】
本発明によれば、漏れ防止ブラダは、好ましくはポリアミドブラダである。好適には、ポリアミドブラダは、ポリカプロラクタムブラダである。本発明を実施するための最良の現在の結果が、この重合体によって得られるからである。
【0067】
本発明によれば、前記少なくとも1つの金属ソケットは、タンク充填及び貯蔵ガスの使用のために、タンクの内部/外部接続を提供する。ソケットは、この型のタンクに従来使用されるソケット、例えばアルミニウムソケットであっても良い。1つ以上のソケットが、製造されるブラダに1つ以上のソケットを得るために、金型内に位置決めできる。ソケットは、ソケット/ブラダ接合部の漏れ防止を更に改善することを目的とする処理、例えば文献[4]に開示されたような処理を受けさせることができる。
【0068】
ブラダ上に1つ以上のソケットを含むことは、当業者に知られている従来の方法、例えば文献[4]及び[23]、又は少なくとも1つのソケットが提供される上記文献の1つに開示された方法により行うことができる。しかしながら、本発明において、熱可塑性重合体は、ソケットに接合されるために溶解されない。それは、本発明の方法による回転成形の前に、金型内でも、金型内に位置決めされたソケットにわたっても単量体の重合によって形成される。ソケットは、例えば文献[23]に開示された方法で位置決めできる。ソケットを備えた、本発明の方法によって得られたブラダは、その後に金型から取り出される。
【0069】
本発明の方法によれば、回転成形中に、重合開始時の単量体の粘度が非常に低く、かつソケットの隙間及び/又は取り付け点に単量体が非常に容易に拡散するので、ソケットでの漏れの危険性は著しく減少する。
【0070】
本発明によれば、ブラダの機械的補強用の外部部材は、タンクの機械的強度を提供する。それは、IV型タンクのブラダの周りに習慣的に位置決めされる、当業者に知られている補強部材のいずれであっても良い。それは、例えばフィラメント巻き付けであっても良い。このフィラメント巻き付けは、例えば炭素繊維と、熱硬化性樹脂からなることができる。例えば、非架橋エポキシ樹脂によって予め含浸された炭素繊維は、例えば文献[4]、[5]、[24]又は[25]に開示された方法のいずれかにより、ソケットによって保持されるブラダの周りに巻き付けることができる。自立構造であるブラダは、実際にこのフィラメント巻き付け用の巻管の役目を果たす。IV型タンクが、このようにして得られる。
【0071】
本発明は、いかなる加圧ガス、例えば水素ガス、ヘリウム、天然ガス、圧縮空気、窒素、アルゴン、Hytane(商用名)等のいずれかの貯蔵に応用される。本発明は、燃料電池、特に機械的要件が非常に厳しい低温燃料電池と、漏れ防止要件が非常に厳しい高温燃料電池の製造に特に適している。
【0072】
以下、添付図面を参照して実施例を示すが、他の特徴及び利点は、この実施例を読めば当業者に更に明白になるであろう。ただし、以下の実施例は、例示として示されるものであり、限定を含むものではない。
【実施例1】
【0073】
実施例1:先行技術の回転成形方法によるタンクブラダの製造、溶融経路によるPA6の回転成形
この実施例に使用される熱可塑性プラスチックは、ポリアミド6(又はポリカプロラクタム)である。供給業者は、Rhodia Engineering Plastics(フランス)である。商用銘柄は、Technyl C217(商用名)である。
【0074】
この実施例で用いられた回転成形手順は、次の通りである。
− 350℃の温度へのオーブンの加熱
− 熱可塑性プラスチックの量:400g
− 55℃への金型の予熱
− 蒸解:15分
− 回転成形後の冷却:30分
− 少なくとも2つの軸を中心とした金型の回転速度:第1回転 2rpm、及び第2回転 1.5rpm
− 窒素下で行われた回転成形
− 回転成形機:参照符号LAB40を有するSTP Equipmentのシャトル型。
【0075】
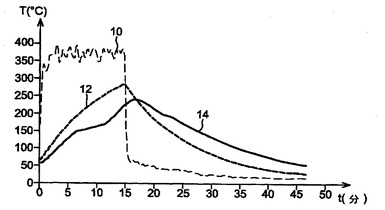
添付図2は、この手順実施中の、オーブン(曲線10)、回転金型(曲線12)及び回転金型内の雰囲気(曲線14)の、分での時間(t)に応じた、℃での温度(T)の曲線を示すグラフである。
【0076】
ブラダを形成する重合体材料の主な特性は、以下の通りである。
− 密度:1.14g/cm3
− モル質量:20〜40kg/mol
− 融点:222℃
− 弾性率:2.9GPa(EH 0〜23℃)
− 降伏点応力:85MPa(EH 0〜23℃)
− 破断点歪:100%(EH 0〜23℃)
− 水素透過(4×105Pa、27℃):5.4×10−16mol/m.Pa.s
− 粗い内面状態。
【実施例2】
【0077】
実施例2:本発明の回転成形方法によるタンクブラダの製造、PA6の反応回転成形
重合は、アニオン重合である。前駆単量体は、ε−カプロラクタムである。供給業者は、Flukaである。それは、98%を超える純度及び69℃の融点を有する。得られた熱可塑性重合体は、ポリアミド6(又はポリカプロラクタム)である。
【0078】
カプロラクタム中のナトリウムカプロラクタム(17%)が、重合触媒として使用された。この触媒は、例えばBruggemann Chemicalによって供給される。商用銘柄:Bruggolen C10(登録商標)、形状:フレーク、融点:約60℃。
【0079】
カプロラクタム中のブロックジイソシアネート(17%)が、重合活性剤として使用された。この活性剤は、例えばBruggemann Chemicalによって供給される。商用銘柄:Bruggolen C20(登録商標)、形状:粉末、融点:約60℃超。
【0080】
この実施例において行われたアニオン重合反応の化学方程式は、次の通りである:
【0081】
【化1】
【0082】
(式中、pは、重合度である)。この重合度は、一般的に1≦p≦100000であるようになっている。
【0083】
2種の重合混合物が使用された。
− 第1のものは、カプロラクタム(周囲温度で固体の単量体)と、触媒(周囲温度で固体)を含んだ。
− 第2のものは、カプロラクタム(周囲温度で固体の単量体)と、活性剤(周囲温度で液体)を含んだ。
【0084】
2種の混合物は、それらを均質化し、その後に回転成形機の金型にそれらを導入するために、70℃を超える温度に導かれた(その場合、全ての構成要素は液体である)。
【0085】
手順は、カプロラクタムと、触媒の組み合わせを含む単一の混合物に関しても有効である。それを少なくとも70℃まで加熱した後、この液体混合物は、金型に導入され、次に全ての液体活性剤は、金型に注入される。
【0086】
この実施例において用いられた回転成形手順は、次の通りである。
− 188gのε−カプロラクタム、Fluka(商用名)と、12gの触媒、Bruggolen C10(登録商標)の第1混合物の調製
− 188gのε−カプロラクタム、Fluka(商用名)と、12gの活性剤、Bruggolen C20(登録商標)の第2混合物の調製
− 2種の混合物の130℃までの予熱
− オーブンの温度220℃までの加熱
− 回転金型の160℃までの予熱
− 第1混合物の第2混合物への添加、及び予熱された金型への導入
− 少なくとも2つの軸を中心とする金型の回転速度:第1回転:10rpm、及び第2回転:5.2rpm
− 乾燥窒素下で行われた回転成形
− 機械:参照符号LAB40を有するSTP Equipmentのシャトル型
− 使用された材料の総量(単量体+触媒+活性剤):400g
− 重合時間:5分
− 冷却時間:10分。
【0087】
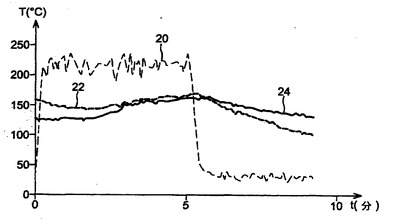
図3は、この手順実施中の、オーブン(曲線20)、回転金型(曲線22)及び回転金型内の雰囲気(曲線24)の、単位を分とする時間(t)の関数として表した温度(T)(単位:℃)の曲線を示すグラフである。
【0088】
ポリアミド6で形成された熱可塑性ブラダが、得られる。重合体の主な特性は、以下の通りである。
− 密度:1.15g/cm3
− モル質量:50〜300kg/mol
− 融点:225℃
− 弾性率:3.6GPa(EH 0〜23℃)
− 降伏点応力:90MPa(EH 0〜23℃)
− 破断点歪:70%(EH 0〜23℃)
− 水素透過(4×105Pa、27℃):3.7×10−17mol/m.Pa.s
− 完全に滑らかな内面状態。
【0089】
実施例1において、すなわち先行技術の回転成形方法により得られたブラダと比較すると、本発明のブラダは、このようにして改善された漏れ防止特性だけでなく、遙かに良好な表面状態及び高い分子量も示す。
【0090】
このように本発明の方法は、全く思いがけず、かつ先行技術で遭遇した多数の上記予想及び障害に反して、優れた漏れ防止特性を有するポリアミド6からなるブラダを回転成形によって製造することを可能にする。
【0091】
このようにして形成されたPA6ブラダは酸化されず、架橋もされない。重合体は、鎖開裂を受けず、かつ未溶解材料も残留多孔質も示さない。
【0092】
単量体と、触媒と、活性剤の混合物の0.01〜1重量%の濃度でのタルク又は安息香酸ナトリウムのような核剤の添加は、得られたPA6の結晶化度を増加することを可能にする。
【0093】
単量体+触媒+活性剤混合物の40重量%まで変動し得る濃度での、粘度シート又はカーボンブラックのような充填剤の添加は、その機械的特性を改善すること及び/又は透過を減少すること及び/又は着色すること及び/又は得られたブラダのコストを減少することを可能にする。
【実施例3】
【0094】
実施例3:本発明による回転成形方法による2層タンクブラダの製造
この実施例において、1.8mmの厚さを有する層(外層)と、1.2mmの厚さを有する層(内層)の、2層で3mmの総厚を有するライナが、上記実施例2に記載されたものと同じ手順に基づき調製された。
【0095】
重合は、アニオン重合であった、使用された前駆単量体は、次の特徴を示すε−カプロラクタムである。
− 供給業者:DSM Fibre Intermediate B.V.
