
LCD用偏光板自動剥離巻取装置及び方法
【課題】大きさにより剥離張力が異なる偏光板に対し均一な剥離力で偏光板剥離を行う。
【解決手段】LCDガラスに接着された偏光板を剥がし巻き取るLCD用偏光板自動剥離巻取装置に、自動偏光板剥がし装置108の上に位置するLCDガラス103に接着された偏光板101を剥がし巻き取るローラーの自動駆動を行う自動駆動巻取りローラー106と、遠赤外線を放射しLCDガラスと偏光板の間の接着剤の接着固さを軟化させるハロゲンランプ107と、偏光板が剥がされたLCDガラスの剥離反作用を押さえ自動駆動巻取りローラーに同期し自走するガラス押えローラー130と、ガラス押えローラーの上部に同径のローラーを2段重ねして接触しガラス押えローラーに対し反対方向の摩擦回転を行うたわみ防止用補強ローラー131と、ガラス押えローラー、たわみ防止用補強ローラーを軸受けで取り付ける共通取り付け板132と、共通取り付け板の上部を押すエアシリンダ133とを備える。
【解決手段】LCDガラスに接着された偏光板を剥がし巻き取るLCD用偏光板自動剥離巻取装置に、自動偏光板剥がし装置108の上に位置するLCDガラス103に接着された偏光板101を剥がし巻き取るローラーの自動駆動を行う自動駆動巻取りローラー106と、遠赤外線を放射しLCDガラスと偏光板の間の接着剤の接着固さを軟化させるハロゲンランプ107と、偏光板が剥がされたLCDガラスの剥離反作用を押さえ自動駆動巻取りローラーに同期し自走するガラス押えローラー130と、ガラス押えローラーの上部に同径のローラーを2段重ねして接触しガラス押えローラーに対し反対方向の摩擦回転を行うたわみ防止用補強ローラー131と、ガラス押えローラー、たわみ防止用補強ローラーを軸受けで取り付ける共通取り付け板132と、共通取り付け板の上部を押すエアシリンダ133とを備える。
【発明の詳細な説明】
【技術分野】
【0001】
本発明はLCD(液晶表示部)ガラスより偏光板を剥がす偏光板剥離装置に関する。特に、本発明は、剥離時偏光板の途中で破断、LCDガラスに部分的な押し圧を加えるためムラ表示不良を防止し、大きさにより剥がし張力が異なる偏光板に対して均一な剥離力の偏光板剥がしが可能であるLCD用偏光板自動剥離巻取装置及び方法に関する。
【背景技術】
【0002】
近年、デジタル家電の新規市場にLCDテレビジョン(TV)が登場し、今後の大きな需要が見込まれている。
LCDパネルのサイズ拡大競争によりその覇権が争われているが、その一方高価なLCDパネルの修理が遅れているため、先行した大型LCDパネルの偏光板修理装置を開発し、効率よくキズがついた画面の交換修理がもとめられていた。
【0003】
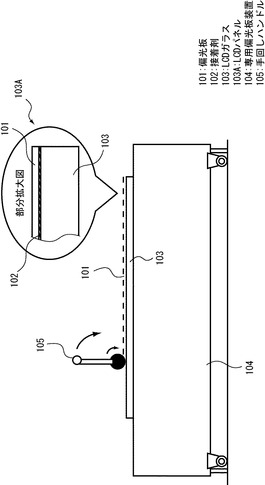
図9は、本発明の前提となる、手回しハンドルによる偏光板剥がし装置を横から見た模式図である。なお、全図を通して同一の構成要素には同一の番号、符号を付す。
本図に示すように、LCD(液晶表示部)パネル103Aは、偏光板101、接着剤102、LCDガラス103からなり、LCDガラス103の表面に接着剤102により偏光板101が貼り付けられる。
【0004】
一度市場に出て、LCDユーザーが不注意にLCDパネル103Aの表面の偏光板101にキズを付けてしまい、画面再生を目的に偏光板交換修理依頼を受ける場合、LCDガラス103に張られた偏光板101の接着剤102は経時硬化した状態になっている。
専用偏光板剥がし装置104の上にキズの付いたLCDパネル103Aを置き、手動でハンドル105によりLCDガラス103から偏光板101が剥がされる。
【0005】
このような経時硬化した接着剤102の偏光板101を剥がす際に、偏光板101に無理な力を加え引き剥がすと、偏光板101の途中で破断を生じ、この影響でLCDガラス103に部分的な押し圧を加えるためムラ表示不良の発生につながるという問題がある。
このため、偏光板101を剥がす際には偏光板101への接着剤102の硬化度に応じてハンドル105の回転力を微妙に手加減し、偏光板101を剥がす途中で偏光板101の破断がないように、作業上細心の注意が必要であるという問題があった。
【0006】
さらに、偏光板の大きさにより剥がし張力が異なるため、均一な剥離力の偏光板剥がしが必要であるという課題がある。
従来、液晶ディスプレイパネルから偏光板を効率良く剥離するシステム、及びその偏光板が剥離された液晶ディスプレイパネルから表示素子構成物質を連続的に分離してガラス基板の再利用を行う再利用方法を提供するため、粘着剤で貼られた偏光板をガラス基板より剥離する液晶ディスプレイパネルの偏光板剥離システムにおいて、粘着剤の粘着力を低下させる熱負荷部と、粘着力低下後の偏光板の一端側に接着剤にてテープ42を接着する剥離部とを有し、この剥離部で、接着したテープを巻き取ることで、偏光板を剥離するものがある(例えば、特許文献1参照)。
【0007】
しかしながら、上記特許文献1では、粘着力低下後の偏光板の一端側に接着剤にて接着したテープを巻き取ることで、偏光板を剥離するが、大きさにより剥がし張力が異なる偏光板に対して均一な剥離力の偏光板剥がしを行うものではない。
また、従来、偏光板の剥がし作業時に液晶パネルに不必要な力がかかるのを防止して液晶パネルのギャップ不良を回避するため、偏光板の端縁を支持して回転することにより前記偏光板を巻き取る巻取りローラと、前記巻取りローラの両側に平行に配置されて当該巻取りローラの軸径より大なる径を有する一対の押えローラとを有し、液晶パネルに前記押えローラを当接しつつ当該液晶パネルに貼り付けた偏光板を前記巻取りローラで巻き取る構成としたものもある(例えば、特許文献2参照)。
【0008】
しかしながら、上記特許文献2では、偏光板の剥がし作業時に液晶パネルに不必要な力がかかるのを防止するが、大きさにより剥がし張力が異なる偏光板に対して均一な剥離力の偏光板剥がしを行うものではない。
また、従来、粘着フィルムの剥離中に被接着体に加わる応力を吸収・緩和して、被接着体の品質を確保する粘着フィルムの剥離方法と剥離装置を提供するため、上面にゴムが張り付けられたパネルセットステージを前後方向に移動する走行スライダが取り付けプレートに取り付けられ、パネルセットステージと取り付けプレートとの間にパネルセットステージを保持し高さを調節する連結プレートと高さ調節プレート設けられ、パネルセットステージの高さ調節は調整ネジで行い、剥離ローラーとの平行も出し、パネルセットステージの上方に、予め所定の部位が剥がされた偏光板等の粘着フィルムを掴むためのクランプ機構を有する円筒状の剥離ローラーがあり、その剥離ローラーは固定側ローラーと可動側ローラーとで構成されていて、粘着フィルムをこの間に挟んで巻き取るものもある(例えば、特許文献3参照)。
【0009】
しかしながら、上記特許文献3では、剥離中に被接着体に加わる応力を吸収・緩和して、被接着体の品質を確保するが、大きさにより剥がし張力が異なる偏光板に対して均一な剥離力の偏光板剥がしを行うものではない。
【0010】
【特許文献1】特開2006−099018号公報
【特許文献2】特開平09−197394号公報
【特許文献3】特開平10−282463号公報
【発明の開示】
【発明が解決しようとする課題】
【0011】
したがって、本発明は上記問題点に鑑みて、大きさにより剥がし張力が異なる偏光板に対して均一な剥離力の偏光板剥がしを行うLCD用偏光板自動剥離巻取装置及び方法を提供することを目的とする。
【課題を解決するための手段】
【0012】
本発明は前記問題点を解決するために、LCDガラスに接着された偏光板を剥がし巻き取るLCD用偏光板自動剥離巻取装置において、自動偏光板剥がし装置の上に位置するLCDガラスに接着された偏光板を剥がし、剥がした偏光板を巻き取るローラーの自動駆動を行う自動駆動巻取りローラーと、前記自動駆動巻取りローラーと共に移動し、移動する前方に配置され、遠赤外線を放射し、LCDガラスと偏光板の間の接着剤の接着固さを軟化させるハロゲンランプと、前記自動駆動巻取りローラーの後続で偏光板が剥がされたLCDガラスの剥離反作用を押さえ、前記自動駆動巻取りローラーに同期して自走するガラス押えローラーと、前記ガラス押えローラーの上部に同径のローラーを2段重ねして接触し前記ガラス押えローラーの回転に対して反対方向の摩擦回転を行い、前記ガラス押えローラーのたわみを防止するたわみ防止用補強ローラーと、前記ガラス押えローラー、前記たわみ防止用補強ローラーを共通にベアリングの軸受けで取り付け、前記自動偏光板剥がし装置に支持される共通取り付け板と、前記共通取り付け板の上部を押す押し圧力のエアシリンダとを備えることを特徴とするLCD用偏光板自動剥離巻取装置を提供する。
