
L字型微小針デバイスの製造方法及びL字型微小針デバイス
【課題】 生体分解性樹脂を用いて、微小針の先端部に欠損のない、品質の安定した微小針を大量に製造すること。
【解決手段】まず、連子窓状の構造を持ち、微小針が水平方向に伸びている微小針デバイスを作製し、次に冶具にて該微小針の方向を90度曲げることにより、垂直に微小針を設定する等の、微小針の2段階作製方法を提供する。これにより、微小針の先端部分に欠損が生じ難く、製品規格的に信頼性が高いものが提供できる。しかもこの方法により、これまで製造が困難であった形状の微小針を作製できる。
【解決手段】まず、連子窓状の構造を持ち、微小針が水平方向に伸びている微小針デバイスを作製し、次に冶具にて該微小針の方向を90度曲げることにより、垂直に微小針を設定する等の、微小針の2段階作製方法を提供する。これにより、微小針の先端部分に欠損が生じ難く、製品規格的に信頼性が高いものが提供できる。しかもこの方法により、これまで製造が困難であった形状の微小針を作製できる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明はL字型微小針デバイスの製造方法に関するものである。特に、生体分解性の材料によるL字型微小針デバイスの製造方法に関する。
【背景技術】
【0002】
これまで微小針の製造方法に関して、色々な方法が報告されている。当初には、特許文献1に示されるように半導体部品を作製する際に用いられるエッチングなどの方法を使用して、シリコン製、ガラス製、金属製の微小針を作製していた。しかし、この製法では微小針の製造コストが高額となり、また破損等の問題で残留した微小針の破片が人体に障害を与えることになる。
そこで、近年では、例えば特許文献2では、ポリメタアクリル酸メチル(PMMA)を用いて微小針の母型を作製し、これに金属メッキを施して母型を外し、金属の鋳型を作製し、この金属の鋳型にポリマー材料を加熱押圧して、目的の樹脂製の微小針を作製している。
しかし、このような非貫通孔の鋳型を使用した微小針の製造方法では、鋳型から微小針を取り出す際に、摩擦応力が懸かって、微小針の先端部が欠けやすくなっている。そのため、品質のよい、先端部の欠損がない微小針を得ることは、困難な状況にあった。
【0003】
そこで、特許文献3では、鋳型として可撓性のある材質のPDMS(ポリジメチルシロキサン)を使用し、光硬化性高分子を用いて微小針を作製したことが示されている。
更に、非特許文献1では、同様に鋳型としてPDMSを使用し、生体分解性樹脂としてポリ乳酸、ポリグリコール酸を用いて微小針を作製したことが示されている。そこでは、PDMS製鋳型が柔軟であるので、樹脂に対する圧着転写を避けて、樹脂を溶解し減圧下で非貫通孔の鋳型に流し込む方法が取られている。
【0004】
このPDMS製鋳型を作製するための母型は、SU−8(IBM社で開発されたホトレジスト)、ポリウレタンを用いて作製されている。しかし、非貫通孔の鋳型を作るために、母型の加工として、微小針の先端部の加工に多くの工程が費やされている。しかし、どれだけ母型の作製に注意を払っても、製造される微小針を見れば、鋳型からの剥離の際に摩擦応力の歪みが大きく微小針に影響し、微小針の先端部が欠けたり、曲がったりすることが多く見られる状況である。このようなことから、従来の製法では品質的に安定した製品を作ることは難しい状況であった。
【0005】
また、上述するような鋳型からの剥離の問題があるため、従来の鋳型を用いて作成される微小針は、鋳型からの剥離が容易な、円錐、円錐台、角錐、角錐台が中心となり、それ以外の形状はほとんど見出せない状況であった。
従って、生体分解性樹脂の微小針が安定して製造できるような、新たな製造方法と共に、微小針の自由な形状(微小針の形状の自由度)が求められていた。
【0006】
【特許文献1】特表2002-517300号公報
【特許文献2】特表2003-501163号公報
【特許文献3】特表2004-526581号公報
【非特許文献1】J.Controlled Release,104,51-66(2005)
【発明の開示】
【発明が解決しようとする課題】
【0007】
本発明の課題は、生体分解性樹脂を用いて、任意の形状の剣山型微小針を安価且つ量産規模で製造することを目的とする。
【課題を解決するための手段】
【0008】
本発明者らは、上記課題を達成すべく鋭意検討を行った結果、微小針の先端が欠落する原因の主要なものが、前述するように、以下の二つであることを見出している。
(1)鋳型に生体分解性樹脂を圧着転写する際に、微小針鋳型の先端部にまで該樹脂が充填され難い。従って、充分に充填を行なうため、減圧下で該樹脂の圧着転写を行なう必要がある。
(2)微小針鋳型の先端部まで減圧下に該樹脂を充填すると、該鋳型から該樹脂製微小針を取り出す際に、今度はぴったりと鋳型に充填されているだけに、余計に摩擦応力が懸かることになってしまう。そのため、該微小針の先端部が欠けやすくなっている。
【0009】
そこで、本発明者らは、鋭意検討の結果、従来の鋳型のように、微小針が基板に垂直に立った鋳型を作ることを止め、まず、微小針が水平方向に伸びたものを作製し、その後、加熱して力を加え、針の先を垂直方向に曲げることを試みた。即ち、L字型の微小針の作製を行なった。このようなL字型微小針を作製するために、まず以下の特徴a),b)を有する生体分解性材料の連子窓状微小針デバイスを作製し、冶具にて針部分をL字型に変形させた。
a)複数の連子窓状の格子を持ち、
b)該格子には、複数の微小針が、隣接する格子に向かって設置されている、
【0010】
このように、まず先端部分に欠けがない微小針を作製し、その微小針をL字型に曲げて垂直方向に針を突出させる、と言う2段階の微小針製造方法を採用することにより、必ずしも、圧着転写時の減圧下の作業は必要がなくなった。更に、減圧下の必要がないことから、使用する生体分解性材料の材質に応じて鋳型をPDMS製あるいは金属製と、鋳型の材質を換えることができる。このように、2段階での微小針の製造方法は、微小針の品質管理の上で非常に安定した製造方法であることを見出した。しかも、微小針の形状は、色々な形状のものが作製できることを見出した。即ち、従来方法では作製できない銛状、蚊の針状等の、微小針にぎざぎざ(鋸歯状の凹凸)の付いたものを容易に作製することができる。本発明者は以上のことを見出し、本発明を完成した。
【0011】
本発明の要旨は以下の通りである。
[1]次の工程(1)〜(4)を含む、L字型微小針デバイスの製造方法。
(1)ホトレジスト製又はSi製母型の作製工程:以下のa)ホトレジスト製母型の作製工程か、又は、b)Si製母型の作製工程を実施する。
a)ホトレジスト製母型の作製工程:
i)厚膜ホトレジストを基板に塗布し乾燥させて、レジスト膜を形成する、
ii) レジスト膜に、連子窓状のパターンを露光し、ベーキングした後に現像して、ホトレジスト製の母型を得る、
b)Si製母型の作製工程:
i)Si基板に、ホトレジストをスピンコート法により成膜する、
ii)連子窓状のパターンを描画し、現像する、
iii)エッチングプロセスにより、連子窓状の描画パターンをSi基板に転写する、
iv)残存するレジストを除去する、
(2)PDMS製又は金属製鋳型の作製工程:以下のa)PDMS製鋳型の作製工程か、又は、b)金属製鋳型の作製工程を実施する。
a)PDMS製鋳型の作製工程:
i)上記工程(1)で得られた厚膜ホトレジスト製母型に、未重合のPDMSを流し込んで熱硬化させる、
ii)硬化後にPDMSと母型を剥離して、PDMS製鋳型を作製する、
b)金属製鋳型の作製工程:
i)上記(1)で得られたホトレジスト製又はSi製母型に金属メッキ加工を行い、該母型を金属で被覆充填する、
ii)母型と金属メッキによる被覆物を剥離し、金属製鋳型を作製する、
(3)連子窓状の微小針デバイスの作製工程:
i)上記(2)で得られた鋳型の凹部に加熱融解した生体分解性樹脂を塗布する、
ii)冷却後、凹部のみに生体分解性樹脂を残す、
iii)鋳型から生体分解性樹脂製の連子窓状の微小針デバイスを剥離する、
(4)連子窓状の微小針デバイスからL字型微小針デバイスを作製する工程:
i)上記(3)で得られた連子窓状のデバイスの一部又は該デバイスに押し当てるために用意した冶具を生体分解性樹脂の遷移点以上で融点以下の温度に加熱する、
ii)連子窓状のデバイスの微小針部分に該冶具を押し当て微小針の方向を変える、
iii)冷却後、これらの治具を外し、微小針がL字型の微小針デバイスを得る、