− 銘柄:AP−カプロラクタム
− 融点:69℃。
【0096】
カプロラクタム中のブロモマグネシウムカプロラクタム(20%)が、重合触媒として使用され、その特徴は、次の通りである。
− 供給業者:Bruggemann Chemical
− 商用銘柄:Bruggolen C1(登録商標)
− 形状:フレーク
− 融点:約70℃。
【0097】
アセチルヘキサンラクタムが、活性剤として使用され、その特徴は、次の通りである。
− 供給業者:Bruggemann Chemical
− 商用銘柄:Activator 0
− 形状:液体
− 融点:−13℃。
【0098】
得られた熱可塑性重合体は、次の最終的な主な特性を示すポリアミド6(又はポリカプロラクタム)である。
− 密度:1.15g/cm3
− モル質量:50〜300kg/mol
− 融点:225℃
− 弾性率:3.6GPa(EH 0〜23℃)
− 降伏点応力:90MPa(EH 0〜23℃)
− 破断点歪:70%(EH 0〜23℃)
− 水素透過(4バール、27℃):3.7×10−17mol/m.Pa.s。
【0099】
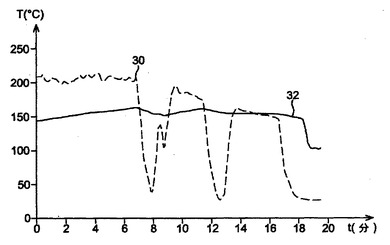
回転成形は、参照符号LAB40を有するSTP Equipmentのシャトル型の回転成形機内で、乾燥窒素下で行われた。図4は、この装置のRotolog(登録商標)回転成形曲線を示す。横座標は時間(分)、縦座標は温度(℃)を示している。この図において、曲線(30)は、オーブンの温度を℃で表し、曲線(32)は、金型内部のガスの温度を表す。
【0100】
この実施例で使用される回転成形の手順は、次の通りである。
− オーブンの温度:220℃
− 回転金型の160℃までの予熱
− 材料の総量:400g
− 層1に関して、230gのAP−カプロラクタムと、10gの触媒、Bruggolen C1(登録商標)の混合物:混合物1と称する
− 層2に関して、150gのAP−カプロラクタムと、8gの触媒、Bruggolen C1(登録商標)の混合物:混合物2と称する
− 2種の混合物の130℃までの予熱
− 金型への混合物1、それに続く3gの活性剤、「Activator 0」の導入
− 第1回転速度:10rpm
− 第2回転速度:5.2rpm
− 重合:2.30分
− 回転の停止
− 金型への混合物2、それに続く2gのActivator 0の導入
− 第1回転速度:10rpm
− 第2回転速度:5.2rpm
− 重合:4分
− 得られたブラダの金型からの取り出し。
【0101】
図4は、横座標を参照すると、この実施例の手順を経時的に観察することを可能にする。0〜7分:金型の予熱期間、8分:第1混合物を装入、9分:金型のオーブンへの導入、12分:金型のオーブンからの取り出し、及び第2混合物を装入、14分:金型のオーブンへの再導入、及び、19分:ブラダの金型からの取り出し。
【0102】
この手順は、上記特性を示す2層ブラダを、回転成形によって製造することを可能にする(実施例2参照)。形成された2層ブラダは酸化されず、架橋もされない。重合体は、鎖開裂を受けず、未溶解材料も残留多孔質も示さない。
【実施例4】
【0103】
実施例4:重合混合物の調製
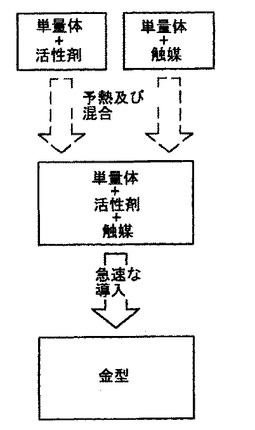
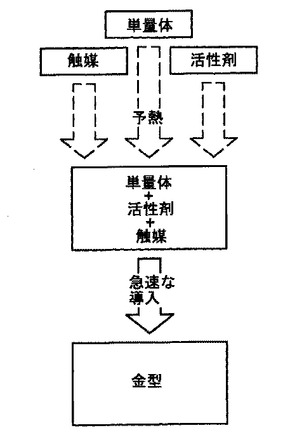
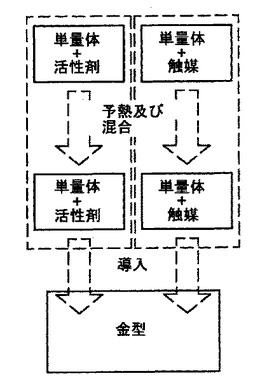
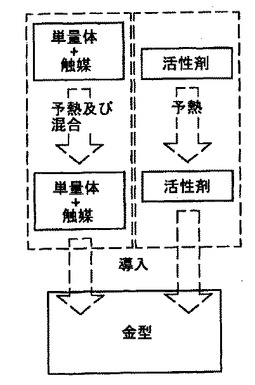
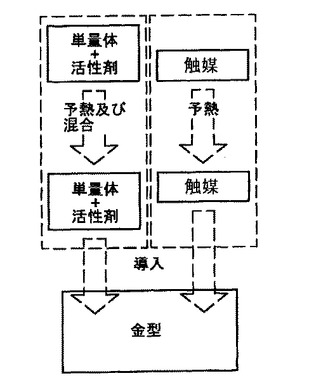
図5A〜5Eは、本発明の方法を実施するための重合混合物の種々の調製方法を図式的に示す。
【0104】
材料及び操作条件は、上記実施例に記載されたものである。
【0105】
図5Aにおいて、単量体と活性剤を含む第1混合物が調製され、単量体と触媒を含む第2混合物が調製され、これらの混合物が予熱され、その後一緒に混合されて重合混合物を生成し、さらに、重合が回転金型内で開始するために、急速に回転金型に導入される。
【0106】
図5Bにおいて、触媒と単量体と活性剤が独立して予熱され、その後一緒に混合されて重合混合物を生成し、さらに、重合が回転金型内で開始するために、急速に回転金型に導入される。
【0107】
図5Cにおいて、単量体と活性剤を含む第1混合物が調製され、単量体と触媒を含む第2混合物が調製され、これらの混合物が個別に予熱され、その後、重合が回転金型内で開始するために同時に回転金型に導入され、このようにして重合混合物を形成される。
【0108】
図5Dにおいて、単量体と触媒を含む第1混合物が調製され、一方ではこの第1混合物、他方で活性剤が個別に予熱され、その後、重合が回転金型内で開始するために、予熱された第1混合物と予熱された活性剤が同時に回転金型に導入され、このようにして重合混合物を形成される。
【0109】
図5Eにおいて、単量体と活性剤を含む第1混合物が調製され、一方でこの第1混合物、他方で触媒が個別に予熱され、その後、重合が回転金型内で開始するために、予熱された第1混合物と予熱された触媒が同時に回転金型に導入され、このようにして重合混合物を形成される。
【0110】
一般的に、好ましくは重合混合物は、重合が金型外部で開始しないために、金型に導入される前に全体として(単量体+活性剤+触媒)調製されない。それ故に得られたブラダの均質性は、より良好である。
【実施例5】
【0111】
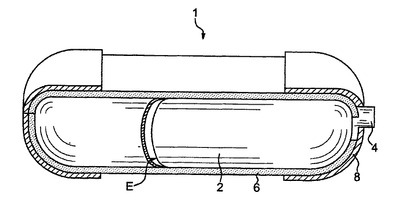
実施例5:IV型タンクの製造(図1参照)
(文献[4]でのような処理を任意で受けた後)アルミニウムソケット(4)は、文献[23]に開示された方法で、ブラダの反応回転成形前に、金型に位置決めされる。
【0112】
PA6でできたブラダは、本発明の方法に従って、現場アニオン重合により、反応回転成形によって形成される。実施例2の手順は、ソケットの存在下で使用される。ソケット(4)を含む、得られたブラダ(2)は、金型から取り出される。ソケット/ブラダ接続は、熱可塑性プラスチックを溶解することによる、回転成形の手順で得られるブラダのそれとは対称的に、非常に緊密である。
【0113】
反応開始時の単量体の粘度が非常に低く、かつ重合された材料は、非常に容易にソケットの隙間及び/又は取り付け点に拡散するので、タンク(1)を製造するために使用されるアルミニウムソケットと、ブラダ間の界面は、実施例1の回転成形の手順の使用によるよりも良好である。ブラダと、ソケットの接合は、このようにして改善される。図1で、参照符号(E)は、この図において、ブラダの厚さを表示することを可能にするブラダの断面を示す。
【0114】
ブラダは、その後に補強構造(6)を与えられる。このために、非架橋エポキシ樹脂によって予め含浸された炭素繊維は、例えば文献[4]、[5]、[24]又は[25]に開示された方法の1つにより、ソケットによって保持されるブラダの周りに巻き付けられる(ブラダは、巻管の役目を果たす)。
【0115】
図1に断面で示すように、保護シェル(8)は、その後にフィラメント巻き付けの周りに位置決めできる。弁/調整器は、ソケット(図示せず)内で、タンクにねじで取り付けることができる。
【0116】
IV型タンクは、このようにして得られる。このタンクは、上記実施例2に言及された、漏れ防止の仕様を示す。
【実施例6】
【0117】
実施例6:PA6多層ブラダの製造
例えば、6mmの総厚を有する2層ブラダを製造することを予想することが可能であり、第1外層が、3mmの厚さを有し、特定の充填剤なしでPA6でできており、第2内層が、ブラダの熱安定性を増加するために(例えば、水素で急速に充填する間の加熱)、剥離した粘度シートとして15重量%の充填剤を含むPA6でできている。
【0118】
上記実施例2の手順は、この型のブラダを製造することに適している。それは、2回行われる。1回目は、回転金型と接触し、かつ重合体と触媒と活性剤の混合物によるブラダの外層用である。2回目は、重合体と、触媒と、活性剤と、15重量%のモンモリロナイトの剥離した粘度シートからなる充填剤の混合物による、外層と接触する内層用であり、この充填剤は、特に水素で急速に充填する間の加熱に対して、ブラダの熱安定性を改善する目的で、供給業者Sud Chemie(商用銘柄「Nanofil 919」)の第4ジメチルタローベンジルアンモニウムイオンによって予め処理されたものである。
【実施例7】
【0119】
実施例7:本発明の方法により得られたブラダの後処理
本発明の方法により、例えば実施例2の手順によって製造されたブラダは、その漏れ防止特性と、その内面及び/又は外面化学特性を改善するために、以上に発表した本発明の一部で言及されたもののような、後処理を受けさせることができる。
【0120】
ブラダに適用できる後処理の例は、文献[26]及び[27]に開示されている。
【0121】
参照文献一覧
[1] 仏国特許出願公開第2813232号明細書:回転成形による回転構成要素の製造方法及び得られた構成要素。
[2] 仏国特許出願公開第2813235号明細書:熱可塑性タンク及び構造。
[3] 米国特許出願公開第4927038号明細書:高圧ガス用容器。
[4] 米国特許出願公開第4925044号明細書:流体タンク及びその製造方法。
[5] 米国特許出願公開第5499739号明細書:高圧容器用の熱可塑性ライナ及び高圧容器を上包みする方法。
[6] 米国特許出願公開第6554939号明細書:容器及び容器形成方法。
[7] 米国特許出願公開第5568878号明細書:補強された点検用窓を有するフィラメントを巻き付けられた圧力容器。
[8] 米国特許出願公開第6660214号明細書:圧力容器製造方法。
[9] http://www.rotomoulage.org
