
LEDランプとその製造方法
【課題】ランプの汎用性を維持しながら、高い放熱性と発光特性を有するランプ装置とその製造方法を得ること。
【解決手段】砲弾型ランプのごときLEDを取り付けたリードフレームを樹脂でモールド成型したLEDランプにおいて、LEDを取り付けるLED設置部を有する側のリードフレーム(A)と、前記LEDとワイヤーにて接続する側のリードフレーム(B)とを有し、前記リードフレーム(A)と(B)を繋ぐように、絶縁性の熱伝導担体が設置されている。LEDを載せていない側(B)も熱的に接続され、放熱経路としての役割に十分に供されるようになる。絶縁性の熱伝導担体はAlNなどの熱伝導性の高い粉末を含有する。
【解決手段】砲弾型ランプのごときLEDを取り付けたリードフレームを樹脂でモールド成型したLEDランプにおいて、LEDを取り付けるLED設置部を有する側のリードフレーム(A)と、前記LEDとワイヤーにて接続する側のリードフレーム(B)とを有し、前記リードフレーム(A)と(B)を繋ぐように、絶縁性の熱伝導担体が設置されている。LEDを載せていない側(B)も熱的に接続され、放熱経路としての役割に十分に供されるようになる。絶縁性の熱伝導担体はAlNなどの熱伝導性の高い粉末を含有する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、砲弾型LEDランプのごときリードフレームを樹脂モールドしたLEDランプにおいて、高い放熱性と発光特性を有するランプおよびその製造方法に関する
【背景技術】
【0002】
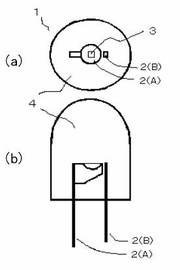
従来、発光ダイオード(LED)のランプとして、金属製のリード端子にLEDを取り付けたリードフレームを封止樹脂で砲弾型にモールド成型した砲弾型ランプが知られており、広く市場に出回っている。従来の砲弾型ランプについて、一例として図2に上方からの上視図(a)と横方向から見た断面図(b)を示す。このような砲弾型ランプは、安価であり、他のSMDや金属板をベースにしたものに比べて多用されている。
【0003】
近年、青色や、白色LEDなどが開発され、さらに紫外LEDの研究も行われている。これらはバンドギャップの大きい材料が使用され、発光に必要な電力消費量は赤色などに比べて大きくなり、LEDの発熱量が増加している。LEDは自己発熱により発光出力が低下し、素子寿命が激減するため、発光特性を維持するために放熱性の高いランプの要求が高まっている。また、前記の発光色に限らずとも、LEDに大電流を通電して大きな出力を得ようとすると、LEDの発熱に対してランプの放熱性を高くする必要がある。特に紫外LEDについては発光効率が0.1〜10%程度と非常に悪く、大部分の電力が熱に変換されて放出されているという状況である。
【0004】
例えば特許文献1には、サブマウントや金属ベースを用いた放熱性の高いランプが開示されている。
【0005】
【特許文献1】特開2005−109282号公報
【0006】
しかしながら、このようなランプは製造コストがかかり、専用のパッケージが必要となるため汎用性がない。
【0007】
さらに、これらランプはサブマウントやリフレクター、回路基板、集光レンズなど、付帯する部品を多く使用するので、ランプ自身が大型化し、表示灯などのように、LEDを集積させたようなアプリケーションではランプ搭載率を上げられなく、所望の光出力を得られないといった問題や、使用する部品点数が多くなるため、ランプおよびランプ製造時の信頼性向上に多くの技術的最適化を要するなど、製造コスト、品質特性として負荷がかかるという課題がある。
【0008】
従来の砲弾型ランプでは、樹脂の熱伝導率が0.2〜0.3W/m・Kと低く、樹脂に比べて金属製のリードフレームの熱伝導率は100倍〜1000倍あるので、熱の多くはリードフレームを通じて系外に熱伝導される。しかし、その伝熱経路の断面積は小さいため、熱量のすべてを伝導できない。ランプの下にヒートシンク等の放熱板を設けても、放熱経路が小さいため大きな効果を得ることは困難であった。
【発明の開示】
【発明が解決しようとする課題】
【0009】
ランプの汎用性を維持しながら、高い放熱性と発光特性を有するランプ装置とその製造方法を得ることにある。
【課題を解決するための手段】
【0010】
上記目的を達成するため、本発明の要旨構成は以下の通りである。
(1)LEDを取り付けるLED設置部を有する側のリードフレーム(A)と、前記LEDとワイヤーにて接続する側のリードフレーム(B)とを有し、前記リードフレーム(A)とリードフレーム(B)が樹脂モールドされたLEDランプであって、少なくとも前記リードフレーム(A)とリードフレーム(B)の両方に接するように、絶縁性の熱伝導担体が設置されているLEDランプ。
【0011】
(2)LEDを取り付けるLED設置部を有するリードフレームに、前記LED設置部と前記LEDとが接合部を有して接合され、樹脂モールドされたLEDランプであって、少なくとも前記接合部より下方のLED設置部側において、絶縁性の熱伝導担体が前記LED設置部および前記リードフレームに隣接するように設置されているLEDランプ。
【0012】
(3)前記絶縁性の熱伝導担体が、樹脂よりも高い熱伝導率を有するLEDランプ。
【0013】