[2]生体分解性樹脂がポリ乳酸、ポリグリコール酸及び乳酸−グリコール酸の共重合体から選ばれる1種又は2種以上である、上記[1]記載の製造方法。
[3]微小針の形が、半円柱状、半円錐状、角錐状、銛状又は蚊の針状である、上記[1]又は[2]に記載の製造方法。
[4]金属メッキの金属が、ニッケル、銅、金又はクロムである、上記[1]〜[3]のいずれかに記載の製造方法。
[5]金属メッキのメッキ加工が、電解メッキ又は無電解メッキである、上記[1]〜[4]のいずれかに記載の製造方法。
[6]以下の特徴を有する、生体分解性樹脂製の連子窓状L字型微小針デバイス。
a)複数の連子窓状の格子を持ち、
b)該格子には、複数の微小針が、隣接する格子に向かって設置されており、
c)微小針の先端は連子窓に直交する方向に伸びており、L字型の微小針を形成している。
[7]生体分解性樹脂がポリ乳酸、ポリグリコール酸及び乳酸−グリコール酸の共重合体から選ばれる1種又は2種以上である、上記[6]記載の連子窓状L字型微小針デバイス。
[8]微小針の形が、半円柱状、半円錐状、角錐状、銛状又は蚊の針状である、上記[6]又は[7]記載の連子窓状L字型微小針デバイス。
【0012】
[9]厚膜レジストがSU−8あるいはPMERであることを特徴とする、[1]〜[5]のいずれかに記載の製造方法。
[10]金属製鋳型がコーテイングされていることを特徴とする、上記[1]〜[5]のいずれかに記載の製造方法。
[11]コーテイングが有機超薄膜であることを特徴とする、上記[10]記載の製造方法。
[12])連子窓状の微小針デバイスの製造工程において、鋳型の凸部にマスクを掛けることを特徴とする、上記[1]〜[5]のいずれかに記載の製造方法。
[13]マスクを掛けることが、有機超薄膜加工あるいはスクリーン印刷用マスクの設置である、上記[12]に記載の製造方法。
【発明の効果】
【0013】
本発明の製造方法は、まず水平方向に横に伸びた微小針を持つ連子窓状の基板を作製し、次いで加熱押圧して微小針をL字型に曲げ、基板の垂直方法に微小針が突出するように加工する、2段階の製造方法である。最初の段階で、先端まで一様に揃った微小針を品質良く、安定に作製することができる。次の段階では、加熱して軟化した生体分解性樹脂の微小針を冶具等で押圧して、垂直方向に立った微小針を作製することができる。更に、連子窓の大きさや、微小針の長さ、また冶具の大きさ等によって、自由にL字型の微小針を作製することができる。特に、これまで作製が困難であった銛状又は蚊の針状等の微小針にぎざぎざの突起が付いた形態の微小針を本発明の方法で容易に作製できるようになった。これらのことから、規格的に信頼性の高く、しかも多様な形態の微小針製品を製造できる方法である。
【発明を実施するための最良の形態】
【0014】
以下に、本発明のL字型微小針デバイスの製造方法を図面を参照して説明する。
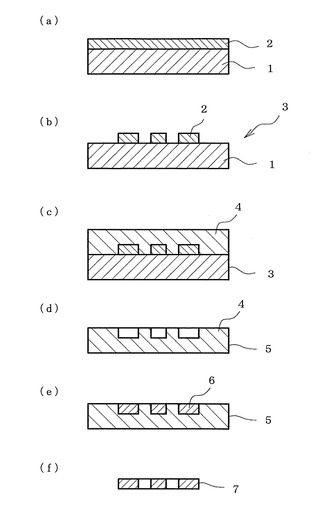
まず、半導体プロセスにて、厚膜レジスト製の微小針デバイス形状を作製する。すなわち、例えば、厚膜ホトレジストを基板1に塗布し乾燥させて、レジスト膜2を形成し、次いで、マスク・アライナーで、連子窓状のパターンを露光し、ベーキングした後に現像して、ホトレジスト製の母型3を得る(図1(a)、(b)、図2(a))。ここでレジスト膜の厚みは30μm〜200μmの範囲が好ましい。
【0015】
なお、上記ホトレジスト製の母型3に代えてSi製母型を作製してもよい。
Si製母型を作製する場合、Si基板に、ホトレジストをスピンコート法により成膜し、マスク・アライナーで、連子窓状のパターンを描画し、現像した後、エッチングプロセスにより、連子窓状の描画パターンをSi基板に転写し、最後に残存するレジストを除去すればよい。
【0016】
次に、上記デバイスにPDMS(ポリジメチルシロキサン)を塗布し、平板をその上に重ねて、PMDSの樹脂厚みを一定にして、加熱硬化させる。そして、PMDS硬化樹脂を厚膜ホトレジスト製の微小針デバイス形状から剥離し、PDMS鋳型を作製する。すなわち、厚膜ホトレジスト製母型3(又はSi製母型)に、未重合のPDMS4を流し込んで熱硬化させ、硬化後にPDMSと母型を剥離して、PDMS製鋳型5を作製する(図1(c)、(d)、図2(b))。
【0017】
なお、上記PDMS製鋳型5に代えて金属製鋳型を作製してもよい。
金属製鋳型を作製する場合、ホトレジスト製又はSi製母型に金属メッキ加工を行って、該母型を金属で被覆充填し、その後、母型と金属メッキによる被覆物を剥離して、金属製鋳型を作製すればよい。
【0018】
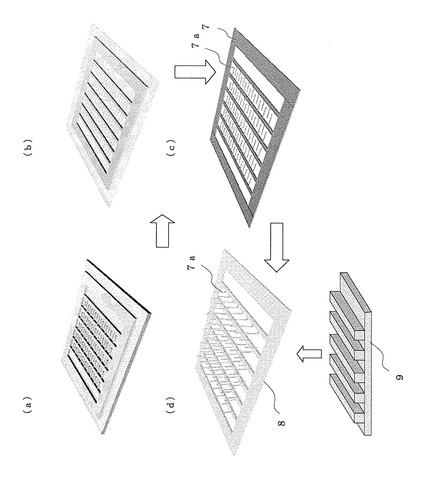
次に、上記PDMS製鋳型5(又は金属製鋳型)の凹部に加熱融解した生体分解性樹脂を塗布し、冷却後、凹部のみに生体分解性樹脂6を残し(図1(e))、鋳型5から生体分解性樹脂6を剥離して連子窓状の微小針デバイス7(図1(f)、図2(c))を得る。
【0019】
例えば、生体分解性樹脂としてポリ乳酸樹脂を使用する場合、ポリ乳酸樹脂を120℃以上に加熱融解して常圧下でPDMS製鋳型5に塗布し、充填するのが好ましい。
【0020】
次に、上記で得られた生体分解性樹脂製の連子窓状の微小針デバイス7の一部又は微小針デバイスに押し当てるために用意した冶具9を生体分解性樹脂の遷移点以上で融点以下の温度に加熱し、連子窓状のデバイス7の微小針部分7aに冶具9を押し当て微小針の方向を変える。そして、冷却後、治具9を外すと、微小針がL字型に変形された微小針デバイス8が得られる(図2(d))。
【0021】
このように、本発明の製造方法の主要な特徴は、生体分解性樹脂からなる薄板(基材)の平面に対して水平方向に延びる微小針を作製し、その微小針の方向を冶具で曲げて所望の剣山型微小針を製造する、2段階の製造工程にある。
【0022】
本明細書中に開示される微小針を作製する際に使用できるプロセスとしては、リソグラフィー、スパッタリング、電気めっき等が挙げられ、これらの技術は一般的な成書に記載されており、例えば、谷口淳「はじめてのナノインプリント技術」(工業調査会、2005年)、M.エルベンスポーク「シリコンマイクロ加工の基礎」(シュプリンガー・フェアラーク東京、2001年)、Jaeger,Introduction to Microelectronic Fabrication(Addison−Wesley Publishing Co.,Reading MA 1988);Runyan,ら、Semiconductor Integrated Circuit Processing Technology(Addison−Wesley Publishing Co.,Reading MA 1990);Proceedings of the IEEE Micro Electro Mechanical Systems Conference 1987−1998;Rai−Choudhury編、Handbook of Microlithography,Micromachining & Microfabrication(SSPIE Optical Engineering Press,Bellingham,WA 1997)を参照、準用して行うことができる。
【0023】
本発明で言う「連子窓状の微小針デバイス」とは、複数の格子を持つ連子窓状において、その格子の側壁に複数の微小針が隣接する格子に突出した形状の、デバイスを意味する。
【0024】
この微小針の形状は、鋳型から剥離しやすい形状のものであれば特に限定されるものではないが、例えば、半円柱状、半円錐状、円錐台状、角柱状、角錐状、角錐台状、銛状又は蚊の針状の形状(ぎざぎざ(鋸歯状の凹凸)が付いた微小針)等の今までの製造方法では達成できないような微小針の形状を取り得る。
【0025】
微小針の大きさは、一般に、微小針の基底部(格子に繋がる根元部)の幅が50〜200μm程度であり、微小針の先端から基底部までの長さが30μm〜2mm程度である。剣山型を構成するための微小針の総本数は10〜500本程度である。好ましくは、微小針の基底部の幅は80〜150μm程度、微小針の先端から基底部までの長さは300μm〜1mm程度、剣山型を構成する場合の微小針の総本数は100〜400本程度である。
【0026】
本発明で言う「L字型の微小針デバイス」とは、上記連子窓状のデバイスの微小針の向きが、冶具を連子窓に押し当てることにより、連子窓に直交する方向に変えられて、L字型になったものを言う。L字型の微小針としては、30μm以上の長さの針先が連子窓の平面に対して垂直方向(直交方向)に突出することが好ましい。垂直方向に突出する長さは、より好ましくは300μm〜1mmである。