[10] 「次世代水素タンク貯蔵」、Laurence Livermore National Laboratory、Proceedings of the 2001 U.S.DOE Hydrogen Program Review。
[11] 「水素複合タンクプログラム」、Quantum Technologies、Proceedings of the 2002 U.S.DOE Hydrogen Program Review。
[12] 「水素複合タンク計画」、Quantum Fuel System Technologies、FY 2003、Progress Report。
[13] 「燃料電池車両用の圧縮水素ガス統合貯蔵システム(CH2−ISS)の開発」、University Applied Physics Laboratory、FY 2003 Progress Report。
[14] 「次世代水素貯蔵」、Laurence Livermore National Laboratory、FY 2003 Progress Report。
[15] 「水素ガス貯蔵タンク用の低透過ライナ」、Idaho National Engineering & Environmental Laboratory、FY 2003 Progress Report。
[16] 米国特許第3275733号明細書:「重合ラクタムの中空品の生成方法」。
[17] 「アニオン重合、原理及び実用的な応用」、Henry L. Hsieh及びRoderick P. Quirck、1996、出版社:Marcel Dekker,Inc.、ニューヨーク
[18] 概説「油及びガス科学及び技術」、l’Institut Francais du Petroleの雑誌、特別号2001年5〜6月、56巻、3号、215〜312頁、Editions Technip、27,rue Ginoux,75737 Paris Cedex 15。
[19] 書籍、「薄いシェルの導入」、Patrick Muller、Claire Ossadzow、Hermes Science Publications、パリ、1999年。Hermes Science Publications、8 quai du Marche−Neuf,75004 Paris,France。
[20] 書籍、「技術式」、Kurt Gleck、第10版、spt.、1997年。Dunod。
[21] 「調製条件に応じて、低周波プラズマによって生成された酸素に対するバリヤ層の性質研究」、Eric Bouvier、Universite Paul Sabatier de Toulouse、1999年9月14日に防御される、order number3457。
[22] 「バリヤ設計の潮流」、1991年5月、Journal of Packaging、日本。
[23] 米国特許出願公開第5538680号明細書:「複合圧力容器に極性ボスを成形する方法」。
[24] 米国特許出願公開第6171423号明細書:「複合圧力容器を製造する方法」。
[25] 米国特許出願公開第5577630号明細書:「複合整合圧力容器」。
[26] 米国特許出願公開第6328805号明細書:「改善された真空回路を有する低周波プラズマを使用して処理する装置」。
[27] 米国特許出願公開第5902643号明細書:「アミノエポキシガスバリヤコーティングを有する多層包装材料」
【図面の簡単な説明】
【0122】
【図1】本発明によりブラダ(2)から製造されたIV型タンク(1)の構造例を図式的に示す。この図は、このタンクが構成される種々の構成要素の機能性を示す。
【図2】先行技術の、すなわち熱可塑性プラスチックを溶解することによる(上記実施例2)、PA6の回転成形のための方法の実施中の、オーブン(曲線10)、回転金型(曲線12)及び回転金型内の雰囲気(曲線14)の、分での時間(t)に応じた、℃での温度(T)の曲線を示すグラフである。
【図3】本発明による、すなわち熱可塑性プラスチックの融点より低い温度で(上記実施例2)、PA6の回転成形のための方法の実施中の、オーブン(曲線20)、回転金型(曲線22)及び回転金型内の雰囲気(曲線24)の、分での時間(t)に応じた、℃での温度(T)の曲線を示すグラフである。
【図4】本発明による、すなわち熱可塑性プラスチックの融点より低い温度で(上記実施例3)、PA6の回転成形のための方法の実施中の、オーブン(曲線30)、及び回転金型内のガス(曲線32)の、分での時間(t)に応じた、℃での温度(T)の曲線を示すグラフである。
【図5A−5E】本発明の方法の実施に使用できる重合混合物の種々の調製方法を図式的に示す。
【符号の説明】
【0123】
2 ブラダ
4 ソケット
6 ブラダを機械的に補強する部材
【技術分野】
【0001】
本発明は、IV型複合タンクのガス漏れ防止用の熱可塑性重合体ブラダの製造方法、及びこの方法によって得ることが可能なIV型タンクに関する。
【0002】
目標とされる分野は、加圧(大気圧よりも高い圧力)下でのガス貯蔵であり、天然ガス、及び特に水素に特別な関心を有する。
【0003】
IV型複合タンクは、貯蔵ガスの圧力が一般に106〜108Paであるタンクである。それ故に、その構造は、一方で貯蔵ガスの漏れが防止できるように、他方でこのガスの貯蔵圧力に耐えるように計画されねばならない。このような訳で、これらのタンクは、内部ライナとも称されるガス漏れ防止用の内部ブラダと、通常、炭素繊維及び熱硬化性樹脂からなる外部補強構造を含む。
【0004】
漏れ防止ブラダは、均質な回転構造であり、一般的に溶接せず、改善されたガス透過性及び機械的強度特性を示す。それは、回転成形によって得られる。外部補強構造は、例えばフィラメント巻き付けによって得られる。
【0005】
本発明の対象となる主要な用途は、低温燃料電池(PEMFC)である。
【0006】
以下の記載において、角括弧([])内の参照符号は、実施例において示す参照文献一覧を参照する。
【背景技術】
【0007】
IV型タンクは、最初はポリエチレンブラダによって天然ガスを貯蔵するために1990年代に開発された。また、つい最近、実質的には1997年から水素貯蔵のために開発された。
【0008】
現在使用される熱可塑性ブラダは、一般的に高密度であり(HDPE)、時に架橋した(XHDPE)ポリエチレン(PE)から主としてなる。(一般的に「ナイロン」(商標)と称される)ポリアミド(PA)型、PA6、PA12又はPA11型の他の熱可塑性プラスチックは、ポリエチレンよりも良好な固有のガス遮断性を示すので、同様に使用される。最後に、ポリ(フッ化ビニリデン)(PVDF)又はエチレン/ビニルアルコール(EVOH)共重合体でできたバリヤ層を有する多層溶液のような、他のタイプのより実用的な熱可塑性プラスチックが、良好なガス遮断性を示すので、使用できる。文献[1]及び[2]は、かかる熱可塑性プラスチックを開示する。
【0009】
ほとんどの場合、これらのブラダは、溶融熱可塑性プラスチックの回転成形又は押出及び/又は吹込成形によって得られる。それ故に、文献[3]において、熱可塑性ブラダが、好ましくは高又は中密度ポリエチレンを使用して、押出−吹込成形又は回転成形によって得られることが、言及されている。文献[4]において、ポリエチレン、ポリプロピレン又はポリアミドでできた漏れ防止ブラダは、回転成形によって得られる。文献[5]において、ナイロン11でできたブラダが、回転成形によって生成されることが明記されている。文献[6]において、ブラダが、押出された、吹込成形された又は回転成形された熱可塑性プラスチックから得られることが言及されている。文献[7]及び[8]において、熱可塑性ブラダが、押出、吹込成形又は回転成形によって成形できることが言及されている。
【0010】
射出成形は、技術的な制限、並びにプレス及び金型のコストの問題のためにほとんど使用されない。漏れ防止ブラダが、数センチメートルの厚さで、150リットルまでの内容積を有することができるからである。熱成形は、かかる漏れ防止ブラダを生成するために、この技術を使用することが技術的に可能ではあるが、ほとんど使用されない。
【0011】
溶融熱可塑性プラスチックの回転成形のための現在の技術が、特に重要である。その理由としては、
− 150リットルまで、更にはそれを超える範囲の大型構成要素を製造できる、
− 1つ以上のソケット(ブラダをガスで充填すること、及びそれを空にすることを可能にする接続管)を挿入できること、これは、処理中に接着結合なしの状況である、
− 厚く均質な漏れ防止ブラダを提供することを可能にするからである。
【0012】
Association Francaise de Rotomoulage[フランス回転成形協会](AFR)のウェブサイト[9]は、熱可塑性プラスチック溶解による回転成形の手順を記載している。
【0013】
これら全ての方法において、熱可塑性プラスチックは、所望のブラダ形状に成形されるために溶解され、次に、金型から取り出される前に冷却されねばならない。多数のブラダの欠点、特に架橋材料、未溶解材料又は微孔質の形成、及び熱可塑性プラスチックの酸化発生が、この溶解の結果生じる。これらの欠点は、ブラダの最終漏れ防止性能、及びそれ故にタンクの性能に有害である。更に、回転成形の場合に、ソケットのブラダへの接着結合が、必要でないとしても、ソケット及びブラダ間の漏れ防止は、溶融熱可塑性プラスチックの可塑性のために必ずしも満足がゆくとは限らず、そのことはソケットの形状とぴったり付合させるためには不十分である。更に、溶融熱可塑性プラスチックのこの可塑性は、前記熱可塑性プラスチックの有害な化学変化を引き起こさずに、温度を上昇させることによって増加できない。その上、使用される方法は、長い時間がかかり、特に金型の慣性によって、ブラダ成形後の熱可塑性プラスチック冷却時間により更に延長される。
【0014】
