
LED発光素子用保持基板、その製造方法及びLED発光素子
【課題】LEDを構成するIII−V族半導体結晶と線熱膨張率の差が小さく、かつ熱伝導性に優れ、更に製造時に使用される酸及びアルカリ溶液に対する耐薬品性に優れた高出力LED用として好適なLED発光素子用保持基板を提供することである。
【解決手段】 外周部が厚み0.1〜2.0mmのアルミニウムまたはアルミニウム合金で覆われており、両主面に金属含浸セラミックス複合体が露出した基板の両面に、アルミニウムまたはアルミニウム合金が厚み0.05〜2μm形成され、窒素、アルゴン、水素、ヘリウム又は真空雰囲気中で460〜650℃で1分間以上加熱処理した後、全面に厚み0.5〜5μmのNiめっき層および厚み0.05〜2μmの金めっき層を順次形成されたLED発光素子用保持基板を提供する。
【解決手段】 外周部が厚み0.1〜2.0mmのアルミニウムまたはアルミニウム合金で覆われており、両主面に金属含浸セラミックス複合体が露出した基板の両面に、アルミニウムまたはアルミニウム合金が厚み0.05〜2μm形成され、窒素、アルゴン、水素、ヘリウム又は真空雰囲気中で460〜650℃で1分間以上加熱処理した後、全面に厚み0.5〜5μmのNiめっき層および厚み0.05〜2μmの金めっき層を順次形成されたLED発光素子用保持基板を提供する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、LED発光素子用保持基板、その製造方法及びLED発光素子に関する。
【背景技術】
【0002】
LED(発光ダイオード)は、半導体のpn接合に順方向電流を流すと発光する素子であり、GaAs、GaN等のIII−V族半導体結晶を用いて製造される。たとえば、サファイア基板等の単結晶成長基板上に、GaN等のバッファー層を形成し、その上にGaNをエピタキシャル成長させる方法が提案されている(特許文献1)。しかし、この方法にあっては、サファイア基板とGaNとの線膨張係数差のために、エピタキシャル成長後のサファイア基板に反りが発生し、基板が割れることがあった。さらには、サファイア基板を構成する単結晶サファイアの熱伝導率が40W/mK程度であるので、GaN等のIII−V族半導体素子で発生する熱を十分に放熱することができなかった。このため、大電流を流す高出力LEDでは素子の温度が上昇して発光効率と素子寿命の低下を招いた。
【0003】
放熱性を改善するため、単結晶成長基板上にIII−V族半導体結晶をエピタキシャル成長させた後に、金属層を介して高熱伝導性の基板を接合し、その後、単結晶成長基板を除去する方法が提案されているが(特許文献2)、III−V族半導体結晶との線膨張係数差が大きく、高出力LED用には十分満足できるものではなかった。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特公平5−73252号公報
【特許文献2】特開2006−128710号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明の目的は、III−V族半導体結晶から構成されているLED(以下、単にLEDともいう。)との線膨張率差が小さく、しかも熱伝導性に優れた、LED発光素子用保持基板及びLED発光素子を提供することである。
【0006】
更に、本発明が解決しようとする課題は、LED発光素子製造時に使用される酸およびアルカリ溶液に対する、耐薬品性に優れた、高出力LED用として好適なLED発光素子用保持基板を提供することである。
【課題を解決するための手段】
【0007】
外周部が厚み0.1〜2.0mmのアルミニウムまたはアルミニウム合金で覆われており、両主面に金属含浸セラミックス複合体が露出した基板の両主面に、アルミニウムまたはアルミニウム合金層が厚み0.05〜2μmで形成され、窒素、アルゴン、水素、ヘリウム又は真空雰囲気中で460〜650℃で1分間以上加熱処理した後、全面に厚み0.5〜5μmのNiめっき層および厚み0.05〜2μmの金めっき層が順次形成されたLED発光素子用保持基板である。
【0008】
更に、本発明の金属含浸セラミックス複合体は、気孔率が10〜50体積%の炭化珪素からなる多孔体に、金属が含浸されてなるものであり、金属含浸セラミックス複合体の3点曲げ強度が50MPa以上、温度25℃の熱伝導率が150〜300W/mK、温度25℃〜150℃の線熱膨張係数が4×10-6〜9×10-6/K、体積固有抵抗が10-9〜10-5Ω・mであり、板厚が0.05〜1.0mmで、表面粗さ(Ra)0.01〜0.5μmに、研削加工してなる。
【0009】
更に、本発明は、下記の工程を順次経て製造される、LED発光素子。
(1)円板状又は平板状の単結晶成長基板の一主面上に、III−V族半導体結晶をエピタキシャル成長させる工程。
(2)III−V族半導体結晶面に金属層を介して、請求項1、2または3記載のLED発光素子用保持基板を接合し、レーザー照射、エッチング、研削のいずれかの方法により、単結晶成長基板を除去する工程。
(3)III−V族半導体結晶面の表面加工、電極形成を行った後、切断加工する工程。
【0010】
加えて、本発明は、単結晶成長基板が、単結晶サファイア、単結晶炭化珪素、単結晶GaAs、単結晶Siの群から選ばれることを特徴とするLED発光素子、又は、単結晶成長基板が、AlN、SiC、GaN、GaAsの群から選ばれる材料で表面コーティングされたことを特徴とするLED発光素子である。
【0011】
更に加えて、本発明は、III−V族半導体結晶が、GaN、GaAs、GaPのいずれかであることを特徴とするLED発光素子である。
【発明の効果】
【0012】
LEDを構成するIII−V族半導体結晶と線熱膨張率の差の小さい、高熱伝導性のLED発光素子用保持基板が得られる。このLED発光素子用保持基板を用いることにより、放熱性、信頼性に優れた高出力のLED発光素子を提供することができる。更に、本発明のLED発光素子用保持基板は、LED発光素子製造時に使用される酸及びアルカリ溶液に対する耐薬品性に優れると共に、導電性であり、LEDを構成するIII−V族半導体結晶の両面に電極を形成することができる。そのため、LED発光素子の製造プロセスの低減、並びに単位面積当たりの発光量の増加を達成できる。
【図面の簡単な説明】
【0013】
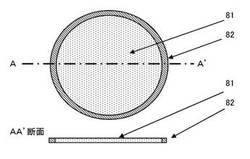
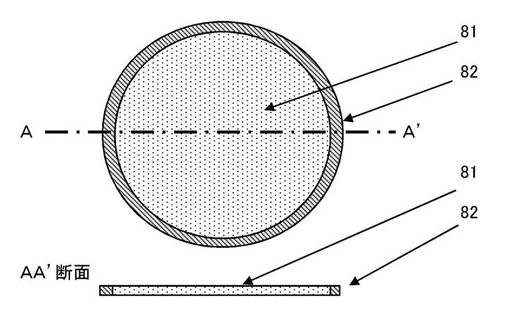
【図1】請求項1の金属含浸セラミックス複合体の説明図
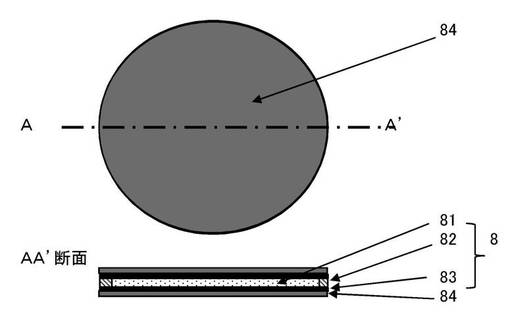
【図2】LED発光素子用保持基板の説明図
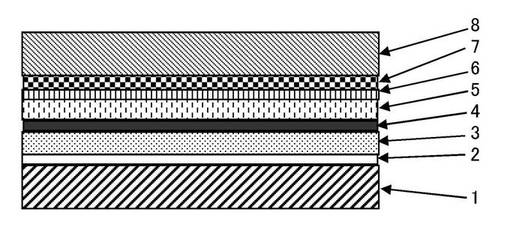
【図3】本発明の一実施の形態を示す、LED発光素子の概略断面図
【図4】本発明の一実施の形態を示す、LED発光素子の概略断面図
【図5】本発明の一実施の形態を示す、LED発光素子の概略断面図
【発明を実施するための形態】
【0014】
本発明で用いる単結晶成長基板は、後の工程でエピタキシャル成長させるIII−V族半導体結晶との格子定数の差が小さく、かつ欠陥の少ない材料が必要である。結晶性と均一性の点から、単結晶材料を加工して用いるのが一般的である。これらの単結晶成長基板は、III−V族半導体結晶をエピタキシャル成長させる工程における温度、雰囲気に耐えることが必要である。このため、本発明で用いる単結晶成長基板用の材料は、単結晶サファイア、単結晶炭化珪素、単結晶GaAs、単結晶Siの群から選ばれることが好ましい。更に、本発明で用いる単結晶成長基板は、AlN、SiC、GaN、GaAsの群から選ばれる材料で表面コーティングされることが好ましい。
【0015】
LEDを構成するIII−V族半導体結晶は、LED発光素子としての変換効率の点から、GaN、GaAs、GaPのいずれかであることが好ましい。これらのIII−V族半導体結晶は高い発光効率が得られ、用途に応じて使い分けられる。III−V族半導体結晶は、用途毎の最適発光波長に応じて選択される。
【0016】
本発明では、先ず、これらの単結晶成長基板の一主面上にエピタキシャル成長で、III−V族半導体結晶を成長させる。III−V族半導体結晶のエピタキシャル成長は、有機金属気相成長法(MOCVD法)又はハライド気相エピタキシャル法(HVPE法)により行うことが好ましい。MOCVD法は、結晶性の良いIII−V族半導体結晶を成長させるのに適しており、HVPE法は、結晶成長速度が速く、効率よくIII−V族半導体結晶を成長させることができる。これらの方法は公知であり、実施条件は適宜設定することができる。エピタキシャル成長の方法は、III−V族半導体結晶を成長させることのできる方法であれば、前記の方法に限定されるものではない。
【0017】
エピタキシャル成長させたIII−V族半導体結晶は、発光特性を更に向上させるため、表面処理を施すことも可能である。また、結晶表面の均一性等を向上させるため、表面をエッチング処理や研磨処理することもある。保持基板と接合するため、III−V族半導体結晶の表面に蒸着法、スパッタ法等の手法により、金属層を形成する。金属層は、インジウム、アルミニウム、金、銀及びこれらの合金が好ましい。金属層の厚みは、金属の線熱膨張係数がIII−V族半導体結晶と異なる為、極端に厚いと密着性が低下して好ましくない。金属層の熱伝導率が低い場合は、放熱の面からも好ましくない。このため、金属層の厚みは、0.5〜10μmであることが好ましく、更に好ましくは、0.5〜2μmである。
【0018】
III−V族半導体結晶に接合するため、保持基板にも、同様に表面に蒸着法、スパッタ法等により、金属層を形成する。金属層は、インジウム、アルミニウム、金、銀及びこれらの合金が好ましい。保持基板に求められる特性は、(1)接合に耐え得る強度を有すること(2)接合面にボイドや異物等の介在物が無く、接合面が平坦であることである。(1)の条件を満たすには、保持基板の3点曲げ強度が50MPa以上であり、好ましくは200MPa以上である。(2)の条件を満たすには、保持基板の表面粗さ(Ra)が0.01〜0.5μmであり、好ましくは、0.01〜0.2μmである。
【0019】
III−V族半導体結晶と保持基板の接合は、必要に応じて加圧を行いながら、接合面を合わせた状態で加熱して行う。加熱温度は金属層の種類によって異なるが、一般に250℃〜550℃である。加圧の圧力は、2〜20MPaが一般的である。
【0020】
保持基板は、III−V族半導体結晶と接合して用いる為、両材料の線熱膨張係数の差が小さいことが重要である。このため、保持基板に用いる金属含浸セラミックス複合体の温度40℃〜150℃の線熱膨張係数が4×10-6〜9×10-6/Kであることが好ましい。更に好ましくは、4×10-6〜7×10-6/Kである。金属含浸セラミックス複合体の温度40℃〜150℃での線熱膨張係数が4×10-6〜9×10-6/Kの範囲を外れた場合、接合するIII−V族半導体結晶又は成長基板との線熱膨張係数差により、接合後に反りが発生したり、LED発光素子として使用する際に接合層の剥離が発生したり、III−V族半導体結晶が割れてしまう場合があり好ましくない。
【0021】