【0027】
本発明で言う「ホトレジスト」とは、光(紫外線、X線等)が当たると性質が変化する性質を持つ感光性樹脂液のことを言う。ホトレジストには光硬化形(ネガタイプ)と光溶解形(ポジタイプ)がある。例えば、Si基板上に光硬化形ホトレジストを塗布し、写真焼付けによりレジストパターンを形成させ、光の感光した部分を残して非感光部分を除去する。これにより、レジストパターンに対応した微小針デバイスをSi基板上に作製することができる。なお、ホトレジストおよびその塗布方法、露光(感光)、ベーキング、現像等については、公知慣用の手段、条件によって目的を達することができる。
【0028】
本発明で言う「厚膜ホトレジスト」は、好ましくは光硬化形(ネガタイプ)ホトレジストであり、市販品をそのまま使用することができる。例えば、SU−8(IBM社製、商品名)、PMER(東京応化工業社製、商品名)等を挙げることができる。写真焼付け用の現像液はNa2CO3水溶液、剥離液はNaOH水溶液というような一般的なものが使用される。
【0029】
本発明で言う「Si基板」とは、シリコン製の平板のことを言う。また、本発明で言う「PDMS(ポリジメチルシロキサン)」とは、ジメチルシロキサンのオリゴマーが触媒等で重合、硬化して得られた樹脂のことを言う。市販のPDMSを用いることが出来、例えば、シルガード184(Sylgard 184、ダウ・コーニング社製)を用いて、加熱処理を行うことによって樹脂化できる。
【0030】
本発明で言う「Si基板上のホトレジスト」として、好ましくは光溶解形(ポジタイプ)ホトレジストであり、例えば、ナフトキノンジアジド、PMMA、例えばFEP−171(富士フィルム社製、商品名)等の化学増幅系ポジ型レジスト、例えばZEP520(日本ゼオン社製、商品名)等の電子線レジスト等を挙げることができる。
【0031】
本発明で使用可能な「マスク」としては、適宜、印刷等で汎用されるものを使用できるが、例えば、有機化合物の単分子膜が積層された高密度固体薄膜の有機超薄膜の形成又はスクリーン印刷用のマスクを使用してもよい。有機超薄膜としては、例えば、ペンタセン、グラファイト、テトラセン等を挙げることができる。また、スクリーン印刷用のマスクとしては、例えば、金属製や紙製のマスク等を挙げることができる。
【0032】
本発明で言う「粘着性の表面を持った冶具」とは、例えば、粘着物質が塗布されたテープ形状のもの、又は粘着物質が表面に塗布されたロール状のものを挙げることができる。
【0033】
本発明で言うL字型微小針作製用の「冶具」とは、遷移点以上で融点より低い温度に加熱されて、ポリ乳酸製の微小針をL字型に曲げる道具であり、以下の形状を持つものである。
a)連子窓状デバイスの格子と窓枠とで形成される空間に挿入できる、複数の凸部を有する。
b)凸部の形状が、格子や窓枠で形成される間隔より、わずかに狭い。
c)微小針に接触する凸部の先端部は、微小針を曲げやすくするため、直方体やかまぼこ状になっていても良い。
【0034】
本発明で言う「生体分解性樹脂」とは、生体内で分解して完全に溶解する高分子樹脂の中で、その分解物が生体に有害でないものになるものを言う。例えば、ポリ乳酸、ポリグリコール酸、乳酸−グリコール酸の共重合体、ポリカプロラクトン、ポリブチレンサクシネート、ポリ(ブチレンサクシネート/アジペート)、ポリ(ブチレンサクシネート/カーボネート)、ポリエチレンサクシネート、ポリアスパラギン酸等の化学合成高分子、例えば、コラーゲン等の天然高分子等を挙げることができる。薬効成分を混合することを考慮すれば、遷移点が低いものが望ましい。好ましいものとしては、例えば、ポリ乳酸、ポリグリコール酸、乳酸−グリコール酸の共重合体、ポリカプロラクトン、ポリアスパラギン酸、ポリ(3-ヒドロキシブタン酸)等を挙げることができる。より好ましくは、ポリ乳酸、ポリグリコール酸、乳酸−グリコール酸の共重合体を挙げることができる。なお、これらはいずれか1種の単独物であっても、2種以上の混合物であってもよい。
【0035】
なお、生体分解性の樹脂を塗布する場合、樹脂の融点以上の温度に加熱し、溶液状の樹脂を常圧下、鋳型に塗布注入することを言う。溶融した樹脂が鋳型に密着するため、一般に離型時の摩擦抵抗が大きくなる傾向にあるが、本発明の場合、微小針が水平方向に存在するため、鋳型からの剥離は非常に容易である。それ故、微小針の先端部分の欠落はほとんど見られない状態になる。
【0036】
本発明で言う「金属」とは、金属メッキに汎用される金属のことを言い、例えばNi、NiFe、Au又はCuを挙げることができる。好ましいものとして、Niを挙げることができる。
【0037】
本発明で言う「金属メッキ」とは、当該分野の一般的な手法を応用でき、例えば、Frazier,ら、「Two Dimensional metallic microelectrode arrays for extracellular stimulation and recording of neurons」IEEE Proceeding of the Micro Electro Mechanical Systems Conference 195−200頁(1993)に記載の方法に準じて行うことができる。
【0038】
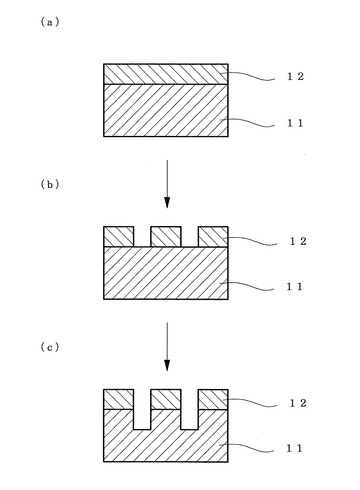
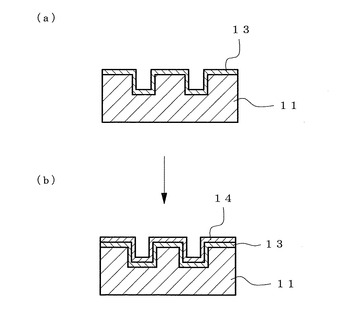
本発明のL字型微小針を大量に製造するためには、その鋳型となるPDMS製の微小針鋳型を数多く製造する必要がある。何故なら、PDMS製鋳型は強度的に弱い材質のものであるため、十数回で使えなくなる状況にあるからである。そこで、PDMS製の鋳型を大量に製造するための金属母型が望まれることになる。金属製の微小針母型としては、例えば、図3〜5に記載の方法で容易に所望の微小針母型を作成することができる。すなわち、図3はSi母型の作製工程を示し、図4はスパッタリングによる皮膜形成工程を示し、図5はNiメッキによる転写と母型の除去工程を示す。図3〜図5において、11はSi基板、12はレジスト、13はTi/TiN膜、14はPd膜、15はNiメッキ膜であり、図3(a)はレジスト塗布工程、図3(b)はパターニング工程、図3(c)はエッチング工程を示す。また、図5(a)はNiメッキによる転写工程、図5(b)はSi母型の除去工程を示す。
【0039】
図3、4の工程としては、具体的には、例えば、ICP−RIEを用いてSi基板をエッチングし、四角柱状の微小針作製のための四角形の溝をSi基板上に形成させることが挙げられる。図13は、エッチングされたSi基板の断面の写真(該当する四角形の溝部分)である。図5の工程としては、具体的には、例えば、Ti、Pdを下地金属としたNiメッキを行い、Si基板を除去して、Ni製の微小針母型を得ることができる。図14はNi製母型を斜めから見た写真(四角柱状の先端部分)である。
【0040】
本発明の連子窓状L字型微小針デバイスにおいて、好適態様は以下の通りである。
L字型の微小針は、複数の格子を持つ連子窓状の基板の中、各格子の側壁に複数の微小針が設置されている。最初、微小針の先端は隣接する格子の方向に向いているが、冶具により、微小針は折り曲げられ、微小針の先端の向きが連子窓の平面に対して垂直方向(直交方向)に変えられて、L字型になっている。L字型の微小針としては、連子窓の平面より30μm以上の長さの針先が垂直方向に突出することが好ましい。突出長さは、より好ましくは300μm〜1mmである。デバイス1個当たりのL字型微小針の数は、必要に応じて増減可能であるが、剣山型のデバイスを構成する場合10〜500本程度(好ましくは100〜400本程度)である。
また、格子の本数は複数が好ましく、L字型の微小針の長さに応じて、適宜その本数を増減することができる。
また、格子1本当たりに設けられる微小針の本数としては、格子の側壁(片面)当たり20〜200本程度である。微小針の材質強度や微小針の根元の太さ等の形状に応じて、適宜、微小針の本数を増減でき、好ましくは、格子の側壁(片面)当たり25〜100本程度である。
【0041】
本発明の微小針の形状は、2段階の折り曲げ方式を実施することから、従来の1段階の鋳型工法では得られないような形状のものも容易に作成することができる。例えば、銛状、蚊の針状等の任意の形状の微小針を作成できる。好ましいものとしては、半円柱状、半円錐状、角錐状、銛状又は蚊の針状を挙げることができる。