【0013】
さらに、前記ハロゲンランプは、遠赤外線を放射するランプを鏡面反射傘付きホルダーで包み込まれる。
さらに、前記ハロゲンランプは、遠赤外線の放射による加熱時間と接着剤の温度上昇の関係に基づき、接着剤の接着固さを軟化させる。
さらに、前記ハロゲンランプは前記自動駆動巻取りローラーの駆動部と一体になり前記自動駆動巻取りローラーの移動前方に位置し、前記自動駆動巻取りローラーと共に移動する。
【0014】
さらに、前記ガラス押えローラーの一端にはヒステリスクラッチが連動し、前記ヒステリスクラッチは駆動源となるDCモーターから所望の回転を得たギヤヘッドから必要な回転数を伝達され、電圧制御で前記ガラス押えローラーに対して回転数レベル及びトルク伝達を変化させ、前記自動駆動巻取りローラーに同期駆動を行う。
前記自動駆動巻取りローラーと前記ガラス押えローラーを歯車又はベルトによる伝達を用いて同期駆動を行う。
【0015】
さらに、前記ガラス押えローラーは、金属製心棒にゴムライニングされ、ゴム硬度は、40度から50度である。
さらに、前記ハロゲンランプに代わり、前記自動偏光板剥がし装置のワークテーブルには複数のカートリッジヒーターが埋め込まれ、前記カートリッジヒーターの各々はLCDガラスの全面に均一な熱を伝達し、温度調節される。
【0016】
さらに、前記自動駆動巻取りローラーを移動させ、定位置で自動停止する機構を有する。
さらに、本発明は、LCDガラスに接着された偏光板を剥がし巻き取るLCD用偏光板自動剥離巻取方法において、自動偏光板剥がし装置の上に位置するLCDガラスに接着された偏光板に対して、遠赤外線を放射し、LCDガラスと偏光板の間の接着剤の接着固さを軟化させる工程と、LCDガラスと偏光板の間の接着剤の接着固さが軟化した部分のLCDガラスから偏光板を剥がし剥がした偏光板を自動駆動巻取りローラーに巻き取る工程と、偏光板が剥がされたLCDガラスの剥離反作用をガラス押えローラーで押さえる工程と、前記ガラス押えローラーの上部に同径のたわみ防止用補強ローラーを2段重ねして接触し前記ガラス押えローラーの回転の反対方向に前記たわみ防止用補強ローラーを摩擦回転させる工程と、前記ガラス押えローラー、前記たわみ防止用補強ローラーを共通に共通取り付け板のベアリングの軸受けに取り付ける工程と、前記自動偏光板剥がし装置に支持された前記共通取り付け板の上部を押し圧力のエアシリンダで押す工程とを備えることを特徴とするLCD用偏光板自動剥離巻取方法を提供する。
【発明の効果】
【0017】
以上説明したように、本発明によれば、自動偏光板剥がし装置の上に位置するLCDガラスに接着された偏光板に対して、遠赤外線を放射し、LCDガラスと偏光板の間の接着剤の接着固さを軟化させ、LCDガラスと偏光板の間の接着剤の接着固さが軟化した部分のLCDガラスから偏光板を剥がし剥がした偏光板を自動駆動巻取りローラーに巻き取り、偏光板が剥がされたLCDガラスの剥離反作用をガラス押えローラーで押さえ、ガラス押えローラーの上部に同径のたわみ防止用補強ローラーを2段重ねして接触しガラス押えローラーの回転の反対方向にたわみ防止用補強ローラーを摩擦回転させ、ガラス押えローラー、たわみ防止用補強ローラーを共通に共通取り付け板のベアリングの軸受けに取り付け、自動偏光板剥がし装置に支持された共通取り付け板の上部を押し圧力のエアシリンダで押すようにしたので、遠赤外線放射方式を応用することで解決を図り直前加熱により接着剤の接着固さが軟化し、不均一な圧力負荷がLCDガラスに加わらないことで、ムラ表示不良の撲滅が可能になる。
【0018】
さらに、偏光板をLCDガラスから剥がす作業が自動化されて行われるため、職人的な手探りの剥がし作業がなく業務の効率化が図れ、偏光板の途中破断も防ぐことが可能となる。
さらに、液晶TVに代表される大型LCDパネルの偏光板を剥がす際に、一人作業が可能で業務の効率化に貢献できる。
【発明を実施するための最良の形態】
【0019】
以下、本発明の実施の形態について図面を参照して説明する。
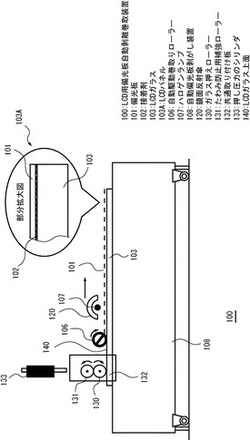
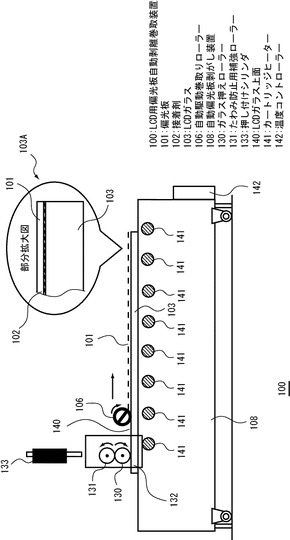
図1は本発明に係るLCD用偏光板自動剥離巻取装置を横から見た模式図である。本図に示すように、LCD用偏光板自動剥離巻取装置100は、自動駆動巻取りローラー106、ハロゲンランプ107、自動偏光板剥がし装置108、ガラス押えローラー130、たわみ防止用補強ローラー131、共通取り付け板132、押し圧力のエアシリンダ133からなり、LCDパネル103Aに対して一定の剥離力で偏光板101をLCDガラス上面140から剥がしていく。
【0020】
LCD(液晶表示部)パネル103Aは、偏光板101、接着剤102、LCDガラス103からなり、LCDガラス103に偏光板101が貼り付けられ、偏光板101はLCDガラス103の上面に対して接着剤102が下向きになるように接着され、偏光板101と接着剤102は2層構造となる。
偏光板101の機能はLCDパネル103Aに入射する光の波長を選択するためのものであり、LCDパネル103Aには不可欠のものである。
【0021】
偏光板101は一例として約0.2mm厚さのクラレ社が開発したポリビニルアルコール(PVA)フィルムと一般的なトリアセテート(TAC)フィルム層である。
接着剤102は、主に、アクリル樹脂(アクリル酸エステル供重合体)を主成分とし、透明度が高く微小な水分を吸着することで自硬する。
LCDガラス103は約1mmと薄いガラスの基板である。
自動偏光板剥がし装置108上にはLCDガラス103に偏光板101が接着剤102で接着されたLCDパネル103Aが置かれる。
【0022】
自動偏光板剥がし装置108は自動駆動巻取りローラー106とハロゲンランプ107を具備する。
自動駆動巻取りローラー106は、自動の回転駆動するローラーで構成され、一定の剥離力でLCDガラス103から偏光板101を剥がし、剥がした偏光板101をローラーに巻き取る。
【0023】
ハロゲンランプ107は鏡面反射傘120付きホルダーで包み込まれる遠赤外線ランプであり、赤外線を放射し接着剤102を加熱する目的を持ち自動駆動巻取りローラー106の移動する前方に配置され、自動駆動巻取りローラー106に同期して歯車又はベルト(図示しない)で自走し、自動駆動巻取りローラー106と共に移動し、LCDガラス103と偏光板101の間の接着剤102の接着固さを軟化させる。
なお、ハロゲンランプ107は自動駆動巻取りローラー106の駆動部と一体となり、自動駆動巻取りローラー106の移動前方に位置し、自動駆動巻取りローラー106と共に移動するように構成してもよい。
【0024】
自動駆動巻取りローラー106の後続にはガラス押えローラー130が設けられ、ガラス押えローラー130は、LCDガラス上面140に接触し押さえながら移動し、自動駆動巻取りローラー106によるLCDガラス103の上方への歪みを押さえ、さらには、LCD103が薄いため、自動駆動巻取りローラー106が前方に回転すると同時に剥がし張力により巻き始めでLCDガラス103が割れる弊害を防止する。通常、約18インチ以上のLCDパネル103Aではガラス押えローラー130が必要である。
【0025】
これらの動作により、一定の剥離力で偏光板101をLCDガラス上面140上面から剥がしていく。
ガラス押えローラー130の上部にはたわみ防止用補強ローラー131が設けられ、たわみ防止用補強ローラー131はガラス押えローラー130と同径のローラーの2段重ねで構成され、ガラス押えローラー130に接触させ、ガラス押えローラー130の回転により反対方向の摩擦回転を行い、ガラス押えローラー130のたわみを防止することを目的とする。
