
NDフィルタ及びその加工方法
【課題】NDフィルタの切断部の反射によるゴースト、フレアの発生を防止する。
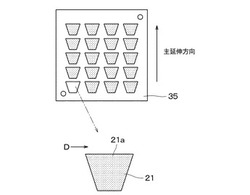
【解決手段】透明樹脂フィルム35上にND膜を形成したNDフィルタ21の外周切断部のうち、撮像機器の開口内に露出する切断面21aの切断方向が透明樹脂フィルム35の主延伸方向と略直交方向になるように、NDフィルタ21を切断加工する。
【解決手段】透明樹脂フィルム35上にND膜を形成したNDフィルタ21の外周切断部のうち、撮像機器の開口内に露出する切断面21aの切断方向が透明樹脂フィルム35の主延伸方向と略直交方向になるように、NDフィルタ21を切断加工する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、デジタルビデオやデジタルスチルカメラ等の撮像機器に使用されるNDフィルタ及びその加工方法に関するものである。
【背景技術】
【0002】
デジタルビデオカメラ等の撮像光学系には、絞り羽根で形成される開口径を変化させて、光量を調整する光量絞り装置が一般的に使われており、撮像画像が明るいときには開口を絞り込んで開口径を小さくしている。このとき、開口径を小さくし過ぎると、光の回折現象により画像の解像度が低下するため、或る程度の開口径の大きさを保持したまま光量を低下させるNDフィルタが使用される。
【0003】
近年では、撮像機器の小型化や撮像素子の高感度化に伴い、撮像機器内で生ずる反射によるゴーストが発生し易くなっているが、その原因の1つとしてNDフィルタの端面の反射があり、特許文献1、2でこの端面での反射を低減させる提案がなされている。
【0004】
【特許文献1】特開2007−178823号公報
【特許文献2】特開2007−65109号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
一般に使用されている透明樹脂基板上に光吸収膜を形成したNDフィルタは、基板上に光吸収膜を形成した後に、図11(a)に示すプレス装置などでフィルタ形状に切断される。この切断工程では、光吸収膜を形成した透明樹脂基板1をNDフィルタ形状に加工された下型2にセットし、同様にNDフィルタ形状に加工された上型3の上下運動によりNDフィルタ形状に抜き落とす。
【0006】
図11(b)は切断部の拡大図であり、切断されたNDフィルタ4の端面部Eには垂れが発生し、その内部に白化している領域が確認された。
【0007】
NDフィルタ4は通常では、撮像機器の中で使われるが、前述した切断部の白化があると、この白化した部分の反射率が高いため、図12に示すような反射光の影響が生ずる。
【0008】
即ち、図12において、入射光Iはレンズ5及び絞り羽根6、7の開口を通りCCDから成る撮像素子8の点P1に達する。撮像素子8の入射面は光を反射するために反射光R1を生じ、NDフィルタ4の開口側の切断部4aで再度反射して反射光R2を生じ、撮像素子8の点P2に入射してゴーストとなる。近年の撮像機器の小型化や撮像素子8の高感度化に伴い、このようなゴースト、フレアによる影響を無視できなくなっている。
【0009】
本発明の目的は、上述の問題点を解消し、透明樹脂基板上に光吸収膜を形成したNDフィルタにおいて、切断時の伸びによる白化を防止し、ゴースト、フレアの少ないNDフィルタ及びその加工方法を提供することにある。
【課題を解決するための手段】
【0010】
