
LSIパッケージ及びその製造方法

【課題】LSIの上面への樹脂の充填を防ぎ、下面に形成されたはんだ端子への樹脂の充填を容易にする、シールドケース収容LSIパッケージを提供する。
【解決手段】LSIパッケージ10は、表面に電極パッド18を有する基板17と、電極パッド18に接続される接続端子20を下面に有するLSI14と、LSI14を囲んで基板17上に搭載され、天板に穴12を有するシールドケース11と、シールドケース11の天板の穴12の縁部近傍からLSI14の側面に沿って延在する隔壁13とを有する。隔壁13の下端が、LSI14の下面と上面との間に位置している。
【解決手段】LSIパッケージ10は、表面に電極パッド18を有する基板17と、電極パッド18に接続される接続端子20を下面に有するLSI14と、LSI14を囲んで基板17上に搭載され、天板に穴12を有するシールドケース11と、シールドケース11の天板の穴12の縁部近傍からLSI14の側面に沿って延在する隔壁13とを有する。隔壁13の下端が、LSI14の下面と上面との間に位置している。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、LSIパッケージ及びその製造方法に関し、更に詳しくは、ノイズシールドケースを有するLSIパッケージ及びその製造方法に関する。
【背景技術】
【0002】
LSIパッケージを搭載した電子機器の使用環境は様々であり、多くの場合厳しい温度環境下にさらされている。電子機器が熱ストレスを受ける際、構造材の熱膨張係数の差に起因し、力学的に最も弱いはんだ接合部に歪が発生し破壊に至る場合がある。また携帯機器においては、落下時の衝撃により、はんだ接続部が剥離するといった破壊が生じることがある。このような破壊は、電子機器の致命的な欠陥となるため、LSIパッケージでは、補強用のアンダーフィル樹脂をパッケージ下面に充填し、実装信頼性を確保している。
【0003】
また、電子機器のプリント配線基板上には、相互に隣接して複数の電子部品が搭載されているため、電子部品同士の電気ノイズの影響を抑制する必要がある。このため、LSIパッケージでは、個別にシールドケースが装着されることがある。特許文献1及び2は、シールドケースを装着したLSIパッケージを記載している。このようなLSIパッケージでは、シールドケースの天板に補強樹脂充填用の穴を設け、電子部品を搭載した後にその穴から補強樹脂の充填を行っている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2008−270518号公報
【特許文献2】特開平5−29784号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
シールドケースを装着したLSIパッケージの製造にあたり、シールドケース天板の穴から補強樹脂の充填を行うと、シールドケースの内壁や、電子部品の上面とシールドケース天板との間の隙間に樹脂が濡れ拡がりやすく、且つ、パッケージ下面のはんだ端子への樹脂充填が不十分になることがある。また、パッケージ下面に樹脂を確実に充填させるためには、樹脂充填装置のノズルをはんだ端子に接近させる必要があり、ノズルをシールドケース内に深く挿入することとなる。従って、シールドケースの設計では、樹脂充填装置及びノズルの形状や挿入位置を考慮しなければならない。ここで、確実な充填を重視してシールドケースの外形を大きくすると、LSIパッケージの占有面積が増大し、電子機器において高密度実装を実現させる上で問題となる。
【0006】
本発明は、上記に鑑み、シールドケースを装着したLSIパッケージの構造を改良し、補強樹脂の確実な充填を容易にするLSIパッケージ、及び、その製造方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
上記目的を達成するために、本発明は、表面に電極パッドを有する基板と、前記電極パッドに接続される接続端子を下面に有するLSIと、前記LSIを囲んで前記基板上に搭載され、天板に穴を有するシールドケースと、前記シールドケースの天板の穴の縁部から前記LSIの側面に沿って延在する隔壁とを有し、前記隔壁の下端が、前記LSIの下面と上面との間に位置して成るLSIパッケージを提供する。