(4)前記絶縁性の熱伝導担体が、AlNを含むLEDランプ。
【0014】
(5)前記LEDランプの樹脂モールドが、砲弾型であるLEDランプ。
【0015】
(6)前記絶縁性の熱伝導担体の一部が、モールド樹脂の外部と接するLEDランプ。
【0016】
(7)樹脂モールド工程の前および、リードフレームにLEDを設置する前または後に、リードフレームに絶縁性の熱伝導担体を設置することを特徴とする、LEDランプの製造方法。
【発明の効果】
【0017】
本発明によれば、ランプの汎用性や製造ラインを維持しながら、高い放熱性と発光特性を有するランプ装置とその製造方法を得ることができる。
【発明を実施するための最良の形態】
【0018】
本発明の実施形態について、図面を参照しながら説明する。
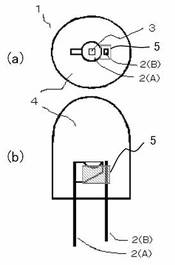
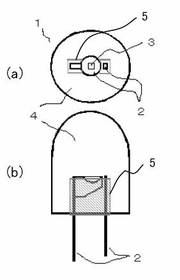
図1および図4〜図7は本発明の実施の形態のLEDランプの例を示す上面図(a)と縦断面図(b)である。図に示すLEDランプ1は、LED3の給電端子となるリードフレーム2と、例えば砲弾型に形成された透明封止樹脂4とからなり、絶縁性の熱伝導担体5を有している。
【0019】
本実施例ではランプの外観を砲弾型としたが、本発明はLED3を含むリードフレーム2の一部が透明封止樹脂4により封止された構成を満たしていればよく、透明封止樹脂4(モールド樹脂)の外形には左右されず、樹脂材質もエポキシやシリコンなど用途によって選択できる。
【0020】
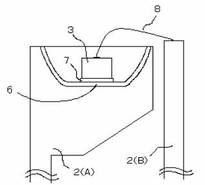
リードフレーム2にはLED3を接合するLED設置部6があり、LED設置部6は平面でも良いが、例えばカップ形状を有することがLED3の発光を効率よく放射する上で好ましい。図3にLED設置部周辺の拡大断面図を示す。LED設置部6を有する側をリードフレーム2(A)とし、以後(A)とも称する。LED3の下面は前記設置部6の上面に接合部7を介して電気的・熱的に接続され、LED3の上面は例えば金やアルミなどのワイヤー8などによりリードフレーム2の他端に接続される。LED3とワイヤー8にて接続する側をリードフレーム2(B)とし、以後(B)とも称する。
【0021】
リードフレーム2(A)およびリードフレーム2(B)を介してLED3に通電することによりLED3は発光し、発せられた光の大部分は透明封止樹脂4を通過して空気中へ放出される。絶縁性の熱伝導担体5は、発光方向に対して遮光しないように、前記LED設置部6よりも下方に設置されることが望ましい。このとき、絶縁性の熱伝導担体5は、透明封止樹脂4と空気との界面で放出されずに樹脂内に反射された光が前記設置部よりも下にいくことを防止し、光を反射し、光が目的とする方向に放射されるのを助ける効果も奏する。反射が起こるには絶縁性の熱伝導担体5は例えば白色であればよいが、絶縁性の熱伝導担体5が発光色に合わせて着色されていても良く、また蛍光を有していても良い。
【0022】
通電によってLED3は発熱し、その熱は周囲に拡散する。
本発明によれば、LED3から発する熱は、主に前記接合部7およびLED設置部6を経由してリードフレーム2および絶縁性の熱伝導担体5を通じて放熱される。そのため絶縁性の熱伝導担体5は、少なくとも前記接合部7より下方のLED設置部側において、前記設置部6およびリードフレーム2に接していることが好ましい。例えばLED設置部6のカップ形状がリードフレーム2の厚さに対して大きい場合は、絶縁性の熱伝導担体5はLED設置部6の下面(および側面)に接すればよい。これにより、熱はリードフレーム2と共に絶縁性の熱伝導担体5にも伝導しやすい。
【0023】
従来、熱はリードフレーム2のうちLED3を載せている側である(A)が主な伝熱経路であった。本発明によれば、絶縁性の熱伝導担体5をリードフレーム2(A)とリードフレーム2(B)の両方に接するようにすることで、LED3を載せていない側である(B)も熱的に十分に接続され、伝熱経路としての役割に十分に供されるようになる。したがって、絶縁性の熱伝導担体5はLED3を載せている側(A)に設置するだけでも伝熱経路を大きくするため効果があるが、リードフレーム2の足の両側(つまり(A)と(B))を繋ぐように設置されることで、伝熱効果が飛躍的に増加する。
【0024】
絶縁性の熱伝導担体5の一部がモールド樹脂よりも下に露出または突出していることが、系外の基板やヒートシンク等に熱的な接続をする場合には望ましい。ただし、前記のように絶縁性の熱伝導担体5がリードフレーム2の足の両側を繋ぐように設置されるような場合は、絶縁性の熱伝導担体5が樹脂に内包されていても良い。
【0025】
LEDランプ1は、透明封止樹脂4の素材にあわせて応力計算がなされている。絶縁性の熱伝導担体5の形状は応力集中が起こりにくいように、LEDランプ1に対して対称形(例えば円形、砲弾形)を有する方がより好ましい。
【0026】
絶縁性の熱伝導担体5の形状や配置を図1および図4〜図7に例示した。以下、各図の熱伝導体5の形状や配置について説明する。なお、絶縁性の熱伝導担体5の形状や配置は、上記のような効果を得るような構成であればよく、例示したものに限らない。縦断面図(b)の紙面おもて側、または裏側を主面とすると、いずれも熱伝導担体5がリードフレーム2の主面以外の部分(例えばリードフレームの側面)を含めて被うように図示しているが、少なくともリードフレーム2のうち面積の大きい主面のいずれか一方が熱伝導担体5と接する構成であれば良い。