ポリアミド6(PA6)は、そのガス(特に水素)の遮断性、及び−40℃〜+100℃に達する幅広い温度範囲にわたるその機械的特性の間の折衷のために、漏れ防止ブラダの製造において、外見上、最も好適な熱可塑性プラスチックである。残念なことに、先行技術において、PA6は、他の熱可塑性プラスチック成形のための技術のように、熱可塑性プラスチックに所望の形状を与えるために、粉末形状での熱可塑性プラスチックを溶解することと、次にそれを冷却することを必要とする、回転成形になおも適していない。この溶解は、タンクの最終性能に有害な上記に特定された欠点を引き起こす。回転成形に最大限でも適した等級を有する、すなわち粉末の含水量、粘度、分子量、酸化防止剤等を有する熱可塑性プラスチック、例えばPA6の開発は、これらの欠点を取り消すことを可能にしない。更に、回転成形技術の発展、例えば窒素下の回転成形、制御冷却、サイクル時間の減少も、これらの欠点を取り消すことを可能にしない。例えば、PA6溶解が約200℃から開始すると、溶融PA6は、5〜15分間その融点より上に留まらねばならず、処理温度が時折融点を40℃超えるので、この溶解段階は、化学分解を引き起こす。
【0015】
文献[10]〜[15]は、現在の最新技術、進行中の開発、並びに特に熱可塑性プラスチック及び燃料電池用途のIV型タンク開発のためのその処理が何であるかを示す。
【0016】
先行技術は、上述の多数の問題に、満足のゆく解決策を提供しない。
【0017】
それ故に、先行技術のこれらの欠点、不都合及び障害を克服する方法、特に上記欠点を示さないIV型タンク用の漏れ防止ブラダを得ることを可能にする迅速かつ安価な方法が真に必要である。
【0018】
この方法は、350×105Pa〜700×105Pa、更には1000×105Paの範囲の圧力で行われる、水素貯蔵が、特に移動車両での貯蔵(輸送)用の軽量、安全かつ安価なタンクを必要とする、低温燃料電池(PEMFC)用のブラダ製造を特に可能にすべきである。
【発明の開示】
【課題を解決するための手段】
【0019】
本発明の目標は、具体的に、IV型複合タンクのガス漏れ防止用の熱可塑性重合体ブラダの製造方法を提供することによって先行技術の上記問題を解決することであり、前記方法は、前記熱可塑性重合体の前駆単量体の重合段階を含み、回転成形に結合された前記単量体の重合によって、得られた熱可塑性重合体を溶解せずに、前記ブラダを形成するように、前記単量体の融点以上、前記重合体の融点未満の作業温度に加熱された、回転金型(rotomold)とも称される回転式金型内で前記熱可塑性重合体を与える。
【0020】
本発明は、IV型複合タンクのガス漏れ防止用のブラダの製造方法にも関連し、前記ブラダは、熱可塑性重合体からなり、前記方法は、次の段階、
(a)熱可塑性重合体の前駆単量体と、重合触媒と、重合活性剤を含む重合混合物の調製、
(b)回転成形に結合された前記単量体の重合によって、得られた熱可塑性重合体を溶解せずに、前記ブラダを形成するように、前記単量体の融点以上、前記重合体の融点未満の作業温度に加熱された、回転金型内で前記熱可塑性重合体を与えるための、前記混合物の重合、
(b1)数層の熱可塑性重合体を含むブラダを得るように、任意で、段階(a)及び(b)の反復、及び
(c)得られた熱可塑性重合体ブラダの金型からの取り出しを含む。
【発明を実施するための最良形態】
【0021】
本発明において、重合体は、金型内でその融点未満の温度で単一のステップで製造及び成形される。本発明の方法は、先行技術でのように、溶融熱可塑性重合体からも出発しないが、得られた重合体の融点未満の温度で回転式金型内で重合されるその単量体から出発する。重合体は次に、金型の形状と付合させるのと同時に形成される。回転成形金型が、化学反応器、及び本来のブラダの形状を与える金型の両方の役目を果たすので、その場合、「反応回転成形」という言葉を用いることが可能である。
【0022】
本発明において使用される単量体の重合のための反応は、熱可塑性重合体を与えるために、前記熱可塑性重合体の前駆単量体を重合することを可能にする、全く従来の化学反応である。有機化学専門家である当業者は、この重合反応を行うことにいかなる困難も有さないであろう。単なる制限は、本発明の方法の定義に示されたものであり、すなわちIV型ガスタンクの熱可塑性ブラダの特定の特徴に関連するものである。特に、得られたブラダが、上記圧力であっても、内部に貯蔵されるガスを通さないことが好ましい。
【0023】
このような訳で、本発明によれば、使用される熱可塑性重合体の前駆単量体が、好ましくは、かかるブラダの製造に使用される熱可塑性重合体の1つの前駆単量体である。
【0024】
本発明によれば、好ましくは、熱可塑性重合体は、ポリカプロラクタムであり、単量体は、その前駆体であり、単量体の重合は、アニオン重合である。この場合において、例えば単量体は、カプロラクタム又はε−カプロラクタム又はそれらの混合物であり得る。
【0025】
本発明によれば、単量体の重合は、好ましくは活性剤及び/又は触媒の存在下で行われる。有機単量体の重合におけるそれらの役割は、当業者に周知であり、かつ本明細書において更に特定することを必要としない。例として、α−メチルスチレン単量体から、有機リチウム誘導体族(例えば、ジフェニルアルキルリチウム)の活性剤から、触媒クラウンエーテルからのポリ(α−メチルスチレン)(PAM)のアニオン重合に言及しても良い。例として、スチレン単量体から、有機リチウム誘導体族の活性剤から、触媒テトラヒドロフラン(THF)からのポリスチレン(PS)のアニオン重合にも言及しても良い。
【0026】
例えば、単量体が、カプロラクタムである時、活性剤は、好適には第1置換ε−カプロラクタム、例えばアシルカプロラクタムであり得る。例えば、単量体が、カプロラクタムである時、触媒は、好適には第2置換ε−カプロラクタム、例えばナトリウムラクタメート(lactamate)又はブロモマグネシウムラクタメートであり得る。関連する重合反応において同等の役割を有する他の活性剤及び触媒が、当然に使用できる。文献[16]及び[17]は、本発明の実施に使用できる多数の活性剤及び触媒を記載している。
【0027】
本発明によれば、熱可塑性重合体でできたブラダを形成するために、回転金型内で単量体を重合することからなる段階は、好適には、熱可塑性重合体の前駆単量体と、重合触媒と、重合活性剤を含む重合混合物から出発して行われる。
【0028】
本発明によれば、重合混合物は、好適には、前記単量体及び前記触媒を含む第1混合物と、前記単量体及び前記活性剤を含む第2混合物を混合することによって調製できる。それ故に、2種の混合物は、ブラダ製造前の数週間、更には数ヶ月でも個別に調製及び貯蔵でき、本発明の実施時に一緒に混合できる。
【0029】
本発明の方法は、単量体及び触媒を含む単一の混合物から出発しても行うことができ、重合活性剤は、本発明の方法の実施時に添加される。混合物は、金型に導入される前の使用時に、完全に調製することもできる。当業者は、最も実用的と見えることに従って、本発明の方法の実施をいかにして容易に調整するか、分かるであろう。
【0030】
重合混合物の調製例を、以下に示す。
【0031】
使用される単量体の計量は、固体状態で、例えばカプロラクタムに関して、周囲温度及び約70℃まで、又は液体状態で、例えばカプロラクタムに関して、70℃を超える温度で行うことができる。触媒及び活性剤、並びに重合混合物に添加される他のいかなる材料に関しても同様である。
【0032】
本発明によれば、重合混合物は、核剤及び/又は充填剤及び/又はナノフィラを更に含むことができる。これらの試剤及び充填剤は、特にブラダのガス遮断及び強度特性に関わることができる。
【0033】
それ故に、核剤は、好適には、熱可塑性材料、例えばポリアミド6の結晶化度、及び尚更に遮断性を増加することを可能にする。本発明によれば、核剤は、例えば、タルク及び安息香酸ナトリウム又は同じ役割を有する他のいずれかの試剤、及びそれらの混合物からなる群から選択できる。核剤が何であれ、一般的に0.01〜1重量%の、金型に導入される重合混合物の総重量に対して、0〜20重量%の範囲の量の重合混合物に添加することができる。
【0034】
(構成される粒子の寸法及び/又はアスペクト比に応じて)充填剤又はナノフィラは、好適には、剛性を増加すること及び/又は熱機械的特性を改善すること及び/又は透過を減少すること及び/又は着色すること及び/又は製造されるブラダのコストを減少することを可能にする。本発明によれば、充填剤及び/又はナノフィラは、例えば、粘度シート、カーボンブラック、シリカ、炭酸塩、顔料又は同じ役割を有する他のいずれかの充填剤又はナノフィラからなる群から選択できる。例えば、剥離した粘度シートは、特にガス、例えば水素でブラダを急速に充填する間の加熱へのブラダの熱安定性を改善することを可能にする。充填剤又はナノフィラが何であれ、一般的に1〜20重量%の、金型に導入される重合混合物の総重量に対して、0〜40重量%の範囲の量の重合混合物に添加することができる。
【0035】
金型に導入される重合混合物の量は、金型の寸法に応じて、本発明の方法により製造されるブラダの肉厚を決定する。
【0036】
ブラダのこの肉厚の選択は、主に、
− 熱可塑性プラスチックの貯蔵ガス、例えば水素への所望の遮断性能に従って(水素に関して、毎時、タンク1リットル当たり1cm3の漏出を許容するISO TC 197規格草案及びEIHP II)、
− 熱可塑性プラスチックの機械的性能、特にタンク製造中、例えば炭素繊維上の巻き付け(その場合ブラダは、巻管の役割を果たす)による、ブラダ外部の機械的補強部材の展開への機械抵抗
に従ってなされる。
【0037】
製造されるブラダの肉厚決定(「寸法決定」)のために関連できる3つの数学方程式は、次の通りである。
【0038】
【数1】
【0039】
【数2】
【0040】
【数3】
【0041】
文献[18]、[19]及び[20]に、記載及び説明される。
【0042】
ブラダの肉厚決定は、このようにして、特に製造されるタンクの容積、タンクの長さ/直径比(及びそれ故に展開される表面積)、製造されるタンクの許容可能な機械的応力及び作業圧力に従って決定される。
【0043】