【0008】
本発明は、また、基板上にLSIを搭載するステップと、天板に穴が形成され、該穴に隣接して隔壁が形成されたシールドケースを前記基板上に搭載して前記LSIを該シールドケース内に収容するステップであって、前記シールドケースは、前記隔壁によって、前記穴を含む天板部分に区画された第1の内部空間と、別の天板部分に区画された第2の内部空間とに区分されており、前記第1の内部空間と前記第2の内部空間とが前記基板に隣接する連通部分で互いに連通しており、前記LSIが前記第2の内部空間内に収容されるステップと、前記穴から樹脂を前記第1の内部空間に供給すると共に、前記樹脂を前記第1の内部空間から前記連通部分を経由して前記第2の内部空間に供給するステップと、を有するLSIパッケージの製造方法を提供する。
【発明の効果】
【0009】
本発明のLSIパッケージ及び本発明方法で製造されるLSIパッケージでは、LSIの上面に樹脂が供給されることを防止し、且つ、LSIの下面への樹脂の供給を容易にする。
【図面の簡単な説明】
【0010】
【図1】本発明の第1の実施形態に係るLSIパッケージの斜視図。
【図2】図1のLSIパッケージをプリント配線基板上に搭載した状態で示す斜視図。
【図3】図2のLSIパッケージのA−B線に沿う断面図。
【図4】比較例のLSIパッケージの図3と同様な断面図。
【図5】(a)〜(c)はそれぞれ、図2のLSIパッケージをプリント配線基板に搭載する、LSIの製造工程を順次に示す断面図。
【図6】本発明の第2の実施形態に係るLSIパッケージの斜視図。
【発明を実施するための形態】
【0011】
本発明の実施形態を説明する前に、本発明の概要を説明する。本発明のLSIパッケージは、その最小構成において、表面に電極パッドを有する基板と、前記電極パッドに接続される接続端子を下面に有するLSIと、前記LSIを囲んで前記基板上に搭載され、天板に穴を有するシールドケースと、前記シールドケースの天板の穴の縁部から前記LSIの側面に沿って延在する隔壁とを有し、前記隔壁の下端が、前記LSIの下面と上面との間に位置して構成される。
【0012】
本発明のLSIパッケージの製造方法は、その最小構成において、基板上にLSIを搭載するステップと、天板に穴が形成され、該穴に隣接して隔壁が形成されたシールドケースを前記基板上に搭載して前記LSIを該シールドケース内に収容するステップであって、前記シールドケースは、前記隔壁によって、前記穴を含む天板部分に区画された第1の内部空間と、別の天板部分に区画された第2の内部空間とに区分されており、前記第1の内部空間と前記第2の内部空間とが前記基板に隣接する連通部分で互いに連通しており、前記LSIが前記第2の内部空間内に収容されるステップと、前記穴から樹脂を前記第1の内部空間に供給すると共に、前記樹脂を前記第1の内部空間から前記連通部分を経由して前記第2の内部空間に供給するステップとを有する。
【0013】
本発明のLSIパッケージ、及び、本発明方法で製造されるLSIパッケージでは、隔壁がLSIを収容する第1の内部空間への樹脂の供給を規制するので、LSIの上面に樹脂が供給されることを防止し、また、樹脂が連通部分を介して第1の内部空間から第2の内部空間に供給されるので、LSIの下面への樹脂の供給が確保できる。
【0014】
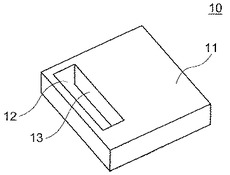
以下、図面を参照して本発明の実施形態について詳細に説明する。図面では、全図を通して、同様な要素には同様な符号を付して示した。図1は、本発明の第1の実施形態に係るLSIパッケージの全体を示す斜視図である。LSIパッケージ10は、その底面を除いて全体がシールドケース11に囲まれており、シールドケース11の天板には補強樹脂を供給するための穴12が形成されている。穴12は、穴を形成する位置の矩形部分の3つの辺で、シールドケース11の天板に切れ目を入れ、その切れ目を入れた天板の部分を残りの辺の位置で内側に直角に折り曲げることによって形成される。この折曲げ部分13は、電子部品の本体の底面よりも少し高い位置にその先端のエッジがある。折曲げ部分13は、この構成により、補強樹脂の充填時に、シールドケース11の内部に配置される電子部品の上面とシールドケース11との間の隙間に補強樹脂が流れ込むのを防止し、また、電子部品の下面のはんだ端子の近傍へ補強樹脂が濡れ拡がることを促す。従って、補強樹脂の充填に際して、補強樹脂充填用のノズルをシールドケース11の内部に深く挿入する必要がなくなり、シールドケース11の設計に際して、樹脂充填のためのスペースを反映させる必要がなくなるため、実装面積の縮小が可能となる。