【実施例】
【0042】
以下、実施例を示して本発明をより具体的に説明する。但し、本発明は以下の実施例に何ら限定されるものではない。
【0043】
(実施例1:ポリ乳酸製連子状微小針の作製)
(1)SU−8微小針母型の作製
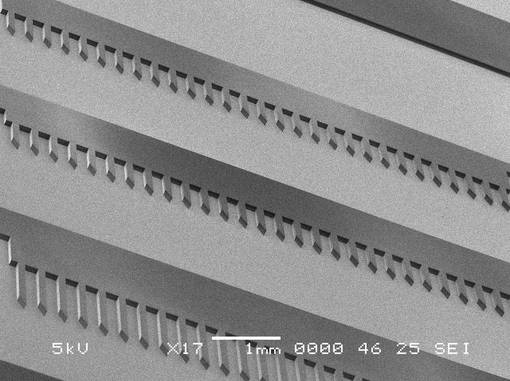
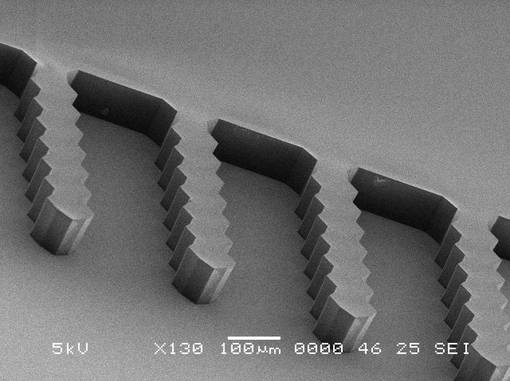
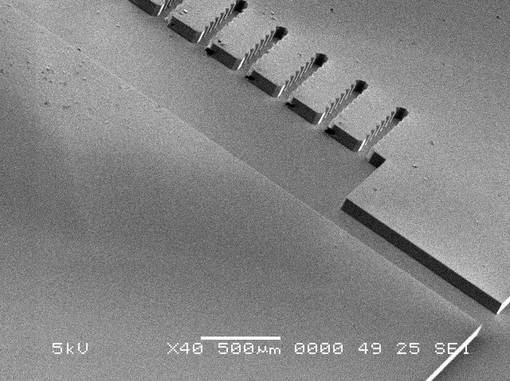
感光性ホトレジスト(SU−8)をスピンコート法により、厚さ500μmのSi平板(直径4インチ)に用いて厚さ約100μmに被膜した。連子窓状の微小針のパターンをUV露光で描画した。デッピング法により現像し、該連子窓状微小針の形状に対応する感光性レジストを残した。得られたSU−8微小針母型を図6と図7に示す。
(2)PDMS製の微小針鋳型の作製
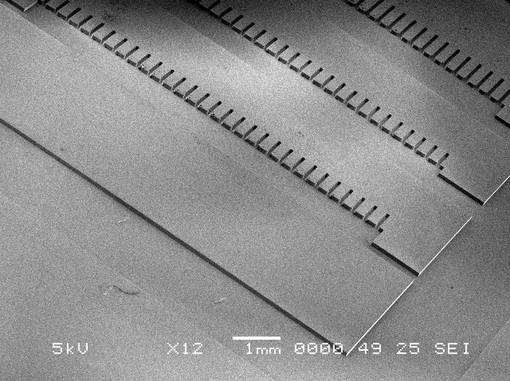
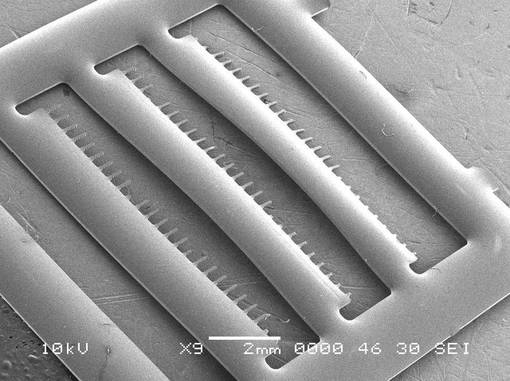
上記(1)で得られたSU−8製微小針母型を用いて、PDMS(SILPOT 184W/C(ダウ・コーニング社製、商品名))と重合触媒を10:1で混合し、該母型が隠れるところまで、該混合液を流し込んで平板上にする。温度を30分間70℃に設定し、PDMSを硬化させる。冷却後、該母型と離型させることにより、PDMS製の微小針鋳型を作製することができた。得られたPDMS製の微小針鋳型を図8と図9に示す。
(3)ポリ乳酸製微小針の作製
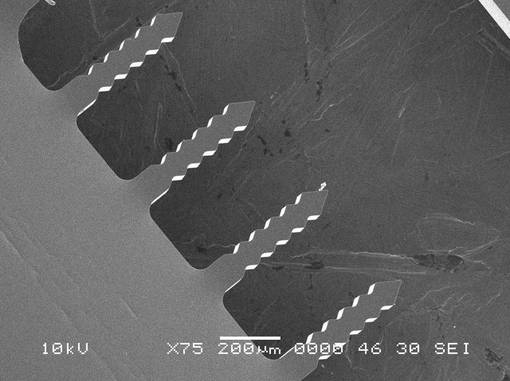
上記(2)で得られたPDMS製鋳型を使用し、ポリ乳酸樹脂を120℃近傍に加熱し、該PDMS鋳型に塗布する。ポリ乳酸樹脂の温度が50℃近傍に低下した時点で鋳型とポリ乳酸樹脂を離型させる。離型に際しては粘着性の表面を持った冶具を必要に応じて使用し、ポリ乳酸製微小針を離型させる。得られた微小針に付着するポリ乳酸樹脂の不要なバリをカットして、ポリ乳酸樹脂製の平面状微小針を得た。得られたポリ乳酸樹脂製微小針を図10と図11に示す。
【0044】
(実施例2:ポリ乳酸製L字型微小針の作製)
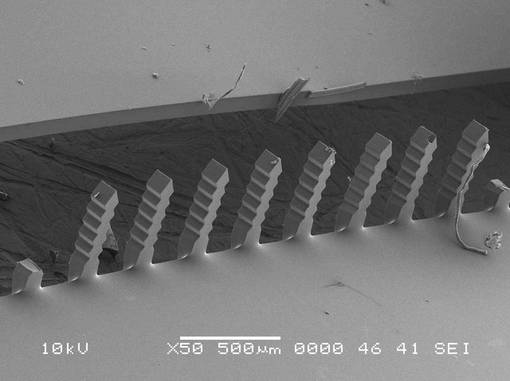
実施例1で得られたポリ乳酸製微小針又は冶具を約80〜100℃に加熱し、連子窓に冶具を押し付けた。これにより、微小針の方向を約90度曲げる操作を行ない、L字型のポリ乳酸製微小針を得た。得られたL字微小針を図12に示す。
【0045】
(実施例3:金属鋳型によるポリ乳酸製連子状微小針の作製)
(1)金属製の微小針鋳型の作製
実施例1(1)で得られたSU−8製微小針母型を用いて、pH4.5のニッケルメッキ水溶液(スルファミン酸ニッケル、ホウ酸、ラウリル硫酸ナトリウム)に浸漬し、50℃で20時間、メッキ処理を行う。
メッキ処理されたSi板をHNO3/HF溶液でウェットエッチングを行い、SiおよびSU−8を除去した。これにより、微小針のニッケル鋳型を作製する。
(2)ポリ乳酸製微小針の作製
上記実施例1(3)と同様にしてニッケル製鋳型を使用し、ポリ乳酸樹脂を120℃近傍に加熱し、該鋳型に塗布する。ポリ乳酸樹脂の温度が50℃近傍に低下した時点で該鋳型とポリ乳酸樹脂を離型させる。離型したポリ乳酸樹脂の不要なバリをカットして、ポリ乳酸樹脂製の微小針を得た。
(3)ポリ乳酸製L字型微小針の作製
上記実施例2と同様にして、ポリ乳酸製L字型微小針を作製することができる。
【0046】
(実施例4:金属製微小針母型を用いるL字型微小針の製造)
(1)PDMS製の微小針鋳型の作製
上記金属製微小針母型を用いて、実施例1に準じて、PDMS(SILPOT 184W/C)処理を行い、PDMS製の微小針鋳型を作製する。
(2)ポリ乳酸製微小針の作製
上記PDMS製鋳型を使用し、実施例1に準じて、ポリ乳酸樹脂を用い、ポリ乳酸樹脂製の微小針を作製する。
(3)ポリ乳酸製L字型微小針の作製
上記ポリ乳酸製微小針を用いて、実施例1に準じて、微小針の方向を約90度曲げる操作を行ない、L字型微小針の作製を行うことができる。
【図面の簡単な説明】
【0047】
【図1】本発明の微小針デバイスの2段階製造方法の工程別の概略断面図である。
【図2】本発明の微小針デバイスの2段階製造方法の工程別の概略斜視図である。
【図3】金属製微小針母型の製造方法の概略である。
【図4】金属製微小針母型の製造方法の概略図である。
【図5】金属製微小針母型の製造方法の概略図である。
【図6】SU−8製の微小針母型の形態(写真)である。
【図7】SU−8製の微小針母型の拡大写真である。
【図8】PDMS製の微小針鋳型の形態(写真)である。
【図9】PDMS製の微小針鋳型の拡大写真である。
【図10】ポリ乳酸製の微小針の形態(写真)である。
【図11】ポリ乳酸製の微小針の拡大写真である。
【図12】L字型ポリ乳酸製微小針の形態(写真)である。
【図13】エッチングされたSi基板の形態(エッチング個所の断面写真)である。
【図14】Ni製母型の写真(エッチング個所の先端部分の斜視写真)である。
【符号の説明】
【0048】
1 基板
2 レジスト膜
3 ホトレジスト製母型
4 PDMS
5 PDMS製鋳型
6 生体分解性樹脂
7 連子窓状の微小針デバイス
【技術分野】
【0001】
本発明はL字型微小針デバイスの製造方法に関するものである。特に、生体分解性の材料によるL字型微小針デバイスの製造方法に関する。
【背景技術】
【0002】
これまで微小針の製造方法に関して、色々な方法が報告されている。当初には、特許文献1に示されるように半導体部品を作製する際に用いられるエッチングなどの方法を使用して、シリコン製、ガラス製、金属製の微小針を作製していた。しかし、この製法では微小針の製造コストが高額となり、また破損等の問題で残留した微小針の破片が人体に障害を与えることになる。
そこで、近年では、例えば特許文献2では、ポリメタアクリル酸メチル(PMMA)を用いて微小針の母型を作製し、これに金属メッキを施して母型を外し、金属の鋳型を作製し、この金属の鋳型にポリマー材料を加熱押圧して、目的の樹脂製の微小針を作製している。
しかし、このような非貫通孔の鋳型を使用した微小針の製造方法では、鋳型から微小針を取り出す際に、摩擦応力が懸かって、微小針の先端部が欠けやすくなっている。そのため、品質のよい、先端部の欠損がない微小針を得ることは、困難な状況にあった。
【0003】
そこで、特許文献3では、鋳型として可撓性のある材質のPDMS(ポリジメチルシロキサン)を使用し、光硬化性高分子を用いて微小針を作製したことが示されている。
更に、非特許文献1では、同様に鋳型としてPDMSを使用し、生体分解性樹脂としてポリ乳酸、ポリグリコール酸を用いて微小針を作製したことが示されている。そこでは、PDMS製鋳型が柔軟であるので、樹脂に対する圧着転写を避けて、樹脂を溶解し減圧下で非貫通孔の鋳型に流し込む方法が取られている。
【0004】
このPDMS製鋳型を作製するための母型は、SU−8(IBM社で開発されたホトレジスト)、ポリウレタンを用いて作製されている。しかし、非貫通孔の鋳型を作るために、母型の加工として、微小針の先端部の加工に多くの工程が費やされている。しかし、どれだけ母型の作製に注意を払っても、製造される微小針を見れば、鋳型からの剥離の際に摩擦応力の歪みが大きく微小針に影響し、微小針の先端部が欠けたり、曲がったりすることが多く見られる状況である。このようなことから、従来の製法では品質的に安定した製品を作ることは難しい状況であった。
【0005】
また、上述するような鋳型からの剥離の問題があるため、従来の鋳型を用いて作成される微小針は、鋳型からの剥離が容易な、円錐、円錐台、角錐、角錐台が中心となり、それ以外の形状はほとんど見出せない状況であった。
従って、生体分解性樹脂の微小針が安定して製造できるような、新たな製造方法と共に、微小針の自由な形状(微小針の形状の自由度)が求められていた。
【0006】
【特許文献1】特表2002-517300号公報
【特許文献2】特表2003-501163号公報
【特許文献3】特表2004-526581号公報
【非特許文献1】J.Controlled Release,104,51-66(2005)
【発明の開示】
【発明が解決しようとする課題】
【0007】
本発明の課題は、生体分解性樹脂を用いて、任意の形状の剣山型微小針を安価且つ量産規模で製造することを目的とする。