本発明の保持基板は、LED発光素子のベース基板となる。当該基板を介して、III−V族半導体素子で発生する熱の大半を放熱することとなり、当該基板には高い放熱特性が要求される。このため、保持基板に用いる金属含浸セラミックス複合体の温度25℃での熱伝導率は、100〜300W/mKであることが好ましく、更に好ましくは、150〜300W/mKである。熱伝導率が100W/mK未満では、III−V族半導体素子で発生する熱を十分に放熱することができず、特に大電流を流す必要のある高出力LEDでは、素子の温度が上がり発光効率の低下、それに伴う素子寿命の低下が起こり好ましくない。一方、熱伝導率の上限値に関しては、特性面からの制約はないが、基板材料が極端に高価になってしまう。
【0022】
放熱性の面から、保持基板の板厚は薄い方が好ましい。一方で、III−V族半導体素子の保持及びLED発光素子作製時のハンドリング等に耐え得る強度が必要なため、一定の板厚が必要である。保持基板の板厚は、0.05mm〜1mmが好ましく、0.05mm〜0.3mmがより好ましい。保持基板の板厚が1mmを超えるとLED発光素子の放熱特性が低下して好ましくない。本発明の保持基板は、III−V族半導体結晶と接合した後、必要に応じて研磨等により薄板化することもできる。
【0023】
本発明では、III−V族半導体結晶と保持基板とを金属層を介して接合した後、単結晶成長基板を除去する。単結晶成長基板の除去は、基板側よりレーザー照射を行い除去する方法が一般的である。この他にも、研磨やエッチングにより単結晶成長基板を除去することもできる。単結晶成長基板を除去したIII−V族半導体結晶面は、必要に応じて表面の研磨、エッチングを行い所望する表面形状に仕上げた後、蒸着法、スパッタ法等の手法により、電極を形成する。更に、レーザーカット又はダイシングにて所定形状に切断して、LED発光素子を製造する。
【0024】
本発明の保持基板には、LED発光素子製造プロセスでの耐薬品特性が必要であり、具体的には、温度25℃の5規定のHCl溶液及び温度75℃の10規定のNaOH溶液にそれぞれ1分間浸漬したときの少なくとも一主面の単位面積当たりの重量減少量が0. 2mg/cm2以下が好ましく、更に好ましくは、重量減少量が0.1mg/cm2以下である。温度25℃の5規定のHCl溶液及び温度75℃の10規定のNaOH溶液にそれぞれ1分間浸漬したときの単位面積当たりの重量減少量が0.2mg/cm2を超えると、金属含浸セラミックス複合体中の金属成分の溶出に伴う熱伝導率等の特性低下が発生すると共に、レーザーカット又はダイシングにて所定形状に切断する際にチッピングが発生し、LED発光素子の歩留まりが低下するために好ましくない。本発明の保持基板の実使用においては、保持基板の一主面は、III−V族半導体結晶と金属層を介して接合されるため、非接合面が、上述した耐薬品特性を満たすものであればよい。
【0025】
本発明の保持基板は、基板自体が導電性を有している。このため、LEDを構成するIII−V族半導体結晶の両面に電極を形成することができる。サファイア基板等の絶縁材料を基板として用いる場合、上部のp型又はn型のIII−V族半導体結晶の一部をエッチング等で除去して、同一面側に電極を形成する必要がある。本発明では、LED発光素子の製造プロセスの低減が可能である。更に、p型又はn型の片方のIII−V族半導体結晶の一部をエッチング等で除去して電極形成する必要がないため、LED発光素子の単位面積当たりの発光量を増加させることができる。本発明の保持基板に用いる金属含浸セラミックス複合体の体積固有抵抗は、10-9〜10-5Ω・mが好ましい。体積固有抵抗が10-5Ω・mを超えると、発光効率の低下等が起こり好ましくない。体積固有抵抗の下限値は、特性面での制約はないが、材料組成から10-9Ω・m以上が一般的である。
【0026】
金属含浸セラミックス複合体の製法は、含浸法と粉末冶金法の2種に大別される。このうち、熱伝導率等の特性面から実際に商品化されているのは、含浸法によるものである。含浸法にも種々の製法があり、常圧で行う方法と、高圧下で行う方法(高圧鍛造法)がある。高圧鍛造法には、溶湯鍛造法とダイキャスト法がある。本発明に好適な方法は、高圧下で含浸を行う高圧鍛造法であり、熱伝導率等の特性に優れた緻密な複合体を得るには溶湯鍛造法が好ましい。溶湯鍛造法は、高圧容器内に、セラミックス粉末又は成形体を装填し、これにアルミニウム合金等の溶湯を高温、高圧下で含浸させて複合材料を得る方法である。
【0027】
以下、溶湯鍛造法による製法例を説明する。原料であるセラミックスは、熱伝導率が高く、線熱膨張係数の小さい材料を用いる必要がある。本発明では、炭化珪素を用いる。本発明の金属含浸セラミックス複合体は、炭化珪素とアルミニウム合金を複合化することにより、熱伝導率及び線熱膨張係数を調整することができる。本発明の金属含浸セラミックス複合体は、炭化珪素を50〜90体積%含有し、残部がアルミニウム合金からなる複合材料である。炭化珪素の含有量は、好ましくは70〜85体積%である。炭化珪素の含有量が50体積%未満では、得られる金属含浸セラミックス複合体の線熱膨張係数が大きくなり、LED発光素子用の基板材料として好ましくない。一方、炭化珪素の含有量が90体積%を超えると、複合化時にアルミニウム合金を十分に含浸させることができず、その結果、熱伝導率が低下してしまい好ましくない。
【0028】
セラミックスは、粉末のまま複合化することもできるが、無機バインダーを用いて成形体を作製するか、焼結処理を行って10〜50体積%の気孔率を有する多孔体(以下プリフォームと云う)を作製して複合化することが好ましい。このプリフォームの気孔率の調整は、原料粉末の粒度調整、成形圧力、焼結条件等によって行う。プリフォームの成形方法は、プレス成形、鋳込み成形等の一般的なセラミックス粉末の成形方法で成形することができる。プリフォームの外形は最終形状よりも0.3〜4.5mm小さい外形であることが好ましく、0.4〜4.0mm小さい外形であることがより好ましい。これにより得られる金属含浸セラミックス複合体の外周部に形成されるアルミニウムまたはアルミニウム合金の厚みは0.1〜2.0μmとなる。プリフォームの外形が4.5mm以下では、外周部に形成されるアルミニウムまたはアルミニウム合金の厚みが2.0μmよりも厚くなり発光素子を搭載させた最終製品の歩留りが低下し好ましくなく、0.3mm以上では外周部に形成されるアルミニウムを主成分とする金属層が0.1μm以下に薄くなりすぎて好ましくない。 プリフォームは厚み0.6〜5.0mmの平板状、または円柱状に成形した後、厚み0.6〜5.0mmに切断加工して用いる。更に、本発明では、最終形状として板厚が0.05mm〜1mmの板状に加工するため、3点曲げ強度が50MPa以上のプリフォームを用いることが好ましい。プリフォームの強度が低いと、研削加工等で板厚を0.05mm〜1mmの板状に加工する際に、反りが発生することがある。
【0029】
ついで、最終外形よりも小さく穴を開け、離型剤を塗布した厚みがプリフォームより0.1〜1.0mm薄い金属またはセラミックス枠にプリフォームを挿入し、個々の冶具は、離型剤を塗布した離型板を挟んで複数個を積層してボルト−ナット等で連結して積層体とする。プリフォームを挿入する枠は、ステンレス製、鉄製や黒鉛製の治具を用いることができ、より好ましくはプリフォームより0.2〜0.5mm薄い枠を用いるのが良い。厚みが0.1mmより小さい場合は、アルミニウム合金が供給されず、含浸不良となり、1.0mm以上では、含浸後の離型性が悪く好ましくない。離型板としては、ステンレス板やセラミックス板を使用することがで、溶湯鍛造法にてアルミニウム合金が含浸されない緻密体であれば特に制限はない。また、治具や離型板に塗布する離型剤については、黒鉛、窒化ホウ素、アルミナ等の離型剤が使用できる。更に、好ましくは、治具や離型板表面をアルミナゾル等によりコーティングした後、離型剤を塗布することが好ましい。
【0030】
得られた積層体は、温度600〜800℃程度で加熱後、高圧容器内に1個または2個以上配置し、積層体の温度低下を防ぐために出来るだけ速やかに、融点以上に加熱したアルミニウム合金の溶湯を給湯して30MPa以上の圧力で加圧し、アルミニウム合金をプリフォームの空隙中に含浸させることで、金属含浸セラミックス複合体が得られる。なお、含浸時の歪み除去の目的で、含浸品のアニール処理を行うこともある。
【0031】
積層体の加熱温度は、温度600℃未満では、アルミニウム合金の複合化が不十分となり、得られる金属含浸セラミックス複合体の熱伝導率等の特性が低下してしまう。また、加熱温度が800℃を超えると、アルミニウム合金との複合化時に、セラミックス粉末の表面の酸化が起こり、得られる金属含浸セラミックス複合体の熱伝導率等の特性が低下してしまう。更に、含浸時の圧力に関しては、30MPa未満では、アルミニウム合金の複合化が不十分となり、得られる金属含浸セラミックス複合体の熱伝導率等の特性が低下してしまい好ましくない。好ましくは、含浸圧力は、50MPa以上である。
【0032】
本発明の金属含浸セラミックス複合体中のアルミニウム合金は、アルミニウムを70質量%以上含有するアルミニウム合金である。アルミニウムの含有量が70質量%未満では、アルミニウム合金の熱伝導率が低下し好ましくない。また、アルミニウム合金は、含浸時にプリフォームの空隙内に十分に浸透するために融点がなるべく低いことが好ましい。このようなアルミニウム合金として、例えばシリコンを5〜25質量%含有したアルミニウム合金が挙げられる。更にマグネシウムを含有させることは、セラミックス粒子と金属部分との結合がより強固になり好ましい。アルミニウム合金中のアルミニウム、シリコン、マグネシウム以外の金属成分に関しては、極端に特性が変化しない範囲であれば特に制限はなく、例えば銅等が含まれていても良い。
【0033】
次に、得られた板状の外周部がアルミニウムまたはアルミニウム合金で覆われた金属含浸セラミックス複合体を、両面研削盤、ロータリー研削盤、平面研削盤、ラップ盤等の加工機で、板厚が0.05〜1mm、且つ、表面粗さ(Ra)が0.01〜1μmになるように面加工を行った後、両面研削盤、ロータリー研削盤、平面研削盤、ラップ盤等の加工機で、板厚が0.1〜1mm、且つ、表面粗さ(Ra)が0.01〜1μmになるように面加工を行う。
【0034】
次に、外周部がアルミニウムまたはアルミニウム合金で覆われた板状の金属含浸セラミックス複合体は、表面を洗浄後、表面に厚みが0.05〜2.0μmのアルミニウム層を形成する。アルミニウム層厚みが0.05μm以下では、アルミニウム層未着部分が発生または、めっきの前処理等でアルミニウム層が反応し、ピンホールの発生により、未メッキ部分が生じ、耐薬品性が低下して好ましくない。一方、アルミニウム層厚みが2.0μmを超えると、アルミニウム層と金属含浸セラミックス複合体の線熱膨張係数が異なる為、両材料の熱膨張差による応力の発生、剥離の発生があり好ましくない。アルミニウム層厚みに関しては、より好ましくは0.3〜0.6μmである。
【0035】
アルミニウム層の形成方法としては、蒸着法又は、スパッタリング法により厚み0.05〜1.0μmに形成する。
【0036】
蒸着法では、外周部へのアルミニウム層形成がされにくく、その後のめっき処理にてめっき未着となる可能性がある。上記方法にて製造した金属含浸セラミックス複合体は、外周部がアルミニウムまたはアルミニウム合金で覆われているため、全面がアルミニウムまたはアルミニウム合金で覆われた金属含浸セラミックス複合体となる。
【0037】
アルミニウム層を構成するアルミニウム合金としては、アルミニウムを70質量%以上含有するアルミニウム合金である。アルミニウムの含有量が70質量%未満では、ジンケート処理による十分な密着のあるNiめっきが行えなくなるため好ましくない。アルミニウム合金中のアルミニウム、シリコン以外の金属成分に関しては、極端に特性が変化しない範囲であれば特に制限はなく、例えばマグネシウム、銅等が含まれていても良い。