本発明によれば、ブラダは、通常2×107Pa〜7×107Paの間の作業圧力と称される、貯蔵されねばならない圧力でのガス漏出に耐えるために定義された肉厚を一般的に有する。本発明は、当然に、これら以外の圧力に適用され、ブラダの厚さは、特にこの作業圧力及びガスの性質に従って選択される。一般的にブラダの厚さは、1mm〜20mm、好ましくは2mm〜10mmである。
【0044】
本発明の方法において、重合は、回転式金型内で行われる。このために、例えば溶融熱可塑性プラスチックの回転成形に関連する上記文献に記載されたような、従来の回転成形機を利用しても良い。好ましくは、回転成形機の金型は、液体、特に本発明による重合混合物を十分に通さない。
【0045】
本発明によれば、重合は、回転成形に結合された前記単量体の重合によって、得られた熱可塑性重合体を溶解せずに、前記ブラダを形成するように、前記単量体の融点以上、かつ前記重合体の融点未満の作業温度と称される温度で行われる。それ故に、金型が、回転するように設定され、重合は、前記熱可塑性プラスチックの溶解が発生しない、金型の全内面にわたる熱可塑性プラスチックの形成を引き起こす。溶解のない回転成形が、それ故に関係する。重合体の融点に、単量体の重合中に達するか、又は超過する時、このことは、溶融熱可塑性プラスチックの回転成形によって得られる先行技術のブラダの上記欠点を引き起こす。
【0046】
本発明によれば、使用される単量体が固体形状である時、回転式金型内で単量体を重合する前に単量体を溶解するために、重合混合物を予熱できる。例えば、本発明によれば、段階(a)において、重合混合物は、前記単量体の融点以上、かつ前記重合体の融点未満の予熱温度に、単量体を溶解するように更に予熱できる。当業者は、例えば融点ベンチ(melting point bench)を使用して、単量体の融点をいかにして決定するか容易に分かるであろう。得られた熱可塑性重合体の融点も、例えば同様に融点ベンチを使用して、当業者によって容易に決定され得る。
【0047】
例えば単量体がカプロラクタムである時、本発明によれば、ポリカプロラクタムを与えるための重合反応は、70℃〜220℃、好ましくは100〜180℃の温度で行われる。すなわち、PA6の融点未満であり、先行技術のその回転成形温度の遙か下で行われる。
【0048】
本発明によれば、好適には重合混合物は、金型に導入される前に、前記作業温度に加熱できる。それ故に、重合は、回転金型への混合物の導入から引き起こされる。
【0049】
同じ理由から、本発明によれば、好ましくは回転金型は、金型への前記重合混合物の導入前に、前記作業温度に好ましくは加熱される。
【0050】
金型は、例えば金型が導入されるオーブンを使用して加熱できる。一体加熱(金型に組み込まれた加熱装置)、例えば赤外線(IR)ランプ、電気抵抗による加熱を有する金型、又はフィード−トランスファ流体が循環するジャケット付き金型を使用することによって、オーブンなしで対処することが、任意で可能である。
【0051】
金型の余熱、及び重合反応の速度を、特にこの重合がアニオン型である時に考慮して、重合自体の間にオーブンを使用しないことが、ある場合に可能である。
【0052】
行われる重合反応を、中性(不活性)ガス下で行わねばならない時、金型は、好適には、通気孔と、中性ガスの入口を備える。この場合において、金型は、重合段階の実施のために、次に不活性ガスによってパージされる。例えば、単量体がカプロラクタムである時に、このことが当てはまる。中性ガスは、例えば窒素又は当業者に知られている他のいずれかの中性ガスであり得る。カプロラクタムの例において、中性ガスは、重合反応が、無水媒体中で起こるために、非常に好ましくは、乾燥している。最良の重合及び漏れ防止の結果が、例えば、PA6でできたブラダを得るために、カプロラクタムに関してこれらの操作条件下で得られたからである。他の単量体に関して、このことが当てはまり得る。当業者は、単量体の重合が、所望のブラダ製造を引き起こすために、本発明の方法の実施をいかにして調整するか、容易に分かるであろう。
【0053】
本発明によれば、金型の全内面にわたって、かつ内面に従って重合が起こるように、金型は2つの軸を中心に回転するように設定される。この二重回転は、従来の回転金型で提供できる。
【0054】
先行技術による溶融材料の回転成形では、第1軸及び第2軸の回転速度は、1〜20rpm(毎分回転数)、一般的に2〜10rpmである。本発明の方法において、溶融材料よりも大きい、単量体の可塑性の結果として、回転速度は、好ましくはより高い。それ故に、本発明によれば、金型の回転速度は好ましくは5〜40rpm、更に好ましくは10〜20rpmである。これらの好ましい回転速度は、カプロラクタムの場合に非常に良好な結果を与えた。
【0055】
重合時間は、当然に使用される単量体、並びに触媒及び/又は活性剤の存在及び性質によって決まる。本発明の多数の利点の1つは、重合反応が非常に速くなり得ることである。例えば、使用される単量体がカプロラクタムである時、PA6を与えるアニオン重合は、数分、一般的に2〜10分、多くの場合約4分後に完了する。
【0056】
重合が完了する時、特に、鎖の長さが満足のゆくものであり、結晶化が達成される(重合体鎖の組織)時、適切な場合、加熱が停止されるか、又は回転金型がオーブンから取り出される。すなわち、金型の回転が停止され、かつ金型が開放される。熱傷のいかなる危険性も回避するために、特に構成要素の再操作を容易にするために、金型を数分間冷却することができる。次に、ブラダが金型から取り出される。この結果は、特に、溶解回転成形温度が、本発明の方法において使用されるものよりも遙かに高く、材料が溶融状態から固体状態に変化することを待つことが必要であった金型の慣性を特に考慮すると、先行技術の方法と比較して明らかな時間節約となる。
【0057】
本発明の特定の実施態様によれば、幾つかの重合段階は、数層の熱可塑性重合体を含む漏れ防止ブラダを形成するために、連続して行うことができる。これらの層は、厚さ又は組成が同一又は異なっても良い。
【0058】
例えば、3〜4mmを超えるブラダの肉厚を得るために、好適には、幾つかの連続した重合段階が、所望の厚さに達するまで行われる。本発明によれば、これらの重合段階は、段階毎に同一又は異なる、熱可塑性重合体の前駆単量体を使用できる。各重合段階が完了した後に、重合混合物を金型に連続して導入すれば十分である。例えば、アニオン重合によって、層当たり5mmを調製することが、容易であるが、3mmの厚さが好ましい。それ故に、6mmのブラダ肉厚に関して、熱可塑性材料の2つの連続する層を調製することが好ましい。
【0059】
例えば、ブラダの最内層、すなわち製造されるIV型タンク内での貯蔵中に加圧ガスと接触するものが、前記貯蔵ガスに対して特定の特性を有さねばならない時、最終重合段階は、好適には、前記貯蔵ガスに対して前記特定の特性を示す熱可塑性重合体を使用して行うことができる。例えば、タンクの急速な充填中にライナの熱機械的強度を増加するために、モンモリロナイト型のナノフィラを含むPA6でできた内層であっても良い。
【0060】
例えば、ブラダの最外層、すなわち製造されるIV型タンクの外部補強構造と接触するものが、前記補強構造に対して特定の特性を有さねばならない時、最終重合段階は、好適には、前記補強構造に対して前記特定の特性を示す熱可塑性重合体を使用して行うことができる。例えば、複合材の巻き付け(取り扱い操作)を行う前に、ライナの衝撃強度を増加するために、核剤のないPA6でできた外層であっても良い。
【0061】
本発明によれば、内部に貯蔵されるガスに対するブラダの漏れ防止特性(遮断性)を更に改善し、及び/又は、例えば化学的攻撃に対する耐性、食品用品質又は経時変化へのより良好な耐性のような、特定の化学的特性をそれに与えるために、得られたブラダは、1つ以上薄い層によってその内面又は外面を被覆することを目的とする、1つ以上の後処理を更に受けることができる。この後処理は、プラズマ促進気相堆積(PECVD)によるSiOx型(式中、0≦x≦2)又はSiyNzCt型(式中、1≦y≦3、0.2≦z≦4、かつ0≦t≦3)、物理蒸着(PVD)によるアルミニウムの付着物、化学架橋、又はCF4によるフッ化処理によるエポキシ型の付着物の処理から例えばなることができる。文献[21]及び[22]は、本発明の方法によって得られるブラダに使用できるIV型タンクブラダの製造において、当業者に周知のこの型の後処理を記載している。
【0062】
したがって、本発明は、ガス、特に加圧ガスの貯蔵を対象とするいかなる複合タンクの製造にも関与することが可能な、ポリアミド型を含み、好適には(任意に改質され、及び/又は充填剤を含む)ポリアミド6型を含む、熱可塑性漏れ防止ブラダの製造を可能にする。本発明の方法によって製造される漏れ防止ブラダは、熱可塑性重合体の溶解及び凝固現象に固有の鎖開裂、酸化、架橋、重縮合、最終多孔質、残留応力又は不均質性等の影響がもはやないので、先行技術のものよりも、機械的及びガス遮断性の点で有効である。その上、これらブラダの内面状態は、先行技術の溶融熱可塑性方法によって得られるブラダのそれよりも、遙かに良好である。これらの改善された特性は、これらのブラダから製造されるタンクの特性に、明らかに非常に影響を及ぼす。
【0063】
それ故に、本発明は、加圧ガス貯蔵用の複合タンクにも関連し、前記タンクは、本発明の方法により得られた前記加圧ガスの漏れ防止用の熱可塑性重合体ブラダを含む。
【0064】
例えば、本発明は、タンクの内側から外側へ、この順で、
− 加圧ガスの漏れ防止用の前記ブラダと、
− 少なくとも1つの金属ソケットと、
− ブラダを機械的に補強する部材を含むタンクを得ることを可能にする。
【0065】
この型のタンクは、IV型タンクと称される。本発明の方法により製造される熱可塑性ブラダは、IV型複合タンクを得ることを可能にし、その機械的及び遮断性能は、同じタンクであるが、(同じ熱可塑性プラスチックからなる)ブラダが、溶融熱可塑性プラスチックの押出−吹込成形、熱成形、射出成形又は回転成形によって製造されるのそれよりも遙かに良好である。