【0026】
なお、たわみ防止用補強ローラー131を設けるのは、ガラス押えローラー130のローラーがたわむとLCDガラス上面140の上方向へのたわみを押さえきれないためである。
ガラス押えローラー130、たわみ防止用補強ローラー131は共通に共通取り付け板132に取り付けられ、共通取り付け板132はガラス押えローラー130、たわみ防止用補強ローラー131に対してベアリングで軸受けを行う。
【0027】
共通取り付け板132の上部には押し圧力のエアシリンダ133が設けられ、押し圧力のエアシリンダ133は共通取り付け板132の上部を押している。
この構成により、ガラス押えローラー130の軸径を細くしたとしても1本の場合に発生する軸方向のたわみが無くなり、ムラのない平坦な偏光板101の剥がし作業が実現可能となる。
【0028】
なお、ガラス押えローラー130、たわみ防止用補強ローラー131を上下の2段重ねに配置することにより、ローラーの曲げ応力を強化し、太いガラス押えローラー130の1本よりもたわみ防止に効果がある。
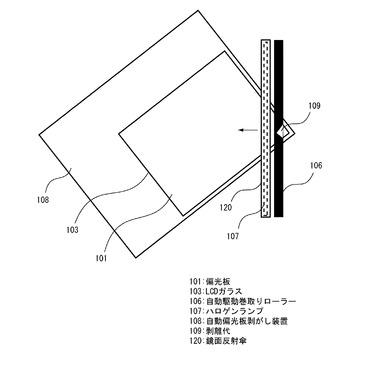
図2は図1の自動偏光板剥がし装置108を上面から見たもので、偏光板101のはがし始めの状態を詳しく説明するために示した模式図である。
【0029】
本図に示すように、自動偏光板剥がし装置108を上面から見たように、自動偏光板剥がし装置108上にLCDガラス103を置き、先ず偏光板101の角端辺を30mm程度、鋭利な工具で剥離代としてめくり、自動駆動巻取りローラー106に粘着テープを用いてその剥離代一端109を固定する。
図3は接着剤102の遠赤外線吸収による温度上昇曲線を示す図である。
【0030】
ハロゲンランプ107は、一例として、ウシオ電機製QIRシリーズ(ハロゲンランプ)の直管タイプを採用し、遠赤外線波長6μm、ランプ入力1000W、放射距離18mm、直管長900mm、径8mm、ランプ数1本で構成される。
遠赤外線は、接着剤の主成分であるアクリル樹脂の水分に作用し、分子運動による発熱を促し、本図に示すように、遠赤外線の放射による加熱時間と接着剤の温度上昇の関係に基づき、例えば、ガラス転移点である65℃以上に接着剤層内を10秒程で昇温するため、樹脂の軟化を促す効果を持つ。
【0031】
この樹脂の軟化により、LCDパネル103Aに対する部分的な負荷力が減少し、ムラ表示不良の発生を抑える結果が得られる。
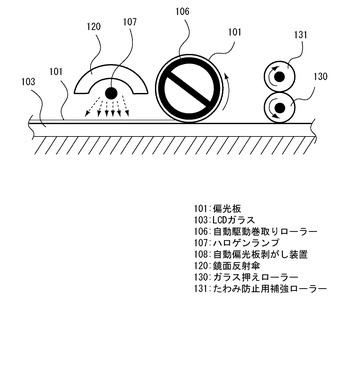
図4は図2の自動駆動巻取りローラー106とガラス押えローラー130の動きを示した部分拡大模式図である。
本図に示す自動駆動巻取りローラー106は、LCDガラス103から偏光板101の剥がし張力が一定の場合には一定の回転速度で移動するが、偏光板101の寸法の大きさにより剥がし張力が異なるため、自動駆動巻取りローラー106の回転速度、LCDガラス103への隔離反作用に変化が生じる。
【0032】
例えば、偏光板101の寸法が大きい場合には剥がし張力が大きいため、自動駆動巻取りローラー106の回転速度が小さく、LCDガラス103への隔離反作用が大きくなり、偏光板101の寸法が小さい場合には剥がし張力が小さいため、自動駆動巻取りローラー106の回転速度が大きく、LCDガラス103への隔離反作用が小さくなる。
本図に示すガラス押えローラー130は、金属製心棒にゴムライニングされ、例えば、直径は40φであり、ゴム硬度(JIS K 6253)はLCDガラス上面140への接触圧力を試行し、45度を採用し、ガラス押えローラー130によるLCDガラス上面140への接触圧力が均一になるようにしてある。好ましくは、ゴム硬度は、40度から50度であってもよい。
【0033】
次に、LCD用偏光板自動剥離巻取装置はテレビジョン(TV)用に代表される大型LCD(40インチ〜50インチ)も対象としており、LCDパネル103Aの大型化に伴い偏光板101も大きくなり、偏光板101の剥がし張力が大きくなる。この場合、自動駆動巻取りローラー106に大きな剥離力が求められ、自動駆動巻取りローラー106の回転速度は小さくなる。すなわち、偏光板101の剥がし張力の変化に対して、自動駆動巻取りローラー106の回転速度が変化する。
【0034】
このため、ガラス押えローラー130は、偏光板101の剥がし張力の変化に伴う自動駆動巻取りローラー106の回転速度の変化に応じて、回転数レベル、トルク伝達を変化させる。
例えば、偏光板101の剥がし張力が大きい場合には、自動駆動巻取りローラー106の回転速度が小さくなり、LCDガラス103への剥離反作用が大きくなるので、ガラス押えローラー130の回転速度を小さくし、トルクを大きくする。
【0035】
逆に、偏光板101の剥がし張力が小さい場合には、自動駆動巻取りローラー106の回転速度が大きくなり、LCDガラス103への剥離反作用が小さくなるので、ガラス押えローラー130の回転速度を大きくし、トルクを小さくする。以下にガラス押えローラー130の負荷調節を行う機構を説明する。
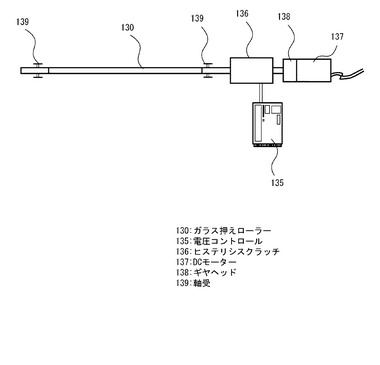
図5は、図1におけるガラス押えローラー130を回転制御するヒステリシスクラッチとギヤヘッド及びパルスモーターにより負荷調節を行う機構を示す模式図である。
【0036】
本図に示すように、ガラス押えローラー130の両端は共通取り付け板132の軸受139により支持され、ガラス押えローラー130の一端にはヒステリスクラッチ136が連動する。
ヒステリスクラッチ136は自動駆動巻取りローラー106の回転連動に同期した回転を与えるものとし、トルク伝達を非接触で行い、正確な精度を必要とする張力制御、速度制御に優れたヒステリス特性により、励磁電流に追随したトルクを正確に発生させることができ、且つ機械的な接触部分がない伝達・遮断機構である。
【0037】
ヒステリスクラッチ136には電圧コントロール135が接続され、電圧コントロール135はLCD用偏光板自動剥離巻取装置の外部から偏光板101の接着力に応じてトルク伝達及び回転数レベルを変化させるヒステリスクラッチ136の制御を行う。
ヒステリスクラッチ136にはギヤヘッド138を介してDCモーター137が設けられ、ギヤヘッド138は駆動源となるDCモーター137から所望の回転を得て、ヒステリスクラッチ136に必要回転数を伝達する。
なお、ガラス押えローラー130は軸受139で支えられている。
【0038】
これにより、偏光板101を巻き取る速さとガラス押えローラー130が前進する速度のバランスを得ることが可能となる。
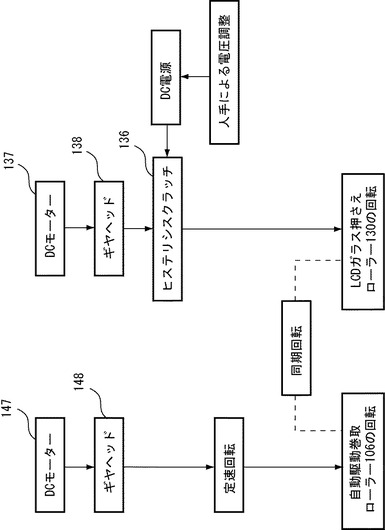
図6は、自動駆動巻取りローラー106を回転させる機構1と、ガラス押えローラー130を回転させる機構2の系統図である。
本図に示すように、自動駆動巻取りローラー106を回転させる機構1は、DCモーター147、定速回転を作るギヤヘッド148で構成され、ガラス押えローラー130のDCモーター137、ギヤヘッド138で構成される。
【0039】
自動駆動巻取りローラー106では、偏光板101がその大きさにより剥がし張力が異なるため、自動駆動巻取りローラー106の回転速度が変化する。
この時、追随するガラス押えローラー130につながるヒステリスクラッチ136のDC電源電圧を人手により制御しながら、自動駆動巻取りローラー106の回転に同期させる機構とした。
【0040】
電源電圧を人手により制御するのは、偏光板101の大きさにより剥がす際の張力が面積の大きさで変化するため、LCDガラス103を割らないように、手加減が必要となり、人手により電圧調整をしながら、回転を制御可能にしている。
ガラス押えローラー130の回転を自動駆動巻取りローラー106の回転に同期を取るのは、ガラス押えローラー130の移動速度と自動駆動巻取りローラー106の移動速度のバランスを取るためである。
【0041】
なお、ガラス押えローラー130は自動駆動巻取りローラー106と歯車又はベルトによる伝達を用いて同期駆動を行うようにしてもよい(図示しない)。