【0038】
また、本発明では、金属含浸セラミックス複合体とアルミニウム層との密着性を向上させるため窒素、アルゴン、水素、ヘリウム又は真空雰囲気中で、温度460〜650℃で1分間以上加熱処理を行う。酸化性雰囲気下で処理を行うと、表面に酸化膜が形成され、その後のめっき不良が生じるため、好ましくない。温度は好ましくは、480〜570℃である。温度が460℃以下では、金属含浸セラミックス複合体とアルミニウム層の密着が悪くなってしまい、650℃以上では、アルミニウム層が溶解してしまい、表面粗さが悪化してしまい好ましくない。
【0039】
次に、アルミニウム層を形成させた金属含浸セラミックス複合体は、表面に無電解めっき法又は電気めっき法により、厚み0.5〜5.0μmのNiめっき層、及び厚み0.05〜2.0μmの金めっき層を形成する。Niめっき層厚みが0.5μm以下では、ピンホールが発生し、耐薬品性が低下して好ましくない。一方、Niめっき層厚みが5.0μm以上では、熱伝導率特性の低下や、電気抵抗の増加等が生じ、好ましくない。金めっき層厚みが、0.05μm以下では、ピンホールが発生し耐薬品性が低下して好ましくない。一方金めっき層厚みが2.0μm以上では、コストが上がり好ましくない。
【0040】
めっきの前処理としては、ジンケート処理、パラジウム処理等があるが、アルミニウムとの密着力のあるめっきが可能なジンケート処理がより好ましい。
【実施例】
【0041】
(実施例1)
〈LED発光素子用保持基板の作製〉
炭化珪素(以下、SiCという)粉末A(大平洋ランダム社製、NG−60、平均粒子径200μm)1800g、炭化珪素粉末B(大平洋ランダム社製、NG−600、平均粒子径20μm)900g、炭化珪素粉末C(大平洋ランダム社製、NC−6000、平均粒子径2μm)300g、及び成形バインダー(メチルセルロース、信越化学工業社製、「メトローズ」)150gを秤取し、攪拌混合機で30分間混合した後、Φ55mm×110mmの寸法の円柱状に面圧10MPaでプレス成形した後、成形圧力100MPaでCIP成形して成形体を作製した。
【0042】
得られた成形体を、大気雰囲気中、温度600℃で2時間脱脂処理後、アルゴン雰囲気下、温度2100℃で2時間焼成して、気孔率が20体積%のSiCプリフォームを作製した。得られたSiCプリフォームを、マシニングセンターでダイヤモンド製の砥石を用いて、外形寸法がΦ49.2mm×100mmの形状に加工した。さらに、研削加工により3点曲げ強度測定用試験体(3mm×4mm×40mm)を作製し、3点曲げ強度を測定した。3点曲げ強度は120MPaであった。
【0043】
得られたSiCプリフォームをマルチワイヤ―ソ-にて厚み1.4mmにスライス加工した後、窒化硼素の離型剤を塗布したΦ50.3mmの穴の開いた厚み1.2mm、外形寸法:70mm×70mm×100mmのステンレス板に挿入し、次に、70mm×100mm×0.8mmtのステンレス板に黒鉛離型材を塗布して離型板を作製し、140.8mm×140.8mm×100mmの形状となる様に離型板を挟んで積層して、両側に12mm厚みの鉄板を配置して、M10のボルト8本で連結して一つの積層体とした。次に、積層体を電気炉で温度700℃に予備加熱した後、あらかじめ加熱しておいた内径Φ400mm×300mmHのプレス型内に収め、シリコンを12質量%及びマグネシウムを1質量%含有するアルミニウム合金の溶湯(温度:800℃)を注ぎ、100MPaの圧力で25分間加圧してSiCプリフォームにアルミニウム合金を含浸させた。室温まで冷却した後、湿式バンドソーにて離型板の形状に沿って切断し、離型板を剥がし、ステンレス板から金属含浸セラミックス複合体を抜き出した。得られた金属含浸セラミックス複合体は、含浸時の歪み除去のために530℃の温度で3時間アニール処理を行った。
【0044】
次に、得られた金属含浸セラミックス複合体から、研削加工により熱膨張係数測定用試験体(直径3mm長さ10mm)、熱伝導率測定用試験体(25mm×25mm×1mm)、3点曲げ強度測定用試験体(3mm×4mm×40mm)、体積固有抵抗測定用試験体(50mm×50mm×5mm)を作製した。それぞれの試験体を用いて、温度25℃〜150℃の熱膨張係数を熱膨張計(セイコー電子工業社製;TMA300)で、温度25℃での熱伝導率をレーザーフラッシュ法(アルバック社製;TC3000)で、3点曲げ強度を曲げ強度試験機で、体積固有抵抗を4端子法(JIS R1637に準拠)で測定した。その結果、温度40℃〜150℃の熱膨張係数は4.9×10−6/K、温度25℃での熱伝導率は250W/mK、3点曲げ強度は350MPa、体積固有抵抗は8×10−7Ω・mであった。
【0045】
上記で得られた、外周に0.7mmのアルミニウム合金層が形成された円板状の金属含浸セラミックス複合体を、両面研削盤で#600のダイヤモンド砥石を用いて板厚0.22mmに研削加工した後、ラップ盤でダイヤモンドの砥粒を用いて、板厚0.2mmでまで研磨加工を行った後、純水中、次にイソプロピルアルコール中で超音波洗浄を行い、乾燥して金属含浸セラミックス複合材料基板を作製した。表面粗さ(Ra)を表面粗さ計で測定した結果、Ra0.05μmであった。
【0046】
次に、この金属基複合材料を、蒸着法により複合材料の表面に0.5μm厚のアルミニウム層を形成し、窒素雰囲気下で530℃で30分間加熱処理を行った。次にアルミニウム層を形成させた金属含浸セラミックス複合材料基板に、無電解Ni−P及び電気金めっきを行い、表面に1.3μm(Ni-P:1μm+Au:0.3μm)のめっき層を形成した。得られた金属含浸セラミックス複合材料基板の特性値はめっき層金属の物性値とめっき前の金属含浸セラミックス複合材料基板の物性値の厚み比率から計算により算出した。その結果を表1に示す。また、めっき膜形成後の金属基複合材料を、温度25℃の5規定のHCl溶液及び温度75℃の10規定のNaOH溶液に1分間浸漬し、個々の処理による単位面積当たりの重量減少量を測定した。更に、めっき後の金属含浸セラミックス複合材料基板の表面粗さ(Ra)を表面粗さ計で測定した。その結果を表2に示す。
【0047】
【表1】

【0048】
【表2】
【0049】
〈LED発光素子の作製〉
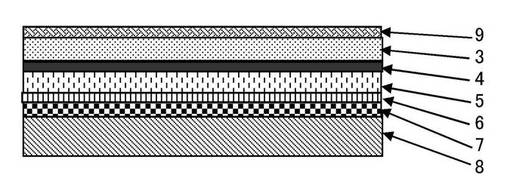
板厚が0.5mmの単結晶サファイア基板上に、アンモニアガスとトリメチルガリウムを使用し、キャリアガスとして水素と窒素の混合ガスを用いて、温度1100℃でMOCVD法により、(1)〜(4)のGaN単結晶を4μmの厚さに成長させた。図1に構造を示す。
(1)n型GaNバッファー層 2
(2)n型GaN半導体層 3
(3)GaN活性層(発光層) 4
(4)p型GaN半導体層 5
【0050】
次に、p型GaN半導体層の表面に、真空蒸着法で、銀/錫合金を2μmの厚さに蒸着した。一方、LED発光素子用保持基板の片側の表面にも、同様の方法で銀/錫合金を2μmの厚さに蒸着した。両基板を銀/錫合金層が接する図1の様に積層し、温度400℃で、5MPaの加圧下で5分間保持し接合した。得られた接合体は、サファイア基板側より、出力40MW/cm2となるように、窒素ガスレーザーを照射し、サファイア基板を剥離した。レーザー照射により、n型GaNバッファー層がGaと窒素に分解されて、発生した窒素ガスによりサファイア基板を剥離することができた。
【0051】
その後、表面に露出したn型GaNバッファー層をエッチングにより除去した後、酸化インジウム錫の透明導電体層を形成した。その後、n型電極としてAuを蒸着して、ダイシングにより、個々のLED発光素子とした。得られたLED発光素子は、保持基板からの放熱により素子温度の上昇による発光効率の低下がおさえられることを確認した。
【0052】
(実施例2〜8、比較例1〜3)
実施例1で作製した金属含浸セラミックス複合材料基板に蒸着法によりアルミニウム層を0.5μmまたは0.6μm形成し、窒素雰囲気下で530℃で30分間加熱処理をしたアルミニウム形成金属含浸セラミックス複合材料基板の表面に表4に示すめっき膜を形成した。得られた金属含浸セラミックス複合材料基板の特性値を表3に示す。また、めっき膜形成後の金属基複合材料を、温度25℃の5規定のHCl溶液及び温度75℃の10規定のNaOH溶液に1分間浸漬し、個々の処理による単位面積当たりの重量減少量を測定した。更に、めっき膜形成後の金属含浸セラミックス複合材料基板の表面粗さ(Ra)を表面粗さ計で測定した。その結果を表4に示す。
【0053】
【表3】
【0054】
【表4】
【0055】
(実施例9〜12、比較例4)
実施例1で作製した金属含浸セラミックス複合材料基板に蒸着法により表5に示す厚みのアルミニウム層を形成し、窒素雰囲気下で530℃で30分間加熱処理をしたアルミニウム形成金属含浸セラミックス複合材料基板の表面に厚み1.2μmのNiめっきおよび0.3μmのめっき膜形成した。得られた金属基複合材料の特性値を表5に示す。また、めっき膜形成後の金属含浸セラミックス複合材料基板を、温度25℃の5規定のHCl溶液及び温度75℃の10規定のNaOH溶液に1分間浸漬し、個々の処理による単位面積当たりの重量減少量を測定した。更に、めっき膜形成後の金属含浸セラミックス複合材料基板の表面粗さ(Ra)を表面粗さ計で測定した。その結果を表6に示す。
また、比較例4では、めっき未着がみられた。
【0056】
【表5】
【0057】
【表6】
【0058】
(実施例13〜19)
〈LED発光素子用保持基板の作製〉
炭化珪素(以下、SiCという)粉末A(大平洋ランダム社製、NG−60、平均粒子径200μm)1800g、炭化珪素粉末B(大平洋ランダム社製、NG−600、平均粒子径20μm)900g、炭化珪素粉末C(大平洋ランダム社製、NC−6000、平均粒子径2μm)300g、及び成形バインダー(メチルセルロース、信越化学工業社製、「メトローズ」)150gを秤取し、攪拌混合機で30分間混合した後、Φ55mm×1.5mmの寸法の円柱状に面圧30MPaでプレス成形して成形体を作製した。
【0059】
上記で得られた成形体を、大気雰囲気中、温度600℃で2時間脱脂処理後、アルゴン雰囲気下、温度1950℃で2時間焼成して、気孔率が30体積%のSiCプリフォームを作製した。得られたSiCプリフォームを、マシニングセンターでダイヤモンド製の砥石を用いて、外形寸法がΦ50.0mm×1.0mmの形状に加工した。さらに、同様の方法で作製した気孔率30%のφ50mm×10mmの寸法のSiCプリフォームを研削加工により3点曲げ強度測定用試験体(3mm×4mm×40mm)を作製し、3点曲げ強度を測定した。3点曲げ強度は80MPaであった。
【0060】
該SiCプリフォームに窒化硼素の離型剤を塗布したΦ50.3mmの穴の開いた厚み0.8mm、外形寸法:70mm×70mm×100mmのステンレス板に挿入し、次に、70mm×100mm×0.8mmtのステンレス板に黒鉛離型材を塗布して離型板を作製し、140.8mm×140.8mm×100mmの形状となる様に離型板を挟んで積層して、両側に12mm厚みの鉄板を配置して、M10のボルト8本で連結して一つの積層体とした。次に、積層体を電気炉で温度700℃に予備加熱した後、あらかじめ加熱しておいた内径Φ400mm×300mmHのプレス型内に収め、シリコンを12質量%及びマグネシウムを1質量%含有するアルミニウム合金の溶湯(温度:800℃)を注ぎ、100MPaの圧力で25分間加圧してSiCプリフォームにアルミニウム合金を含浸させた。室温まで冷却した後、湿式バンドソーにて離型板の形状に沿って切断し、離型板を剥がし、ステンレス板から金属含浸セラミックス複合体を抜き出した。得られた金属含浸セラミックス複合体は、含浸時の歪み除去のために530℃の温度で3時間アニール処理を行った。