上記目的を達成するための本発明に係るNDフィルタは、延伸加工された樹脂フィルムに光吸収膜を成膜して切断加工し、撮像機器において光量調整用に使用するNDフィルタにおいて、外周切断部のうち前記撮像機器の開口内に露出する切断部の切断方向を前記樹脂フィルムの延伸方向と略直交方向としたことを特徴とする。
【0011】
また、本発明に係るNDフィルタの加工方法は、延伸加工された樹脂フィルムに光吸収膜を成膜して切断加工し、撮像機器において光量調整用に使用するNDフィルタを加工する場合において、外周切断部のうち前記撮像機器の開口内に露出する切断部の切断方向が前記樹脂フィルムの主延伸方向と略直交方向になるように切断加工を施すことを特徴とする。
【発明の効果】
【0012】
本発明に係るNDフィルタ及びその加工方法によれば、NDフィルタの切断部の反射を抑制でき、画質低下の原因となるゴースト、フレアの発生を低減することができる。
【発明を実施するための最良の形態】
【0013】
本発明を図示の実施例に基づいて詳細に説明する。
【実施例1】
【0014】
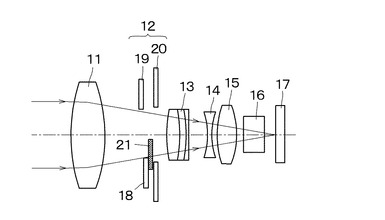
図1は撮像機器の構成図である。光軸に沿って、前方からレンズ11、光量絞り装置12、レンズ13、14、15、ローパスフィルタ16、固体撮像素子17が配列されている。光量絞り装置12は絞り羽根18、19、及び絞り地板20から成り、絞り羽根18には光量調整用のNDフィルタ21が接着されている。
【0015】
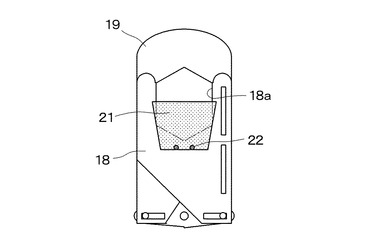
図2は光量絞り装置12の正面図である。NDフィルタ21は絞り羽根18の開口部18aの一部に接着剤22により固定され、その一部は光量絞り装置の開口内に露出されている。
【0016】
NDフィルタ21は厚み50〜300μm程度の透明樹脂基板上に光吸収膜を設けたものであり、透明樹脂基板としてはPET(ポリエチレンテレフタレート)が主に用いられる。その他にも、PEN(ポリエチレンナフタレート)、ポリカーボネート、ポリイミド系樹脂、ノルボルネン系樹脂、ポリスチレン、ポリ塩化ビニル、ポリアリレート、ポリスルホン、ポリエーテルスルホン、ポリエーテルイミド、アクリル系樹脂等が用いられる。
【0017】
光吸収膜は真空蒸着、スパッタ、イオンプレーティング、イオンアシストなどの物理的気相成長法の他に、インクジェット法、印刷法などで形成することもできる。本実施例においては、真空蒸着法により光吸収膜と誘電体膜との積層膜から成るND膜を形成している。
【0018】
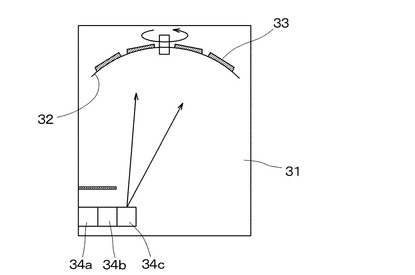
図3は真空蒸着装置の構成図である。蒸着チャンバ31内には回転ドーム32が備えられ、この回転ドーム32にNDフィルタの素材となる透明樹脂基板が保持された蒸着治具33がセットされる。成膜中、回転ドーム32は基板温度と蒸着膜の膜厚を均一化するために回転する。また、蒸着源34aには酸化アルミニウム、蒸着源34bには酸化チタン、蒸着源34cにはフッ化マグネシウムというように、ND膜を構成する各層の材料が準備されている。
【0019】
蒸着工程が始まると、蒸着チャンバ31内は真空状態に保持され、蒸着治具33は所定の温度に加熱される。そして、圧力と温度が所定の値に達すると、1層目のND膜として蒸着源34aを加熱し、蒸着材料の酸化アルミニウムを蒸発させて、蒸着治具33にセットされた透明樹脂基板上に蒸着膜を所定の厚みに成膜する。以後、必要に応じて蒸着源34b、34cを切換えて多層のND膜を成膜してゆく。
【0020】
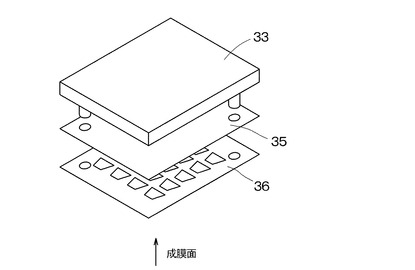