【課題を解決するための手段】
【0008】
本発明者らは、上記課題を達成すべく鋭意検討を行った結果、微小針の先端が欠落する原因の主要なものが、前述するように、以下の二つであることを見出している。
(1)鋳型に生体分解性樹脂を圧着転写する際に、微小針鋳型の先端部にまで該樹脂が充填され難い。従って、充分に充填を行なうため、減圧下で該樹脂の圧着転写を行なう必要がある。
(2)微小針鋳型の先端部まで減圧下に該樹脂を充填すると、該鋳型から該樹脂製微小針を取り出す際に、今度はぴったりと鋳型に充填されているだけに、余計に摩擦応力が懸かることになってしまう。そのため、該微小針の先端部が欠けやすくなっている。
【0009】
そこで、本発明者らは、鋭意検討の結果、従来の鋳型のように、微小針が基板に垂直に立った鋳型を作ることを止め、まず、微小針が水平方向に伸びたものを作製し、その後、加熱して力を加え、針の先を垂直方向に曲げることを試みた。即ち、L字型の微小針の作製を行なった。このようなL字型微小針を作製するために、まず以下の特徴a),b)を有する生体分解性材料の連子窓状微小針デバイスを作製し、冶具にて針部分をL字型に変形させた。
a)複数の連子窓状の格子を持ち、
b)該格子には、複数の微小針が、隣接する格子に向かって設置されている、
【0010】
このように、まず先端部分に欠けがない微小針を作製し、その微小針をL字型に曲げて垂直方向に針を突出させる、と言う2段階の微小針製造方法を採用することにより、必ずしも、圧着転写時の減圧下の作業は必要がなくなった。更に、減圧下の必要がないことから、使用する生体分解性材料の材質に応じて鋳型をPDMS製あるいは金属製と、鋳型の材質を換えることができる。このように、2段階での微小針の製造方法は、微小針の品質管理の上で非常に安定した製造方法であることを見出した。しかも、微小針の形状は、色々な形状のものが作製できることを見出した。即ち、従来方法では作製できない銛状、蚊の針状等の、微小針にぎざぎざ(鋸歯状の凹凸)の付いたものを容易に作製することができる。本発明者は以上のことを見出し、本発明を完成した。
【0011】
本発明の要旨は以下の通りである。
[1]次の工程(1)〜(4)を含む、L字型微小針デバイスの製造方法。
(1)ホトレジスト製又はSi製母型の作製工程:以下のa)ホトレジスト製母型の作製工程か、又は、b)Si製母型の作製工程を実施する。
a)ホトレジスト製母型の作製工程:
i)厚膜ホトレジストを基板に塗布し乾燥させて、レジスト膜を形成する、
ii) レジスト膜に、連子窓状のパターンを露光し、ベーキングした後に現像して、ホトレジスト製の母型を得る、
b)Si製母型の作製工程:
i)Si基板に、ホトレジストをスピンコート法により成膜する、
ii)連子窓状のパターンを描画し、現像する、
iii)エッチングプロセスにより、連子窓状の描画パターンをSi基板に転写する、
iv)残存するレジストを除去する、
(2)PDMS製又は金属製鋳型の作製工程:以下のa)PDMS製鋳型の作製工程か、又は、b)金属製鋳型の作製工程を実施する。
a)PDMS製鋳型の作製工程:
i)上記工程(1)で得られた厚膜ホトレジスト製母型に、未重合のPDMSを流し込んで熱硬化させる、
ii)硬化後にPDMSと母型を剥離して、PDMS製鋳型を作製する、
b)金属製鋳型の作製工程:
i)上記(1)で得られたホトレジスト製又はSi製母型に金属メッキ加工を行い、該母型を金属で被覆充填する、
ii)母型と金属メッキによる被覆物を剥離し、金属製鋳型を作製する、
(3)連子窓状の微小針デバイスの作製工程:
i)上記(2)で得られた鋳型の凹部に加熱融解した生体分解性樹脂を塗布する、
ii)冷却後、凹部のみに生体分解性樹脂を残す、
iii)鋳型から生体分解性樹脂製の連子窓状の微小針デバイスを剥離する、
(4)連子窓状の微小針デバイスからL字型微小針デバイスを作製する工程:
i)上記(3)で得られた連子窓状のデバイスの一部又は該デバイスに押し当てるために用意した冶具を生体分解性樹脂の遷移点以上で融点以下の温度に加熱する、
ii)連子窓状のデバイスの微小針部分に該冶具を押し当て微小針の方向を変える、
iii)冷却後、これらの治具を外し、微小針がL字型の微小針デバイスを得る、
[2]生体分解性樹脂がポリ乳酸、ポリグリコール酸及び乳酸−グリコール酸の共重合体から選ばれる1種又は2種以上である、上記[1]記載の製造方法。
[3]微小針の形が、半円柱状、半円錐状、角錐状、銛状又は蚊の針状である、上記[1]又は[2]に記載の製造方法。
[4]金属メッキの金属が、ニッケル、銅、金又はクロムである、上記[1]〜[3]のいずれかに記載の製造方法。
[5]金属メッキのメッキ加工が、電解メッキ又は無電解メッキである、上記[1]〜[4]のいずれかに記載の製造方法。
[6]以下の特徴を有する、生体分解性樹脂製の連子窓状L字型微小針デバイス。
a)複数の連子窓状の格子を持ち、
b)該格子には、複数の微小針が、隣接する格子に向かって設置されており、
c)微小針の先端は連子窓に直交する方向に伸びており、L字型の微小針を形成している。
[7]生体分解性樹脂がポリ乳酸、ポリグリコール酸及び乳酸−グリコール酸の共重合体から選ばれる1種又は2種以上である、上記[6]記載の連子窓状L字型微小針デバイス。
[8]微小針の形が、半円柱状、半円錐状、角錐状、銛状又は蚊の針状である、上記[6]又は[7]記載の連子窓状L字型微小針デバイス。
【0012】
[9]厚膜レジストがSU−8あるいはPMERであることを特徴とする、[1]〜[5]のいずれかに記載の製造方法。
[10]金属製鋳型がコーテイングされていることを特徴とする、上記[1]〜[5]のいずれかに記載の製造方法。
[11]コーテイングが有機超薄膜であることを特徴とする、上記[10]記載の製造方法。
[12])連子窓状の微小針デバイスの製造工程において、鋳型の凸部にマスクを掛けることを特徴とする、上記[1]〜[5]のいずれかに記載の製造方法。
[13]マスクを掛けることが、有機超薄膜加工あるいはスクリーン印刷用マスクの設置である、上記[12]に記載の製造方法。
【発明の効果】
【0013】
本発明の製造方法は、まず水平方向に横に伸びた微小針を持つ連子窓状の基板を作製し、次いで加熱押圧して微小針をL字型に曲げ、基板の垂直方法に微小針が突出するように加工する、2段階の製造方法である。最初の段階で、先端まで一様に揃った微小針を品質良く、安定に作製することができる。次の段階では、加熱して軟化した生体分解性樹脂の微小針を冶具等で押圧して、垂直方向に立った微小針を作製することができる。更に、連子窓の大きさや、微小針の長さ、また冶具の大きさ等によって、自由にL字型の微小針を作製することができる。特に、これまで作製が困難であった銛状又は蚊の針状等の微小針にぎざぎざの突起が付いた形態の微小針を本発明の方法で容易に作製できるようになった。これらのことから、規格的に信頼性の高く、しかも多様な形態の微小針製品を製造できる方法である。
【発明を実施するための最良の形態】
【0014】
以下に、本発明のL字型微小針デバイスの製造方法を図面を参照して説明する。
まず、半導体プロセスにて、厚膜レジスト製の微小針デバイス形状を作製する。すなわち、例えば、厚膜ホトレジストを基板1に塗布し乾燥させて、レジスト膜2を形成し、次いで、マスク・アライナーで、連子窓状のパターンを露光し、ベーキングした後に現像して、ホトレジスト製の母型3を得る(図1(a)、(b)、図2(a))。ここでレジスト膜の厚みは30μm〜200μmの範囲が好ましい。
【0015】
なお、上記ホトレジスト製の母型3に代えてSi製母型を作製してもよい。
Si製母型を作製する場合、Si基板に、ホトレジストをスピンコート法により成膜し、マスク・アライナーで、連子窓状のパターンを描画し、現像した後、エッチングプロセスにより、連子窓状の描画パターンをSi基板に転写し、最後に残存するレジストを除去すればよい。
【0016】
次に、上記デバイスにPDMS(ポリジメチルシロキサン)を塗布し、平板をその上に重ねて、PMDSの樹脂厚みを一定にして、加熱硬化させる。そして、PMDS硬化樹脂を厚膜ホトレジスト製の微小針デバイス形状から剥離し、PDMS鋳型を作製する。すなわち、厚膜ホトレジスト製母型3(又はSi製母型)に、未重合のPDMS4を流し込んで熱硬化させ、硬化後にPDMSと母型を剥離して、PDMS製鋳型5を作製する(図1(c)、(d)、図2(b))。
【0017】
なお、上記PDMS製鋳型5に代えて金属製鋳型を作製してもよい。