【0066】
本発明によれば、漏れ防止ブラダは、好ましくはポリアミドブラダである。好適には、ポリアミドブラダは、ポリカプロラクタムブラダである。本発明を実施するための最良の現在の結果が、この重合体によって得られるからである。
【0067】
本発明によれば、前記少なくとも1つの金属ソケットは、タンク充填及び貯蔵ガスの使用のために、タンクの内部/外部接続を提供する。ソケットは、この型のタンクに従来使用されるソケット、例えばアルミニウムソケットであっても良い。1つ以上のソケットが、製造されるブラダに1つ以上のソケットを得るために、金型内に位置決めできる。ソケットは、ソケット/ブラダ接合部の漏れ防止を更に改善することを目的とする処理、例えば文献[4]に開示されたような処理を受けさせることができる。
【0068】
ブラダ上に1つ以上のソケットを含むことは、当業者に知られている従来の方法、例えば文献[4]及び[23]、又は少なくとも1つのソケットが提供される上記文献の1つに開示された方法により行うことができる。しかしながら、本発明において、熱可塑性重合体は、ソケットに接合されるために溶解されない。それは、本発明の方法による回転成形の前に、金型内でも、金型内に位置決めされたソケットにわたっても単量体の重合によって形成される。ソケットは、例えば文献[23]に開示された方法で位置決めできる。ソケットを備えた、本発明の方法によって得られたブラダは、その後に金型から取り出される。
【0069】
本発明の方法によれば、回転成形中に、重合開始時の単量体の粘度が非常に低く、かつソケットの隙間及び/又は取り付け点に単量体が非常に容易に拡散するので、ソケットでの漏れの危険性は著しく減少する。
【0070】
本発明によれば、ブラダの機械的補強用の外部部材は、タンクの機械的強度を提供する。それは、IV型タンクのブラダの周りに習慣的に位置決めされる、当業者に知られている補強部材のいずれであっても良い。それは、例えばフィラメント巻き付けであっても良い。このフィラメント巻き付けは、例えば炭素繊維と、熱硬化性樹脂からなることができる。例えば、非架橋エポキシ樹脂によって予め含浸された炭素繊維は、例えば文献[4]、[5]、[24]又は[25]に開示された方法のいずれかにより、ソケットによって保持されるブラダの周りに巻き付けることができる。自立構造であるブラダは、実際にこのフィラメント巻き付け用の巻管の役目を果たす。IV型タンクが、このようにして得られる。
【0071】
本発明は、いかなる加圧ガス、例えば水素ガス、ヘリウム、天然ガス、圧縮空気、窒素、アルゴン、Hytane(商用名)等のいずれかの貯蔵に応用される。本発明は、燃料電池、特に機械的要件が非常に厳しい低温燃料電池と、漏れ防止要件が非常に厳しい高温燃料電池の製造に特に適している。
【0072】
以下、添付図面を参照して実施例を示すが、他の特徴及び利点は、この実施例を読めば当業者に更に明白になるであろう。ただし、以下の実施例は、例示として示されるものであり、限定を含むものではない。
【実施例1】
【0073】
実施例1:先行技術の回転成形方法によるタンクブラダの製造、溶融経路によるPA6の回転成形
この実施例に使用される熱可塑性プラスチックは、ポリアミド6(又はポリカプロラクタム)である。供給業者は、Rhodia Engineering Plastics(フランス)である。商用銘柄は、Technyl C217(商用名)である。
【0074】
この実施例で用いられた回転成形手順は、次の通りである。
− 350℃の温度へのオーブンの加熱
− 熱可塑性プラスチックの量:400g
− 55℃への金型の予熱
− 蒸解:15分
− 回転成形後の冷却:30分
− 少なくとも2つの軸を中心とした金型の回転速度:第1回転 2rpm、及び第2回転 1.5rpm
− 窒素下で行われた回転成形
− 回転成形機:参照符号LAB40を有するSTP Equipmentのシャトル型。
【0075】
添付図2は、この手順実施中の、オーブン(曲線10)、回転金型(曲線12)及び回転金型内の雰囲気(曲線14)の、分での時間(t)に応じた、℃での温度(T)の曲線を示すグラフである。
【0076】
ブラダを形成する重合体材料の主な特性は、以下の通りである。
− 密度:1.14g/cm3
− モル質量:20〜40kg/mol
− 融点:222℃
− 弾性率:2.9GPa(EH 0〜23℃)
− 降伏点応力:85MPa(EH 0〜23℃)
− 破断点歪:100%(EH 0〜23℃)
− 水素透過(4×105Pa、27℃):5.4×10−16mol/m.Pa.s
− 粗い内面状態。
【実施例2】
【0077】
実施例2:本発明の回転成形方法によるタンクブラダの製造、PA6の反応回転成形
重合は、アニオン重合である。前駆単量体は、ε−カプロラクタムである。供給業者は、Flukaである。それは、98%を超える純度及び69℃の融点を有する。得られた熱可塑性重合体は、ポリアミド6(又はポリカプロラクタム)である。
【0078】
カプロラクタム中のナトリウムカプロラクタム(17%)が、重合触媒として使用された。この触媒は、例えばBruggemann Chemicalによって供給される。商用銘柄:Bruggolen C10(登録商標)、形状:フレーク、融点:約60℃。
【0079】
カプロラクタム中のブロックジイソシアネート(17%)が、重合活性剤として使用された。この活性剤は、例えばBruggemann Chemicalによって供給される。商用銘柄:Bruggolen C20(登録商標)、形状:粉末、融点:約60℃超。
【0080】
この実施例において行われたアニオン重合反応の化学方程式は、次の通りである:
【0081】
【化1】
【0082】
(式中、pは、重合度である)。この重合度は、一般的に1≦p≦100000であるようになっている。
【0083】
2種の重合混合物が使用された。
− 第1のものは、カプロラクタム(周囲温度で固体の単量体)と、触媒(周囲温度で固体)を含んだ。
− 第2のものは、カプロラクタム(周囲温度で固体の単量体)と、活性剤(周囲温度で液体)を含んだ。
【0084】
2種の混合物は、それらを均質化し、その後に回転成形機の金型にそれらを導入するために、70℃を超える温度に導かれた(その場合、全ての構成要素は液体である)。
【0085】
手順は、カプロラクタムと、触媒の組み合わせを含む単一の混合物に関しても有効である。それを少なくとも70℃まで加熱した後、この液体混合物は、金型に導入され、次に全ての液体活性剤は、金型に注入される。
【0086】
この実施例において用いられた回転成形手順は、次の通りである。
− 188gのε−カプロラクタム、Fluka(商用名)と、12gの触媒、Bruggolen C10(登録商標)の第1混合物の調製
− 188gのε−カプロラクタム、Fluka(商用名)と、12gの活性剤、Bruggolen C20(登録商標)の第2混合物の調製
− 2種の混合物の130℃までの予熱
− オーブンの温度220℃までの加熱
− 回転金型の160℃までの予熱
− 第1混合物の第2混合物への添加、及び予熱された金型への導入
− 少なくとも2つの軸を中心とする金型の回転速度:第1回転:10rpm、及び第2回転:5.2rpm
− 乾燥窒素下で行われた回転成形
− 機械:参照符号LAB40を有するSTP Equipmentのシャトル型
− 使用された材料の総量(単量体+触媒+活性剤):400g
− 重合時間:5分
− 冷却時間:10分。
【0087】
図3は、この手順実施中の、オーブン(曲線20)、回転金型(曲線22)及び回転金型内の雰囲気(曲線24)の、単位を分とする時間(t)の関数として表した温度(T)(単位:℃)の曲線を示すグラフである。
【0088】
ポリアミド6で形成された熱可塑性ブラダが、得られる。重合体の主な特性は、以下の通りである。
− 密度:1.15g/cm3
− モル質量:50〜300kg/mol
− 融点:225℃
− 弾性率:3.6GPa(EH 0〜23℃)
− 降伏点応力:90MPa(EH 0〜23℃)
− 破断点歪:70%(EH 0〜23℃)
− 水素透過(4×105Pa、27℃):3.7×10−17mol/m.Pa.s
− 完全に滑らかな内面状態。
【0089】
実施例1において、すなわち先行技術の回転成形方法により得られたブラダと比較すると、本発明のブラダは、このようにして改善された漏れ防止特性だけでなく、遙かに良好な表面状態及び高い分子量も示す。
【0090】
このように本発明の方法は、全く思いがけず、かつ先行技術で遭遇した多数の上記予想及び障害に反して、優れた漏れ防止特性を有するポリアミド6からなるブラダを回転成形によって製造することを可能にする。
【0091】
このようにして形成されたPA6ブラダは酸化されず、架橋もされない。重合体は、鎖開裂を受けず、かつ未溶解材料も残留多孔質も示さない。
【0092】
単量体と、触媒と、活性剤の混合物の0.01〜1重量%の濃度でのタルク又は安息香酸ナトリウムのような核剤の添加は、得られたPA6の結晶化度を増加することを可能にする。
【0093】
単量体+触媒+活性剤混合物の40重量%まで変動し得る濃度での、粘度シート又はカーボンブラックのような充填剤の添加は、その機械的特性を改善すること及び/又は透過を減少すること及び/又は着色すること及び/又は得られたブラダのコストを減少することを可能にする。
【実施例3】
【0094】
実施例3:本発明による回転成形方法による2層タンクブラダの製造
この実施例において、1.8mmの厚さを有する層(外層)と、1.2mmの厚さを有する層(内層)の、2層で3mmの総厚を有するライナが、上記実施例2に記載されたものと同じ手順に基づき調製された。
【0095】
重合は、アニオン重合であった、使用された前駆単量体は、次の特徴を示すε−カプロラクタムである。
− 供給業者:DSM Fibre Intermediate B.V.