透明樹脂基板35は図4に示すように蒸着治具33にセットされ、基板35の成膜面側にはNDフィルタ21の形状に開口部が形成された蒸着マスク36が保持される。この状態で、前述した蒸着工程を経ることによって、透明樹脂基板35上にはND膜が成膜されるが、必要に応じて透明樹脂基板35を裏返し、裏面に反射防止膜又は別のND膜を成膜してもよい。
【0021】
以上の手順でND膜の形成工程が終了すると、前述した図11(a)のようにNDフィルタ形状に加工された上型3と下型2がセットされたプレス機などを用いて、所定の形状に切断しNDフィルタ21を得る。なお、切断方法は上型3と下型2から成るプレス方式に限らず、剪断力を利用した切断方式であれば、本実施例の効果が得られる。
【0022】
本発明者の検討によれば、延伸された樹脂フィルムは物理的強度に方向性を有しているため、同じ切断方法で切断しても、その方向により切断部の状態が異なる。プレス等の剪断力を利用した切断方法では、切断部で樹脂フィルムが伸ばされるため、特に破断強度の大小が切断部の状態に影響している可能性が高いことが明らかになった。
【0023】
より具体的には、破断強度が大きいと破断するまでにより大きな力がかかることになり、分子配向が進み、つまり結晶化が進むため白化する幅が大きくなる。しかし、逆に破断強度が小さいと結晶化があまり進まないうちに切断されるため、白化する幅も小さくなると考えられる。このことから、切断面が主延伸方向と直交するように切断加工して製造することで、伸ばされる方向が主延伸方向、つまり破断強度が小さい方向になるため、白化する幅を小さくすることができる。
【0024】
なお、樹脂フィルムにおいて主延伸方向は一般的に熱収縮率が高い。このため、生産工程で熱のかかる真空蒸着法などを用いる場合には、NDフィルタ21の寸法精度の厳しい方向を主延伸方向と直交させることが好ましいが、このことは予め熱収縮分を見込んだ寸法の蒸着マスク36を使用することで対策が可能である。また、環境安定性を向上させるために、後工程で熱処理を行う場合も、同様に寸法変化を見込んで寸法を定めた蒸着マスク36を使用することが好ましい。
【0025】
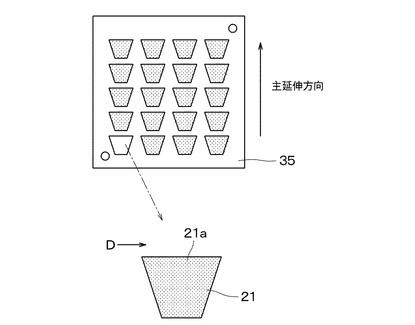
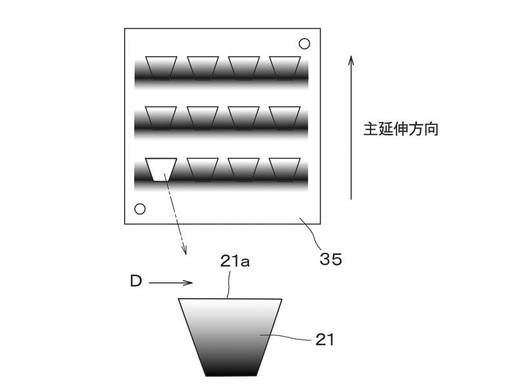
透明樹脂基板35と蒸着マスク36を蒸着治具にセットする際には、図5に示すように透明樹脂基板35の主延伸方向と、NDフィルタ21の外周切断部のうち光量絞り装置12の開口内に露出する切断部21aの切断方向Dが、略直交方向になるようにする。このような配置とすることで、切断部21aの切断方向Dと主延伸方向は略直交方向となり、前述した理由から切断部21aの白化が低減できる。
【0026】
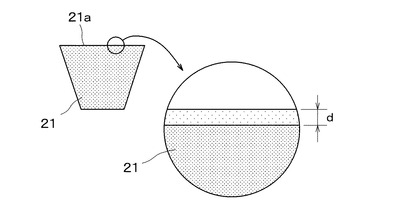
次の表1は透明樹脂基板35に2軸延伸加工したポリエステルフィルムA、Bを用いた場合のNDフィルタ21の切断部21aの白化の幅dを、図6に示す拡大図のように測定し、方向による相異を示している。
【0027】
表1 ポリエステルフィルムA、Bの方向性と端部の白化幅の関係
A B
破断強度 主延伸方向 240 200
(MPa) 主延伸と直交方向 250 210
切断時端部白化幅 切断部が主延伸方向に平行 35 95
d(μm) 切断部が主延伸垂直方向に平行 29 32
【0028】
また、表1はそれぞれの方向で引っ張り試験を行い、測定した破断強度の値も併せて示している。通常では、2軸延伸ポリエステルフィルムであれば、主延伸方向に対しその直交方向の破断強度が大きく、伸び率は小さい傾向にあり、この傾向は蒸着工程や後工程での熱処理後でも変わることはない。
【0029】