したがって、LCDパネル用偏光板の巻取り装置を自動化する際に均一な剥離力の偏光板剥がしが技術的なポイントとなったが、この技術課題に対して、本発明によれば、遠赤外線放射方式を応用することで解決を図ったので、直前加熱により接着剤の接着固さが軟化し、不均一な圧力負荷がLCDガラス103に加わらないことで、ムラ表示不良の撲滅が可能になる。
【0042】
さらに、偏光板101をLCDガラス103から剥がす作業が自動化されて行われるため、職人的な手探りの剥がし作業がなく業務の効率化が図れ、偏光板101の途中破断も防ぐことが可能となる。
さらに、液晶TVに代表される大型LCDパネル103Aの偏光板101を剥がす際に、一人作業が可能で業務の効率化に貢献できる。
【実施例1】
【0043】
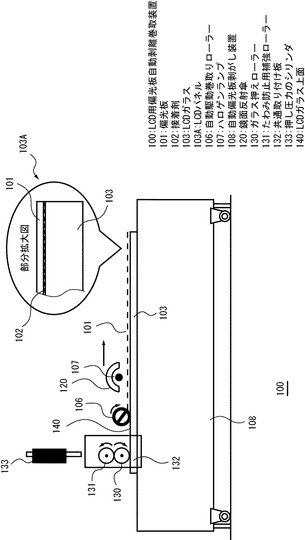
図7は図1の変形例であり、本発明に係るLCD用偏光板自動剥離巻取装置を横から見た模式図である。本図に示すように、図1と比較して、自動偏光板剥がし装置108のワークテーブルには複数のカートリッジヒーター141が埋め込まれ、カートリッジヒーター141の各々は熱源であり、温度コントローラー142によりカートリッジヒーター141の温度調整が行われる。
【0044】
このようにして、自動偏光板剥がし装置108のワークテーブルによるテーブル加熱方式からの伝熱により、偏光板101の接着剤102の層の接着固さを軟化させる。この方式にはLCDパネル103Aの全面に均一な熱伝達が行われるというメリットがある。
【実施例2】
【0045】
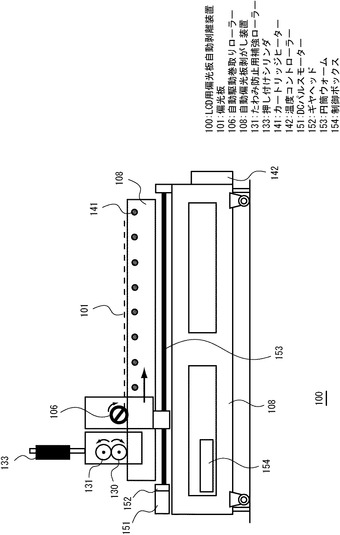
図8は図7の変形例であり、LCD用偏光板自動剥離巻取装置を横から見た模式図である。本図に示すLCD用偏光板自動剥離巻取装置100は、図7と比較して、自動駆動巻取りローラー106を移動させ、定位置で自動停止する機構を具備する。
本図に示すように、DCパルスモーター151からのトルク伝達にギヤヘッド152を介して円筒ウオーム153に接続され、ICカウンターによる制御ボックス154でLCDパネル103Aの長辺サイズに対応した、移動距離を円筒ウオーム153の回転数でコントロールする機能が設けられる。
この場合、円筒ウオーム153の回転と自動駆動巻取りローラー106及びガラス押えローラー130の回転とは同期が取られる。
【0046】
これにより、偏光板101を巻き取りの開始位置に自動駆動巻取りローラー106を自動で移動可能となり、作業が容易になる。
なお、DCパルスモーター151からのトルク伝達には、ベルト及びギヤヘッドを用いても同じ効果である。
【産業上の利用可能性】
【0047】
以上の説明によれば、大型化した液晶テレビジョン(TV)モジュールの偏光板にキズを不注意にも付けてしまった場合の偏光板の貼り替え修理といった用途に適用でき、また、タッチパネルの貼り付けといった用途にも適用可能である。
【図面の簡単な説明】
【0048】
【図1】本発明に係るLCD用偏光板自動剥離巻取装置を横から見た模式図である。
【図2】図1の装置本体108を上面から見たもので、偏光板101のはがし始めの状態を詳しく説明するために示した模式図である。
【図3】接着剤102の遠赤外線吸収による温度上昇曲線を示す図である。
【図4】図2の自動駆動巻取りローラー106とガラス押えローラー130の動きを示した部分拡大模式図である
【図5】図1におけるガラス押えローラー130を回転制御するヒステリシスクラッチとギヤヘッド及びパルスモーターにより負荷調節を行う機構を示す模式図である。
【図6】自動駆動巻取りローラー106を回転させる機構1と、ガラス押えローラー130を回転させる機構2の系統図である。
【図7】図1の変形例であり、本発明に係るLCD用偏光板自動剥離巻取装置を横から見た模式図である。
【図8】図7の変形例であり、LCD用偏光板自動剥離巻取装置を横から見た模式図である。
【図9】本発明の前提となる、手回しハンドルによる偏光板剥がし装置を横から見た模式図である。
【符号の説明】
【0049】
100…LCD用偏光板自動剥離巻取装置
101…偏光板
102…接着剤
103…LCDガラス
103A…LCDパネル
104…専用偏光板剥がし装置
105…ハンドル
106…自動駆動巻取りローラー
107…ハロゲンランプ
108…自動偏光板剥がし装置
109…剥離代一端
120…鏡面反射傘
130…ガラス押えローラー
131…たわみ防止用補強ローラー
132…共通取り付け板
133…押し圧力のシリンダ
135…電圧コントロール
136…ヒステリシスクラッチ
137…DCモーター
138…ギヤヘッド
139…軸受け
140…LCDガラス上面
141…カートリッジヒーター
142…温度コントローラー142
147…DCモーター
148…ギヤヘッド
151…DCパルスモーター
152…ギヤヘッド
153…円筒ウオーム
154…制御ボックス
【技術分野】
【0001】
本発明はLCD(液晶表示部)ガラスより偏光板を剥がす偏光板剥離装置に関する。特に、本発明は、剥離時偏光板の途中で破断、LCDガラスに部分的な押し圧を加えるためムラ表示不良を防止し、大きさにより剥がし張力が異なる偏光板に対して均一な剥離力の偏光板剥がしが可能であるLCD用偏光板自動剥離巻取装置及び方法に関する。
【背景技術】
【0002】
近年、デジタル家電の新規市場にLCDテレビジョン(TV)が登場し、今後の大きな需要が見込まれている。
LCDパネルのサイズ拡大競争によりその覇権が争われているが、その一方高価なLCDパネルの修理が遅れているため、先行した大型LCDパネルの偏光板修理装置を開発し、効率よくキズがついた画面の交換修理がもとめられていた。
【0003】
図9は、本発明の前提となる、手回しハンドルによる偏光板剥がし装置を横から見た模式図である。なお、全図を通して同一の構成要素には同一の番号、符号を付す。
本図に示すように、LCD(液晶表示部)パネル103Aは、偏光板101、接着剤102、LCDガラス103からなり、LCDガラス103の表面に接着剤102により偏光板101が貼り付けられる。
【0004】
一度市場に出て、LCDユーザーが不注意にLCDパネル103Aの表面の偏光板101にキズを付けてしまい、画面再生を目的に偏光板交換修理依頼を受ける場合、LCDガラス103に張られた偏光板101の接着剤102は経時硬化した状態になっている。
専用偏光板剥がし装置104の上にキズの付いたLCDパネル103Aを置き、手動でハンドル105によりLCDガラス103から偏光板101が剥がされる。
【0005】
このような経時硬化した接着剤102の偏光板101を剥がす際に、偏光板101に無理な力を加え引き剥がすと、偏光板101の途中で破断を生じ、この影響でLCDガラス103に部分的な押し圧を加えるためムラ表示不良の発生につながるという問題がある。
このため、偏光板101を剥がす際には偏光板101への接着剤102の硬化度に応じてハンドル105の回転力を微妙に手加減し、偏光板101を剥がす途中で偏光板101の破断がないように、作業上細心の注意が必要であるという問題があった。
【0006】
さらに、偏光板の大きさにより剥がし張力が異なるため、均一な剥離力の偏光板剥がしが必要であるという課題がある。
従来、液晶ディスプレイパネルから偏光板を効率良く剥離するシステム、及びその偏光板が剥離された液晶ディスプレイパネルから表示素子構成物質を連続的に分離してガラス基板の再利用を行う再利用方法を提供するため、粘着剤で貼られた偏光板をガラス基板より剥離する液晶ディスプレイパネルの偏光板剥離システムにおいて、粘着剤の粘着力を低下させる熱負荷部と、粘着力低下後の偏光板の一端側に接着剤にてテープ42を接着する剥離部とを有し、この剥離部で、接着したテープを巻き取ることで、偏光板を剥離するものがある(例えば、特許文献1参照)。
【0007】
しかしながら、上記特許文献1では、粘着力低下後の偏光板の一端側に接着剤にて接着したテープを巻き取ることで、偏光板を剥離するが、大きさにより剥がし張力が異なる偏光板に対して均一な剥離力の偏光板剥がしを行うものではない。