金属製鋳型を作製する場合、ホトレジスト製又はSi製母型に金属メッキ加工を行って、該母型を金属で被覆充填し、その後、母型と金属メッキによる被覆物を剥離して、金属製鋳型を作製すればよい。
【0018】
次に、上記PDMS製鋳型5(又は金属製鋳型)の凹部に加熱融解した生体分解性樹脂を塗布し、冷却後、凹部のみに生体分解性樹脂6を残し(図1(e))、鋳型5から生体分解性樹脂6を剥離して連子窓状の微小針デバイス7(図1(f)、図2(c))を得る。
【0019】
例えば、生体分解性樹脂としてポリ乳酸樹脂を使用する場合、ポリ乳酸樹脂を120℃以上に加熱融解して常圧下でPDMS製鋳型5に塗布し、充填するのが好ましい。
【0020】
次に、上記で得られた生体分解性樹脂製の連子窓状の微小針デバイス7の一部又は微小針デバイスに押し当てるために用意した冶具9を生体分解性樹脂の遷移点以上で融点以下の温度に加熱し、連子窓状のデバイス7の微小針部分7aに冶具9を押し当て微小針の方向を変える。そして、冷却後、治具9を外すと、微小針がL字型に変形された微小針デバイス8が得られる(図2(d))。
【0021】
このように、本発明の製造方法の主要な特徴は、生体分解性樹脂からなる薄板(基材)の平面に対して水平方向に延びる微小針を作製し、その微小針の方向を冶具で曲げて所望の剣山型微小針を製造する、2段階の製造工程にある。
【0022】
本明細書中に開示される微小針を作製する際に使用できるプロセスとしては、リソグラフィー、スパッタリング、電気めっき等が挙げられ、これらの技術は一般的な成書に記載されており、例えば、谷口淳「はじめてのナノインプリント技術」(工業調査会、2005年)、M.エルベンスポーク「シリコンマイクロ加工の基礎」(シュプリンガー・フェアラーク東京、2001年)、Jaeger,Introduction to Microelectronic Fabrication(Addison−Wesley Publishing Co.,Reading MA 1988);Runyan,ら、Semiconductor Integrated Circuit Processing Technology(Addison−Wesley Publishing Co.,Reading MA 1990);Proceedings of the IEEE Micro Electro Mechanical Systems Conference 1987−1998;Rai−Choudhury編、Handbook of Microlithography,Micromachining & Microfabrication(SSPIE Optical Engineering Press,Bellingham,WA 1997)を参照、準用して行うことができる。
【0023】
本発明で言う「連子窓状の微小針デバイス」とは、複数の格子を持つ連子窓状において、その格子の側壁に複数の微小針が隣接する格子に突出した形状の、デバイスを意味する。
【0024】
この微小針の形状は、鋳型から剥離しやすい形状のものであれば特に限定されるものではないが、例えば、半円柱状、半円錐状、円錐台状、角柱状、角錐状、角錐台状、銛状又は蚊の針状の形状(ぎざぎざ(鋸歯状の凹凸)が付いた微小針)等の今までの製造方法では達成できないような微小針の形状を取り得る。
【0025】
微小針の大きさは、一般に、微小針の基底部(格子に繋がる根元部)の幅が50〜200μm程度であり、微小針の先端から基底部までの長さが30μm〜2mm程度である。剣山型を構成するための微小針の総本数は10〜500本程度である。好ましくは、微小針の基底部の幅は80〜150μm程度、微小針の先端から基底部までの長さは300μm〜1mm程度、剣山型を構成する場合の微小針の総本数は100〜400本程度である。
【0026】
本発明で言う「L字型の微小針デバイス」とは、上記連子窓状のデバイスの微小針の向きが、冶具を連子窓に押し当てることにより、連子窓に直交する方向に変えられて、L字型になったものを言う。L字型の微小針としては、30μm以上の長さの針先が連子窓の平面に対して垂直方向(直交方向)に突出することが好ましい。垂直方向に突出する長さは、より好ましくは300μm〜1mmである。
【0027】
本発明で言う「ホトレジスト」とは、光(紫外線、X線等)が当たると性質が変化する性質を持つ感光性樹脂液のことを言う。ホトレジストには光硬化形(ネガタイプ)と光溶解形(ポジタイプ)がある。例えば、Si基板上に光硬化形ホトレジストを塗布し、写真焼付けによりレジストパターンを形成させ、光の感光した部分を残して非感光部分を除去する。これにより、レジストパターンに対応した微小針デバイスをSi基板上に作製することができる。なお、ホトレジストおよびその塗布方法、露光(感光)、ベーキング、現像等については、公知慣用の手段、条件によって目的を達することができる。
【0028】
本発明で言う「厚膜ホトレジスト」は、好ましくは光硬化形(ネガタイプ)ホトレジストであり、市販品をそのまま使用することができる。例えば、SU−8(IBM社製、商品名)、PMER(東京応化工業社製、商品名)等を挙げることができる。写真焼付け用の現像液はNa2CO3水溶液、剥離液はNaOH水溶液というような一般的なものが使用される。
【0029】
本発明で言う「Si基板」とは、シリコン製の平板のことを言う。また、本発明で言う「PDMS(ポリジメチルシロキサン)」とは、ジメチルシロキサンのオリゴマーが触媒等で重合、硬化して得られた樹脂のことを言う。市販のPDMSを用いることが出来、例えば、シルガード184(Sylgard 184、ダウ・コーニング社製)を用いて、加熱処理を行うことによって樹脂化できる。
【0030】
本発明で言う「Si基板上のホトレジスト」として、好ましくは光溶解形(ポジタイプ)ホトレジストであり、例えば、ナフトキノンジアジド、PMMA、例えばFEP−171(富士フィルム社製、商品名)等の化学増幅系ポジ型レジスト、例えばZEP520(日本ゼオン社製、商品名)等の電子線レジスト等を挙げることができる。
【0031】
本発明で使用可能な「マスク」としては、適宜、印刷等で汎用されるものを使用できるが、例えば、有機化合物の単分子膜が積層された高密度固体薄膜の有機超薄膜の形成又はスクリーン印刷用のマスクを使用してもよい。有機超薄膜としては、例えば、ペンタセン、グラファイト、テトラセン等を挙げることができる。また、スクリーン印刷用のマスクとしては、例えば、金属製や紙製のマスク等を挙げることができる。
【0032】
本発明で言う「粘着性の表面を持った冶具」とは、例えば、粘着物質が塗布されたテープ形状のもの、又は粘着物質が表面に塗布されたロール状のものを挙げることができる。
【0033】
本発明で言うL字型微小針作製用の「冶具」とは、遷移点以上で融点より低い温度に加熱されて、ポリ乳酸製の微小針をL字型に曲げる道具であり、以下の形状を持つものである。
a)連子窓状デバイスの格子と窓枠とで形成される空間に挿入できる、複数の凸部を有する。
b)凸部の形状が、格子や窓枠で形成される間隔より、わずかに狭い。
c)微小針に接触する凸部の先端部は、微小針を曲げやすくするため、直方体やかまぼこ状になっていても良い。
【0034】
本発明で言う「生体分解性樹脂」とは、生体内で分解して完全に溶解する高分子樹脂の中で、その分解物が生体に有害でないものになるものを言う。例えば、ポリ乳酸、ポリグリコール酸、乳酸−グリコール酸の共重合体、ポリカプロラクトン、ポリブチレンサクシネート、ポリ(ブチレンサクシネート/アジペート)、ポリ(ブチレンサクシネート/カーボネート)、ポリエチレンサクシネート、ポリアスパラギン酸等の化学合成高分子、例えば、コラーゲン等の天然高分子等を挙げることができる。薬効成分を混合することを考慮すれば、遷移点が低いものが望ましい。好ましいものとしては、例えば、ポリ乳酸、ポリグリコール酸、乳酸−グリコール酸の共重合体、ポリカプロラクトン、ポリアスパラギン酸、ポリ(3-ヒドロキシブタン酸)等を挙げることができる。より好ましくは、ポリ乳酸、ポリグリコール酸、乳酸−グリコール酸の共重合体を挙げることができる。なお、これらはいずれか1種の単独物であっても、2種以上の混合物であってもよい。
【0035】
なお、生体分解性の樹脂を塗布する場合、樹脂の融点以上の温度に加熱し、溶液状の樹脂を常圧下、鋳型に塗布注入することを言う。溶融した樹脂が鋳型に密着するため、一般に離型時の摩擦抵抗が大きくなる傾向にあるが、本発明の場合、微小針が水平方向に存在するため、鋳型からの剥離は非常に容易である。それ故、微小針の先端部分の欠落はほとんど見られない状態になる。