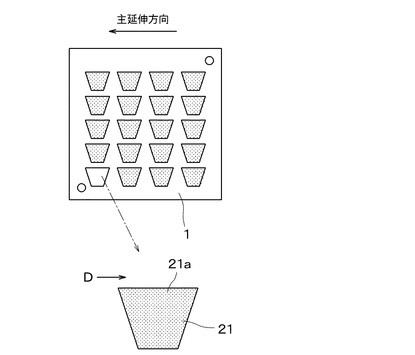
この結果から、ポリエステルフィルムA、Bは共に主延伸方向の破断強度がその直交方向に比べて小さい。従って、図7に示すような開口側の切断部21aの切断方向Dを、主延伸方向に平行する位置関係になるように切断すると、切断部21aの白化幅は大きくなり、切断状態としては良くないことが分かる。
【実施例2】
【0030】
図8は実施例2の透過率が連続的に異なるグラデーションNDフィルタを示している。このグラデーションNDフィルタの作製においては、先ず図9に示す蒸着治具33に透明樹脂基板35を載置し、更に蒸着マスク36をセットする。このとき、透明樹脂基板35の主延伸方向とNDフィルタ21の切断部21aの切断方向Dが略直交する方向になるようにする。このように配置することで、切断部21aの切断方向Dと主延伸方向は略直交方向となり、前述した理由から切断部21aの白化が低減できる。
【0031】
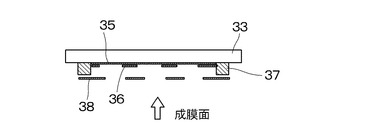
本実施例2においては、蒸着マスク36の上にスペーサ37を介してスリットマスク38がセットされる。このようにセットされた蒸着治具33を、図3の真空蒸着装置を用いて実施例1と同様に成膜することで、図8に示すように透明樹脂基板35上に蒸着膜による濃度分布が形成される。
【0032】
ここで、透明樹脂基板35に前述した2軸延伸ポリエステルフィルムを使う場合に、主延伸方向とその直交方向では熱収縮率が異なり、通常では主延伸方向の熱収縮率が大きい。そのため、本実施例のようにグラデーションNDフィルタやその他の複数の濃度領域を持つ多濃度NDフィルタで寸法精度が厳しい場合には、蒸着マスク36の寸法を補正しておくことが好ましい。
【実施例3】
【0033】
なお、NDフィルタ21によっては、切断部の形状が1本の直線ではなく、図10(a)に示すように切断部21b、21cから成る凸形状であったり、図10(b)に示すように円弧形状の切断部21dになっている。
【0034】
このようなNDフィルタ21では、主延伸直交方向と切断部21の成す切断角度θが大きいと、前述した白化部が大きくなるため、直線から成る切断部21b、21cの切断角度θは、概略+45度〜−45度が好ましい。また、円弧形状の切断部21dにおいては、光束通過領域で円弧の接線の角度θが、概略+45度〜−45度であることが好適である。
【図面の簡単な説明】
【0035】
【図1】NDフィルタを使用した撮像装置の構成図である。
【図2】光量絞り装置の正面図である。
【図3】蒸着装置の構成図である。
【図4】蒸着治具の説明図である。
【図5】透明樹脂基板の主延伸方向とNDフィルタの関係の説明図である。
【図6】NDフィルタ切断部の白化部の説明図である。
【図7】従来の透明樹脂基板の切断方向の説明図である。
【図8】透明樹脂基板の主延伸方向とグラデーションNDフィルタの関係の説明図である。
【図9】実施例2の蒸着治具の説明図である。
【図10】実施例3によるNDフィルタの説明図である。
【図11】NDフィルタを作製する切断工程を説明図である。
【図12】従来のNDフィルタの切断部の反射の説明図である。
【符号の説明】
【0036】
12 光量絞り装置
18、19 絞り羽根
21 NDフィルタ
21a 切断部
31 蒸着チャンバ
33 蒸着治具
35 透明樹脂基板
【技術分野】
【0001】
本発明は、デジタルビデオやデジタルスチルカメラ等の撮像機器に使用されるNDフィルタ及びその加工方法に関するものである。
【背景技術】
【0002】