【0015】
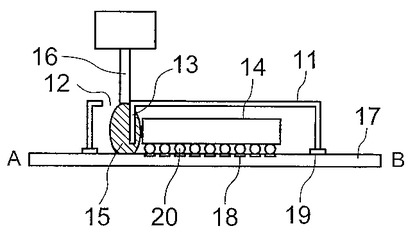
図2は、図1のLSIパッケージ10をプリント基板上に実装して示す斜視図である。また、図3は、図2におけるA−B線に沿う断面図である。プリント配線基板17上には、電極パッド18が形成されており、その電極パッド18の上にPGAタイプの電子部品14が搭載されている。シールドケース11は電子部品14を覆うように配置される。シールドケース11は、底面がない直方体形状を有し、プリント配線基板17上に別に形成されたパッド19の上に搭載され、はんだ付けされている。シールドケース11の穴12は、平面視で電子部品14の搭載位置から少し外れた位置にあり、折曲げ部分13が、電子部品の側面に沿うようにシールドケース11の天板から垂れ下がっている。折曲げ部分13の先端エッジは、電子部品14の上面よりも低く、電子部品14のはんだ端子20の上部よりも高い位置にある。
【0016】
図3には、補強樹脂の充填後の状態が示されている。同図に示すように、樹脂充填装置のノズル16の先端を天板の高さに留めつつ、天板の穴12から補強樹脂15を充填する。この補強樹脂15は、シールドケース11の内部に濡れ拡がるものの、折曲げ部分13が電子部品14の上面とシールドケース11との間の隙間への樹脂充填を防ぎ、また、はんだ端子20の近傍への樹脂充填を容易にする。
【0017】
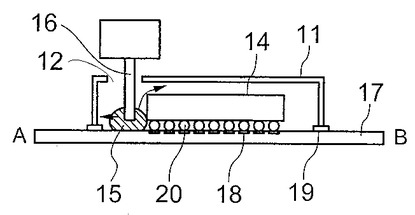
図4は、本発明の比較例のLSIパッケージを図3と同様に示している。比較例のLSIパッケージでは、穴12に折曲げ部分がないので、補強樹脂をはんだ端子20の近傍に届かせるには、ノズル16の先端をシールドケース11の内部に深く挿入する必要がある。このため、シールドケース11内にノズル16を挿入するスペースが必要になる。また、場合によって、補強樹脂15が、はんだ端子20の近傍に十分にいきわたる前に、電子部品14の上面にまで達することとなる。従って、シールドケース11の設計に際して、樹脂充填装置のノズル16の大きさや配置までを考慮した設計が必要である。上記実施形態の構成によると、ノズル16は、シールドケース11の内部にまで挿入する必要がなく、比較例に比して、LSIの占有面積の縮小が可能になる。
【0018】
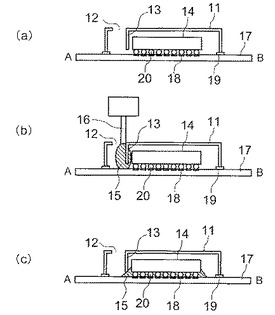
次に、図5(a)〜(c)を参照して上記第1の実施形態に係るLSIパッケージ10の製造方法について説明する。まず、プリント配線基板17の電極パッド18の上にBGAタイプの電子部品14を搭載し、次いで、パッド19にシールドケース11を搭載する。引き続き、全体に熱処理を施すことにより、電子部品15及びシールドケース11を基板17に固定する(図5(a))。更に、穴12の上部から樹脂充填装置のノズル16をシールドケース11に接近させ、ノズル16から補強樹脂15をシールドケース11の内部に供給する(図5(b))。供給された補強樹脂15は、シールドケース11の折曲げ部分13を伝って下に流れ、次いで電子部品14のはんだ端子20の方向に濡れ拡がる。また、電子部品14上面への補強樹脂15の濡れ拡がりは、シールドケース11の折曲げ部分13が浸入口を塞ぐため、抑制される。最後に、熱処理を施すことにより、補強樹脂15が硬化し、高い接続信頼性が得られる(図5(c))。
【0019】