【0027】
図1はLED設置部6の下部と接しながら、リードフレーム2(A)とリードフレーム2(B)を繋ぐように、リードフレーム2を両面から挟みこむ形で絶縁性の熱伝導担体5が配置されている。この配置であればLED3からの熱はLED3を載せている側である(A)だけでなく(B)側にも効果的に伝わり、放熱性が向上する。この例ではLED設置部6の下部とも接する形状としたが、たとえば(A)と(B)の隙間を埋めて熱的な接続をするのみならば、熱伝導担体5を隙間に合った最小の形状としてもよい。
【0028】
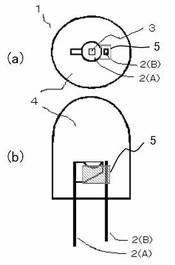
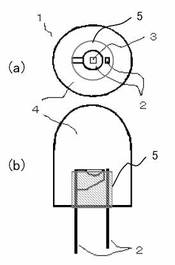
図4は図1に対して、絶縁性の熱伝導担体5の一部をモールド樹脂よりも下に露出または突出させた場合であり、モールド樹脂内のリードフレーム2の全体を被うように配置されている。ただし、発光方向に対して遮光しないようにカップ形状の設置部6よりも上には配置しない。モールド樹脂より下の部分の熱伝導担体5の形状については特に規定しない。外部のヒートシンク等と接するのに適した形状であればよい。
【0029】
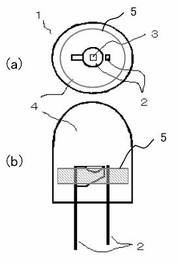
図5は図4において、熱伝導担体5の形状を円筒形としたものである。熱伝導の経路および外部との接続の面積が大きい。
【0030】
図6は図1において、熱伝導担体5の形状を円盤状とし、反射の効果を高めたものである。円盤の直径はモールド樹脂の直径の4/5以下が好ましい。4/5より大きいとモールド樹脂の強度を保てないためである。
【0031】
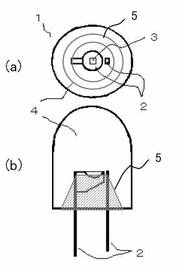
図7は図5において、熱伝導担体5の形状を円錐状としたものである。外部との接続面積がより大きく、放熱の向上かつ反射効果の向上が期待できる。
【0032】
絶縁性の熱伝導担体5はその効果を発揮するために、その熱伝導率が少なくとも樹脂よりも高い1W/m・K以上、より好ましくは10W/m・K以上が必要である。前述のように絶縁性の熱伝導担体5がリードフレーム2の足の両側を繋ぐように設置されるような場合は、絶縁性が高いものであればよく、主な構成材料としては石英ガラスやシリカ(SiO2)、アルミナ(Al2O3、23W/m・K)、マグネシア(MgO)などの酸化物や、窒化アルミ(AlN、250W/m・K)、窒化ホウ素(BN、63W/m・K)などの窒化物、炭化珪素(SiC、230W/m・K)等の無機絶縁物がよい。特にAlNは熱伝導率が高く好ましい。熱伝導率の一例として焼結体での値を例示した。
【0033】
前記のような構成材料を用いる場合、粉末を高温で焼結させたりする方が高い熱伝導が得られるため好ましい。別途成型したものをリードフレーム2に組み合わせた後に樹脂モールドする方法が良いが、焼結体は硬くもろいため、複雑な形状は困難である。焼結体を用いる場合、組み合わせで成型したり、成型物とリードフレーム2との隙間が出来ないようにするために、熱伝導性の接着剤などを用いても良い。また、絶縁性の熱伝導担体5は結合性や加工性を高めるための添加物やフィラーを含んでいても良い。
【0034】
前記材料の粉末からなるフィラーおよび樹脂等のバインダーを用いて絶縁性の熱伝導担体5を得ても良い。放熱フィラーによる成型物の熱伝導率はAlN粉末を原料として例えば10W/m・K程度であり、焼結体に比べて熱伝導率は落ちる。しかし、リードフレーム2を型にはめ、バインダーと共に粉末またはフィラーを充填して成型後に固化させる方法で容易に目的の形状が得られる。水分を通しにくい。リードフレーム2を劣化させない低温での処理が可能であり、LED3の設置前に、熱伝導担体5を有するリードフレーム2として連続的な製造が可能である。また、焼結体と前記フィラー成型物との複合体としてもよい。
【0035】
リードフレーム2は、絶縁性の熱伝導担体5との接続性が高くなるように、表面積が大きい方がより好ましい。いずれにしても、現行のランプの製造工程をそのまま使用し、樹脂モールドの前に絶縁性の熱伝導担体5を設置する工程を追加するだけで目的のランプが製造できる。
【実施例】
【0036】
以下、本発明の実施例を、図面を参照しながら説明する。
[実施例1]
図1に示すような絶縁性の熱伝導担体5を内包するランプ装置を作製した。透明封止樹脂4はエポキシ系とし、形状はφ5mmの砲弾型とした。絶縁性の熱伝導担体5はAlN焼結体を用い、直方体にリードフレームに合わせた空隙とカップ形状に合わせた窪みを有するように加工、成型した。なお、複数のリードフレームが切り離されていない状態でも取り付けられるようにスリットを入れた(図示せず)。樹脂モールド工程より前に前記絶縁性の熱伝導担体5を取り付けた以外は、従来と同様のランプ製造工程を用いた。
【0037】
[実施例2]
図4に示すような絶縁性の熱伝導担体5を有するランプ装置を作製した。絶縁性の熱伝導担体5の下端が透明封止樹脂4から露出するようにした。なお、透明封止樹脂4から熱伝導担体5およびリードフレーム2が下に抜けないように、熱伝導担体5の側面の一部に、凸または凹部を1つ以上設けてある(図示せず)。他は、実施例1と同様とした。