【0061】
次に、得られた金属含浸セラミックス複合体より、研削加工により熱膨張係数測定用試験体(直径3mm長さ10mm)、熱伝導率測定用試験体(25mm×25mm×1mm)、3点曲げ強度測定用試験体(3mm×4mm×40mm)、体積固有抵抗測定用試験体(50mm×50mm×5mm)を作製した。それぞれの試験体を用いて、実施例1と同様の方法で測定した。その結果、温度40℃〜150℃の熱膨張係数は6.9×10−6/K、温度25℃での熱伝導率は220W/mK、3点曲げ強度は380MPa、体積固有抵抗は4×10−7Ω・mであった。
【0062】
上記で得られた、外周に0.4mmのアルミニウム合金層が形成された円板状の金属含浸セラミックス複合体を、両面研削盤で#800のダイヤモンド砥石を用いて、板厚0.2mmに研削加工を行い、金属含浸セラミックス複合材料基板を作製した。
【0063】
次に、この金属含浸セラミックス複合材料基板の表面を洗浄後、蒸着法により厚み1.0μmまたは0.6μmのアルミニウム層を形成した。次にアルミニウム層を形成させた金属含浸セラミックス複合材料基板を表7に示す条件にて加熱処理を行った後、無電解Ni−P及び電気金めっきを行い、表面に1.3μm(Ni-P:1μm+Au:0.3μm)のめっき層を形成した。得られた金属含浸セラミックス複合材料基板の特性値を表7に示す。また、めっき膜形成後の金属含浸セラミックス複合材料基板を、温度25℃の5規定のHCl溶液及び温度75℃の10規定のNaOH溶液に1分間浸漬し、個々の処理による単位面積当たりの重量減少量を測定した。更に、めっき膜形成後の金属含浸セラミックス複合材料基板の表面粗さ(Ra)を表面粗さ計で測定した。その結果を表8に示す。
【0064】
【表7】
【0065】
【表8】
【0066】
〈LED発光素子の作製〉
次に、実施例13〜19のLED発光素子用保持基板を用いたLED発光素子の作製例を記載する。
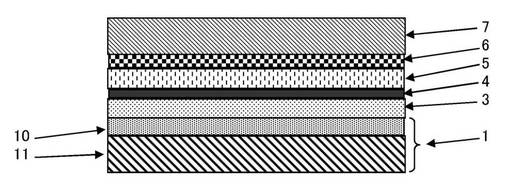
板厚が0.5mmの単結晶Si基板上に、CVD法でSiC層を2μm形成して成長基板を作製した後、アンモニアガスと塩化ガリウムを使用し、キャリアガスとして水素ガスを用いて、温度1050℃でHVPE法により、(1)〜(3)のGaN単結晶を4μmの厚さに成長させた。図3に構造を示す。
(1)n型GaN半導体層 3
(2)GaN活性層(発光層) 4
(3)p型GaN半導体層 5
【0067】
次に、p型GaN半導体層の表面に、真空蒸着法で、銀を0.5μmの厚さに蒸着した後、Au/錫合金を1.5μmの厚さに蒸着した。一方、実施例13〜19のLED発光素子用保持基板の片側の表面にも、同様の方法でAu/錫合金を1.5μmの厚さに蒸着した。両基板をAu/錫合金層が接する図3の様に積層し、温度500℃で、5MPaの加圧下で5分間保持し接合した。得られた接合体は、酸処理により単結晶Si層をエッチング除去した後、研削加工によりSiC層を完全に除去した。
【0068】
その後、露出したn型GaN層表面をエッチングにより、表面粗化した後、酸化インジウム錫の透明導電体層を形成した。次に、n型電極としてAuを蒸着して、レーザー加工により、個々のLED発光素子とした。得られたLED発光素子は、保持基板からの放熱により素子温度の上昇による発光効率の低下がおさえられることを確認した。
【0069】
(実施例20〜25、比較例5)
〈LED発光素子用保持基板の作製〉
炭化珪素粉末D(大平洋ランダム社製、NG−80、平均粒子径:150μm)1300g、炭化珪素粉末E(屋久島電工社製、GC−1000F、平均粒子径:10μm)700g、シリカゾル(日産化学社製:スノーテックス)300gを秤取し、攪拌混合機で30分間混合した後、Φ110mm×100mmの寸法の円柱状に面圧30MPaでプレス成形して成形体を作製した。得られた成形体を、温度120℃で1時間乾燥後、窒素雰囲気下、温度1400℃で2時間焼成して、気孔率が35体積%のSiCプリフォームを得た。得られたSiCプリフォームは、マシニングセンターでダイヤモンド砥石を用いて、外形寸法が、表9に示す外形に加工した。得られたSiCプリフォームより、研削加工により3点曲げ強度測定用試験体(3mm×4mm×40mm)を作製し、3点曲げ強度を測定した。その結果、3点曲げ強度が、50MPaであった。
【0070】
得られたSiCプリフォームをマルチワイヤ―ソ-にて厚み1.2mmにスライス加工した後、窒化硼素の離型剤を塗布した表9に示す径の穴の開いた厚み1.0mm、外形寸法:70mm×70mm×100mmのステンレス板に挿入し、次に、70mm×100mm×0.8mmtのステンレス板に黒鉛離型材を塗布して離型板を作製し、140.8mm×140.8mm×100mmの形状となる様に離型板を挟んで積層して、両側に12mm厚みの鉄板を配置して、M10のボルト8本で連結して一つの積層体とした。次に、積層体を電気炉で温度700℃に予備加熱した後、あらかじめ加熱しておいた内径Φ400mm×300mmHのプレス型内に収め、シリコンを12質量%及びマグネシウムを1質量%含有するアルミニウム合金の溶湯(温度:800℃)を注ぎ、100MPaの圧力で25分間加圧してSiCプリフォームにアルミニウム合金を含浸させた。室温まで冷却した後、湿式バンドソーにて離型板の形状に沿って切断し、離型板を剥がし、旋盤で黒鉛治具部分を除去してΦ52mm×100mm形状の金属含浸セラミックス複合体を得た。得られた金属含浸セラミックス複合体は、含浸時の歪み除去のために530℃の温度で3時間アニール処理を行った。
【0071】
次に、得られた金属含浸セラミックス複合体より、研削加工により熱膨張係数測定用試験体(直径3mm長さ10mm)、熱伝導率測定用試験体(25mm×25mm×1mm)、3点曲げ強度測定用試験体(3mm×4mm×40mm)、体積固有抵抗測定用試験体(50mm×50mm×5mm)を作製した。それぞれの試験体を用いて、実施例1と同様の方法で測定した。その結果、温度40℃〜150℃の熱膨張係数は7.6×10−6/K、温度25℃での熱伝導率は200W/mK、3点曲げ強度は400MPa、体積固有抵抗は3×10−7Ω・mであった。
【0072】
上記で得られた、表9に示す厚みのアルミニウム合金層が外周に形成された円板状の金属含浸セラミックス複合体を、両面研削盤で#800のダイヤモンド砥石を用いて、板厚0.2mmに研削加工を行い、金属含浸セラミックス複合材料基板を作製した。
【0073】
次に、この金属含浸セラミックス複合材料基板の表面を洗浄後、蒸着法により0.6μmのアルミニウム層を形成し、窒素雰囲気下で540℃で30分間加熱処理を行った。次にアルミニウム層を形成させた金属含浸セラミックス複合材料基板に、無電解Ni−P及び電気金めっきを行い、表面に1.3μm(Ni-P:1μm+Au:0.3μm)のめっき層を形成した。得られた金属含浸セラミックス複合材料基板の熱伝導率は200W/mK、線熱膨張係数は7.6ppm/K、体積固有抵抗は3×10−7Ω・mであった。また、めっき膜形成後の金属含浸セラミックス複合材料基板を、温度25℃の5規定のHCl溶液及び温度75℃の10規定のNaOH溶液に1分間浸漬し、個々の処理による単位面積当たりの重量減少量を測定した。更に、めっき膜形成後の金属含浸セラミックス複合材料基板の表面粗さ(Ra)を表面粗さ計で測定した。その結果を表10に示す。
【0074】
【表9】
【0075】
【表10】
【0076】
実施例20〜25で得られたLED発光素子用保持基板を用いてLED発光素子を作製し、保持基板からの放熱により素子温度の上昇による発光効率の低下がおさえられることを確認した。比較例5を用いてLED発光素子の作製を行ったが、外周部のアルミニウム合金層の厚みが厚いため、外周1.0mmの範囲のLED発光素子が使用できず、収率が低下してしまった。
【産業上の利用可能性】
【0077】
本発明のLED発光素子用保持基板は、LEDを構成するIII−IV族半導体結晶と線熱膨張率の小さい、高熱伝導性の保持基板であり、放熱性、信頼性に優れた高出力のLED発光素子を提供することが出来る。更に、本発明のLED発光素子用保持基板は、LED発光素子製造時に使用される酸及びアルカリ溶液に対する耐薬品性に優れると共に、導電性であり、LEDを構成するIII-IV族半導体結晶の両面に電極を形成することができる。そのため、LED発光素子の製造プロセスの低減、並びに単位面積当たりの発光量の増加を達成でき、LED発光素子用の保持基板として有効である。
【符号の説明】
【0078】
1)成長基板
2)成長基板上に形成された窒化物のバッファー層
3)n型のIII−V族半導体層
4)発光層
5)p型のIII−V族半導体層
6)金属層(反射層)
7)金属層
8)LED発光素子用保持基板
81)金属含浸セラミックス複合体
82)アルミニウムまたはアルミニウム合金
83)アルミニウムまたはアルミニウム合金層
84)めっき層
9)透明導電層
10)表面コーティング層
11)基材
【技術分野】
【0001】
本発明は、LED発光素子用保持基板、その製造方法及びLED発光素子に関する。
【背景技術】
【0002】
LED(発光ダイオード)は、半導体のpn接合に順方向電流を流すと発光する素子であり、GaAs、GaN等のIII−V族半導体結晶を用いて製造される。たとえば、サファイア基板等の単結晶成長基板上に、GaN等のバッファー層を形成し、その上にGaNをエピタキシャル成長させる方法が提案されている(特許文献1)。しかし、この方法にあっては、サファイア基板とGaNとの線膨張係数差のために、エピタキシャル成長後のサファイア基板に反りが発生し、基板が割れることがあった。さらには、サファイア基板を構成する単結晶サファイアの熱伝導率が40W/mK程度であるので、GaN等のIII−V族半導体素子で発生する熱を十分に放熱することができなかった。このため、大電流を流す高出力LEDでは素子の温度が上昇して発光効率と素子寿命の低下を招いた。
【0003】
放熱性を改善するため、単結晶成長基板上にIII−V族半導体結晶をエピタキシャル成長させた後に、金属層を介して高熱伝導性の基板を接合し、その後、単結晶成長基板を除去する方法が提案されているが(特許文献2)、III−V族半導体結晶との線膨張係数差が大きく、高出力LED用には十分満足できるものではなかった。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特公平5−73252号公報
【特許文献2】特開2006−128710号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明の目的は、III−V族半導体結晶から構成されているLED(以下、単にLEDともいう。)との線膨張率差が小さく、しかも熱伝導性に優れた、LED発光素子用保持基板及びLED発光素子を提供することである。
【0006】
更に、本発明が解決しようとする課題は、LED発光素子製造時に使用される酸およびアルカリ溶液に対する、耐薬品性に優れた、高出力LED用として好適なLED発光素子用保持基板を提供することである。
【課題を解決するための手段】
【0007】