また、従来、偏光板の剥がし作業時に液晶パネルに不必要な力がかかるのを防止して液晶パネルのギャップ不良を回避するため、偏光板の端縁を支持して回転することにより前記偏光板を巻き取る巻取りローラと、前記巻取りローラの両側に平行に配置されて当該巻取りローラの軸径より大なる径を有する一対の押えローラとを有し、液晶パネルに前記押えローラを当接しつつ当該液晶パネルに貼り付けた偏光板を前記巻取りローラで巻き取る構成としたものもある(例えば、特許文献2参照)。
【0008】
しかしながら、上記特許文献2では、偏光板の剥がし作業時に液晶パネルに不必要な力がかかるのを防止するが、大きさにより剥がし張力が異なる偏光板に対して均一な剥離力の偏光板剥がしを行うものではない。
また、従来、粘着フィルムの剥離中に被接着体に加わる応力を吸収・緩和して、被接着体の品質を確保する粘着フィルムの剥離方法と剥離装置を提供するため、上面にゴムが張り付けられたパネルセットステージを前後方向に移動する走行スライダが取り付けプレートに取り付けられ、パネルセットステージと取り付けプレートとの間にパネルセットステージを保持し高さを調節する連結プレートと高さ調節プレート設けられ、パネルセットステージの高さ調節は調整ネジで行い、剥離ローラーとの平行も出し、パネルセットステージの上方に、予め所定の部位が剥がされた偏光板等の粘着フィルムを掴むためのクランプ機構を有する円筒状の剥離ローラーがあり、その剥離ローラーは固定側ローラーと可動側ローラーとで構成されていて、粘着フィルムをこの間に挟んで巻き取るものもある(例えば、特許文献3参照)。
【0009】
しかしながら、上記特許文献3では、剥離中に被接着体に加わる応力を吸収・緩和して、被接着体の品質を確保するが、大きさにより剥がし張力が異なる偏光板に対して均一な剥離力の偏光板剥がしを行うものではない。
【0010】
【特許文献1】特開2006−099018号公報
【特許文献2】特開平09−197394号公報
【特許文献3】特開平10−282463号公報
【発明の開示】
【発明が解決しようとする課題】
【0011】
したがって、本発明は上記問題点に鑑みて、大きさにより剥がし張力が異なる偏光板に対して均一な剥離力の偏光板剥がしを行うLCD用偏光板自動剥離巻取装置及び方法を提供することを目的とする。
【課題を解決するための手段】
【0012】
本発明は前記問題点を解決するために、LCDガラスに接着された偏光板を剥がし巻き取るLCD用偏光板自動剥離巻取装置において、自動偏光板剥がし装置の上に位置するLCDガラスに接着された偏光板を剥がし、剥がした偏光板を巻き取るローラーの自動駆動を行う自動駆動巻取りローラーと、前記自動駆動巻取りローラーと共に移動し、移動する前方に配置され、遠赤外線を放射し、LCDガラスと偏光板の間の接着剤の接着固さを軟化させるハロゲンランプと、前記自動駆動巻取りローラーの後続で偏光板が剥がされたLCDガラスの剥離反作用を押さえ、前記自動駆動巻取りローラーに同期して自走するガラス押えローラーと、前記ガラス押えローラーの上部に同径のローラーを2段重ねして接触し前記ガラス押えローラーの回転に対して反対方向の摩擦回転を行い、前記ガラス押えローラーのたわみを防止するたわみ防止用補強ローラーと、前記ガラス押えローラー、前記たわみ防止用補強ローラーを共通にベアリングの軸受けで取り付け、前記自動偏光板剥がし装置に支持される共通取り付け板と、前記共通取り付け板の上部を押す押し圧力のエアシリンダとを備えることを特徴とするLCD用偏光板自動剥離巻取装置を提供する。
【0013】
さらに、前記ハロゲンランプは、遠赤外線を放射するランプを鏡面反射傘付きホルダーで包み込まれる。
さらに、前記ハロゲンランプは、遠赤外線の放射による加熱時間と接着剤の温度上昇の関係に基づき、接着剤の接着固さを軟化させる。
さらに、前記ハロゲンランプは前記自動駆動巻取りローラーの駆動部と一体になり前記自動駆動巻取りローラーの移動前方に位置し、前記自動駆動巻取りローラーと共に移動する。
【0014】
さらに、前記ガラス押えローラーの一端にはヒステリスクラッチが連動し、前記ヒステリスクラッチは駆動源となるDCモーターから所望の回転を得たギヤヘッドから必要な回転数を伝達され、電圧制御で前記ガラス押えローラーに対して回転数レベル及びトルク伝達を変化させ、前記自動駆動巻取りローラーに同期駆動を行う。
前記自動駆動巻取りローラーと前記ガラス押えローラーを歯車又はベルトによる伝達を用いて同期駆動を行う。
【0015】
さらに、前記ガラス押えローラーは、金属製心棒にゴムライニングされ、ゴム硬度は、40度から50度である。
さらに、前記ハロゲンランプに代わり、前記自動偏光板剥がし装置のワークテーブルには複数のカートリッジヒーターが埋め込まれ、前記カートリッジヒーターの各々はLCDガラスの全面に均一な熱を伝達し、温度調節される。
【0016】
さらに、前記自動駆動巻取りローラーを移動させ、定位置で自動停止する機構を有する。
さらに、本発明は、LCDガラスに接着された偏光板を剥がし巻き取るLCD用偏光板自動剥離巻取方法において、自動偏光板剥がし装置の上に位置するLCDガラスに接着された偏光板に対して、遠赤外線を放射し、LCDガラスと偏光板の間の接着剤の接着固さを軟化させる工程と、LCDガラスと偏光板の間の接着剤の接着固さが軟化した部分のLCDガラスから偏光板を剥がし剥がした偏光板を自動駆動巻取りローラーに巻き取る工程と、偏光板が剥がされたLCDガラスの剥離反作用をガラス押えローラーで押さえる工程と、前記ガラス押えローラーの上部に同径のたわみ防止用補強ローラーを2段重ねして接触し前記ガラス押えローラーの回転の反対方向に前記たわみ防止用補強ローラーを摩擦回転させる工程と、前記ガラス押えローラー、前記たわみ防止用補強ローラーを共通に共通取り付け板のベアリングの軸受けに取り付ける工程と、前記自動偏光板剥がし装置に支持された前記共通取り付け板の上部を押し圧力のエアシリンダで押す工程とを備えることを特徴とするLCD用偏光板自動剥離巻取方法を提供する。
【発明の効果】
【0017】
以上説明したように、本発明によれば、自動偏光板剥がし装置の上に位置するLCDガラスに接着された偏光板に対して、遠赤外線を放射し、LCDガラスと偏光板の間の接着剤の接着固さを軟化させ、LCDガラスと偏光板の間の接着剤の接着固さが軟化した部分のLCDガラスから偏光板を剥がし剥がした偏光板を自動駆動巻取りローラーに巻き取り、偏光板が剥がされたLCDガラスの剥離反作用をガラス押えローラーで押さえ、ガラス押えローラーの上部に同径のたわみ防止用補強ローラーを2段重ねして接触しガラス押えローラーの回転の反対方向にたわみ防止用補強ローラーを摩擦回転させ、ガラス押えローラー、たわみ防止用補強ローラーを共通に共通取り付け板のベアリングの軸受けに取り付け、自動偏光板剥がし装置に支持された共通取り付け板の上部を押し圧力のエアシリンダで押すようにしたので、遠赤外線放射方式を応用することで解決を図り直前加熱により接着剤の接着固さが軟化し、不均一な圧力負荷がLCDガラスに加わらないことで、ムラ表示不良の撲滅が可能になる。
【0018】
さらに、偏光板をLCDガラスから剥がす作業が自動化されて行われるため、職人的な手探りの剥がし作業がなく業務の効率化が図れ、偏光板の途中破断も防ぐことが可能となる。
さらに、液晶TVに代表される大型LCDパネルの偏光板を剥がす際に、一人作業が可能で業務の効率化に貢献できる。
【発明を実施するための最良の形態】
【0019】
以下、本発明の実施の形態について図面を参照して説明する。
図1は本発明に係るLCD用偏光板自動剥離巻取装置を横から見た模式図である。本図に示すように、LCD用偏光板自動剥離巻取装置100は、自動駆動巻取りローラー106、ハロゲンランプ107、自動偏光板剥がし装置108、ガラス押えローラー130、たわみ防止用補強ローラー131、共通取り付け板132、押し圧力のエアシリンダ133からなり、LCDパネル103Aに対して一定の剥離力で偏光板101をLCDガラス上面140から剥がしていく。
【0020】
LCD(液晶表示部)パネル103Aは、偏光板101、接着剤102、LCDガラス103からなり、LCDガラス103に偏光板101が貼り付けられ、偏光板101はLCDガラス103の上面に対して接着剤102が下向きになるように接着され、偏光板101と接着剤102は2層構造となる。