上記実施形態では、シールドケース11の折曲げ部分13が補強樹脂15を電子部品14の下面に誘導する経路となること、及び、電子部品14の上面とシールドケース11の天板との隙間への侵入口を塞ぐことによって、電子部品14下面のはんだ端子20の位置に補強樹脂15を確実に充填することが可能になる。さらに、樹脂充填装置のノズル16を電子部品14のはんだ端子20に接近させる必要がなくなる。このため、樹脂充填装置のノズル16の大きさや挿入位置を穴12のサイズ及びその下の内部空間の広さに反映させる必要がなくなり、シールドケース11の外形サイズを小さくすることができる。
【0020】
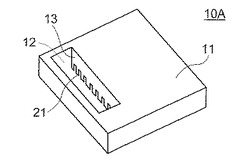
図6は、本発明の第2の実施形態に係るLSIパッケージの全体を示す斜視図である。本実施形態のLSIパッケージ10Aでは、シールドケース11の折曲げ部分13の先端に、一定の間隔で切欠き21を設け、折曲げ部分13をくし歯形状にしている。その他の構成は、第1の実施形態と同様である。本実施形態においても、第1の実施形態と同様に、樹脂を充填する際に高い接続信頼性が確保でき、また、LSIパッケージの占有領域の縮小を可能にする。切欠き21の長さは、シールドケース11と電子部品14とを基板17上に実装した際に、切欠き21の上端が基板17の表面から電子部品14の上面までの範囲に収まるように設定する。折曲げ部分13に切欠き21を形成したことにより、樹脂の充填に際して毛細管現象が起こり、第1の実施形態に比して電子部品14の下面への補強樹脂15の濡れ拡がりが容易になる。
【0021】
上記実施形態では、基板がプリント配線基板である例を示した。しかし、基板は、必ずしもプリント配線基板である必要はなく、種々の基板が使用可能である。また、シールドケースは、電磁遮蔽の機能があれば、その材質は問わない。また、実施形態の製造方法では、示さなかったものの、シールドケース天板に穴を形成する工程は、シールドケースを基板上に搭載する前であっても、搭載した後であってもよい。
【0022】
以上、本発明を特別に示し且つ例示的な実施形態を参照して説明したが、本発明は、その実施形態及びその変形に限定されるものではない。当業者に明らかなように、本発明は、添付の特許請求の範囲に規定される本発明の精神及び範囲を逸脱することなく、種々の変更が可能である。
【符号の説明】
【0023】
10、10A:LSIパッケージ
11:シールドケース
12:穴
13:折曲げ部分
14:LSI
15:補強樹脂
16:ノズル
17:基板(プリント配線基板)
18:電極パッド
19:パッド
20:はんだ端子
21:切欠き
【技術分野】
【0001】
本発明は、LSIパッケージ及びその製造方法に関し、更に詳しくは、ノイズシールドケースを有するLSIパッケージ及びその製造方法に関する。
【背景技術】
【0002】
LSIパッケージを搭載した電子機器の使用環境は様々であり、多くの場合厳しい温度環境下にさらされている。電子機器が熱ストレスを受ける際、構造材の熱膨張係数の差に起因し、力学的に最も弱いはんだ接合部に歪が発生し破壊に至る場合がある。また携帯機器においては、落下時の衝撃により、はんだ接続部が剥離するといった破壊が生じることがある。このような破壊は、電子機器の致命的な欠陥となるため、LSIパッケージでは、補強用のアンダーフィル樹脂をパッケージ下面に充填し、実装信頼性を確保している。
【0003】
また、電子機器のプリント配線基板上には、相互に隣接して複数の電子部品が搭載されているため、電子部品同士の電気ノイズの影響を抑制する必要がある。このため、LSIパッケージでは、個別にシールドケースが装着されることがある。特許文献1及び2は、シールドケースを装着したLSIパッケージを記載している。このようなLSIパッケージでは、シールドケースの天板に補強樹脂充填用の穴を設け、電子部品を搭載した後にその穴から補強樹脂の充填を行っている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2008−270518号公報
【特許文献2】特開平5−29784号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