デジタルビデオカメラ等の撮像光学系には、絞り羽根で形成される開口径を変化させて、光量を調整する光量絞り装置が一般的に使われており、撮像画像が明るいときには開口を絞り込んで開口径を小さくしている。このとき、開口径を小さくし過ぎると、光の回折現象により画像の解像度が低下するため、或る程度の開口径の大きさを保持したまま光量を低下させるNDフィルタが使用される。
【0003】
近年では、撮像機器の小型化や撮像素子の高感度化に伴い、撮像機器内で生ずる反射によるゴーストが発生し易くなっているが、その原因の1つとしてNDフィルタの端面の反射があり、特許文献1、2でこの端面での反射を低減させる提案がなされている。
【0004】
【特許文献1】特開2007−178823号公報
【特許文献2】特開2007−65109号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
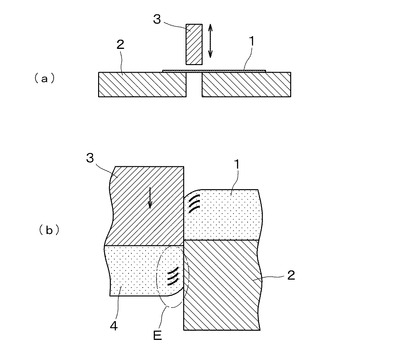
一般に使用されている透明樹脂基板上に光吸収膜を形成したNDフィルタは、基板上に光吸収膜を形成した後に、図11(a)に示すプレス装置などでフィルタ形状に切断される。この切断工程では、光吸収膜を形成した透明樹脂基板1をNDフィルタ形状に加工された下型2にセットし、同様にNDフィルタ形状に加工された上型3の上下運動によりNDフィルタ形状に抜き落とす。
【0006】
図11(b)は切断部の拡大図であり、切断されたNDフィルタ4の端面部Eには垂れが発生し、その内部に白化している領域が確認された。
【0007】
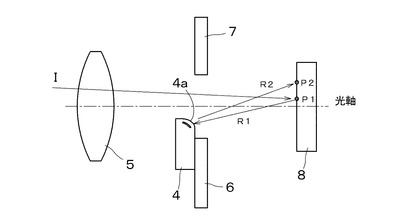
NDフィルタ4は通常では、撮像機器の中で使われるが、前述した切断部の白化があると、この白化した部分の反射率が高いため、図12に示すような反射光の影響が生ずる。
【0008】
即ち、図12において、入射光Iはレンズ5及び絞り羽根6、7の開口を通りCCDから成る撮像素子8の点P1に達する。撮像素子8の入射面は光を反射するために反射光R1を生じ、NDフィルタ4の開口側の切断部4aで再度反射して反射光R2を生じ、撮像素子8の点P2に入射してゴーストとなる。近年の撮像機器の小型化や撮像素子8の高感度化に伴い、このようなゴースト、フレアによる影響を無視できなくなっている。
【0009】
本発明の目的は、上述の問題点を解消し、透明樹脂基板上に光吸収膜を形成したNDフィルタにおいて、切断時の伸びによる白化を防止し、ゴースト、フレアの少ないNDフィルタ及びその加工方法を提供することにある。
【課題を解決するための手段】
【0010】
上記目的を達成するための本発明に係るNDフィルタは、延伸加工された樹脂フィルムに光吸収膜を成膜して切断加工し、撮像機器において光量調整用に使用するNDフィルタにおいて、外周切断部のうち前記撮像機器の開口内に露出する切断部の切断方向を前記樹脂フィルムの延伸方向と略直交方向としたことを特徴とする。
【0011】
また、本発明に係るNDフィルタの加工方法は、延伸加工された樹脂フィルムに光吸収膜を成膜して切断加工し、撮像機器において光量調整用に使用するNDフィルタを加工する場合において、外周切断部のうち前記撮像機器の開口内に露出する切断部の切断方向が前記樹脂フィルムの主延伸方向と略直交方向になるように切断加工を施すことを特徴とする。
【発明の効果】
【0012】
本発明に係るNDフィルタ及びその加工方法によれば、NDフィルタの切断部の反射を抑制でき、画質低下の原因となるゴースト、フレアの発生を低減することができる。
【発明を実施するための最良の形態】
【0013】
本発明を図示の実施例に基づいて詳細に説明する。