【0038】
[実施例3]
図5に示すような絶縁性の熱伝導担体5を有するランプ装置を作製した。絶縁性の熱伝導担体5を円柱形状とした以外は、実施例2と同様とした。
【0039】
[実施例4]
図6に示すような絶縁性の熱伝導担体5を内包するランプ装置を作製した。絶縁性の熱伝導担体5をφ4mmの円板形状とした以外は、実施例1と同様とした。
【0040】
[実施例5]
図7に示すような絶縁性の熱伝導担体5を有するランプ装置を作製した。絶縁性の熱伝導担体5を円錐形状とし、下端が透明封止樹脂4から露出するようにすると共に、熱伝導担体5の一部(外部と接する側の1/3)をAlN粉末フィラーとエポキシ系樹脂との混合物とした。他は、実施例1と同様とした。
【0041】
[比較例]
図2に示すような、従来と同じランプ装置を作製した。
【0042】
[性能比較]
300um角の赤色(660nm)および紫外(380nm)のLEDを用いて、通電中のランプ内の各所温度を計測するために、ΔVf法により、あらかじめLEDそのものの順方向電流と順方向電圧と周辺温度との関係よりLED発熱温度(ジャンクション温度)を求め、実際にランプ化した後に順方向電流を通電して各場所の温度を測定した。
LED発熱温度は、順方向電流が50mAにて赤色LEDが75℃、紫外LEDが83℃であった。
【0043】
実施例1および比較例に示すランプにおいて、室温25℃にて50mAの通電を開始し、60秒経過した時点での、ランプの樹脂モールド部から突出した箇所のリードフレームの足の温度を測定した。LED発熱温度と、リードフレーム2(A)およびリードフレーム2(B)の温度の測定結果の表1に示す。
【0044】
【表1】

【0045】
赤色LEDランプでは、絶縁性の熱伝導担体5が無い従来品(比較例)ではLED設置部6を有する側の(A)の温度が65℃まで上昇したが、LED設置部6を有さない側の(B)の温度は36℃であった。これに比べて実施例1では(A)の温度が45℃、(B)の温度は42℃であった。また、紫外LEDランプでは、従来品(比較例)では(A)の温度が77℃まで上昇したが、(B)の温度は41℃であり、実施例1では(A)の温度が59℃、(B)の温度は58℃であった。
【0046】
LED設置部6を有さない側のリードフレーム(B)からの有効的な放熱を含む、放熱性の向上が得られた。熱がリードフレーム(A)側に偏らないため、ランプ(とくに樹脂)の熱による劣化、ひずみも抑制することができる。特に紫外では紫外光による樹脂の劣化を抑えるためにも高温部を減らす必要があり、ランプの信頼性も向上できる。
【0047】
紫外LEDランプに室温で直流50mAの条件で連続通電を行い、ランプ信頼性の評価を行った。比較例では1000時間後の初期出力に対する出力の変化率が0.6であったが、実施例1では変化率は0.8であり、信頼性の向上効果が得られた。変化率が0.5となる通電時間をランプの寿命とすると、寿命が3倍以上増加した。
【0048】
次に、紫外LEDランプを用いて50mAにおけるランプの軸上出力の測定を行った。表2に比較例を基準とした場合の出力向上の割合を示す。
【0049】
【表2】
【0050】
実施例1〜5において、従来に比べて軸上出力の向上がみられ、特に実施例3〜5の効果が大きかった。放熱の効果と共に、ランプ後方への光が反射され前方に導かれ、配光性が高まったためである。
【図面の簡単な説明】
【0051】
【図1】本発明の実施例1におけるランプを示す上面図(a)と縦断面図(b)である。
【図2】従来の砲弾型ランプを示す上面図(a)と縦断面図(b)である。
【図3】従来の砲弾型ランプの拡大断面図である。
【図4】本発明の実施例2におけるランプを示す上面図(a)と縦断面図(b)である。
【図5】本発明の実施例3におけるランプを示す上面図(a)と縦断面図(b)である。
【図6】本発明の実施例4におけるランプを示す上面図(a)と縦断面図(b)である。
【図7】本発明の実施例5におけるランプを示す上面図(a)と縦断面図(b)である。
【符号の説明】
【0052】
1 LEDランプ
2 リードフレーム
2(A)LED設置部を有する側のリードフレーム
2(B)LEDとワイヤーにて接続する側のリードフレーム
3 LED
4 透明封止樹脂
5 絶縁性の熱伝導担体
6 LED設置部
7 接合部
8 ワイヤー
【技術分野】
【0001】
本発明は、砲弾型LEDランプのごときリードフレームを樹脂モールドしたLEDランプにおいて、高い放熱性と発光特性を有するランプおよびその製造方法に関する
【背景技術】
【0002】
従来、発光ダイオード(LED)のランプとして、金属製のリード端子にLEDを取り付けたリードフレームを封止樹脂で砲弾型にモールド成型した砲弾型ランプが知られており、広く市場に出回っている。従来の砲弾型ランプについて、一例として図2に上方からの上視図(a)と横方向から見た断面図(b)を示す。このような砲弾型ランプは、安価であり、他のSMDや金属板をベースにしたものに比べて多用されている。
【0003】