シールドケースを装着したLSIパッケージの製造にあたり、シールドケース天板の穴から補強樹脂の充填を行うと、シールドケースの内壁や、電子部品の上面とシールドケース天板との間の隙間に樹脂が濡れ拡がりやすく、且つ、パッケージ下面のはんだ端子への樹脂充填が不十分になることがある。また、パッケージ下面に樹脂を確実に充填させるためには、樹脂充填装置のノズルをはんだ端子に接近させる必要があり、ノズルをシールドケース内に深く挿入することとなる。従って、シールドケースの設計では、樹脂充填装置及びノズルの形状や挿入位置を考慮しなければならない。ここで、確実な充填を重視してシールドケースの外形を大きくすると、LSIパッケージの占有面積が増大し、電子機器において高密度実装を実現させる上で問題となる。
【0006】
本発明は、上記に鑑み、シールドケースを装着したLSIパッケージの構造を改良し、補強樹脂の確実な充填を容易にするLSIパッケージ、及び、その製造方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
上記目的を達成するために、本発明は、表面に電極パッドを有する基板と、前記電極パッドに接続される接続端子を下面に有するLSIと、前記LSIを囲んで前記基板上に搭載され、天板に穴を有するシールドケースと、前記シールドケースの天板の穴の縁部から前記LSIの側面に沿って延在する隔壁とを有し、前記隔壁の下端が、前記LSIの下面と上面との間に位置して成るLSIパッケージを提供する。
【0008】
本発明は、また、基板上にLSIを搭載するステップと、天板に穴が形成され、該穴に隣接して隔壁が形成されたシールドケースを前記基板上に搭載して前記LSIを該シールドケース内に収容するステップであって、前記シールドケースは、前記隔壁によって、前記穴を含む天板部分に区画された第1の内部空間と、別の天板部分に区画された第2の内部空間とに区分されており、前記第1の内部空間と前記第2の内部空間とが前記基板に隣接する連通部分で互いに連通しており、前記LSIが前記第2の内部空間内に収容されるステップと、前記穴から樹脂を前記第1の内部空間に供給すると共に、前記樹脂を前記第1の内部空間から前記連通部分を経由して前記第2の内部空間に供給するステップと、を有するLSIパッケージの製造方法を提供する。
【発明の効果】
【0009】
本発明のLSIパッケージ及び本発明方法で製造されるLSIパッケージでは、LSIの上面に樹脂が供給されることを防止し、且つ、LSIの下面への樹脂の供給を容易にする。
【図面の簡単な説明】
【0010】
【図1】本発明の第1の実施形態に係るLSIパッケージの斜視図。
【図2】図1のLSIパッケージをプリント配線基板上に搭載した状態で示す斜視図。
【図3】図2のLSIパッケージのA−B線に沿う断面図。
【図4】比較例のLSIパッケージの図3と同様な断面図。
【図5】(a)〜(c)はそれぞれ、図2のLSIパッケージをプリント配線基板に搭載する、LSIの製造工程を順次に示す断面図。
【図6】本発明の第2の実施形態に係るLSIパッケージの斜視図。
【発明を実施するための形態】
【0011】
本発明の実施形態を説明する前に、本発明の概要を説明する。本発明のLSIパッケージは、その最小構成において、表面に電極パッドを有する基板と、前記電極パッドに接続される接続端子を下面に有するLSIと、前記LSIを囲んで前記基板上に搭載され、天板に穴を有するシールドケースと、前記シールドケースの天板の穴の縁部から前記LSIの側面に沿って延在する隔壁とを有し、前記隔壁の下端が、前記LSIの下面と上面との間に位置して構成される。
【0012】
本発明のLSIパッケージの製造方法は、その最小構成において、基板上にLSIを搭載するステップと、天板に穴が形成され、該穴に隣接して隔壁が形成されたシールドケースを前記基板上に搭載して前記LSIを該シールドケース内に収容するステップであって、前記シールドケースは、前記隔壁によって、前記穴を含む天板部分に区画された第1の内部空間と、別の天板部分に区画された第2の内部空間とに区分されており、前記第1の内部空間と前記第2の内部空間とが前記基板に隣接する連通部分で互いに連通しており、前記LSIが前記第2の内部空間内に収容されるステップと、前記穴から樹脂を前記第1の内部空間に供給すると共に、前記樹脂を前記第1の内部空間から前記連通部分を経由して前記第2の内部空間に供給するステップとを有する。