偏光板101の機能はLCDパネル103Aに入射する光の波長を選択するためのものであり、LCDパネル103Aには不可欠のものである。
【0021】
偏光板101は一例として約0.2mm厚さのクラレ社が開発したポリビニルアルコール(PVA)フィルムと一般的なトリアセテート(TAC)フィルム層である。
接着剤102は、主に、アクリル樹脂(アクリル酸エステル供重合体)を主成分とし、透明度が高く微小な水分を吸着することで自硬する。
LCDガラス103は約1mmと薄いガラスの基板である。
自動偏光板剥がし装置108上にはLCDガラス103に偏光板101が接着剤102で接着されたLCDパネル103Aが置かれる。
【0022】
自動偏光板剥がし装置108は自動駆動巻取りローラー106とハロゲンランプ107を具備する。
自動駆動巻取りローラー106は、自動の回転駆動するローラーで構成され、一定の剥離力でLCDガラス103から偏光板101を剥がし、剥がした偏光板101をローラーに巻き取る。
【0023】
ハロゲンランプ107は鏡面反射傘120付きホルダーで包み込まれる遠赤外線ランプであり、赤外線を放射し接着剤102を加熱する目的を持ち自動駆動巻取りローラー106の移動する前方に配置され、自動駆動巻取りローラー106に同期して歯車又はベルト(図示しない)で自走し、自動駆動巻取りローラー106と共に移動し、LCDガラス103と偏光板101の間の接着剤102の接着固さを軟化させる。
なお、ハロゲンランプ107は自動駆動巻取りローラー106の駆動部と一体となり、自動駆動巻取りローラー106の移動前方に位置し、自動駆動巻取りローラー106と共に移動するように構成してもよい。
【0024】
自動駆動巻取りローラー106の後続にはガラス押えローラー130が設けられ、ガラス押えローラー130は、LCDガラス上面140に接触し押さえながら移動し、自動駆動巻取りローラー106によるLCDガラス103の上方への歪みを押さえ、さらには、LCD103が薄いため、自動駆動巻取りローラー106が前方に回転すると同時に剥がし張力により巻き始めでLCDガラス103が割れる弊害を防止する。通常、約18インチ以上のLCDパネル103Aではガラス押えローラー130が必要である。
【0025】
これらの動作により、一定の剥離力で偏光板101をLCDガラス上面140上面から剥がしていく。
ガラス押えローラー130の上部にはたわみ防止用補強ローラー131が設けられ、たわみ防止用補強ローラー131はガラス押えローラー130と同径のローラーの2段重ねで構成され、ガラス押えローラー130に接触させ、ガラス押えローラー130の回転により反対方向の摩擦回転を行い、ガラス押えローラー130のたわみを防止することを目的とする。
【0026】
なお、たわみ防止用補強ローラー131を設けるのは、ガラス押えローラー130のローラーがたわむとLCDガラス上面140の上方向へのたわみを押さえきれないためである。
ガラス押えローラー130、たわみ防止用補強ローラー131は共通に共通取り付け板132に取り付けられ、共通取り付け板132はガラス押えローラー130、たわみ防止用補強ローラー131に対してベアリングで軸受けを行う。
【0027】
共通取り付け板132の上部には押し圧力のエアシリンダ133が設けられ、押し圧力のエアシリンダ133は共通取り付け板132の上部を押している。
この構成により、ガラス押えローラー130の軸径を細くしたとしても1本の場合に発生する軸方向のたわみが無くなり、ムラのない平坦な偏光板101の剥がし作業が実現可能となる。
【0028】
なお、ガラス押えローラー130、たわみ防止用補強ローラー131を上下の2段重ねに配置することにより、ローラーの曲げ応力を強化し、太いガラス押えローラー130の1本よりもたわみ防止に効果がある。
図2は図1の自動偏光板剥がし装置108を上面から見たもので、偏光板101のはがし始めの状態を詳しく説明するために示した模式図である。
【0029】
本図に示すように、自動偏光板剥がし装置108を上面から見たように、自動偏光板剥がし装置108上にLCDガラス103を置き、先ず偏光板101の角端辺を30mm程度、鋭利な工具で剥離代としてめくり、自動駆動巻取りローラー106に粘着テープを用いてその剥離代一端109を固定する。
図3は接着剤102の遠赤外線吸収による温度上昇曲線を示す図である。
【0030】
ハロゲンランプ107は、一例として、ウシオ電機製QIRシリーズ(ハロゲンランプ)の直管タイプを採用し、遠赤外線波長6μm、ランプ入力1000W、放射距離18mm、直管長900mm、径8mm、ランプ数1本で構成される。
遠赤外線は、接着剤の主成分であるアクリル樹脂の水分に作用し、分子運動による発熱を促し、本図に示すように、遠赤外線の放射による加熱時間と接着剤の温度上昇の関係に基づき、例えば、ガラス転移点である65℃以上に接着剤層内を10秒程で昇温するため、樹脂の軟化を促す効果を持つ。
【0031】
この樹脂の軟化により、LCDパネル103Aに対する部分的な負荷力が減少し、ムラ表示不良の発生を抑える結果が得られる。
図4は図2の自動駆動巻取りローラー106とガラス押えローラー130の動きを示した部分拡大模式図である。
本図に示す自動駆動巻取りローラー106は、LCDガラス103から偏光板101の剥がし張力が一定の場合には一定の回転速度で移動するが、偏光板101の寸法の大きさにより剥がし張力が異なるため、自動駆動巻取りローラー106の回転速度、LCDガラス103への隔離反作用に変化が生じる。
【0032】
例えば、偏光板101の寸法が大きい場合には剥がし張力が大きいため、自動駆動巻取りローラー106の回転速度が小さく、LCDガラス103への隔離反作用が大きくなり、偏光板101の寸法が小さい場合には剥がし張力が小さいため、自動駆動巻取りローラー106の回転速度が大きく、LCDガラス103への隔離反作用が小さくなる。
本図に示すガラス押えローラー130は、金属製心棒にゴムライニングされ、例えば、直径は40φであり、ゴム硬度(JIS K 6253)はLCDガラス上面140への接触圧力を試行し、45度を採用し、ガラス押えローラー130によるLCDガラス上面140への接触圧力が均一になるようにしてある。好ましくは、ゴム硬度は、40度から50度であってもよい。
【0033】
次に、LCD用偏光板自動剥離巻取装置はテレビジョン(TV)用に代表される大型LCD(40インチ〜50インチ)も対象としており、LCDパネル103Aの大型化に伴い偏光板101も大きくなり、偏光板101の剥がし張力が大きくなる。この場合、自動駆動巻取りローラー106に大きな剥離力が求められ、自動駆動巻取りローラー106の回転速度は小さくなる。すなわち、偏光板101の剥がし張力の変化に対して、自動駆動巻取りローラー106の回転速度が変化する。
【0034】
このため、ガラス押えローラー130は、偏光板101の剥がし張力の変化に伴う自動駆動巻取りローラー106の回転速度の変化に応じて、回転数レベル、トルク伝達を変化させる。
例えば、偏光板101の剥がし張力が大きい場合には、自動駆動巻取りローラー106の回転速度が小さくなり、LCDガラス103への剥離反作用が大きくなるので、ガラス押えローラー130の回転速度を小さくし、トルクを大きくする。
【0035】
逆に、偏光板101の剥がし張力が小さい場合には、自動駆動巻取りローラー106の回転速度が大きくなり、LCDガラス103への剥離反作用が小さくなるので、ガラス押えローラー130の回転速度を大きくし、トルクを小さくする。以下にガラス押えローラー130の負荷調節を行う機構を説明する。
図5は、図1におけるガラス押えローラー130を回転制御するヒステリシスクラッチとギヤヘッド及びパルスモーターにより負荷調節を行う機構を示す模式図である。
【0036】
本図に示すように、ガラス押えローラー130の両端は共通取り付け板132の軸受139により支持され、ガラス押えローラー130の一端にはヒステリスクラッチ136が連動する。