近年、青色や、白色LEDなどが開発され、さらに紫外LEDの研究も行われている。これらはバンドギャップの大きい材料が使用され、発光に必要な電力消費量は赤色などに比べて大きくなり、LEDの発熱量が増加している。LEDは自己発熱により発光出力が低下し、素子寿命が激減するため、発光特性を維持するために放熱性の高いランプの要求が高まっている。また、前記の発光色に限らずとも、LEDに大電流を通電して大きな出力を得ようとすると、LEDの発熱に対してランプの放熱性を高くする必要がある。特に紫外LEDについては発光効率が0.1〜10%程度と非常に悪く、大部分の電力が熱に変換されて放出されているという状況である。
【0004】
例えば特許文献1には、サブマウントや金属ベースを用いた放熱性の高いランプが開示されている。
【0005】
【特許文献1】特開2005−109282号公報
【0006】
しかしながら、このようなランプは製造コストがかかり、専用のパッケージが必要となるため汎用性がない。
【0007】
さらに、これらランプはサブマウントやリフレクター、回路基板、集光レンズなど、付帯する部品を多く使用するので、ランプ自身が大型化し、表示灯などのように、LEDを集積させたようなアプリケーションではランプ搭載率を上げられなく、所望の光出力を得られないといった問題や、使用する部品点数が多くなるため、ランプおよびランプ製造時の信頼性向上に多くの技術的最適化を要するなど、製造コスト、品質特性として負荷がかかるという課題がある。
【0008】
従来の砲弾型ランプでは、樹脂の熱伝導率が0.2〜0.3W/m・Kと低く、樹脂に比べて金属製のリードフレームの熱伝導率は100倍〜1000倍あるので、熱の多くはリードフレームを通じて系外に熱伝導される。しかし、その伝熱経路の断面積は小さいため、熱量のすべてを伝導できない。ランプの下にヒートシンク等の放熱板を設けても、放熱経路が小さいため大きな効果を得ることは困難であった。
【発明の開示】
【発明が解決しようとする課題】
【0009】
ランプの汎用性を維持しながら、高い放熱性と発光特性を有するランプ装置とその製造方法を得ることにある。
【課題を解決するための手段】
【0010】
上記目的を達成するため、本発明の要旨構成は以下の通りである。
(1)LEDを取り付けるLED設置部を有する側のリードフレーム(A)と、前記LEDとワイヤーにて接続する側のリードフレーム(B)とを有し、前記リードフレーム(A)とリードフレーム(B)が樹脂モールドされたLEDランプであって、少なくとも前記リードフレーム(A)とリードフレーム(B)の両方に接するように、絶縁性の熱伝導担体が設置されているLEDランプ。
【0011】
(2)LEDを取り付けるLED設置部を有するリードフレームに、前記LED設置部と前記LEDとが接合部を有して接合され、樹脂モールドされたLEDランプであって、少なくとも前記接合部より下方のLED設置部側において、絶縁性の熱伝導担体が前記LED設置部および前記リードフレームに隣接するように設置されているLEDランプ。
【0012】
(3)前記絶縁性の熱伝導担体が、樹脂よりも高い熱伝導率を有するLEDランプ。
【0013】
(4)前記絶縁性の熱伝導担体が、AlNを含むLEDランプ。
【0014】
(5)前記LEDランプの樹脂モールドが、砲弾型であるLEDランプ。
【0015】
(6)前記絶縁性の熱伝導担体の一部が、モールド樹脂の外部と接するLEDランプ。
【0016】
(7)樹脂モールド工程の前および、リードフレームにLEDを設置する前または後に、リードフレームに絶縁性の熱伝導担体を設置することを特徴とする、LEDランプの製造方法。
【発明の効果】
【0017】
本発明によれば、ランプの汎用性や製造ラインを維持しながら、高い放熱性と発光特性を有するランプ装置とその製造方法を得ることができる。
【発明を実施するための最良の形態】
【0018】
本発明の実施形態について、図面を参照しながら説明する。
図1および図4〜図7は本発明の実施の形態のLEDランプの例を示す上面図(a)と縦断面図(b)である。図に示すLEDランプ1は、LED3の給電端子となるリードフレーム2と、例えば砲弾型に形成された透明封止樹脂4とからなり、絶縁性の熱伝導担体5を有している。
【0019】
本実施例ではランプの外観を砲弾型としたが、本発明はLED3を含むリードフレーム2の一部が透明封止樹脂4により封止された構成を満たしていればよく、透明封止樹脂4(モールド樹脂)の外形には左右されず、樹脂材質もエポキシやシリコンなど用途によって選択できる。
【0020】
リードフレーム2にはLED3を接合するLED設置部6があり、LED設置部6は平面でも良いが、例えばカップ形状を有することがLED3の発光を効率よく放射する上で好ましい。図3にLED設置部周辺の拡大断面図を示す。LED設置部6を有する側をリードフレーム2(A)とし、以後(A)とも称する。LED3の下面は前記設置部6の上面に接合部7を介して電気的・熱的に接続され、LED3の上面は例えば金やアルミなどのワイヤー8などによりリードフレーム2の他端に接続される。LED3とワイヤー8にて接続する側をリードフレーム2(B)とし、以後(B)とも称する。
【0021】