【実施例1】
【0014】
図1は撮像機器の構成図である。光軸に沿って、前方からレンズ11、光量絞り装置12、レンズ13、14、15、ローパスフィルタ16、固体撮像素子17が配列されている。光量絞り装置12は絞り羽根18、19、及び絞り地板20から成り、絞り羽根18には光量調整用のNDフィルタ21が接着されている。
【0015】
図2は光量絞り装置12の正面図である。NDフィルタ21は絞り羽根18の開口部18aの一部に接着剤22により固定され、その一部は光量絞り装置の開口内に露出されている。
【0016】
NDフィルタ21は厚み50〜300μm程度の透明樹脂基板上に光吸収膜を設けたものであり、透明樹脂基板としてはPET(ポリエチレンテレフタレート)が主に用いられる。その他にも、PEN(ポリエチレンナフタレート)、ポリカーボネート、ポリイミド系樹脂、ノルボルネン系樹脂、ポリスチレン、ポリ塩化ビニル、ポリアリレート、ポリスルホン、ポリエーテルスルホン、ポリエーテルイミド、アクリル系樹脂等が用いられる。
【0017】
光吸収膜は真空蒸着、スパッタ、イオンプレーティング、イオンアシストなどの物理的気相成長法の他に、インクジェット法、印刷法などで形成することもできる。本実施例においては、真空蒸着法により光吸収膜と誘電体膜との積層膜から成るND膜を形成している。
【0018】
図3は真空蒸着装置の構成図である。蒸着チャンバ31内には回転ドーム32が備えられ、この回転ドーム32にNDフィルタの素材となる透明樹脂基板が保持された蒸着治具33がセットされる。成膜中、回転ドーム32は基板温度と蒸着膜の膜厚を均一化するために回転する。また、蒸着源34aには酸化アルミニウム、蒸着源34bには酸化チタン、蒸着源34cにはフッ化マグネシウムというように、ND膜を構成する各層の材料が準備されている。
【0019】
蒸着工程が始まると、蒸着チャンバ31内は真空状態に保持され、蒸着治具33は所定の温度に加熱される。そして、圧力と温度が所定の値に達すると、1層目のND膜として蒸着源34aを加熱し、蒸着材料の酸化アルミニウムを蒸発させて、蒸着治具33にセットされた透明樹脂基板上に蒸着膜を所定の厚みに成膜する。以後、必要に応じて蒸着源34b、34cを切換えて多層のND膜を成膜してゆく。
【0020】
透明樹脂基板35は図4に示すように蒸着治具33にセットされ、基板35の成膜面側にはNDフィルタ21の形状に開口部が形成された蒸着マスク36が保持される。この状態で、前述した蒸着工程を経ることによって、透明樹脂基板35上にはND膜が成膜されるが、必要に応じて透明樹脂基板35を裏返し、裏面に反射防止膜又は別のND膜を成膜してもよい。
【0021】
以上の手順でND膜の形成工程が終了すると、前述した図11(a)のようにNDフィルタ形状に加工された上型3と下型2がセットされたプレス機などを用いて、所定の形状に切断しNDフィルタ21を得る。なお、切断方法は上型3と下型2から成るプレス方式に限らず、剪断力を利用した切断方式であれば、本実施例の効果が得られる。
【0022】
本発明者の検討によれば、延伸された樹脂フィルムは物理的強度に方向性を有しているため、同じ切断方法で切断しても、その方向により切断部の状態が異なる。プレス等の剪断力を利用した切断方法では、切断部で樹脂フィルムが伸ばされるため、特に破断強度の大小が切断部の状態に影響している可能性が高いことが明らかになった。
【0023】