外周部が厚み0.1〜2.0mmのアルミニウムまたはアルミニウム合金で覆われており、両主面に金属含浸セラミックス複合体が露出した基板の両主面に、アルミニウムまたはアルミニウム合金層が厚み0.05〜2μmで形成され、窒素、アルゴン、水素、ヘリウム又は真空雰囲気中で460〜650℃で1分間以上加熱処理した後、全面に厚み0.5〜5μmのNiめっき層および厚み0.05〜2μmの金めっき層が順次形成されたLED発光素子用保持基板である。
【0008】
更に、本発明の金属含浸セラミックス複合体は、気孔率が10〜50体積%の炭化珪素からなる多孔体に、金属が含浸されてなるものであり、金属含浸セラミックス複合体の3点曲げ強度が50MPa以上、温度25℃の熱伝導率が150〜300W/mK、温度25℃〜150℃の線熱膨張係数が4×10-6〜9×10-6/K、体積固有抵抗が10-9〜10-5Ω・mであり、板厚が0.05〜1.0mmで、表面粗さ(Ra)0.01〜0.5μmに、研削加工してなる。
【0009】
更に、本発明は、下記の工程を順次経て製造される、LED発光素子。
(1)円板状又は平板状の単結晶成長基板の一主面上に、III−V族半導体結晶をエピタキシャル成長させる工程。
(2)III−V族半導体結晶面に金属層を介して、請求項1、2または3記載のLED発光素子用保持基板を接合し、レーザー照射、エッチング、研削のいずれかの方法により、単結晶成長基板を除去する工程。
(3)III−V族半導体結晶面の表面加工、電極形成を行った後、切断加工する工程。
【0010】
加えて、本発明は、単結晶成長基板が、単結晶サファイア、単結晶炭化珪素、単結晶GaAs、単結晶Siの群から選ばれることを特徴とするLED発光素子、又は、単結晶成長基板が、AlN、SiC、GaN、GaAsの群から選ばれる材料で表面コーティングされたことを特徴とするLED発光素子である。
【0011】
更に加えて、本発明は、III−V族半導体結晶が、GaN、GaAs、GaPのいずれかであることを特徴とするLED発光素子である。
【発明の効果】
【0012】
LEDを構成するIII−V族半導体結晶と線熱膨張率の差の小さい、高熱伝導性のLED発光素子用保持基板が得られる。このLED発光素子用保持基板を用いることにより、放熱性、信頼性に優れた高出力のLED発光素子を提供することができる。更に、本発明のLED発光素子用保持基板は、LED発光素子製造時に使用される酸及びアルカリ溶液に対する耐薬品性に優れると共に、導電性であり、LEDを構成するIII−V族半導体結晶の両面に電極を形成することができる。そのため、LED発光素子の製造プロセスの低減、並びに単位面積当たりの発光量の増加を達成できる。
【図面の簡単な説明】
【0013】
【図1】請求項1の金属含浸セラミックス複合体の説明図
【図2】LED発光素子用保持基板の説明図
【図3】本発明の一実施の形態を示す、LED発光素子の概略断面図
【図4】本発明の一実施の形態を示す、LED発光素子の概略断面図
【図5】本発明の一実施の形態を示す、LED発光素子の概略断面図
【発明を実施するための形態】
【0014】
本発明で用いる単結晶成長基板は、後の工程でエピタキシャル成長させるIII−V族半導体結晶との格子定数の差が小さく、かつ欠陥の少ない材料が必要である。結晶性と均一性の点から、単結晶材料を加工して用いるのが一般的である。これらの単結晶成長基板は、III−V族半導体結晶をエピタキシャル成長させる工程における温度、雰囲気に耐えることが必要である。このため、本発明で用いる単結晶成長基板用の材料は、単結晶サファイア、単結晶炭化珪素、単結晶GaAs、単結晶Siの群から選ばれることが好ましい。更に、本発明で用いる単結晶成長基板は、AlN、SiC、GaN、GaAsの群から選ばれる材料で表面コーティングされることが好ましい。
【0015】
LEDを構成するIII−V族半導体結晶は、LED発光素子としての変換効率の点から、GaN、GaAs、GaPのいずれかであることが好ましい。これらのIII−V族半導体結晶は高い発光効率が得られ、用途に応じて使い分けられる。III−V族半導体結晶は、用途毎の最適発光波長に応じて選択される。
【0016】
本発明では、先ず、これらの単結晶成長基板の一主面上にエピタキシャル成長で、III−V族半導体結晶を成長させる。III−V族半導体結晶のエピタキシャル成長は、有機金属気相成長法(MOCVD法)又はハライド気相エピタキシャル法(HVPE法)により行うことが好ましい。MOCVD法は、結晶性の良いIII−V族半導体結晶を成長させるのに適しており、HVPE法は、結晶成長速度が速く、効率よくIII−V族半導体結晶を成長させることができる。これらの方法は公知であり、実施条件は適宜設定することができる。エピタキシャル成長の方法は、III−V族半導体結晶を成長させることのできる方法であれば、前記の方法に限定されるものではない。
【0017】
エピタキシャル成長させたIII−V族半導体結晶は、発光特性を更に向上させるため、表面処理を施すことも可能である。また、結晶表面の均一性等を向上させるため、表面をエッチング処理や研磨処理することもある。保持基板と接合するため、III−V族半導体結晶の表面に蒸着法、スパッタ法等の手法により、金属層を形成する。金属層は、インジウム、アルミニウム、金、銀及びこれらの合金が好ましい。金属層の厚みは、金属の線熱膨張係数がIII−V族半導体結晶と異なる為、極端に厚いと密着性が低下して好ましくない。金属層の熱伝導率が低い場合は、放熱の面からも好ましくない。このため、金属層の厚みは、0.5〜10μmであることが好ましく、更に好ましくは、0.5〜2μmである。
【0018】
III−V族半導体結晶に接合するため、保持基板にも、同様に表面に蒸着法、スパッタ法等により、金属層を形成する。金属層は、インジウム、アルミニウム、金、銀及びこれらの合金が好ましい。保持基板に求められる特性は、(1)接合に耐え得る強度を有すること(2)接合面にボイドや異物等の介在物が無く、接合面が平坦であることである。(1)の条件を満たすには、保持基板の3点曲げ強度が50MPa以上であり、好ましくは200MPa以上である。(2)の条件を満たすには、保持基板の表面粗さ(Ra)が0.01〜0.5μmであり、好ましくは、0.01〜0.2μmである。
【0019】
III−V族半導体結晶と保持基板の接合は、必要に応じて加圧を行いながら、接合面を合わせた状態で加熱して行う。加熱温度は金属層の種類によって異なるが、一般に250℃〜550℃である。加圧の圧力は、2〜20MPaが一般的である。
【0020】
保持基板は、III−V族半導体結晶と接合して用いる為、両材料の線熱膨張係数の差が小さいことが重要である。このため、保持基板に用いる金属含浸セラミックス複合体の温度40℃〜150℃の線熱膨張係数が4×10-6〜9×10-6/Kであることが好ましい。更に好ましくは、4×10-6〜7×10-6/Kである。金属含浸セラミックス複合体の温度40℃〜150℃での線熱膨張係数が4×10-6〜9×10-6/Kの範囲を外れた場合、接合するIII−V族半導体結晶又は成長基板との線熱膨張係数差により、接合後に反りが発生したり、LED発光素子として使用する際に接合層の剥離が発生したり、III−V族半導体結晶が割れてしまう場合があり好ましくない。
【0021】
本発明の保持基板は、LED発光素子のベース基板となる。当該基板を介して、III−V族半導体素子で発生する熱の大半を放熱することとなり、当該基板には高い放熱特性が要求される。このため、保持基板に用いる金属含浸セラミックス複合体の温度25℃での熱伝導率は、100〜300W/mKであることが好ましく、更に好ましくは、150〜300W/mKである。熱伝導率が100W/mK未満では、III−V族半導体素子で発生する熱を十分に放熱することができず、特に大電流を流す必要のある高出力LEDでは、素子の温度が上がり発光効率の低下、それに伴う素子寿命の低下が起こり好ましくない。一方、熱伝導率の上限値に関しては、特性面からの制約はないが、基板材料が極端に高価になってしまう。
【0022】
放熱性の面から、保持基板の板厚は薄い方が好ましい。一方で、III−V族半導体素子の保持及びLED発光素子作製時のハンドリング等に耐え得る強度が必要なため、一定の板厚が必要である。保持基板の板厚は、0.05mm〜1mmが好ましく、0.05mm〜0.3mmがより好ましい。保持基板の板厚が1mmを超えるとLED発光素子の放熱特性が低下して好ましくない。本発明の保持基板は、III−V族半導体結晶と接合した後、必要に応じて研磨等により薄板化することもできる。
【0023】
本発明では、III−V族半導体結晶と保持基板とを金属層を介して接合した後、単結晶成長基板を除去する。単結晶成長基板の除去は、基板側よりレーザー照射を行い除去する方法が一般的である。この他にも、研磨やエッチングにより単結晶成長基板を除去することもできる。単結晶成長基板を除去したIII−V族半導体結晶面は、必要に応じて表面の研磨、エッチングを行い所望する表面形状に仕上げた後、蒸着法、スパッタ法等の手法により、電極を形成する。更に、レーザーカット又はダイシングにて所定形状に切断して、LED発光素子を製造する。
【0024】
本発明の保持基板には、LED発光素子製造プロセスでの耐薬品特性が必要であり、具体的には、温度25℃の5規定のHCl溶液及び温度75℃の10規定のNaOH溶液にそれぞれ1分間浸漬したときの少なくとも一主面の単位面積当たりの重量減少量が0. 2mg/cm2以下が好ましく、更に好ましくは、重量減少量が0.1mg/cm2以下である。温度25℃の5規定のHCl溶液及び温度75℃の10規定のNaOH溶液にそれぞれ1分間浸漬したときの単位面積当たりの重量減少量が0.2mg/cm2を超えると、金属含浸セラミックス複合体中の金属成分の溶出に伴う熱伝導率等の特性低下が発生すると共に、レーザーカット又はダイシングにて所定形状に切断する際にチッピングが発生し、LED発光素子の歩留まりが低下するために好ましくない。本発明の保持基板の実使用においては、保持基板の一主面は、III−V族半導体結晶と金属層を介して接合されるため、非接合面が、上述した耐薬品特性を満たすものであればよい。
【0025】
本発明の保持基板は、基板自体が導電性を有している。このため、LEDを構成するIII−V族半導体結晶の両面に電極を形成することができる。サファイア基板等の絶縁材料を基板として用いる場合、上部のp型又はn型のIII−V族半導体結晶の一部をエッチング等で除去して、同一面側に電極を形成する必要がある。本発明では、LED発光素子の製造プロセスの低減が可能である。更に、p型又はn型の片方のIII−V族半導体結晶の一部をエッチング等で除去して電極形成する必要がないため、LED発光素子の単位面積当たりの発光量を増加させることができる。本発明の保持基板に用いる金属含浸セラミックス複合体の体積固有抵抗は、10-9〜10-5Ω・mが好ましい。体積固有抵抗が10-5Ω・mを超えると、発光効率の低下等が起こり好ましくない。体積固有抵抗の下限値は、特性面での制約はないが、材料組成から10-9Ω・m以上が一般的である。
【0026】
金属含浸セラミックス複合体の製法は、含浸法と粉末冶金法の2種に大別される。このうち、熱伝導率等の特性面から実際に商品化されているのは、含浸法によるものである。含浸法にも種々の製法があり、常圧で行う方法と、高圧下で行う方法(高圧鍛造法)がある。高圧鍛造法には、溶湯鍛造法とダイキャスト法がある。本発明に好適な方法は、高圧下で含浸を行う高圧鍛造法であり、熱伝導率等の特性に優れた緻密な複合体を得るには溶湯鍛造法が好ましい。溶湯鍛造法は、高圧容器内に、セラミックス粉末又は成形体を装填し、これにアルミニウム合金等の溶湯を高温、高圧下で含浸させて複合材料を得る方法である。
【0027】