【0013】
本発明のLSIパッケージ、及び、本発明方法で製造されるLSIパッケージでは、隔壁がLSIを収容する第1の内部空間への樹脂の供給を規制するので、LSIの上面に樹脂が供給されることを防止し、また、樹脂が連通部分を介して第1の内部空間から第2の内部空間に供給されるので、LSIの下面への樹脂の供給が確保できる。
【0014】
以下、図面を参照して本発明の実施形態について詳細に説明する。図面では、全図を通して、同様な要素には同様な符号を付して示した。図1は、本発明の第1の実施形態に係るLSIパッケージの全体を示す斜視図である。LSIパッケージ10は、その底面を除いて全体がシールドケース11に囲まれており、シールドケース11の天板には補強樹脂を供給するための穴12が形成されている。穴12は、穴を形成する位置の矩形部分の3つの辺で、シールドケース11の天板に切れ目を入れ、その切れ目を入れた天板の部分を残りの辺の位置で内側に直角に折り曲げることによって形成される。この折曲げ部分13は、電子部品の本体の底面よりも少し高い位置にその先端のエッジがある。折曲げ部分13は、この構成により、補強樹脂の充填時に、シールドケース11の内部に配置される電子部品の上面とシールドケース11との間の隙間に補強樹脂が流れ込むのを防止し、また、電子部品の下面のはんだ端子の近傍へ補強樹脂が濡れ拡がることを促す。従って、補強樹脂の充填に際して、補強樹脂充填用のノズルをシールドケース11の内部に深く挿入する必要がなくなり、シールドケース11の設計に際して、樹脂充填のためのスペースを反映させる必要がなくなるため、実装面積の縮小が可能となる。
【0015】
図2は、図1のLSIパッケージ10をプリント基板上に実装して示す斜視図である。また、図3は、図2におけるA−B線に沿う断面図である。プリント配線基板17上には、電極パッド18が形成されており、その電極パッド18の上にPGAタイプの電子部品14が搭載されている。シールドケース11は電子部品14を覆うように配置される。シールドケース11は、底面がない直方体形状を有し、プリント配線基板17上に別に形成されたパッド19の上に搭載され、はんだ付けされている。シールドケース11の穴12は、平面視で電子部品14の搭載位置から少し外れた位置にあり、折曲げ部分13が、電子部品の側面に沿うようにシールドケース11の天板から垂れ下がっている。折曲げ部分13の先端エッジは、電子部品14の上面よりも低く、電子部品14のはんだ端子20の上部よりも高い位置にある。
【0016】
図3には、補強樹脂の充填後の状態が示されている。同図に示すように、樹脂充填装置のノズル16の先端を天板の高さに留めつつ、天板の穴12から補強樹脂15を充填する。この補強樹脂15は、シールドケース11の内部に濡れ拡がるものの、折曲げ部分13が電子部品14の上面とシールドケース11との間の隙間への樹脂充填を防ぎ、また、はんだ端子20の近傍への樹脂充填を容易にする。
【0017】
図4は、本発明の比較例のLSIパッケージを図3と同様に示している。比較例のLSIパッケージでは、穴12に折曲げ部分がないので、補強樹脂をはんだ端子20の近傍に届かせるには、ノズル16の先端をシールドケース11の内部に深く挿入する必要がある。このため、シールドケース11内にノズル16を挿入するスペースが必要になる。また、場合によって、補強樹脂15が、はんだ端子20の近傍に十分にいきわたる前に、電子部品14の上面にまで達することとなる。従って、シールドケース11の設計に際して、樹脂充填装置のノズル16の大きさや配置までを考慮した設計が必要である。上記実施形態の構成によると、ノズル16は、シールドケース11の内部にまで挿入する必要がなく、比較例に比して、LSIの占有面積の縮小が可能になる。
【0018】