【0036】
本発明で言う「金属」とは、金属メッキに汎用される金属のことを言い、例えばNi、NiFe、Au又はCuを挙げることができる。好ましいものとして、Niを挙げることができる。
【0037】
本発明で言う「金属メッキ」とは、当該分野の一般的な手法を応用でき、例えば、Frazier,ら、「Two Dimensional metallic microelectrode arrays for extracellular stimulation and recording of neurons」IEEE Proceeding of the Micro Electro Mechanical Systems Conference 195−200頁(1993)に記載の方法に準じて行うことができる。
【0038】
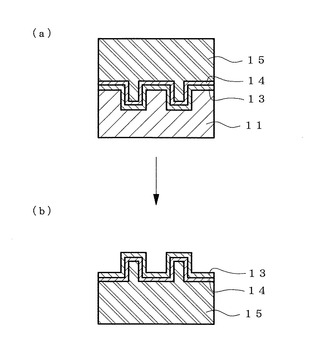
本発明のL字型微小針を大量に製造するためには、その鋳型となるPDMS製の微小針鋳型を数多く製造する必要がある。何故なら、PDMS製鋳型は強度的に弱い材質のものであるため、十数回で使えなくなる状況にあるからである。そこで、PDMS製の鋳型を大量に製造するための金属母型が望まれることになる。金属製の微小針母型としては、例えば、図3〜5に記載の方法で容易に所望の微小針母型を作成することができる。すなわち、図3はSi母型の作製工程を示し、図4はスパッタリングによる皮膜形成工程を示し、図5はNiメッキによる転写と母型の除去工程を示す。図3〜図5において、11はSi基板、12はレジスト、13はTi/TiN膜、14はPd膜、15はNiメッキ膜であり、図3(a)はレジスト塗布工程、図3(b)はパターニング工程、図3(c)はエッチング工程を示す。また、図5(a)はNiメッキによる転写工程、図5(b)はSi母型の除去工程を示す。
【0039】
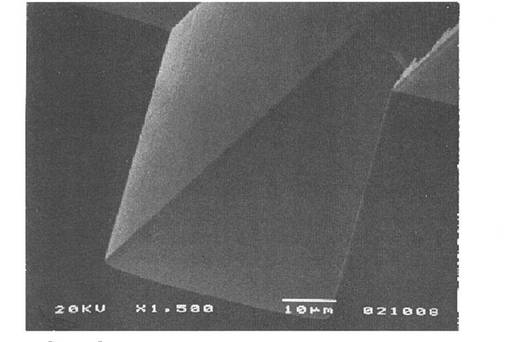
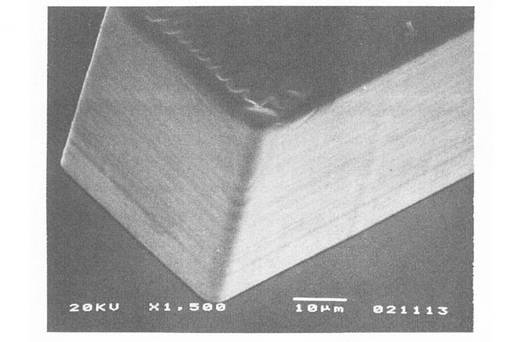
図3、4の工程としては、具体的には、例えば、ICP−RIEを用いてSi基板をエッチングし、四角柱状の微小針作製のための四角形の溝をSi基板上に形成させることが挙げられる。図13は、エッチングされたSi基板の断面の写真(該当する四角形の溝部分)である。図5の工程としては、具体的には、例えば、Ti、Pdを下地金属としたNiメッキを行い、Si基板を除去して、Ni製の微小針母型を得ることができる。図14はNi製母型を斜めから見た写真(四角柱状の先端部分)である。
【0040】
本発明の連子窓状L字型微小針デバイスにおいて、好適態様は以下の通りである。
L字型の微小針は、複数の格子を持つ連子窓状の基板の中、各格子の側壁に複数の微小針が設置されている。最初、微小針の先端は隣接する格子の方向に向いているが、冶具により、微小針は折り曲げられ、微小針の先端の向きが連子窓の平面に対して垂直方向(直交方向)に変えられて、L字型になっている。L字型の微小針としては、連子窓の平面より30μm以上の長さの針先が垂直方向に突出することが好ましい。突出長さは、より好ましくは300μm〜1mmである。デバイス1個当たりのL字型微小針の数は、必要に応じて増減可能であるが、剣山型のデバイスを構成する場合10〜500本程度(好ましくは100〜400本程度)である。
また、格子の本数は複数が好ましく、L字型の微小針の長さに応じて、適宜その本数を増減することができる。
また、格子1本当たりに設けられる微小針の本数としては、格子の側壁(片面)当たり20〜200本程度である。微小針の材質強度や微小針の根元の太さ等の形状に応じて、適宜、微小針の本数を増減でき、好ましくは、格子の側壁(片面)当たり25〜100本程度である。
【0041】
本発明の微小針の形状は、2段階の折り曲げ方式を実施することから、従来の1段階の鋳型工法では得られないような形状のものも容易に作成することができる。例えば、銛状、蚊の針状等の任意の形状の微小針を作成できる。好ましいものとしては、半円柱状、半円錐状、角錐状、銛状又は蚊の針状を挙げることができる。
【実施例】
【0042】
以下、実施例を示して本発明をより具体的に説明する。但し、本発明は以下の実施例に何ら限定されるものではない。
【0043】
(実施例1:ポリ乳酸製連子状微小針の作製)
(1)SU−8微小針母型の作製
感光性ホトレジスト(SU−8)をスピンコート法により、厚さ500μmのSi平板(直径4インチ)に用いて厚さ約100μmに被膜した。連子窓状の微小針のパターンをUV露光で描画した。デッピング法により現像し、該連子窓状微小針の形状に対応する感光性レジストを残した。得られたSU−8微小針母型を図6と図7に示す。
(2)PDMS製の微小針鋳型の作製
上記(1)で得られたSU−8製微小針母型を用いて、PDMS(SILPOT 184W/C(ダウ・コーニング社製、商品名))と重合触媒を10:1で混合し、該母型が隠れるところまで、該混合液を流し込んで平板上にする。温度を30分間70℃に設定し、PDMSを硬化させる。冷却後、該母型と離型させることにより、PDMS製の微小針鋳型を作製することができた。得られたPDMS製の微小針鋳型を図8と図9に示す。
(3)ポリ乳酸製微小針の作製
上記(2)で得られたPDMS製鋳型を使用し、ポリ乳酸樹脂を120℃近傍に加熱し、該PDMS鋳型に塗布する。ポリ乳酸樹脂の温度が50℃近傍に低下した時点で鋳型とポリ乳酸樹脂を離型させる。離型に際しては粘着性の表面を持った冶具を必要に応じて使用し、ポリ乳酸製微小針を離型させる。得られた微小針に付着するポリ乳酸樹脂の不要なバリをカットして、ポリ乳酸樹脂製の平面状微小針を得た。得られたポリ乳酸樹脂製微小針を図10と図11に示す。
【0044】
(実施例2:ポリ乳酸製L字型微小針の作製)
実施例1で得られたポリ乳酸製微小針又は冶具を約80〜100℃に加熱し、連子窓に冶具を押し付けた。これにより、微小針の方向を約90度曲げる操作を行ない、L字型のポリ乳酸製微小針を得た。得られたL字微小針を図12に示す。
【0045】
(実施例3:金属鋳型によるポリ乳酸製連子状微小針の作製)
(1)金属製の微小針鋳型の作製
実施例1(1)で得られたSU−8製微小針母型を用いて、pH4.5のニッケルメッキ水溶液(スルファミン酸ニッケル、ホウ酸、ラウリル硫酸ナトリウム)に浸漬し、50℃で20時間、メッキ処理を行う。
メッキ処理されたSi板をHNO3/HF溶液でウェットエッチングを行い、SiおよびSU−8を除去した。これにより、微小針のニッケル鋳型を作製する。
(2)ポリ乳酸製微小針の作製
上記実施例1(3)と同様にしてニッケル製鋳型を使用し、ポリ乳酸樹脂を120℃近傍に加熱し、該鋳型に塗布する。ポリ乳酸樹脂の温度が50℃近傍に低下した時点で該鋳型とポリ乳酸樹脂を離型させる。離型したポリ乳酸樹脂の不要なバリをカットして、ポリ乳酸樹脂製の微小針を得た。
(3)ポリ乳酸製L字型微小針の作製
上記実施例2と同様にして、ポリ乳酸製L字型微小針を作製することができる。
【0046】
(実施例4:金属製微小針母型を用いるL字型微小針の製造)
(1)PDMS製の微小針鋳型の作製
上記金属製微小針母型を用いて、実施例1に準じて、PDMS(SILPOT 184W/C)処理を行い、PDMS製の微小針鋳型を作製する。
(2)ポリ乳酸製微小針の作製
上記PDMS製鋳型を使用し、実施例1に準じて、ポリ乳酸樹脂を用い、ポリ乳酸樹脂製の微小針を作製する。
(3)ポリ乳酸製L字型微小針の作製
上記ポリ乳酸製微小針を用いて、実施例1に準じて、微小針の方向を約90度曲げる操作を行ない、L字型微小針の作製を行うことができる。
【図面の簡単な説明】
【0047】
【図1】本発明の微小針デバイスの2段階製造方法の工程別の概略断面図である。
【図2】本発明の微小針デバイスの2段階製造方法の工程別の概略斜視図である。
【図3】金属製微小針母型の製造方法の概略である。
【図4】金属製微小針母型の製造方法の概略図である。
【図5】金属製微小針母型の製造方法の概略図である。
【図6】SU−8製の微小針母型の形態(写真)である。
【図7】SU−8製の微小針母型の拡大写真である。
【図8】PDMS製の微小針鋳型の形態(写真)である。
【図9】PDMS製の微小針鋳型の拡大写真である。
【図10】ポリ乳酸製の微小針の形態(写真)である。
【図11】ポリ乳酸製の微小針の拡大写真である。
【図12】L字型ポリ乳酸製微小針の形態(写真)である。