以下、溶湯鍛造法による製法例を説明する。原料であるセラミックスは、熱伝導率が高く、線熱膨張係数の小さい材料を用いる必要がある。本発明では、炭化珪素を用いる。本発明の金属含浸セラミックス複合体は、炭化珪素とアルミニウム合金を複合化することにより、熱伝導率及び線熱膨張係数を調整することができる。本発明の金属含浸セラミックス複合体は、炭化珪素を50〜90体積%含有し、残部がアルミニウム合金からなる複合材料である。炭化珪素の含有量は、好ましくは70〜85体積%である。炭化珪素の含有量が50体積%未満では、得られる金属含浸セラミックス複合体の線熱膨張係数が大きくなり、LED発光素子用の基板材料として好ましくない。一方、炭化珪素の含有量が90体積%を超えると、複合化時にアルミニウム合金を十分に含浸させることができず、その結果、熱伝導率が低下してしまい好ましくない。
【0028】
セラミックスは、粉末のまま複合化することもできるが、無機バインダーを用いて成形体を作製するか、焼結処理を行って10〜50体積%の気孔率を有する多孔体(以下プリフォームと云う)を作製して複合化することが好ましい。このプリフォームの気孔率の調整は、原料粉末の粒度調整、成形圧力、焼結条件等によって行う。プリフォームの成形方法は、プレス成形、鋳込み成形等の一般的なセラミックス粉末の成形方法で成形することができる。プリフォームの外形は最終形状よりも0.3〜4.5mm小さい外形であることが好ましく、0.4〜4.0mm小さい外形であることがより好ましい。これにより得られる金属含浸セラミックス複合体の外周部に形成されるアルミニウムまたはアルミニウム合金の厚みは0.1〜2.0μmとなる。プリフォームの外形が4.5mm以下では、外周部に形成されるアルミニウムまたはアルミニウム合金の厚みが2.0μmよりも厚くなり発光素子を搭載させた最終製品の歩留りが低下し好ましくなく、0.3mm以上では外周部に形成されるアルミニウムを主成分とする金属層が0.1μm以下に薄くなりすぎて好ましくない。 プリフォームは厚み0.6〜5.0mmの平板状、または円柱状に成形した後、厚み0.6〜5.0mmに切断加工して用いる。更に、本発明では、最終形状として板厚が0.05mm〜1mmの板状に加工するため、3点曲げ強度が50MPa以上のプリフォームを用いることが好ましい。プリフォームの強度が低いと、研削加工等で板厚を0.05mm〜1mmの板状に加工する際に、反りが発生することがある。
【0029】
ついで、最終外形よりも小さく穴を開け、離型剤を塗布した厚みがプリフォームより0.1〜1.0mm薄い金属またはセラミックス枠にプリフォームを挿入し、個々の冶具は、離型剤を塗布した離型板を挟んで複数個を積層してボルト−ナット等で連結して積層体とする。プリフォームを挿入する枠は、ステンレス製、鉄製や黒鉛製の治具を用いることができ、より好ましくはプリフォームより0.2〜0.5mm薄い枠を用いるのが良い。厚みが0.1mmより小さい場合は、アルミニウム合金が供給されず、含浸不良となり、1.0mm以上では、含浸後の離型性が悪く好ましくない。離型板としては、ステンレス板やセラミックス板を使用することがで、溶湯鍛造法にてアルミニウム合金が含浸されない緻密体であれば特に制限はない。また、治具や離型板に塗布する離型剤については、黒鉛、窒化ホウ素、アルミナ等の離型剤が使用できる。更に、好ましくは、治具や離型板表面をアルミナゾル等によりコーティングした後、離型剤を塗布することが好ましい。
【0030】
得られた積層体は、温度600〜800℃程度で加熱後、高圧容器内に1個または2個以上配置し、積層体の温度低下を防ぐために出来るだけ速やかに、融点以上に加熱したアルミニウム合金の溶湯を給湯して30MPa以上の圧力で加圧し、アルミニウム合金をプリフォームの空隙中に含浸させることで、金属含浸セラミックス複合体が得られる。なお、含浸時の歪み除去の目的で、含浸品のアニール処理を行うこともある。
【0031】
積層体の加熱温度は、温度600℃未満では、アルミニウム合金の複合化が不十分となり、得られる金属含浸セラミックス複合体の熱伝導率等の特性が低下してしまう。また、加熱温度が800℃を超えると、アルミニウム合金との複合化時に、セラミックス粉末の表面の酸化が起こり、得られる金属含浸セラミックス複合体の熱伝導率等の特性が低下してしまう。更に、含浸時の圧力に関しては、30MPa未満では、アルミニウム合金の複合化が不十分となり、得られる金属含浸セラミックス複合体の熱伝導率等の特性が低下してしまい好ましくない。好ましくは、含浸圧力は、50MPa以上である。
【0032】
本発明の金属含浸セラミックス複合体中のアルミニウム合金は、アルミニウムを70質量%以上含有するアルミニウム合金である。アルミニウムの含有量が70質量%未満では、アルミニウム合金の熱伝導率が低下し好ましくない。また、アルミニウム合金は、含浸時にプリフォームの空隙内に十分に浸透するために融点がなるべく低いことが好ましい。このようなアルミニウム合金として、例えばシリコンを5〜25質量%含有したアルミニウム合金が挙げられる。更にマグネシウムを含有させることは、セラミックス粒子と金属部分との結合がより強固になり好ましい。アルミニウム合金中のアルミニウム、シリコン、マグネシウム以外の金属成分に関しては、極端に特性が変化しない範囲であれば特に制限はなく、例えば銅等が含まれていても良い。
【0033】
次に、得られた板状の外周部がアルミニウムまたはアルミニウム合金で覆われた金属含浸セラミックス複合体を、両面研削盤、ロータリー研削盤、平面研削盤、ラップ盤等の加工機で、板厚が0.05〜1mm、且つ、表面粗さ(Ra)が0.01〜1μmになるように面加工を行った後、両面研削盤、ロータリー研削盤、平面研削盤、ラップ盤等の加工機で、板厚が0.1〜1mm、且つ、表面粗さ(Ra)が0.01〜1μmになるように面加工を行う。
【0034】
次に、外周部がアルミニウムまたはアルミニウム合金で覆われた板状の金属含浸セラミックス複合体は、表面を洗浄後、表面に厚みが0.05〜2.0μmのアルミニウム層を形成する。アルミニウム層厚みが0.05μm以下では、アルミニウム層未着部分が発生または、めっきの前処理等でアルミニウム層が反応し、ピンホールの発生により、未メッキ部分が生じ、耐薬品性が低下して好ましくない。一方、アルミニウム層厚みが2.0μmを超えると、アルミニウム層と金属含浸セラミックス複合体の線熱膨張係数が異なる為、両材料の熱膨張差による応力の発生、剥離の発生があり好ましくない。アルミニウム層厚みに関しては、より好ましくは0.3〜0.6μmである。
【0035】
アルミニウム層の形成方法としては、蒸着法又は、スパッタリング法により厚み0.05〜1.0μmに形成する。
【0036】
蒸着法では、外周部へのアルミニウム層形成がされにくく、その後のめっき処理にてめっき未着となる可能性がある。上記方法にて製造した金属含浸セラミックス複合体は、外周部がアルミニウムまたはアルミニウム合金で覆われているため、全面がアルミニウムまたはアルミニウム合金で覆われた金属含浸セラミックス複合体となる。
【0037】
アルミニウム層を構成するアルミニウム合金としては、アルミニウムを70質量%以上含有するアルミニウム合金である。アルミニウムの含有量が70質量%未満では、ジンケート処理による十分な密着のあるNiめっきが行えなくなるため好ましくない。アルミニウム合金中のアルミニウム、シリコン以外の金属成分に関しては、極端に特性が変化しない範囲であれば特に制限はなく、例えばマグネシウム、銅等が含まれていても良い。
【0038】
また、本発明では、金属含浸セラミックス複合体とアルミニウム層との密着性を向上させるため窒素、アルゴン、水素、ヘリウム又は真空雰囲気中で、温度460〜650℃で1分間以上加熱処理を行う。酸化性雰囲気下で処理を行うと、表面に酸化膜が形成され、その後のめっき不良が生じるため、好ましくない。温度は好ましくは、480〜570℃である。温度が460℃以下では、金属含浸セラミックス複合体とアルミニウム層の密着が悪くなってしまい、650℃以上では、アルミニウム層が溶解してしまい、表面粗さが悪化してしまい好ましくない。
【0039】
次に、アルミニウム層を形成させた金属含浸セラミックス複合体は、表面に無電解めっき法又は電気めっき法により、厚み0.5〜5.0μmのNiめっき層、及び厚み0.05〜2.0μmの金めっき層を形成する。Niめっき層厚みが0.5μm以下では、ピンホールが発生し、耐薬品性が低下して好ましくない。一方、Niめっき層厚みが5.0μm以上では、熱伝導率特性の低下や、電気抵抗の増加等が生じ、好ましくない。金めっき層厚みが、0.05μm以下では、ピンホールが発生し耐薬品性が低下して好ましくない。一方金めっき層厚みが2.0μm以上では、コストが上がり好ましくない。
【0040】
めっきの前処理としては、ジンケート処理、パラジウム処理等があるが、アルミニウムとの密着力のあるめっきが可能なジンケート処理がより好ましい。
【実施例】
【0041】
(実施例1)
〈LED発光素子用保持基板の作製〉
炭化珪素(以下、SiCという)粉末A(大平洋ランダム社製、NG−60、平均粒子径200μm)1800g、炭化珪素粉末B(大平洋ランダム社製、NG−600、平均粒子径20μm)900g、炭化珪素粉末C(大平洋ランダム社製、NC−6000、平均粒子径2μm)300g、及び成形バインダー(メチルセルロース、信越化学工業社製、「メトローズ」)150gを秤取し、攪拌混合機で30分間混合した後、Φ55mm×110mmの寸法の円柱状に面圧10MPaでプレス成形した後、成形圧力100MPaでCIP成形して成形体を作製した。
【0042】
得られた成形体を、大気雰囲気中、温度600℃で2時間脱脂処理後、アルゴン雰囲気下、温度2100℃で2時間焼成して、気孔率が20体積%のSiCプリフォームを作製した。得られたSiCプリフォームを、マシニングセンターでダイヤモンド製の砥石を用いて、外形寸法がΦ49.2mm×100mmの形状に加工した。さらに、研削加工により3点曲げ強度測定用試験体(3mm×4mm×40mm)を作製し、3点曲げ強度を測定した。3点曲げ強度は120MPaであった。
【0043】
得られたSiCプリフォームをマルチワイヤ―ソ-にて厚み1.4mmにスライス加工した後、窒化硼素の離型剤を塗布したΦ50.3mmの穴の開いた厚み1.2mm、外形寸法:70mm×70mm×100mmのステンレス板に挿入し、次に、70mm×100mm×0.8mmtのステンレス板に黒鉛離型材を塗布して離型板を作製し、140.8mm×140.8mm×100mmの形状となる様に離型板を挟んで積層して、両側に12mm厚みの鉄板を配置して、M10のボルト8本で連結して一つの積層体とした。次に、積層体を電気炉で温度700℃に予備加熱した後、あらかじめ加熱しておいた内径Φ400mm×300mmHのプレス型内に収め、シリコンを12質量%及びマグネシウムを1質量%含有するアルミニウム合金の溶湯(温度:800℃)を注ぎ、100MPaの圧力で25分間加圧してSiCプリフォームにアルミニウム合金を含浸させた。室温まで冷却した後、湿式バンドソーにて離型板の形状に沿って切断し、離型板を剥がし、ステンレス板から金属含浸セラミックス複合体を抜き出した。得られた金属含浸セラミックス複合体は、含浸時の歪み除去のために530℃の温度で3時間アニール処理を行った。
【0044】