ヒステリスクラッチ136は自動駆動巻取りローラー106の回転連動に同期した回転を与えるものとし、トルク伝達を非接触で行い、正確な精度を必要とする張力制御、速度制御に優れたヒステリス特性により、励磁電流に追随したトルクを正確に発生させることができ、且つ機械的な接触部分がない伝達・遮断機構である。
【0037】
ヒステリスクラッチ136には電圧コントロール135が接続され、電圧コントロール135はLCD用偏光板自動剥離巻取装置の外部から偏光板101の接着力に応じてトルク伝達及び回転数レベルを変化させるヒステリスクラッチ136の制御を行う。
ヒステリスクラッチ136にはギヤヘッド138を介してDCモーター137が設けられ、ギヤヘッド138は駆動源となるDCモーター137から所望の回転を得て、ヒステリスクラッチ136に必要回転数を伝達する。
なお、ガラス押えローラー130は軸受139で支えられている。
【0038】
これにより、偏光板101を巻き取る速さとガラス押えローラー130が前進する速度のバランスを得ることが可能となる。
図6は、自動駆動巻取りローラー106を回転させる機構1と、ガラス押えローラー130を回転させる機構2の系統図である。
本図に示すように、自動駆動巻取りローラー106を回転させる機構1は、DCモーター147、定速回転を作るギヤヘッド148で構成され、ガラス押えローラー130のDCモーター137、ギヤヘッド138で構成される。
【0039】
自動駆動巻取りローラー106では、偏光板101がその大きさにより剥がし張力が異なるため、自動駆動巻取りローラー106の回転速度が変化する。
この時、追随するガラス押えローラー130につながるヒステリスクラッチ136のDC電源電圧を人手により制御しながら、自動駆動巻取りローラー106の回転に同期させる機構とした。
【0040】
電源電圧を人手により制御するのは、偏光板101の大きさにより剥がす際の張力が面積の大きさで変化するため、LCDガラス103を割らないように、手加減が必要となり、人手により電圧調整をしながら、回転を制御可能にしている。
ガラス押えローラー130の回転を自動駆動巻取りローラー106の回転に同期を取るのは、ガラス押えローラー130の移動速度と自動駆動巻取りローラー106の移動速度のバランスを取るためである。
【0041】
なお、ガラス押えローラー130は自動駆動巻取りローラー106と歯車又はベルトによる伝達を用いて同期駆動を行うようにしてもよい(図示しない)。
したがって、LCDパネル用偏光板の巻取り装置を自動化する際に均一な剥離力の偏光板剥がしが技術的なポイントとなったが、この技術課題に対して、本発明によれば、遠赤外線放射方式を応用することで解決を図ったので、直前加熱により接着剤の接着固さが軟化し、不均一な圧力負荷がLCDガラス103に加わらないことで、ムラ表示不良の撲滅が可能になる。
【0042】
さらに、偏光板101をLCDガラス103から剥がす作業が自動化されて行われるため、職人的な手探りの剥がし作業がなく業務の効率化が図れ、偏光板101の途中破断も防ぐことが可能となる。
さらに、液晶TVに代表される大型LCDパネル103Aの偏光板101を剥がす際に、一人作業が可能で業務の効率化に貢献できる。
【実施例1】
【0043】
図7は図1の変形例であり、本発明に係るLCD用偏光板自動剥離巻取装置を横から見た模式図である。本図に示すように、図1と比較して、自動偏光板剥がし装置108のワークテーブルには複数のカートリッジヒーター141が埋め込まれ、カートリッジヒーター141の各々は熱源であり、温度コントローラー142によりカートリッジヒーター141の温度調整が行われる。
【0044】
このようにして、自動偏光板剥がし装置108のワークテーブルによるテーブル加熱方式からの伝熱により、偏光板101の接着剤102の層の接着固さを軟化させる。この方式にはLCDパネル103Aの全面に均一な熱伝達が行われるというメリットがある。
【実施例2】
【0045】
図8は図7の変形例であり、LCD用偏光板自動剥離巻取装置を横から見た模式図である。本図に示すLCD用偏光板自動剥離巻取装置100は、図7と比較して、自動駆動巻取りローラー106を移動させ、定位置で自動停止する機構を具備する。
本図に示すように、DCパルスモーター151からのトルク伝達にギヤヘッド152を介して円筒ウオーム153に接続され、ICカウンターによる制御ボックス154でLCDパネル103Aの長辺サイズに対応した、移動距離を円筒ウオーム153の回転数でコントロールする機能が設けられる。
この場合、円筒ウオーム153の回転と自動駆動巻取りローラー106及びガラス押えローラー130の回転とは同期が取られる。
【0046】
これにより、偏光板101を巻き取りの開始位置に自動駆動巻取りローラー106を自動で移動可能となり、作業が容易になる。
なお、DCパルスモーター151からのトルク伝達には、ベルト及びギヤヘッドを用いても同じ効果である。
【産業上の利用可能性】
【0047】
以上の説明によれば、大型化した液晶テレビジョン(TV)モジュールの偏光板にキズを不注意にも付けてしまった場合の偏光板の貼り替え修理といった用途に適用でき、また、タッチパネルの貼り付けといった用途にも適用可能である。
【図面の簡単な説明】
【0048】
【図1】本発明に係るLCD用偏光板自動剥離巻取装置を横から見た模式図である。
【図2】図1の装置本体108を上面から見たもので、偏光板101のはがし始めの状態を詳しく説明するために示した模式図である。
【図3】接着剤102の遠赤外線吸収による温度上昇曲線を示す図である。
【図4】図2の自動駆動巻取りローラー106とガラス押えローラー130の動きを示した部分拡大模式図である
【図5】図1におけるガラス押えローラー130を回転制御するヒステリシスクラッチとギヤヘッド及びパルスモーターにより負荷調節を行う機構を示す模式図である。
【図6】自動駆動巻取りローラー106を回転させる機構1と、ガラス押えローラー130を回転させる機構2の系統図である。
【図7】図1の変形例であり、本発明に係るLCD用偏光板自動剥離巻取装置を横から見た模式図である。
【図8】図7の変形例であり、LCD用偏光板自動剥離巻取装置を横から見た模式図である。
【図9】本発明の前提となる、手回しハンドルによる偏光板剥がし装置を横から見た模式図である。
【符号の説明】
【0049】
100…LCD用偏光板自動剥離巻取装置
101…偏光板
102…接着剤
103…LCDガラス
103A…LCDパネル
104…専用偏光板剥がし装置
105…ハンドル
106…自動駆動巻取りローラー
107…ハロゲンランプ
108…自動偏光板剥がし装置
109…剥離代一端
120…鏡面反射傘
130…ガラス押えローラー
131…たわみ防止用補強ローラー
132…共通取り付け板
133…押し圧力のシリンダ
135…電圧コントロール
136…ヒステリシスクラッチ
137…DCモーター
138…ギヤヘッド
139…軸受け
140…LCDガラス上面
141…カートリッジヒーター
142…温度コントローラー142
147…DCモーター
148…ギヤヘッド
151…DCパルスモーター
152…ギヤヘッド
153…円筒ウオーム
154…制御ボックス
【特許請求の範囲】
【請求項1】
LCDガラスに接着された偏光板を剥がし巻き取るLCD用偏光板自動剥離巻取装置において、
自動偏光板剥がし装置の上に位置するLCDガラスに接着された偏光板を剥がし、剥がした偏光板を巻き取るローラーの自動駆動を行う自動駆動巻取りローラーと、
前記自動駆動巻取りローラーと共に移動し、移動する前方に配置され、遠赤外線を放射し、LCDガラスと偏光板の間の接着剤の接着固さを軟化させるハロゲンランプと、
前記自動駆動巻取りローラーの後続で偏光板が剥がされたLCDガラスの剥離反作用を押さえ、前記自動駆動巻取りローラーに同期して自走するガラス押えローラーと、
前記ガラス押えローラーの上部に同径のローラーを2段重ねして接触し前記ガラス押えローラーの回転に対して反対方向の摩擦回転を行い、前記ガラス押えローラーのたわみを防止するたわみ防止用補強ローラーと、
前記ガラス押えローラー、前記たわみ防止用補強ローラーを共通にベアリングの軸受けで取り付け、前記自動偏光板剥がし装置に支持される共通取り付け板と、
前記共通取り付け板の上部を押す押し圧力のエアシリンダとを備えることを特徴とするLCD用偏光板自動剥離巻取装置。