より具体的には、破断強度が大きいと破断するまでにより大きな力がかかることになり、分子配向が進み、つまり結晶化が進むため白化する幅が大きくなる。しかし、逆に破断強度が小さいと結晶化があまり進まないうちに切断されるため、白化する幅も小さくなると考えられる。このことから、切断面が主延伸方向と直交するように切断加工して製造することで、伸ばされる方向が主延伸方向、つまり破断強度が小さい方向になるため、白化する幅を小さくすることができる。
【0024】
なお、樹脂フィルムにおいて主延伸方向は一般的に熱収縮率が高い。このため、生産工程で熱のかかる真空蒸着法などを用いる場合には、NDフィルタ21の寸法精度の厳しい方向を主延伸方向と直交させることが好ましいが、このことは予め熱収縮分を見込んだ寸法の蒸着マスク36を使用することで対策が可能である。また、環境安定性を向上させるために、後工程で熱処理を行う場合も、同様に寸法変化を見込んで寸法を定めた蒸着マスク36を使用することが好ましい。
【0025】
透明樹脂基板35と蒸着マスク36を蒸着治具にセットする際には、図5に示すように透明樹脂基板35の主延伸方向と、NDフィルタ21の外周切断部のうち光量絞り装置12の開口内に露出する切断部21aの切断方向Dが、略直交方向になるようにする。このような配置とすることで、切断部21aの切断方向Dと主延伸方向は略直交方向となり、前述した理由から切断部21aの白化が低減できる。
【0026】
次の表1は透明樹脂基板35に2軸延伸加工したポリエステルフィルムA、Bを用いた場合のNDフィルタ21の切断部21aの白化の幅dを、図6に示す拡大図のように測定し、方向による相異を示している。
【0027】
表1 ポリエステルフィルムA、Bの方向性と端部の白化幅の関係
A B
破断強度 主延伸方向 240 200
(MPa) 主延伸と直交方向 250 210
切断時端部白化幅 切断部が主延伸方向に平行 35 95
d(μm) 切断部が主延伸垂直方向に平行 29 32
【0028】
また、表1はそれぞれの方向で引っ張り試験を行い、測定した破断強度の値も併せて示している。通常では、2軸延伸ポリエステルフィルムであれば、主延伸方向に対しその直交方向の破断強度が大きく、伸び率は小さい傾向にあり、この傾向は蒸着工程や後工程での熱処理後でも変わることはない。
【0029】
この結果から、ポリエステルフィルムA、Bは共に主延伸方向の破断強度がその直交方向に比べて小さい。従って、図7に示すような開口側の切断部21aの切断方向Dを、主延伸方向に平行する位置関係になるように切断すると、切断部21aの白化幅は大きくなり、切断状態としては良くないことが分かる。
【実施例2】
【0030】
図8は実施例2の透過率が連続的に異なるグラデーションNDフィルタを示している。このグラデーションNDフィルタの作製においては、先ず図9に示す蒸着治具33に透明樹脂基板35を載置し、更に蒸着マスク36をセットする。このとき、透明樹脂基板35の主延伸方向とNDフィルタ21の切断部21aの切断方向Dが略直交する方向になるようにする。このように配置することで、切断部21aの切断方向Dと主延伸方向は略直交方向となり、前述した理由から切断部21aの白化が低減できる。
【0031】
本実施例2においては、蒸着マスク36の上にスペーサ37を介してスリットマスク38がセットされる。このようにセットされた蒸着治具33を、図3の真空蒸着装置を用いて実施例1と同様に成膜することで、図8に示すように透明樹脂基板35上に蒸着膜による濃度分布が形成される。
【0032】
ここで、透明樹脂基板35に前述した2軸延伸ポリエステルフィルムを使う場合に、主延伸方向とその直交方向では熱収縮率が異なり、通常では主延伸方向の熱収縮率が大きい。そのため、本実施例のようにグラデーションNDフィルタやその他の複数の濃度領域を持つ多濃度NDフィルタで寸法精度が厳しい場合には、蒸着マスク36の寸法を補正しておくことが好ましい。