次に、得られた金属含浸セラミックス複合体から、研削加工により熱膨張係数測定用試験体(直径3mm長さ10mm)、熱伝導率測定用試験体(25mm×25mm×1mm)、3点曲げ強度測定用試験体(3mm×4mm×40mm)、体積固有抵抗測定用試験体(50mm×50mm×5mm)を作製した。それぞれの試験体を用いて、温度25℃〜150℃の熱膨張係数を熱膨張計(セイコー電子工業社製;TMA300)で、温度25℃での熱伝導率をレーザーフラッシュ法(アルバック社製;TC3000)で、3点曲げ強度を曲げ強度試験機で、体積固有抵抗を4端子法(JIS R1637に準拠)で測定した。その結果、温度40℃〜150℃の熱膨張係数は4.9×10−6/K、温度25℃での熱伝導率は250W/mK、3点曲げ強度は350MPa、体積固有抵抗は8×10−7Ω・mであった。
【0045】
上記で得られた、外周に0.7mmのアルミニウム合金層が形成された円板状の金属含浸セラミックス複合体を、両面研削盤で#600のダイヤモンド砥石を用いて板厚0.22mmに研削加工した後、ラップ盤でダイヤモンドの砥粒を用いて、板厚0.2mmでまで研磨加工を行った後、純水中、次にイソプロピルアルコール中で超音波洗浄を行い、乾燥して金属含浸セラミックス複合材料基板を作製した。表面粗さ(Ra)を表面粗さ計で測定した結果、Ra0.05μmであった。
【0046】
次に、この金属基複合材料を、蒸着法により複合材料の表面に0.5μm厚のアルミニウム層を形成し、窒素雰囲気下で530℃で30分間加熱処理を行った。次にアルミニウム層を形成させた金属含浸セラミックス複合材料基板に、無電解Ni−P及び電気金めっきを行い、表面に1.3μm(Ni-P:1μm+Au:0.3μm)のめっき層を形成した。得られた金属含浸セラミックス複合材料基板の特性値はめっき層金属の物性値とめっき前の金属含浸セラミックス複合材料基板の物性値の厚み比率から計算により算出した。その結果を表1に示す。また、めっき膜形成後の金属基複合材料を、温度25℃の5規定のHCl溶液及び温度75℃の10規定のNaOH溶液に1分間浸漬し、個々の処理による単位面積当たりの重量減少量を測定した。更に、めっき後の金属含浸セラミックス複合材料基板の表面粗さ(Ra)を表面粗さ計で測定した。その結果を表2に示す。
【0047】
【表1】
【0048】
【表2】
【0049】
〈LED発光素子の作製〉
板厚が0.5mmの単結晶サファイア基板上に、アンモニアガスとトリメチルガリウムを使用し、キャリアガスとして水素と窒素の混合ガスを用いて、温度1100℃でMOCVD法により、(1)〜(4)のGaN単結晶を4μmの厚さに成長させた。図1に構造を示す。
(1)n型GaNバッファー層 2
(2)n型GaN半導体層 3
(3)GaN活性層(発光層) 4
(4)p型GaN半導体層 5
【0050】
次に、p型GaN半導体層の表面に、真空蒸着法で、銀/錫合金を2μmの厚さに蒸着した。一方、LED発光素子用保持基板の片側の表面にも、同様の方法で銀/錫合金を2μmの厚さに蒸着した。両基板を銀/錫合金層が接する図1の様に積層し、温度400℃で、5MPaの加圧下で5分間保持し接合した。得られた接合体は、サファイア基板側より、出力40MW/cm2となるように、窒素ガスレーザーを照射し、サファイア基板を剥離した。レーザー照射により、n型GaNバッファー層がGaと窒素に分解されて、発生した窒素ガスによりサファイア基板を剥離することができた。
【0051】
その後、表面に露出したn型GaNバッファー層をエッチングにより除去した後、酸化インジウム錫の透明導電体層を形成した。その後、n型電極としてAuを蒸着して、ダイシングにより、個々のLED発光素子とした。得られたLED発光素子は、保持基板からの放熱により素子温度の上昇による発光効率の低下がおさえられることを確認した。
【0052】
(実施例2〜8、比較例1〜3)
実施例1で作製した金属含浸セラミックス複合材料基板に蒸着法によりアルミニウム層を0.5μmまたは0.6μm形成し、窒素雰囲気下で530℃で30分間加熱処理をしたアルミニウム形成金属含浸セラミックス複合材料基板の表面に表4に示すめっき膜を形成した。得られた金属含浸セラミックス複合材料基板の特性値を表3に示す。また、めっき膜形成後の金属基複合材料を、温度25℃の5規定のHCl溶液及び温度75℃の10規定のNaOH溶液に1分間浸漬し、個々の処理による単位面積当たりの重量減少量を測定した。更に、めっき膜形成後の金属含浸セラミックス複合材料基板の表面粗さ(Ra)を表面粗さ計で測定した。その結果を表4に示す。
【0053】
【表3】
【0054】
【表4】
【0055】
(実施例9〜12、比較例4)
実施例1で作製した金属含浸セラミックス複合材料基板に蒸着法により表5に示す厚みのアルミニウム層を形成し、窒素雰囲気下で530℃で30分間加熱処理をしたアルミニウム形成金属含浸セラミックス複合材料基板の表面に厚み1.2μmのNiめっきおよび0.3μmのめっき膜形成した。得られた金属基複合材料の特性値を表5に示す。また、めっき膜形成後の金属含浸セラミックス複合材料基板を、温度25℃の5規定のHCl溶液及び温度75℃の10規定のNaOH溶液に1分間浸漬し、個々の処理による単位面積当たりの重量減少量を測定した。更に、めっき膜形成後の金属含浸セラミックス複合材料基板の表面粗さ(Ra)を表面粗さ計で測定した。その結果を表6に示す。
また、比較例4では、めっき未着がみられた。
【0056】
【表5】
【0057】
【表6】
【0058】
(実施例13〜19)
〈LED発光素子用保持基板の作製〉
炭化珪素(以下、SiCという)粉末A(大平洋ランダム社製、NG−60、平均粒子径200μm)1800g、炭化珪素粉末B(大平洋ランダム社製、NG−600、平均粒子径20μm)900g、炭化珪素粉末C(大平洋ランダム社製、NC−6000、平均粒子径2μm)300g、及び成形バインダー(メチルセルロース、信越化学工業社製、「メトローズ」)150gを秤取し、攪拌混合機で30分間混合した後、Φ55mm×1.5mmの寸法の円柱状に面圧30MPaでプレス成形して成形体を作製した。
【0059】
上記で得られた成形体を、大気雰囲気中、温度600℃で2時間脱脂処理後、アルゴン雰囲気下、温度1950℃で2時間焼成して、気孔率が30体積%のSiCプリフォームを作製した。得られたSiCプリフォームを、マシニングセンターでダイヤモンド製の砥石を用いて、外形寸法がΦ50.0mm×1.0mmの形状に加工した。さらに、同様の方法で作製した気孔率30%のφ50mm×10mmの寸法のSiCプリフォームを研削加工により3点曲げ強度測定用試験体(3mm×4mm×40mm)を作製し、3点曲げ強度を測定した。3点曲げ強度は80MPaであった。
【0060】
該SiCプリフォームに窒化硼素の離型剤を塗布したΦ50.3mmの穴の開いた厚み0.8mm、外形寸法:70mm×70mm×100mmのステンレス板に挿入し、次に、70mm×100mm×0.8mmtのステンレス板に黒鉛離型材を塗布して離型板を作製し、140.8mm×140.8mm×100mmの形状となる様に離型板を挟んで積層して、両側に12mm厚みの鉄板を配置して、M10のボルト8本で連結して一つの積層体とした。次に、積層体を電気炉で温度700℃に予備加熱した後、あらかじめ加熱しておいた内径Φ400mm×300mmHのプレス型内に収め、シリコンを12質量%及びマグネシウムを1質量%含有するアルミニウム合金の溶湯(温度:800℃)を注ぎ、100MPaの圧力で25分間加圧してSiCプリフォームにアルミニウム合金を含浸させた。室温まで冷却した後、湿式バンドソーにて離型板の形状に沿って切断し、離型板を剥がし、ステンレス板から金属含浸セラミックス複合体を抜き出した。得られた金属含浸セラミックス複合体は、含浸時の歪み除去のために530℃の温度で3時間アニール処理を行った。
【0061】
次に、得られた金属含浸セラミックス複合体より、研削加工により熱膨張係数測定用試験体(直径3mm長さ10mm)、熱伝導率測定用試験体(25mm×25mm×1mm)、3点曲げ強度測定用試験体(3mm×4mm×40mm)、体積固有抵抗測定用試験体(50mm×50mm×5mm)を作製した。それぞれの試験体を用いて、実施例1と同様の方法で測定した。その結果、温度40℃〜150℃の熱膨張係数は6.9×10−6/K、温度25℃での熱伝導率は220W/mK、3点曲げ強度は380MPa、体積固有抵抗は4×10−7Ω・mであった。
【0062】
上記で得られた、外周に0.4mmのアルミニウム合金層が形成された円板状の金属含浸セラミックス複合体を、両面研削盤で#800のダイヤモンド砥石を用いて、板厚0.2mmに研削加工を行い、金属含浸セラミックス複合材料基板を作製した。
【0063】
次に、この金属含浸セラミックス複合材料基板の表面を洗浄後、蒸着法により厚み1.0μmまたは0.6μmのアルミニウム層を形成した。次にアルミニウム層を形成させた金属含浸セラミックス複合材料基板を表7に示す条件にて加熱処理を行った後、無電解Ni−P及び電気金めっきを行い、表面に1.3μm(Ni-P:1μm+Au:0.3μm)のめっき層を形成した。得られた金属含浸セラミックス複合材料基板の特性値を表7に示す。また、めっき膜形成後の金属含浸セラミックス複合材料基板を、温度25℃の5規定のHCl溶液及び温度75℃の10規定のNaOH溶液に1分間浸漬し、個々の処理による単位面積当たりの重量減少量を測定した。更に、めっき膜形成後の金属含浸セラミックス複合材料基板の表面粗さ(Ra)を表面粗さ計で測定した。その結果を表8に示す。
【0064】
【表7】
【0065】
【表8】
【0066】
〈LED発光素子の作製〉
次に、実施例13〜19のLED発光素子用保持基板を用いたLED発光素子の作製例を記載する。
板厚が0.5mmの単結晶Si基板上に、CVD法でSiC層を2μm形成して成長基板を作製した後、アンモニアガスと塩化ガリウムを使用し、キャリアガスとして水素ガスを用いて、温度1050℃でHVPE法により、(1)〜(3)のGaN単結晶を4μmの厚さに成長させた。図3に構造を示す。
(1)n型GaN半導体層 3
(2)GaN活性層(発光層) 4
(3)p型GaN半導体層 5
【0067】
次に、p型GaN半導体層の表面に、真空蒸着法で、銀を0.5μmの厚さに蒸着した後、Au/錫合金を1.5μmの厚さに蒸着した。一方、実施例13〜19のLED発光素子用保持基板の片側の表面にも、同様の方法でAu/錫合金を1.5μmの厚さに蒸着した。両基板をAu/錫合金層が接する図3の様に積層し、温度500℃で、5MPaの加圧下で5分間保持し接合した。得られた接合体は、酸処理により単結晶Si層をエッチング除去した後、研削加工によりSiC層を完全に除去した。
【0068】
その後、露出したn型GaN層表面をエッチングにより、表面粗化した後、酸化インジウム錫の透明導電体層を形成した。次に、n型電極としてAuを蒸着して、レーザー加工により、個々のLED発光素子とした。得られたLED発光素子は、保持基板からの放熱により素子温度の上昇による発光効率の低下がおさえられることを確認した。
【0069】
(実施例20〜25、比較例5)
〈LED発光素子用保持基板の作製〉
炭化珪素粉末D(大平洋ランダム社製、NG−80、平均粒子径:150μm)1300g、炭化珪素粉末E(屋久島電工社製、GC−1000F、平均粒子径:10μm)700g、シリカゾル(日産化学社製:スノーテックス)300gを秤取し、攪拌混合機で30分間混合した後、Φ110mm×100mmの寸法の円柱状に面圧30MPaでプレス成形して成形体を作製した。得られた成形体を、温度120℃で1時間乾燥後、窒素雰囲気下、温度1400℃で2時間焼成して、気孔率が35体積%のSiCプリフォームを得た。得られたSiCプリフォームは、マシニングセンターでダイヤモンド砥石を用いて、外形寸法が、表9に示す外形に加工した。得られたSiCプリフォームより、研削加工により3点曲げ強度測定用試験体(3mm×4mm×40mm)を作製し、3点曲げ強度を測定した。その結果、3点曲げ強度が、50MPaであった。