【請求項2】
前記ハロゲンランプは、遠赤外線を放射するランプを鏡面反射傘付きホルダーで包み込まれることを特徴とする、請求項1に記載のLCD用偏光板自動剥離巻取装置。
【請求項3】
前記ハロゲンランプは、遠赤外線の放射による加熱時間と接着剤の温度上昇の関係に基づき、接着剤の接着固さを軟化させることを特徴とする、請求項1に記載のLCD用偏光板自動剥離巻取装置。
【請求項4】
前記ハロゲンランプは前記自動駆動巻取りローラーの駆動部と一体になり前記自動駆動巻取りローラーの移動前方に位置し、前記自動駆動巻取りローラーと共に移動することを特徴とする、請求項1に記載のLCD用偏光板自動剥離巻取装置。
【請求項5】
前記ガラス押えローラーの一端にはヒステリスクラッチが連動し、前記ヒステリスクラッチは駆動源となるDCモーターから所望の回転を得たギヤヘッドから必要な回転数を伝達され、電圧制御で前記ガラス押えローラーに対して回転数レベル及びトルク伝達を変化させ、前記自動駆動巻取りローラーに同期駆動を行うことを特徴とする、請求項1に記載のLCD用偏光板自動剥離巻取装置。
【請求項6】
前記自動駆動巻取りローラーと前記ガラス押えローラーを歯車又はベルトによる伝達を用いて同期駆動を行うことを特徴とする、請求項1に記載のLCD用偏光板自動剥離巻取装置。
【請求項7】
前記ガラス押えローラーは、金属製心棒にゴムライニングされ、ゴム硬度は、40度から50度であることを特徴とする、請求項1に記載のLCD用偏光板自動剥離巻取装置。
【請求項8】
前記ハロゲンランプに代わり、前記自動偏光板剥がし装置のワークテーブルには複数のカートリッジヒーターが埋め込まれ、前記カートリッジヒーターの各々は
LCDガラスの全面に均一な熱を伝達し、温度調節されることを特徴とする、請求項1に記載のLCD用偏光板自動剥離巻取装置。
【請求項9】
前記自動駆動巻取りローラーを移動させ、定位置で自動停止する機構を有することを特徴とする、請求項1に記載の携帯電話機LCD用偏光板自動剥離巻取装置。
【請求項10】
LCDガラスに接着された偏光板を剥がし巻き取るLCD用偏光板自動剥離巻取方法において、
自動偏光板剥がし装置の上に位置するLCDガラスに接着された偏光板に対して、遠赤外線を放射し、LCDガラスと偏光板の間の接着剤の接着固さを軟化させる工程と、
LCDガラスと偏光板の間の接着剤の接着固さが軟化した部分のLCDガラスから偏光板を剥がし剥がした偏光板を自動駆動巻取りローラーに巻き取る工程と、
偏光板が剥がされたLCDガラスの剥離反作用をガラス押えローラーで押さえる工程と、
前記ガラス押えローラーの上部に同径のたわみ防止用補強ローラーを2段重ねして接触し前記ガラス押えローラーの回転の反対方向に前記たわみ防止用補強ローラーを摩擦回転させる工程と、
前記ガラス押えローラー、前記たわみ防止用補強ローラーを共通に共通取り付け板のベアリングの軸受けに取り付ける工程と、
前記自動偏光板剥がし装置に支持された前記共通取り付け板の上部を押し圧力のエアシリンダで押す工程とを備えることを特徴とするLCD用偏光板自動剥離巻取方法。
【請求項1】
LCDガラスに接着された偏光板を剥がし巻き取るLCD用偏光板自動剥離巻取装置において、
自動偏光板剥がし装置の上に位置するLCDガラスに接着された偏光板を剥がし、剥がした偏光板を巻き取るローラーの自動駆動を行う自動駆動巻取りローラーと、
前記自動駆動巻取りローラーと共に移動し、移動する前方に配置され、遠赤外線を放射し、LCDガラスと偏光板の間の接着剤の接着固さを軟化させるハロゲンランプと、
前記自動駆動巻取りローラーの後続で偏光板が剥がされたLCDガラスの剥離反作用を押さえ、前記自動駆動巻取りローラーに同期して自走するガラス押えローラーと、
前記ガラス押えローラーの上部に同径のローラーを2段重ねして接触し前記ガラス押えローラーの回転に対して反対方向の摩擦回転を行い、前記ガラス押えローラーのたわみを防止するたわみ防止用補強ローラーと、
前記ガラス押えローラー、前記たわみ防止用補強ローラーを共通にベアリングの軸受けで取り付け、前記自動偏光板剥がし装置に支持される共通取り付け板と、
前記共通取り付け板の上部を押す押し圧力のエアシリンダとを備えることを特徴とするLCD用偏光板自動剥離巻取装置。
【請求項2】
前記ハロゲンランプは、遠赤外線を放射するランプを鏡面反射傘付きホルダーで包み込まれることを特徴とする、請求項1に記載のLCD用偏光板自動剥離巻取装置。
【請求項3】
前記ハロゲンランプは、遠赤外線の放射による加熱時間と接着剤の温度上昇の関係に基づき、接着剤の接着固さを軟化させることを特徴とする、請求項1に記載のLCD用偏光板自動剥離巻取装置。
【請求項4】
前記ハロゲンランプは前記自動駆動巻取りローラーの駆動部と一体になり前記自動駆動巻取りローラーの移動前方に位置し、前記自動駆動巻取りローラーと共に移動することを特徴とする、請求項1に記載のLCD用偏光板自動剥離巻取装置。
【請求項5】
前記ガラス押えローラーの一端にはヒステリスクラッチが連動し、前記ヒステリスクラッチは駆動源となるDCモーターから所望の回転を得たギヤヘッドから必要な回転数を伝達され、電圧制御で前記ガラス押えローラーに対して回転数レベル及びトルク伝達を変化させ、前記自動駆動巻取りローラーに同期駆動を行うことを特徴とする、請求項1に記載のLCD用偏光板自動剥離巻取装置。
【請求項6】
前記自動駆動巻取りローラーと前記ガラス押えローラーを歯車又はベルトによる伝達を用いて同期駆動を行うことを特徴とする、請求項1に記載のLCD用偏光板自動剥離巻取装置。
【請求項7】
前記ガラス押えローラーは、金属製心棒にゴムライニングされ、ゴム硬度は、40度から50度であることを特徴とする、請求項1に記載のLCD用偏光板自動剥離巻取装置。
【請求項8】
前記ハロゲンランプに代わり、前記自動偏光板剥がし装置のワークテーブルには複数のカートリッジヒーターが埋め込まれ、前記カートリッジヒーターの各々は
LCDガラスの全面に均一な熱を伝達し、温度調節されることを特徴とする、請求項1に記載のLCD用偏光板自動剥離巻取装置。
【請求項9】
前記自動駆動巻取りローラーを移動させ、定位置で自動停止する機構を有することを特徴とする、請求項1に記載の携帯電話機LCD用偏光板自動剥離巻取装置。
【請求項10】
LCDガラスに接着された偏光板を剥がし巻き取るLCD用偏光板自動剥離巻取方法において、
自動偏光板剥がし装置の上に位置するLCDガラスに接着された偏光板に対して、遠赤外線を放射し、LCDガラスと偏光板の間の接着剤の接着固さを軟化させる工程と、
LCDガラスと偏光板の間の接着剤の接着固さが軟化した部分のLCDガラスから偏光板を剥がし剥がした偏光板を自動駆動巻取りローラーに巻き取る工程と、
偏光板が剥がされたLCDガラスの剥離反作用をガラス押えローラーで押さえる工程と、
前記ガラス押えローラーの上部に同径のたわみ防止用補強ローラーを2段重ねして接触し前記ガラス押えローラーの回転の反対方向に前記たわみ防止用補強ローラーを摩擦回転させる工程と、
前記ガラス押えローラー、前記たわみ防止用補強ローラーを共通に共通取り付け板のベアリングの軸受けに取り付ける工程と、
前記自動偏光板剥がし装置に支持された前記共通取り付け板の上部を押し圧力のエアシリンダで押す工程とを備えることを特徴とするLCD用偏光板自動剥離巻取方法。
【図1】


【図2】
【図3】

【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2008−242091(P2008−242091A)
【公開日】平成20年10月9日(2008.10.9)
【国際特許分類】
【出願番号】特願2007−82802(P2007−82802)
【出願日】平成19年3月27日(2007.3.27)
【出願人】(000232140)NECフィールディング株式会社 (373)
【Fターム(参考)】
【公開日】平成20年10月9日(2008.10.9)
【国際特許分類】
【出願日】平成19年3月27日(2007.3.27)
【出願人】(000232140)NECフィールディング株式会社 (373)
【Fターム(参考)】
[ Back to top ]