リードフレーム2(A)およびリードフレーム2(B)を介してLED3に通電することによりLED3は発光し、発せられた光の大部分は透明封止樹脂4を通過して空気中へ放出される。絶縁性の熱伝導担体5は、発光方向に対して遮光しないように、前記LED設置部6よりも下方に設置されることが望ましい。このとき、絶縁性の熱伝導担体5は、透明封止樹脂4と空気との界面で放出されずに樹脂内に反射された光が前記設置部よりも下にいくことを防止し、光を反射し、光が目的とする方向に放射されるのを助ける効果も奏する。反射が起こるには絶縁性の熱伝導担体5は例えば白色であればよいが、絶縁性の熱伝導担体5が発光色に合わせて着色されていても良く、また蛍光を有していても良い。
【0022】
通電によってLED3は発熱し、その熱は周囲に拡散する。
本発明によれば、LED3から発する熱は、主に前記接合部7およびLED設置部6を経由してリードフレーム2および絶縁性の熱伝導担体5を通じて放熱される。そのため絶縁性の熱伝導担体5は、少なくとも前記接合部7より下方のLED設置部側において、前記設置部6およびリードフレーム2に接していることが好ましい。例えばLED設置部6のカップ形状がリードフレーム2の厚さに対して大きい場合は、絶縁性の熱伝導担体5はLED設置部6の下面(および側面)に接すればよい。これにより、熱はリードフレーム2と共に絶縁性の熱伝導担体5にも伝導しやすい。
【0023】
従来、熱はリードフレーム2のうちLED3を載せている側である(A)が主な伝熱経路であった。本発明によれば、絶縁性の熱伝導担体5をリードフレーム2(A)とリードフレーム2(B)の両方に接するようにすることで、LED3を載せていない側である(B)も熱的に十分に接続され、伝熱経路としての役割に十分に供されるようになる。したがって、絶縁性の熱伝導担体5はLED3を載せている側(A)に設置するだけでも伝熱経路を大きくするため効果があるが、リードフレーム2の足の両側(つまり(A)と(B))を繋ぐように設置されることで、伝熱効果が飛躍的に増加する。
【0024】
絶縁性の熱伝導担体5の一部がモールド樹脂よりも下に露出または突出していることが、系外の基板やヒートシンク等に熱的な接続をする場合には望ましい。ただし、前記のように絶縁性の熱伝導担体5がリードフレーム2の足の両側を繋ぐように設置されるような場合は、絶縁性の熱伝導担体5が樹脂に内包されていても良い。
【0025】
LEDランプ1は、透明封止樹脂4の素材にあわせて応力計算がなされている。絶縁性の熱伝導担体5の形状は応力集中が起こりにくいように、LEDランプ1に対して対称形(例えば円形、砲弾形)を有する方がより好ましい。
【0026】
絶縁性の熱伝導担体5の形状や配置を図1および図4〜図7に例示した。以下、各図の熱伝導体5の形状や配置について説明する。なお、絶縁性の熱伝導担体5の形状や配置は、上記のような効果を得るような構成であればよく、例示したものに限らない。縦断面図(b)の紙面おもて側、または裏側を主面とすると、いずれも熱伝導担体5がリードフレーム2の主面以外の部分(例えばリードフレームの側面)を含めて被うように図示しているが、少なくともリードフレーム2のうち面積の大きい主面のいずれか一方が熱伝導担体5と接する構成であれば良い。
【0027】
図1はLED設置部6の下部と接しながら、リードフレーム2(A)とリードフレーム2(B)を繋ぐように、リードフレーム2を両面から挟みこむ形で絶縁性の熱伝導担体5が配置されている。この配置であればLED3からの熱はLED3を載せている側である(A)だけでなく(B)側にも効果的に伝わり、放熱性が向上する。この例ではLED設置部6の下部とも接する形状としたが、たとえば(A)と(B)の隙間を埋めて熱的な接続をするのみならば、熱伝導担体5を隙間に合った最小の形状としてもよい。
【0028】
図4は図1に対して、絶縁性の熱伝導担体5の一部をモールド樹脂よりも下に露出または突出させた場合であり、モールド樹脂内のリードフレーム2の全体を被うように配置されている。ただし、発光方向に対して遮光しないようにカップ形状の設置部6よりも上には配置しない。モールド樹脂より下の部分の熱伝導担体5の形状については特に規定しない。外部のヒートシンク等と接するのに適した形状であればよい。
【0029】
図5は図4において、熱伝導担体5の形状を円筒形としたものである。熱伝導の経路および外部との接続の面積が大きい。
【0030】
図6は図1において、熱伝導担体5の形状を円盤状とし、反射の効果を高めたものである。円盤の直径はモールド樹脂の直径の4/5以下が好ましい。4/5より大きいとモールド樹脂の強度を保てないためである。
【0031】
図7は図5において、熱伝導担体5の形状を円錐状としたものである。外部との接続面積がより大きく、放熱の向上かつ反射効果の向上が期待できる。
【0032】
絶縁性の熱伝導担体5はその効果を発揮するために、その熱伝導率が少なくとも樹脂よりも高い1W/m・K以上、より好ましくは10W/m・K以上が必要である。前述のように絶縁性の熱伝導担体5がリードフレーム2の足の両側を繋ぐように設置されるような場合は、絶縁性が高いものであればよく、主な構成材料としては石英ガラスやシリカ(SiO2)、アルミナ(Al2O3、23W/m・K)、マグネシア(MgO)などの酸化物や、窒化アルミ(AlN、250W/m・K)、窒化ホウ素(BN、63W/m・K)などの窒化物、炭化珪素(SiC、230W/m・K)等の無機絶縁物がよい。特にAlNは熱伝導率が高く好ましい。熱伝導率の一例として焼結体での値を例示した。