【0070】
得られたSiCプリフォームをマルチワイヤ―ソ-にて厚み1.2mmにスライス加工した後、窒化硼素の離型剤を塗布した表9に示す径の穴の開いた厚み1.0mm、外形寸法:70mm×70mm×100mmのステンレス板に挿入し、次に、70mm×100mm×0.8mmtのステンレス板に黒鉛離型材を塗布して離型板を作製し、140.8mm×140.8mm×100mmの形状となる様に離型板を挟んで積層して、両側に12mm厚みの鉄板を配置して、M10のボルト8本で連結して一つの積層体とした。次に、積層体を電気炉で温度700℃に予備加熱した後、あらかじめ加熱しておいた内径Φ400mm×300mmHのプレス型内に収め、シリコンを12質量%及びマグネシウムを1質量%含有するアルミニウム合金の溶湯(温度:800℃)を注ぎ、100MPaの圧力で25分間加圧してSiCプリフォームにアルミニウム合金を含浸させた。室温まで冷却した後、湿式バンドソーにて離型板の形状に沿って切断し、離型板を剥がし、旋盤で黒鉛治具部分を除去してΦ52mm×100mm形状の金属含浸セラミックス複合体を得た。得られた金属含浸セラミックス複合体は、含浸時の歪み除去のために530℃の温度で3時間アニール処理を行った。
【0071】
次に、得られた金属含浸セラミックス複合体より、研削加工により熱膨張係数測定用試験体(直径3mm長さ10mm)、熱伝導率測定用試験体(25mm×25mm×1mm)、3点曲げ強度測定用試験体(3mm×4mm×40mm)、体積固有抵抗測定用試験体(50mm×50mm×5mm)を作製した。それぞれの試験体を用いて、実施例1と同様の方法で測定した。その結果、温度40℃〜150℃の熱膨張係数は7.6×10−6/K、温度25℃での熱伝導率は200W/mK、3点曲げ強度は400MPa、体積固有抵抗は3×10−7Ω・mであった。
【0072】
上記で得られた、表9に示す厚みのアルミニウム合金層が外周に形成された円板状の金属含浸セラミックス複合体を、両面研削盤で#800のダイヤモンド砥石を用いて、板厚0.2mmに研削加工を行い、金属含浸セラミックス複合材料基板を作製した。
【0073】
次に、この金属含浸セラミックス複合材料基板の表面を洗浄後、蒸着法により0.6μmのアルミニウム層を形成し、窒素雰囲気下で540℃で30分間加熱処理を行った。次にアルミニウム層を形成させた金属含浸セラミックス複合材料基板に、無電解Ni−P及び電気金めっきを行い、表面に1.3μm(Ni-P:1μm+Au:0.3μm)のめっき層を形成した。得られた金属含浸セラミックス複合材料基板の熱伝導率は200W/mK、線熱膨張係数は7.6ppm/K、体積固有抵抗は3×10−7Ω・mであった。また、めっき膜形成後の金属含浸セラミックス複合材料基板を、温度25℃の5規定のHCl溶液及び温度75℃の10規定のNaOH溶液に1分間浸漬し、個々の処理による単位面積当たりの重量減少量を測定した。更に、めっき膜形成後の金属含浸セラミックス複合材料基板の表面粗さ(Ra)を表面粗さ計で測定した。その結果を表10に示す。
【0074】
【表9】
【0075】
【表10】
【0076】
実施例20〜25で得られたLED発光素子用保持基板を用いてLED発光素子を作製し、保持基板からの放熱により素子温度の上昇による発光効率の低下がおさえられることを確認した。比較例5を用いてLED発光素子の作製を行ったが、外周部のアルミニウム合金層の厚みが厚いため、外周1.0mmの範囲のLED発光素子が使用できず、収率が低下してしまった。
【産業上の利用可能性】
【0077】
本発明のLED発光素子用保持基板は、LEDを構成するIII−IV族半導体結晶と線熱膨張率の小さい、高熱伝導性の保持基板であり、放熱性、信頼性に優れた高出力のLED発光素子を提供することが出来る。更に、本発明のLED発光素子用保持基板は、LED発光素子製造時に使用される酸及びアルカリ溶液に対する耐薬品性に優れると共に、導電性であり、LEDを構成するIII-IV族半導体結晶の両面に電極を形成することができる。そのため、LED発光素子の製造プロセスの低減、並びに単位面積当たりの発光量の増加を達成でき、LED発光素子用の保持基板として有効である。
【符号の説明】
【0078】
1)成長基板
2)成長基板上に形成された窒化物のバッファー層
3)n型のIII−V族半導体層
4)発光層
5)p型のIII−V族半導体層
6)金属層(反射層)
7)金属層
8)LED発光素子用保持基板
81)金属含浸セラミックス複合体
82)アルミニウムまたはアルミニウム合金
83)アルミニウムまたはアルミニウム合金層
84)めっき層
9)透明導電層
10)表面コーティング層
11)基材
【特許請求の範囲】
【請求項1】
外周部が厚み0.1〜2.0mmのアルミニウムまたはアルミニウム合金(82)で覆われており、両主面に金属含浸セラミックス複合体(81)が露出した基板の両主面に、アルミニウムまたはアルミニウム合金層(83)を厚み0.05〜2μm形成し、全面に厚み0.5〜5μmのNiめっき層および厚み0.05〜2μmの金めっき層(84)を順次形成されたLED発光素子用保持基板(8)。
【請求項2】
金属含浸セラミックス複合体のセラミックスが、炭化珪素からなり、金属含浸セラミックス複合体の3点曲げ強度が50MPa以上、温度25℃の熱伝導率が150〜300W/mK、温度25℃〜150℃の線熱膨張係数が4×10-6〜9×10-6/K、体積固有抵抗が10-9〜10-5Ω・mであることを特徴とする請求項1記載のLED発光素子用保持基板。
【請求項3】
最終製品の外形よりも小さい内径の穴を開けた金属又はセラミックスからなる枠に、炭化珪素からなる多孔体を挿入し、溶湯鍛造法にて含浸圧力30MPa以上でアルミニウムまたはアルミニウム合金を含浸させて金属含浸セラミックス複合体を作製する。該金属含浸セラミックス複合体を板厚が0.05〜0.5mm、表面粗さ(Ra)0.01〜0.5μmに加工した後、アルミニウムまたはアルミニウム合金層を、蒸着法又はスパッタリング法により、外周部がアルミニウムまたはアルミニウム合金で覆われた該金属含浸セラミックス複合体の両主面に形成し、窒素、アルゴン、水素、ヘリウム又は、真空雰囲気中、温度460〜650℃で1分間以上加熱処理する。その後、無電解めっき法又は電気めっき法により、両主面に形成されたアルミニウムまたはアルミニウム合金層の表面に、Niめっき層と金めっき層を順次形成する工程によりめっき層を形成させることを特徴とする請求項1または2記載のLED発光素子用保持基板の製造方法。
【請求項4】
下記の工程を順次経て製造される、LED発光素子。
(1)円板状又は平板状の単結晶成長基板の一主面上に、III−V族半導体結晶をエピタキシャル成長させる工程。
(2)III−V族半導体結晶面に金属層を介して、請求項1〜3のいずれか一項記載のLED発光素子用保持基板を接合し、レーザー照射、エッチング、研削のいずれかの方法により、単結晶成長基板を除去する工程。
(3)III−V族半導体結晶面の表面加工、電極形成を行った後、切断加工する工程。
【請求項5】
単結晶成長基板が、単結晶サファイア、単結晶炭化珪素、単結晶GaAs、単結晶Siの群から選ばれることを特徴とする請求項4記載のLED発光素子。
【請求項6】
単結晶成長基板が表面に、n型III−V族半導体のバッファー層またはAlN、SiC、GaN、GaAsの群から選ばれる材料で表面コーティングされていることを特徴とする請求項4又は5記載のLED発光素子。
【請求項7】
III−V族半導体結晶が、GaN、GaAs、GaPのいずれかであることを特徴とする請求項4〜6のいずれか一項記載のLED発光素子。
【請求項1】
外周部が厚み0.1〜2.0mmのアルミニウムまたはアルミニウム合金(82)で覆われており、両主面に金属含浸セラミックス複合体(81)が露出した基板の両主面に、アルミニウムまたはアルミニウム合金層(83)を厚み0.05〜2μm形成し、全面に厚み0.5〜5μmのNiめっき層および厚み0.05〜2μmの金めっき層(84)を順次形成されたLED発光素子用保持基板(8)。
【請求項2】
金属含浸セラミックス複合体のセラミックスが、炭化珪素からなり、金属含浸セラミックス複合体の3点曲げ強度が50MPa以上、温度25℃の熱伝導率が150〜300W/mK、温度25℃〜150℃の線熱膨張係数が4×10-6〜9×10-6/K、体積固有抵抗が10-9〜10-5Ω・mであることを特徴とする請求項1記載のLED発光素子用保持基板。
【請求項3】
最終製品の外形よりも小さい内径の穴を開けた金属又はセラミックスからなる枠に、炭化珪素からなる多孔体を挿入し、溶湯鍛造法にて含浸圧力30MPa以上でアルミニウムまたはアルミニウム合金を含浸させて金属含浸セラミックス複合体を作製する。該金属含浸セラミックス複合体を板厚が0.05〜0.5mm、表面粗さ(Ra)0.01〜0.5μmに加工した後、アルミニウムまたはアルミニウム合金層を、蒸着法又はスパッタリング法により、外周部がアルミニウムまたはアルミニウム合金で覆われた該金属含浸セラミックス複合体の両主面に形成し、窒素、アルゴン、水素、ヘリウム又は、真空雰囲気中、温度460〜650℃で1分間以上加熱処理する。その後、無電解めっき法又は電気めっき法により、両主面に形成されたアルミニウムまたはアルミニウム合金層の表面に、Niめっき層と金めっき層を順次形成する工程によりめっき層を形成させることを特徴とする請求項1または2記載のLED発光素子用保持基板の製造方法。
【請求項4】
下記の工程を順次経て製造される、LED発光素子。
(1)円板状又は平板状の単結晶成長基板の一主面上に、III−V族半導体結晶をエピタキシャル成長させる工程。
(2)III−V族半導体結晶面に金属層を介して、請求項1〜3のいずれか一項記載のLED発光素子用保持基板を接合し、レーザー照射、エッチング、研削のいずれかの方法により、単結晶成長基板を除去する工程。
(3)III−V族半導体結晶面の表面加工、電極形成を行った後、切断加工する工程。
【請求項5】
単結晶成長基板が、単結晶サファイア、単結晶炭化珪素、単結晶GaAs、単結晶Siの群から選ばれることを特徴とする請求項4記載のLED発光素子。
【請求項6】
単結晶成長基板が表面に、n型III−V族半導体のバッファー層またはAlN、SiC、GaN、GaAsの群から選ばれる材料で表面コーティングされていることを特徴とする請求項4又は5記載のLED発光素子。
【請求項7】
III−V族半導体結晶が、GaN、GaAs、GaPのいずれかであることを特徴とする請求項4〜6のいずれか一項記載のLED発光素子。
【図1】

【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2013−12623(P2013−12623A)
【公開日】平成25年1月17日(2013.1.17)
【国際特許分類】
【出願番号】特願2011−145150(P2011−145150)
【出願日】平成23年6月30日(2011.6.30)
【出願人】(000003296)電気化学工業株式会社 (1,539)
【Fターム(参考)】
【公開日】平成25年1月17日(2013.1.17)
【国際特許分類】
【出願日】平成23年6月30日(2011.6.30)
【出願人】(000003296)電気化学工業株式会社 (1,539)
【Fターム(参考)】
[ Back to top ]