【図13】エッチングされたSi基板の形態(エッチング個所の断面写真)である。
【図14】Ni製母型の写真(エッチング個所の先端部分の斜視写真)である。
【符号の説明】
【0048】
1 基板
2 レジスト膜
3 ホトレジスト製母型
4 PDMS
5 PDMS製鋳型
6 生体分解性樹脂
7 連子窓状の微小針デバイス
【特許請求の範囲】
【請求項1】
次の工程(1)〜(4)を含む、L字型微小針デバイスの製造方法。
(1)ホトレジスト製又はSi製母型の作製工程:以下のa)ホトレジスト製母型の作製工程か、又は、b)Si製母型の作製工程を実施する。
a)ホトレジスト製母型の作製工程:
i)厚膜ホトレジストを基板に塗布し乾燥させて、レジスト膜を形成する、
ii) レジスト膜に、連子窓状のパターンを露光し、ベーキングした後に現像して、ホトレジスト製の母型を得る、
b)Si製母型の作製工程:
i)Si基板に、ホトレジストをスピンコート法により成膜する、
ii)連子窓状のパターンを描画し、現像する、
iii)エッチングプロセスにより、連子窓状の描画パターンをSi基板に転写する、
iv)残存するレジストを除去する、
(2)PDMS製又は金属製鋳型の作製工程:以下のa)PDMS製鋳型の作製工程か、又は、b)金属製鋳型の作製工程を実施する。
a)PDMS製鋳型の作製工程:
i)上記工程(1)で得られた厚膜ホトレジスト製母型に、未重合のPDMSを流し込んで熱硬化させる、
ii)硬化後にPDMSと母型を剥離して、PDMS製鋳型を作製する、
b)金属製鋳型の作製工程:
i)上記(1)で得られたホトレジスト製又はSi製母型に金属メッキ加工を行い、該母型を金属で被覆充填する、
ii)母型と金属メッキによる被覆物を剥離し、金属製鋳型を作製する、
(3)連子窓状の微小針デバイスの作製工程:
i)上記(2)で得られた鋳型の凹部に加熱融解した生体分解性樹脂を塗布する、
ii)冷却後、凹部のみに生体分解性樹脂を残す、
iii)鋳型から生体分解性樹脂製の連子窓状の微小針デバイスを剥離する、
(4)連子窓状の微小針デバイスからL字型微小針デバイスを作製する工程:
i)上記(3)で得られた連子窓状のデバイスの一部又は該デバイスに押し当てるために用意した冶具を生体分解性樹脂の遷移点以上で融点以下の温度に加熱する、
ii)連子窓状のデバイスの微小針部分に該冶具を押し当て微小針の方向を変える、
iii)冷却後、これらの治具を外し、微小針がL字型の微小針デバイスを得る、
【請求項2】
生体分解性樹脂がポリ乳酸、ポリグリコール酸及び乳酸−グリコール酸の共重合体から選ばれる1種又は2種以上である、請求項1記載の製造方法。
【請求項3】
微小針の形が、半円柱状、半円錐状、角錐状、銛状又は蚊の針状である、請求項1又は2に記載の製造方法。
【請求項4】
金属メッキの金属が、ニッケル、銅、金又はクロムである、請求項1〜3のいずれか1項に記載の製造方法。
【請求項5】
金属メッキのメッキ加工が、電解メッキ又は無電解メッキである、請求項1〜4のいずれか1項に記載の製造方法。
【請求項6】
以下の特徴を有する、生体分解性樹脂製の連子窓状L字型微小針デバイス。
a)複数の連子窓状の格子を持ち、
b)該格子には、複数の微小針が、隣接する格子に向かって設置されており、
c)微小針の先端は連子窓に直交する方向に伸びており、L字型の微小針を形成している。
【請求項7】
生体分解性樹脂がポリ乳酸、ポリグリコール酸及び乳酸−グリコール酸の共重合体から選ばれる1種又は2種以上である、請求項6記載の連子窓状L字型微小針デバイス。
【請求項8】
微小針の形が、半円柱状、半円錐状、角錐状、銛状又は蚊の針状である、請求項6又は7記載の連子窓状L字型微小針デバイス。
【請求項1】
次の工程(1)〜(4)を含む、L字型微小針デバイスの製造方法。
(1)ホトレジスト製又はSi製母型の作製工程:以下のa)ホトレジスト製母型の作製工程か、又は、b)Si製母型の作製工程を実施する。
a)ホトレジスト製母型の作製工程:
i)厚膜ホトレジストを基板に塗布し乾燥させて、レジスト膜を形成する、
ii) レジスト膜に、連子窓状のパターンを露光し、ベーキングした後に現像して、ホトレジスト製の母型を得る、
b)Si製母型の作製工程:
i)Si基板に、ホトレジストをスピンコート法により成膜する、
ii)連子窓状のパターンを描画し、現像する、
iii)エッチングプロセスにより、連子窓状の描画パターンをSi基板に転写する、
iv)残存するレジストを除去する、
(2)PDMS製又は金属製鋳型の作製工程:以下のa)PDMS製鋳型の作製工程か、又は、b)金属製鋳型の作製工程を実施する。
a)PDMS製鋳型の作製工程:
i)上記工程(1)で得られた厚膜ホトレジスト製母型に、未重合のPDMSを流し込んで熱硬化させる、
ii)硬化後にPDMSと母型を剥離して、PDMS製鋳型を作製する、
b)金属製鋳型の作製工程:
i)上記(1)で得られたホトレジスト製又はSi製母型に金属メッキ加工を行い、該母型を金属で被覆充填する、
ii)母型と金属メッキによる被覆物を剥離し、金属製鋳型を作製する、
(3)連子窓状の微小針デバイスの作製工程:
i)上記(2)で得られた鋳型の凹部に加熱融解した生体分解性樹脂を塗布する、
ii)冷却後、凹部のみに生体分解性樹脂を残す、
iii)鋳型から生体分解性樹脂製の連子窓状の微小針デバイスを剥離する、
(4)連子窓状の微小針デバイスからL字型微小針デバイスを作製する工程:
i)上記(3)で得られた連子窓状のデバイスの一部又は該デバイスに押し当てるために用意した冶具を生体分解性樹脂の遷移点以上で融点以下の温度に加熱する、
ii)連子窓状のデバイスの微小針部分に該冶具を押し当て微小針の方向を変える、
iii)冷却後、これらの治具を外し、微小針がL字型の微小針デバイスを得る、
【請求項2】
生体分解性樹脂がポリ乳酸、ポリグリコール酸及び乳酸−グリコール酸の共重合体から選ばれる1種又は2種以上である、請求項1記載の製造方法。
【請求項3】
微小針の形が、半円柱状、半円錐状、角錐状、銛状又は蚊の針状である、請求項1又は2に記載の製造方法。
【請求項4】
金属メッキの金属が、ニッケル、銅、金又はクロムである、請求項1〜3のいずれか1項に記載の製造方法。
【請求項5】
金属メッキのメッキ加工が、電解メッキ又は無電解メッキである、請求項1〜4のいずれか1項に記載の製造方法。
【請求項6】
以下の特徴を有する、生体分解性樹脂製の連子窓状L字型微小針デバイス。
a)複数の連子窓状の格子を持ち、
b)該格子には、複数の微小針が、隣接する格子に向かって設置されており、
c)微小針の先端は連子窓に直交する方向に伸びており、L字型の微小針を形成している。
【請求項7】
生体分解性樹脂がポリ乳酸、ポリグリコール酸及び乳酸−グリコール酸の共重合体から選ばれる1種又は2種以上である、請求項6記載の連子窓状L字型微小針デバイス。
【請求項8】
微小針の形が、半円柱状、半円錐状、角錐状、銛状又は蚊の針状である、請求項6又は7記載の連子窓状L字型微小針デバイス。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【公開番号】特開2009−208171(P2009−208171A)
【公開日】平成21年9月17日(2009.9.17)
【国際特許分類】
【出願番号】特願2008−51262(P2008−51262)
【出願日】平成20年2月29日(2008.2.29)
【国等の委託研究の成果に係る記載事項】(出願人による申告)経済産業省四国経済産業局、平成19年度地域新生コンソーシアム研究開発事業(“剣山”形無痛ワクチンデリバリーシステムの開発)に関する委託研究、産業活力再生特別措置法第30条の適用を受ける特許出願
【出願人】(304028346)国立大学法人 香川大学 (285)
【出願人】(302005628)株式会社 メドレックス (35)
【Fターム(参考)】
【公開日】平成21年9月17日(2009.9.17)
【国際特許分類】
【出願日】平成20年2月29日(2008.2.29)
【国等の委託研究の成果に係る記載事項】(出願人による申告)経済産業省四国経済産業局、平成19年度地域新生コンソーシアム研究開発事業(“剣山”形無痛ワクチンデリバリーシステムの開発)に関する委託研究、産業活力再生特別措置法第30条の適用を受ける特許出願
【出願人】(304028346)国立大学法人 香川大学 (285)
【出願人】(302005628)株式会社 メドレックス (35)
【Fターム(参考)】
[ Back to top ]