次に、図5(a)〜(c)を参照して上記第1の実施形態に係るLSIパッケージ10の製造方法について説明する。まず、プリント配線基板17の電極パッド18の上にBGAタイプの電子部品14を搭載し、次いで、パッド19にシールドケース11を搭載する。引き続き、全体に熱処理を施すことにより、電子部品15及びシールドケース11を基板17に固定する(図5(a))。更に、穴12の上部から樹脂充填装置のノズル16をシールドケース11に接近させ、ノズル16から補強樹脂15をシールドケース11の内部に供給する(図5(b))。供給された補強樹脂15は、シールドケース11の折曲げ部分13を伝って下に流れ、次いで電子部品14のはんだ端子20の方向に濡れ拡がる。また、電子部品14上面への補強樹脂15の濡れ拡がりは、シールドケース11の折曲げ部分13が浸入口を塞ぐため、抑制される。最後に、熱処理を施すことにより、補強樹脂15が硬化し、高い接続信頼性が得られる(図5(c))。
【0019】
上記実施形態では、シールドケース11の折曲げ部分13が補強樹脂15を電子部品14の下面に誘導する経路となること、及び、電子部品14の上面とシールドケース11の天板との隙間への侵入口を塞ぐことによって、電子部品14下面のはんだ端子20の位置に補強樹脂15を確実に充填することが可能になる。さらに、樹脂充填装置のノズル16を電子部品14のはんだ端子20に接近させる必要がなくなる。このため、樹脂充填装置のノズル16の大きさや挿入位置を穴12のサイズ及びその下の内部空間の広さに反映させる必要がなくなり、シールドケース11の外形サイズを小さくすることができる。
【0020】
図6は、本発明の第2の実施形態に係るLSIパッケージの全体を示す斜視図である。本実施形態のLSIパッケージ10Aでは、シールドケース11の折曲げ部分13の先端に、一定の間隔で切欠き21を設け、折曲げ部分13をくし歯形状にしている。その他の構成は、第1の実施形態と同様である。本実施形態においても、第1の実施形態と同様に、樹脂を充填する際に高い接続信頼性が確保でき、また、LSIパッケージの占有領域の縮小を可能にする。切欠き21の長さは、シールドケース11と電子部品14とを基板17上に実装した際に、切欠き21の上端が基板17の表面から電子部品14の上面までの範囲に収まるように設定する。折曲げ部分13に切欠き21を形成したことにより、樹脂の充填に際して毛細管現象が起こり、第1の実施形態に比して電子部品14の下面への補強樹脂15の濡れ拡がりが容易になる。
【0021】
上記実施形態では、基板がプリント配線基板である例を示した。しかし、基板は、必ずしもプリント配線基板である必要はなく、種々の基板が使用可能である。また、シールドケースは、電磁遮蔽の機能があれば、その材質は問わない。また、実施形態の製造方法では、示さなかったものの、シールドケース天板に穴を形成する工程は、シールドケースを基板上に搭載する前であっても、搭載した後であってもよい。
【0022】
以上、本発明を特別に示し且つ例示的な実施形態を参照して説明したが、本発明は、その実施形態及びその変形に限定されるものではない。当業者に明らかなように、本発明は、添付の特許請求の範囲に規定される本発明の精神及び範囲を逸脱することなく、種々の変更が可能である。
【符号の説明】
【0023】
10、10A:LSIパッケージ
11:シールドケース
12:穴
13:折曲げ部分
14:LSI
15:補強樹脂
16:ノズル
17:基板(プリント配線基板)
18:電極パッド
19:パッド
20:はんだ端子
21:切欠き
【特許請求の範囲】
【請求項1】
表面に電極パッドを有する基板と、
前記電極パッドに接続される接続端子を下面に有するLSIと、
前記LSIを囲んで前記基板上に搭載され、天板に穴を有するシールドケースと、
前記シールドケースの天板の穴の縁部近傍から前記LSIの側面に沿って延在する隔壁とを有し、
前記隔壁の下端が、前記LSIの下面と上面との間に位置して成るLSIパッケージ。
【請求項2】
前記穴の下方の基板部分、及び、前記電極パッドを含む基板部分の表面に樹脂が塗布されており、該樹脂の上面は、前記LSIパッケージの上面よりも低い位置にある、請求項1に記載のLSIパッケージ。
【請求項3】
前記シールドケースは、前記基板上に形成された別のパッド上に固定される、請求項1又は2に記載のLSIパッケージ。
【請求項4】
前記隔壁が、前記シールドケースの天板の一部を折り曲げて形成されている、請求項1〜3の何れか一に記載のLSIパッケージ。
【請求項5】
基板上にLSIを搭載するステップと、