− 銘柄:AP−カプロラクタム
− 融点:69℃。
【0096】
カプロラクタム中のブロモマグネシウムカプロラクタム(20%)が、重合触媒として使用され、その特徴は、次の通りである。
− 供給業者:Bruggemann Chemical
− 商用銘柄:Bruggolen C1(登録商標)
− 形状:フレーク
− 融点:約70℃。
【0097】
アセチルヘキサンラクタムが、活性剤として使用され、その特徴は、次の通りである。
− 供給業者:Bruggemann Chemical
− 商用銘柄:Activator 0
− 形状:液体
− 融点:−13℃。
【0098】
得られた熱可塑性重合体は、次の最終的な主な特性を示すポリアミド6(又はポリカプロラクタム)である。
− 密度:1.15g/cm3
− モル質量:50〜300kg/mol
− 融点:225℃
− 弾性率:3.6GPa(EH 0〜23℃)
− 降伏点応力:90MPa(EH 0〜23℃)
− 破断点歪:70%(EH 0〜23℃)
− 水素透過(4バール、27℃):3.7×10−17mol/m.Pa.s。
【0099】
回転成形は、参照符号LAB40を有するSTP Equipmentのシャトル型の回転成形機内で、乾燥窒素下で行われた。図4は、この装置のRotolog(登録商標)回転成形曲線を示す。横座標は時間(分)、縦座標は温度(℃)を示している。この図において、曲線(30)は、オーブンの温度を℃で表し、曲線(32)は、金型内部のガスの温度を表す。
【0100】
この実施例で使用される回転成形の手順は、次の通りである。
− オーブンの温度:220℃
− 回転金型の160℃までの予熱
− 材料の総量:400g
− 層1に関して、230gのAP−カプロラクタムと、10gの触媒、Bruggolen C1(登録商標)の混合物:混合物1と称する
− 層2に関して、150gのAP−カプロラクタムと、8gの触媒、Bruggolen C1(登録商標)の混合物:混合物2と称する
− 2種の混合物の130℃までの予熱
− 金型への混合物1、それに続く3gの活性剤、「Activator 0」の導入
− 第1回転速度:10rpm
− 第2回転速度:5.2rpm
− 重合:2.30分
− 回転の停止
− 金型への混合物2、それに続く2gのActivator 0の導入
− 第1回転速度:10rpm
− 第2回転速度:5.2rpm
− 重合:4分
− 得られたブラダの金型からの取り出し。
【0101】
図4は、横座標を参照すると、この実施例の手順を経時的に観察することを可能にする。0〜7分:金型の予熱期間、8分:第1混合物を装入、9分:金型のオーブンへの導入、12分:金型のオーブンからの取り出し、及び第2混合物を装入、14分:金型のオーブンへの再導入、及び、19分:ブラダの金型からの取り出し。
【0102】
この手順は、上記特性を示す2層ブラダを、回転成形によって製造することを可能にする(実施例2参照)。形成された2層ブラダは酸化されず、架橋もされない。重合体は、鎖開裂を受けず、未溶解材料も残留多孔質も示さない。
【実施例4】
【0103】
実施例4:重合混合物の調製
図5A〜5Eは、本発明の方法を実施するための重合混合物の種々の調製方法を図式的に示す。
【0104】
材料及び操作条件は、上記実施例に記載されたものである。
【0105】
図5Aにおいて、単量体と活性剤を含む第1混合物が調製され、単量体と触媒を含む第2混合物が調製され、これらの混合物が予熱され、その後一緒に混合されて重合混合物を生成し、さらに、重合が回転金型内で開始するために、急速に回転金型に導入される。
【0106】
図5Bにおいて、触媒と単量体と活性剤が独立して予熱され、その後一緒に混合されて重合混合物を生成し、さらに、重合が回転金型内で開始するために、急速に回転金型に導入される。
【0107】
図5Cにおいて、単量体と活性剤を含む第1混合物が調製され、単量体と触媒を含む第2混合物が調製され、これらの混合物が個別に予熱され、その後、重合が回転金型内で開始するために同時に回転金型に導入され、このようにして重合混合物を形成される。
【0108】
図5Dにおいて、単量体と触媒を含む第1混合物が調製され、一方ではこの第1混合物、他方で活性剤が個別に予熱され、その後、重合が回転金型内で開始するために、予熱された第1混合物と予熱された活性剤が同時に回転金型に導入され、このようにして重合混合物を形成される。
【0109】
図5Eにおいて、単量体と活性剤を含む第1混合物が調製され、一方でこの第1混合物、他方で触媒が個別に予熱され、その後、重合が回転金型内で開始するために、予熱された第1混合物と予熱された触媒が同時に回転金型に導入され、このようにして重合混合物を形成される。
【0110】
一般的に、好ましくは重合混合物は、重合が金型外部で開始しないために、金型に導入される前に全体として(単量体+活性剤+触媒)調製されない。それ故に得られたブラダの均質性は、より良好である。
【実施例5】
【0111】
実施例5:IV型タンクの製造(図1参照)
(文献[4]でのような処理を任意で受けた後)アルミニウムソケット(4)は、文献[23]に開示された方法で、ブラダの反応回転成形前に、金型に位置決めされる。
【0112】
PA6でできたブラダは、本発明の方法に従って、現場アニオン重合により、反応回転成形によって形成される。実施例2の手順は、ソケットの存在下で使用される。ソケット(4)を含む、得られたブラダ(2)は、金型から取り出される。ソケット/ブラダ接続は、熱可塑性プラスチックを溶解することによる、回転成形の手順で得られるブラダのそれとは対称的に、非常に緊密である。
【0113】
反応開始時の単量体の粘度が非常に低く、かつ重合された材料は、非常に容易にソケットの隙間及び/又は取り付け点に拡散するので、タンク(1)を製造するために使用されるアルミニウムソケットと、ブラダ間の界面は、実施例1の回転成形の手順の使用によるよりも良好である。ブラダと、ソケットの接合は、このようにして改善される。図1で、参照符号(E)は、この図において、ブラダの厚さを表示することを可能にするブラダの断面を示す。
【0114】
ブラダは、その後に補強構造(6)を与えられる。このために、非架橋エポキシ樹脂によって予め含浸された炭素繊維は、例えば文献[4]、[5]、[24]又は[25]に開示された方法の1つにより、ソケットによって保持されるブラダの周りに巻き付けられる(ブラダは、巻管の役目を果たす)。
【0115】
図1に断面で示すように、保護シェル(8)は、その後にフィラメント巻き付けの周りに位置決めできる。弁/調整器は、ソケット(図示せず)内で、タンクにねじで取り付けることができる。
【0116】
IV型タンクは、このようにして得られる。このタンクは、上記実施例2に言及された、漏れ防止の仕様を示す。
【実施例6】
【0117】
実施例6:PA6多層ブラダの製造
例えば、6mmの総厚を有する2層ブラダを製造することを予想することが可能であり、第1外層が、3mmの厚さを有し、特定の充填剤なしでPA6でできており、第2内層が、ブラダの熱安定性を増加するために(例えば、水素で急速に充填する間の加熱)、剥離した粘度シートとして15重量%の充填剤を含むPA6でできている。
【0118】
上記実施例2の手順は、この型のブラダを製造することに適している。それは、2回行われる。1回目は、回転金型と接触し、かつ重合体と触媒と活性剤の混合物によるブラダの外層用である。2回目は、重合体と、触媒と、活性剤と、15重量%のモンモリロナイトの剥離した粘度シートからなる充填剤の混合物による、外層と接触する内層用であり、この充填剤は、特に水素で急速に充填する間の加熱に対して、ブラダの熱安定性を改善する目的で、供給業者Sud Chemie(商用銘柄「Nanofil 919」)の第4ジメチルタローベンジルアンモニウムイオンによって予め処理されたものである。
【実施例7】
【0119】
実施例7:本発明の方法により得られたブラダの後処理
本発明の方法により、例えば実施例2の手順によって製造されたブラダは、その漏れ防止特性と、その内面及び/又は外面化学特性を改善するために、以上に発表した本発明の一部で言及されたもののような、後処理を受けさせることができる。
【0120】
ブラダに適用できる後処理の例は、文献[26]及び[27]に開示されている。
【0121】
参照文献一覧
[1] 仏国特許出願公開第2813232号明細書:回転成形による回転構成要素の製造方法及び得られた構成要素。
[2] 仏国特許出願公開第2813235号明細書:熱可塑性タンク及び構造。
[3] 米国特許出願公開第4927038号明細書:高圧ガス用容器。
[4] 米国特許出願公開第4925044号明細書:流体タンク及びその製造方法。
[5] 米国特許出願公開第5499739号明細書:高圧容器用の熱可塑性ライナ及び高圧容器を上包みする方法。
[6] 米国特許出願公開第6554939号明細書:容器及び容器形成方法。
[7] 米国特許出願公開第5568878号明細書:補強された点検用窓を有するフィラメントを巻き付けられた圧力容器。
[8] 米国特許出願公開第6660214号明細書:圧力容器製造方法。
[9] http://www.rotomoulage.org
[10] 「次世代水素タンク貯蔵」、Laurence Livermore National Laboratory、Proceedings of the 2001 U.S.DOE Hydrogen Program Review。
[11] 「水素複合タンクプログラム」、Quantum Technologies、Proceedings of the 2002 U.S.DOE Hydrogen Program Review。
[12] 「水素複合タンク計画」、Quantum Fuel System Technologies、FY 2003、Progress Report。
[13] 「燃料電池車両用の圧縮水素ガス統合貯蔵システム(CH2−ISS)の開発」、University Applied Physics Laboratory、FY 2003 Progress Report。
[14] 「次世代水素貯蔵」、Laurence Livermore National Laboratory、FY 2003 Progress Report。
[15] 「水素ガス貯蔵タンク用の低透過ライナ」、Idaho National Engineering & Environmental Laboratory、FY 2003 Progress Report。
[16] 米国特許第3275733号明細書:「重合ラクタムの中空品の生成方法」。
[17] 「アニオン重合、原理及び実用的な応用」、Henry L. Hsieh及びRoderick P. Quirck、1996、出版社:Marcel Dekker,Inc.、ニューヨーク
[18] 概説「油及びガス科学及び技術」、l’Institut Francais du Petroleの雑誌、特別号2001年5〜6月、56巻、3号、215〜312頁、Editions Technip、27,rue Ginoux,75737 Paris Cedex 15。
[19] 書籍、「薄いシェルの導入」、Patrick Muller、Claire Ossadzow、Hermes Science Publications、パリ、1999年。Hermes Science Publications、8 quai du Marche−Neuf,75004 Paris,France。