【0033】
前記のような構成材料を用いる場合、粉末を高温で焼結させたりする方が高い熱伝導が得られるため好ましい。別途成型したものをリードフレーム2に組み合わせた後に樹脂モールドする方法が良いが、焼結体は硬くもろいため、複雑な形状は困難である。焼結体を用いる場合、組み合わせで成型したり、成型物とリードフレーム2との隙間が出来ないようにするために、熱伝導性の接着剤などを用いても良い。また、絶縁性の熱伝導担体5は結合性や加工性を高めるための添加物やフィラーを含んでいても良い。
【0034】
前記材料の粉末からなるフィラーおよび樹脂等のバインダーを用いて絶縁性の熱伝導担体5を得ても良い。放熱フィラーによる成型物の熱伝導率はAlN粉末を原料として例えば10W/m・K程度であり、焼結体に比べて熱伝導率は落ちる。しかし、リードフレーム2を型にはめ、バインダーと共に粉末またはフィラーを充填して成型後に固化させる方法で容易に目的の形状が得られる。水分を通しにくい。リードフレーム2を劣化させない低温での処理が可能であり、LED3の設置前に、熱伝導担体5を有するリードフレーム2として連続的な製造が可能である。また、焼結体と前記フィラー成型物との複合体としてもよい。
【0035】
リードフレーム2は、絶縁性の熱伝導担体5との接続性が高くなるように、表面積が大きい方がより好ましい。いずれにしても、現行のランプの製造工程をそのまま使用し、樹脂モールドの前に絶縁性の熱伝導担体5を設置する工程を追加するだけで目的のランプが製造できる。
【実施例】
【0036】
以下、本発明の実施例を、図面を参照しながら説明する。
[実施例1]
図1に示すような絶縁性の熱伝導担体5を内包するランプ装置を作製した。透明封止樹脂4はエポキシ系とし、形状はφ5mmの砲弾型とした。絶縁性の熱伝導担体5はAlN焼結体を用い、直方体にリードフレームに合わせた空隙とカップ形状に合わせた窪みを有するように加工、成型した。なお、複数のリードフレームが切り離されていない状態でも取り付けられるようにスリットを入れた(図示せず)。樹脂モールド工程より前に前記絶縁性の熱伝導担体5を取り付けた以外は、従来と同様のランプ製造工程を用いた。
【0037】
[実施例2]
図4に示すような絶縁性の熱伝導担体5を有するランプ装置を作製した。絶縁性の熱伝導担体5の下端が透明封止樹脂4から露出するようにした。なお、透明封止樹脂4から熱伝導担体5およびリードフレーム2が下に抜けないように、熱伝導担体5の側面の一部に、凸または凹部を1つ以上設けてある(図示せず)。他は、実施例1と同様とした。
【0038】
[実施例3]
図5に示すような絶縁性の熱伝導担体5を有するランプ装置を作製した。絶縁性の熱伝導担体5を円柱形状とした以外は、実施例2と同様とした。
【0039】
[実施例4]
図6に示すような絶縁性の熱伝導担体5を内包するランプ装置を作製した。絶縁性の熱伝導担体5をφ4mmの円板形状とした以外は、実施例1と同様とした。
【0040】
[実施例5]
図7に示すような絶縁性の熱伝導担体5を有するランプ装置を作製した。絶縁性の熱伝導担体5を円錐形状とし、下端が透明封止樹脂4から露出するようにすると共に、熱伝導担体5の一部(外部と接する側の1/3)をAlN粉末フィラーとエポキシ系樹脂との混合物とした。他は、実施例1と同様とした。
【0041】
[比較例]
図2に示すような、従来と同じランプ装置を作製した。
【0042】
[性能比較]
300um角の赤色(660nm)および紫外(380nm)のLEDを用いて、通電中のランプ内の各所温度を計測するために、ΔVf法により、あらかじめLEDそのものの順方向電流と順方向電圧と周辺温度との関係よりLED発熱温度(ジャンクション温度)を求め、実際にランプ化した後に順方向電流を通電して各場所の温度を測定した。
LED発熱温度は、順方向電流が50mAにて赤色LEDが75℃、紫外LEDが83℃であった。
【0043】
実施例1および比較例に示すランプにおいて、室温25℃にて50mAの通電を開始し、60秒経過した時点での、ランプの樹脂モールド部から突出した箇所のリードフレームの足の温度を測定した。LED発熱温度と、リードフレーム2(A)およびリードフレーム2(B)の温度の測定結果の表1に示す。
【0044】
【表1】
【0045】
赤色LEDランプでは、絶縁性の熱伝導担体5が無い従来品(比較例)ではLED設置部6を有する側の(A)の温度が65℃まで上昇したが、LED設置部6を有さない側の(B)の温度は36℃であった。これに比べて実施例1では(A)の温度が45℃、(B)の温度は42℃であった。また、紫外LEDランプでは、従来品(比較例)では(A)の温度が77℃まで上昇したが、(B)の温度は41℃であり、実施例1では(A)の温度が59℃、(B)の温度は58℃であった。
【0046】
LED設置部6を有さない側のリードフレーム(B)からの有効的な放熱を含む、放熱性の向上が得られた。熱がリードフレーム(A)側に偏らないため、ランプ(とくに樹脂)の熱による劣化、ひずみも抑制することができる。特に紫外では紫外光による樹脂の劣化を抑えるためにも高温部を減らす必要があり、ランプの信頼性も向上できる。
【0047】