天板に穴が形成され、該穴に隣接して隔壁が形成されたシールドケースを前記基板上に搭載して前記LSIを該シールドケース内に収容するステップであって、前記シールドケースは、前記隔壁によって、前記穴を含む天板部分に区画された第1の内部空間と、別の天板部分に区画された第2の内部空間とに区分されており、前記第1の内部空間と前記第2の内部空間とが前記基板に隣接する連通部分で互いに連通しており、前記LSIが前記第2の内部空間内に収容されるステップと、
前記穴から樹脂を前記第1の内部空間に供給すると共に、前記樹脂を前記第1の内部空間から前記連通部分を経由して前記第2の内部空間に供給するステップと、を有するLSIパッケージの製造方法。
【請求項6】
前記シールドケースに前記穴を形成するステップであって、前記天板の矩形部分の3辺を切断するステップと、前記矩形部分の残りの1辺に沿って前記天板の部分を折り曲げて前記隔壁を形成するステップとを含むステップを更に有する、請求項5に記載のLSIパッケージの製造方法。
【請求項7】
前記樹脂を供給するステップは、前記樹脂を供給するノズルを、前記シールドケースの外側に位置させた状態で前記樹脂を供給する、請求項5又は6に記載のLSIパッケージの製造方法。
【請求項1】
表面に電極パッドを有する基板と、
前記電極パッドに接続される接続端子を下面に有するLSIと、
前記LSIを囲んで前記基板上に搭載され、天板に穴を有するシールドケースと、
前記シールドケースの天板の穴の縁部近傍から前記LSIの側面に沿って延在する隔壁とを有し、
前記隔壁の下端が、前記LSIの下面と上面との間に位置して成るLSIパッケージ。
【請求項2】
前記穴の下方の基板部分、及び、前記電極パッドを含む基板部分の表面に樹脂が塗布されており、該樹脂の上面は、前記LSIパッケージの上面よりも低い位置にある、請求項1に記載のLSIパッケージ。
【請求項3】
前記シールドケースは、前記基板上に形成された別のパッド上に固定される、請求項1又は2に記載のLSIパッケージ。
【請求項4】
前記隔壁が、前記シールドケースの天板の一部を折り曲げて形成されている、請求項1〜3の何れか一に記載のLSIパッケージ。
【請求項5】
基板上にLSIを搭載するステップと、
天板に穴が形成され、該穴に隣接して隔壁が形成されたシールドケースを前記基板上に搭載して前記LSIを該シールドケース内に収容するステップであって、前記シールドケースは、前記隔壁によって、前記穴を含む天板部分に区画された第1の内部空間と、別の天板部分に区画された第2の内部空間とに区分されており、前記第1の内部空間と前記第2の内部空間とが前記基板に隣接する連通部分で互いに連通しており、前記LSIが前記第2の内部空間内に収容されるステップと、
前記穴から樹脂を前記第1の内部空間に供給すると共に、前記樹脂を前記第1の内部空間から前記連通部分を経由して前記第2の内部空間に供給するステップと、を有するLSIパッケージの製造方法。
【請求項6】
前記シールドケースに前記穴を形成するステップであって、前記天板の矩形部分の3辺を切断するステップと、前記矩形部分の残りの1辺に沿って前記天板の部分を折り曲げて前記隔壁を形成するステップとを含むステップを更に有する、請求項5に記載のLSIパッケージの製造方法。
【請求項7】
前記樹脂を供給するステップは、前記樹脂を供給するノズルを、前記シールドケースの外側に位置させた状態で前記樹脂を供給する、請求項5又は6に記載のLSIパッケージの製造方法。
【図1】


【図2】

【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2011−151051(P2011−151051A)
【公開日】平成23年8月4日(2011.8.4)
【国際特許分類】
【出願番号】特願2010−8643(P2010−8643)
【出願日】平成22年1月19日(2010.1.19)
【出願人】(000004237)日本電気株式会社 (19,353)
【Fターム(参考)】
【公開日】平成23年8月4日(2011.8.4)
【国際特許分類】
【出願日】平成22年1月19日(2010.1.19)
【出願人】(000004237)日本電気株式会社 (19,353)
【Fターム(参考)】
[ Back to top ]