[20] 書籍、「技術式」、Kurt Gleck、第10版、spt.、1997年。Dunod。
[21] 「調製条件に応じて、低周波プラズマによって生成された酸素に対するバリヤ層の性質研究」、Eric Bouvier、Universite Paul Sabatier de Toulouse、1999年9月14日に防御される、order number3457。
[22] 「バリヤ設計の潮流」、1991年5月、Journal of Packaging、日本。
[23] 米国特許出願公開第5538680号明細書:「複合圧力容器に極性ボスを成形する方法」。
[24] 米国特許出願公開第6171423号明細書:「複合圧力容器を製造する方法」。
[25] 米国特許出願公開第5577630号明細書:「複合整合圧力容器」。
[26] 米国特許出願公開第6328805号明細書:「改善された真空回路を有する低周波プラズマを使用して処理する装置」。
[27] 米国特許出願公開第5902643号明細書:「アミノエポキシガスバリヤコーティングを有する多層包装材料」
【図面の簡単な説明】
【0122】
【図1】本発明によりブラダ(2)から製造されたIV型タンク(1)の構造例を図式的に示す。この図は、このタンクが構成される種々の構成要素の機能性を示す。
【図2】先行技術の、すなわち熱可塑性プラスチックを溶解することによる(上記実施例2)、PA6の回転成形のための方法の実施中の、オーブン(曲線10)、回転金型(曲線12)及び回転金型内の雰囲気(曲線14)の、分での時間(t)に応じた、℃での温度(T)の曲線を示すグラフである。
【図3】本発明による、すなわち熱可塑性プラスチックの融点より低い温度で(上記実施例2)、PA6の回転成形のための方法の実施中の、オーブン(曲線20)、回転金型(曲線22)及び回転金型内の雰囲気(曲線24)の、分での時間(t)に応じた、℃での温度(T)の曲線を示すグラフである。
【図4】本発明による、すなわち熱可塑性プラスチックの融点より低い温度で(上記実施例3)、PA6の回転成形のための方法の実施中の、オーブン(曲線30)、及び回転金型内のガス(曲線32)の、分での時間(t)に応じた、℃での温度(T)の曲線を示すグラフである。
【図5A−5E】本発明の方法の実施に使用できる重合混合物の種々の調製方法を図式的に示す。
【符号の説明】
【0123】
2 ブラダ
4 ソケット
6 ブラダを機械的に補強する部材
【特許請求の範囲】
【請求項1】
タンクの内側から外側へ、この順で、
− 熱可塑性重合体からなる加圧ガスの漏れ防止用のブラダ(2)と、
− タンク充填、及び貯蔵ガス使用のためのタンクの内部/外部接続を提供する、少なくとも1つの金属ソケット(4)と、
− 前記ブラダを機械的に補強する部材(6)と、
を含むIV型複合タンクの製造方法であって、次の段階、
(a)熱可塑性重合体の前駆単量体と、重合触媒と、重合活性剤を含む重合混合物の調製と、
(a’)タンクの漏れ防止ブラダを成形することを目的とする金型内へのタンクの前記少なくとも1つの金属ソケット(4)の位置決めと、
(b)回転成形に結合された前記単量体の重合によって、かつ得られた熱可塑性重合体を溶解せずに、前記ブラダを形成するように、前記単量体の融点以上、かつ前記重合体の融点未満の作業温度で回転するよう設定された前記金型内で前記熱可塑性重合体を与えるための、前記混合物の重合と、
(b1)数層の熱可塑性重合体を含むブラダを得るように、重合混合物調製の段階(a)及び金型内での混合物重合の(b)の任意の反復と、
(c)前記少なくとも1つのソケットが与えられた、得られた熱可塑性重合体ブラダの金型からの取り出しと、
(d)タンクに機械的強度を与えるブラダを機械的に補強するための外部部材の展開と、
を含む方法。
【請求項2】
段階(a)において、重合混合物が、前記単量体の融点以上かつ前記重合体の融点未満の予熱温度まで、単量体を溶解するように更に予熱される請求項1に記載の方法。
【請求項3】
金型が、重合段階(b)の実施のために、乾燥不活性ガスによってパージされる請求項1に記載の方法。
【請求項4】
金型の全内面にわたって、内面に従って、かつ金型内に位置決めされた金属ソケットにわたって重合が起こるように、金型が2つの軸を中心に回転して設定される請求項1に記載の方法。
【請求項5】
活性剤が第1置換ε−カプロラクタムである請求項1に記載の方法。
【請求項6】
触媒が第2置換ε−カプロラクタムである請求項1又は5に記載の方法。
【請求項7】
重合混合物が、核剤及び/又は充填剤及び/又はナノフィラを更に含む請求項1に記載の方法。
【請求項8】
熱可塑性重合体がポリカプロラクタムであり、単量体がその前駆体であり、単量体の重合がアニオン重合である請求項1に記載の方法。
【請求項9】
熱可塑性重合体がポリカプロラクタムであり、単量体がカプロラクタムもしくはε−カプロラクタム又はそれらの混合物であり、単量体の重合がアニオン重合である請求項1に記載の方法。
【請求項10】
熱可塑性重合体がポリカプロラクタムであり、回転式金型内で前記ポリカプロラクタムを与えるために、ポリカプロラクタムの前駆単量体を重合することからなる段階は、100〜180℃の作業温度で行われる請求項9に記載の方法。
【請求項11】
機械的補強用の部材展開は、ブラダの周りのフィラメント巻き付けによって行われ、ブラダは、この巻き付けの巻管の役目を果たし、前記フィラメント巻き付けは、炭素繊維と、熱硬化性樹脂からなる請求項1に記載の方法。
【請求項12】
前記漏れ防止ブラダは、ポリアミドブラダであり、前記少なくとも1つの金属ソケットは、アルミニウムソケットであり、かつ前記機械的補強用の外部部材は、炭素繊維と熱硬化性樹脂とからなるフィラメント巻き付けである請求項1に記載の方法。
【請求項13】
請求項1から12のいずれかに記載の方法によって得ることが可能な加圧ガス貯蔵用のIV型複合タンク。
【請求項14】
加圧ガスは、水素ガス、天然ガス、及びヘリウムから選択される請求項13に記載のタンク。
【請求項15】
ブラダは、2×107〜8×107Paの作業圧力に耐えるような厚さを有する請求項13又は14に記載のタンク。
【請求項1】
タンクの内側から外側へ、この順で、
− 熱可塑性重合体からなる加圧ガスの漏れ防止用のブラダ(2)と、
− タンク充填、及び貯蔵ガス使用のためのタンクの内部/外部接続を提供する、少なくとも1つの金属ソケット(4)と、
− 前記ブラダを機械的に補強する部材(6)と、
を含むIV型複合タンクの製造方法であって、次の段階、
(a)熱可塑性重合体の前駆単量体と、重合触媒と、重合活性剤を含む重合混合物の調製と、
(a’)タンクの漏れ防止ブラダを成形することを目的とする金型内へのタンクの前記少なくとも1つの金属ソケット(4)の位置決めと、
(b)回転成形に結合された前記単量体の重合によって、かつ得られた熱可塑性重合体を溶解せずに、前記ブラダを形成するように、前記単量体の融点以上、かつ前記重合体の融点未満の作業温度で回転するよう設定された前記金型内で前記熱可塑性重合体を与えるための、前記混合物の重合と、
(b1)数層の熱可塑性重合体を含むブラダを得るように、重合混合物調製の段階(a)及び金型内での混合物重合の(b)の任意の反復と、
(c)前記少なくとも1つのソケットが与えられた、得られた熱可塑性重合体ブラダの金型からの取り出しと、
(d)タンクに機械的強度を与えるブラダを機械的に補強するための外部部材の展開と、
を含む方法。
【請求項2】
段階(a)において、重合混合物が、前記単量体の融点以上かつ前記重合体の融点未満の予熱温度まで、単量体を溶解するように更に予熱される請求項1に記載の方法。
【請求項3】
金型が、重合段階(b)の実施のために、乾燥不活性ガスによってパージされる請求項1に記載の方法。
【請求項4】
金型の全内面にわたって、内面に従って、かつ金型内に位置決めされた金属ソケットにわたって重合が起こるように、金型が2つの軸を中心に回転して設定される請求項1に記載の方法。
【請求項5】
活性剤が第1置換ε−カプロラクタムである請求項1に記載の方法。
【請求項6】
触媒が第2置換ε−カプロラクタムである請求項1又は5に記載の方法。
【請求項7】
重合混合物が、核剤及び/又は充填剤及び/又はナノフィラを更に含む請求項1に記載の方法。
【請求項8】
熱可塑性重合体がポリカプロラクタムであり、単量体がその前駆体であり、単量体の重合がアニオン重合である請求項1に記載の方法。
【請求項9】
熱可塑性重合体がポリカプロラクタムであり、単量体がカプロラクタムもしくはε−カプロラクタム又はそれらの混合物であり、単量体の重合がアニオン重合である請求項1に記載の方法。
【請求項10】
熱可塑性重合体がポリカプロラクタムであり、回転式金型内で前記ポリカプロラクタムを与えるために、ポリカプロラクタムの前駆単量体を重合することからなる段階は、100〜180℃の作業温度で行われる請求項9に記載の方法。
【請求項11】
機械的補強用の部材展開は、ブラダの周りのフィラメント巻き付けによって行われ、ブラダは、この巻き付けの巻管の役目を果たし、前記フィラメント巻き付けは、炭素繊維と、熱硬化性樹脂からなる請求項1に記載の方法。
【請求項12】
前記漏れ防止ブラダは、ポリアミドブラダであり、前記少なくとも1つの金属ソケットは、アルミニウムソケットであり、かつ前記機械的補強用の外部部材は、炭素繊維と熱硬化性樹脂とからなるフィラメント巻き付けである請求項1に記載の方法。
【請求項13】
請求項1から12のいずれかに記載の方法によって得ることが可能な加圧ガス貯蔵用のIV型複合タンク。
【請求項14】
加圧ガスは、水素ガス、天然ガス、及びヘリウムから選択される請求項13に記載のタンク。
【請求項15】
ブラダは、2×107〜8×107Paの作業圧力に耐えるような厚さを有する請求項13又は14に記載のタンク。
【図1】

【図2】
【図3】
【図4】
【図5A】
【図5B】
【図5C】
【図5D】
【図5E】
【図2】
【図3】
【図4】
【図5A】
【図5B】
【図5C】
【図5D】
【図5E】
【公表番号】特表2008−501546(P2008−501546A)
【公表日】平成20年1月24日(2008.1.24)
【国際特許分類】
【出願番号】特願2007−514057(P2007−514057)
【出願日】平成17年6月1日(2005.6.1)
【国際出願番号】PCT/FR2005/050403
【国際公開番号】WO2005/123359
【国際公開日】平成17年12月29日(2005.12.29)
【出願人】(590000514)コミツサリア タ レネルジー アトミーク (429)
【出願人】(591036572)レール・リキード−ソシエテ・アノニム・プール・レテュード・エ・レクスプロワタシオン・デ・プロセデ・ジョルジュ・クロード (438)
【Fターム(参考)】
【公表日】平成20年1月24日(2008.1.24)
【国際特許分類】
【出願日】平成17年6月1日(2005.6.1)
【国際出願番号】PCT/FR2005/050403
【国際公開番号】WO2005/123359
【国際公開日】平成17年12月29日(2005.12.29)
【出願人】(590000514)コミツサリア タ レネルジー アトミーク (429)
【出願人】(591036572)レール・リキード−ソシエテ・アノニム・プール・レテュード・エ・レクスプロワタシオン・デ・プロセデ・ジョルジュ・クロード (438)
【Fターム(参考)】
[ Back to top ]