紫外LEDランプに室温で直流50mAの条件で連続通電を行い、ランプ信頼性の評価を行った。比較例では1000時間後の初期出力に対する出力の変化率が0.6であったが、実施例1では変化率は0.8であり、信頼性の向上効果が得られた。変化率が0.5となる通電時間をランプの寿命とすると、寿命が3倍以上増加した。
【0048】
次に、紫外LEDランプを用いて50mAにおけるランプの軸上出力の測定を行った。表2に比較例を基準とした場合の出力向上の割合を示す。
【0049】
【表2】
【0050】
実施例1〜5において、従来に比べて軸上出力の向上がみられ、特に実施例3〜5の効果が大きかった。放熱の効果と共に、ランプ後方への光が反射され前方に導かれ、配光性が高まったためである。
【図面の簡単な説明】
【0051】
【図1】本発明の実施例1におけるランプを示す上面図(a)と縦断面図(b)である。
【図2】従来の砲弾型ランプを示す上面図(a)と縦断面図(b)である。
【図3】従来の砲弾型ランプの拡大断面図である。
【図4】本発明の実施例2におけるランプを示す上面図(a)と縦断面図(b)である。
【図5】本発明の実施例3におけるランプを示す上面図(a)と縦断面図(b)である。
【図6】本発明の実施例4におけるランプを示す上面図(a)と縦断面図(b)である。
【図7】本発明の実施例5におけるランプを示す上面図(a)と縦断面図(b)である。
【符号の説明】
【0052】
1 LEDランプ
2 リードフレーム
2(A)LED設置部を有する側のリードフレーム
2(B)LEDとワイヤーにて接続する側のリードフレーム
3 LED
4 透明封止樹脂
5 絶縁性の熱伝導担体
6 LED設置部
7 接合部
8 ワイヤー
【特許請求の範囲】
【請求項1】
LEDを取り付けるLED設置部を有する側のリードフレーム(A)と、前記LEDとワイヤーにて接続する側のリードフレーム(B)とを有し、前記リードフレーム(A)とリードフレーム(B)が樹脂モールドされたLEDランプであって、少なくとも前記リードフレーム(A)とリードフレーム(B)の両方に接するように、絶縁性の熱伝導担体が設置されているLEDランプ。
【請求項2】
LEDを取り付けるLED設置部を有するリードフレームに、前記LED設置部と前記LEDとが接合部を有して接合され、樹脂モールドされたLEDランプであって、少なくとも前記接合部より下方のLED設置部側において、絶縁性の熱伝導担体が前記LED設置部および前記リードフレームに隣接するように設置されているLEDランプ。
【請求項3】
前記絶縁性の熱伝導担体が、樹脂よりも高い熱伝導率を有する請求項1または2記載のLEDランプ。
【請求項4】
前記絶縁性の熱伝導担体が、AlNを含む請求項1または2記載のLEDランプ。
【請求項5】
前記LEDランプの樹脂モールドが、砲弾型である請求項1または2記載のLEDランプ。
【請求項6】
前記絶縁性の熱伝導担体の一部が、モールド樹脂の外部と接する請求項1または2記載のLEDランプ。
【請求項7】
樹脂モールド工程の前および、リードフレームにLEDを設置する前または後に、リードフレームに絶縁性の熱伝導担体を設置することを特徴とする、LEDランプの製造方法。
【請求項1】
LEDを取り付けるLED設置部を有する側のリードフレーム(A)と、前記LEDとワイヤーにて接続する側のリードフレーム(B)とを有し、前記リードフレーム(A)とリードフレーム(B)が樹脂モールドされたLEDランプであって、少なくとも前記リードフレーム(A)とリードフレーム(B)の両方に接するように、絶縁性の熱伝導担体が設置されているLEDランプ。
【請求項2】
LEDを取り付けるLED設置部を有するリードフレームに、前記LED設置部と前記LEDとが接合部を有して接合され、樹脂モールドされたLEDランプであって、少なくとも前記接合部より下方のLED設置部側において、絶縁性の熱伝導担体が前記LED設置部および前記リードフレームに隣接するように設置されているLEDランプ。
【請求項3】
前記絶縁性の熱伝導担体が、樹脂よりも高い熱伝導率を有する請求項1または2記載のLEDランプ。
【請求項4】
前記絶縁性の熱伝導担体が、AlNを含む請求項1または2記載のLEDランプ。
【請求項5】
前記LEDランプの樹脂モールドが、砲弾型である請求項1または2記載のLEDランプ。
【請求項6】
前記絶縁性の熱伝導担体の一部が、モールド樹脂の外部と接する請求項1または2記載のLEDランプ。
【請求項7】
樹脂モールド工程の前および、リードフレームにLEDを設置する前または後に、リードフレームに絶縁性の熱伝導担体を設置することを特徴とする、LEDランプの製造方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2009−146982(P2009−146982A)
【公開日】平成21年7月2日(2009.7.2)
【国際特許分類】
【出願番号】特願2007−320681(P2007−320681)
【出願日】平成19年12月12日(2007.12.12)
【出願人】(506334182)DOWAエレクトロニクス株式会社 (336)
【Fターム(参考)】
【公開日】平成21年7月2日(2009.7.2)
【国際特許分類】
【出願日】平成19年12月12日(2007.12.12)
【出願人】(506334182)DOWAエレクトロニクス株式会社 (336)
【Fターム(参考)】
[ Back to top ]