【実施例3】
【0033】
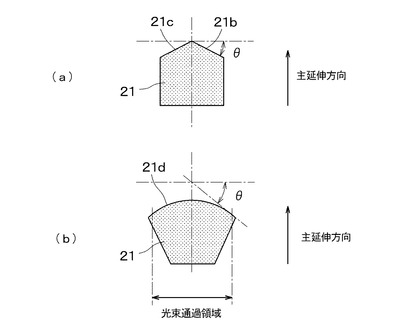
なお、NDフィルタ21によっては、切断部の形状が1本の直線ではなく、図10(a)に示すように切断部21b、21cから成る凸形状であったり、図10(b)に示すように円弧形状の切断部21dになっている。
【0034】
このようなNDフィルタ21では、主延伸直交方向と切断部21の成す切断角度θが大きいと、前述した白化部が大きくなるため、直線から成る切断部21b、21cの切断角度θは、概略+45度〜−45度が好ましい。また、円弧形状の切断部21dにおいては、光束通過領域で円弧の接線の角度θが、概略+45度〜−45度であることが好適である。
【図面の簡単な説明】
【0035】
【図1】NDフィルタを使用した撮像装置の構成図である。
【図2】光量絞り装置の正面図である。
【図3】蒸着装置の構成図である。
【図4】蒸着治具の説明図である。
【図5】透明樹脂基板の主延伸方向とNDフィルタの関係の説明図である。
【図6】NDフィルタ切断部の白化部の説明図である。
【図7】従来の透明樹脂基板の切断方向の説明図である。
【図8】透明樹脂基板の主延伸方向とグラデーションNDフィルタの関係の説明図である。
【図9】実施例2の蒸着治具の説明図である。
【図10】実施例3によるNDフィルタの説明図である。
【図11】NDフィルタを作製する切断工程を説明図である。
【図12】従来のNDフィルタの切断部の反射の説明図である。
【符号の説明】
【0036】
12 光量絞り装置
18、19 絞り羽根
21 NDフィルタ
21a 切断部
31 蒸着チャンバ
33 蒸着治具
35 透明樹脂基板
【特許請求の範囲】
【請求項1】
延伸加工された樹脂フィルムに光吸収膜を成膜して切断加工し、撮像機器において光量調整用に使用するNDフィルタにおいて、外周切断部のうち前記撮像機器の開口内に露出する切断部の切断方向を前記樹脂フィルムの延伸方向と略直交方向としたことを特徴とするNDフィルタ。
【請求項2】
前記切断部の方向の破断強度は前記延伸方向の破断強度よりも大きいことを特徴とする請求項1に記載のNDフィルタ。
【請求項3】
前記樹脂フィルムは2軸延伸加工し、前記切断部は前記樹脂フィルムの主延伸方向と略直交方向であることを特徴とする請求項1に記載のNDフィルタ。
【請求項4】
前記樹脂フィルムの主延伸方向の破断強度は前記略直交方向の破断強度よりも小さいことを特徴とする請求項3に記載のNDフィルタ。
【請求項5】
前記切断部は剪断力により切断加工したことを特徴とする請求項1〜4の何れか1つの請求項に記載のNDフィルタ。
【請求項6】
延伸加工された樹脂フィルムに光吸収膜を成膜して切断加工し、撮像機器において光量調整用に使用するNDフィルタを加工する場合において、外周切断部のうち前記撮像機器の開口内に露出する切断部の切断方向が前記樹脂フィルムの主延伸方向と略直交方向になるように切断加工を施すことを特徴とするNDフィルタの加工方法。
【請求項7】
前記樹脂フィルムの切断部の破断強度が前記延伸方向の破断強度よりも大きくなる方向に切断加工を施すことを特徴とする請求項6に記載のNDフィルタの加工方法。
【請求項8】
前記樹脂フィルムは2軸延伸加工し、前記樹脂フィルムの切断部は前記主延伸方向と略直交方向になるように切断加工を施すことを特徴とする請求項6に記載のNDフィルタの加工方法。
【請求項9】
前記光吸収膜は熱収縮を基に寸法が定めたマスクが用いて、物理的気相成長法により形成することを特徴とする請求項6〜8の何れか1つの請求項に記載のNDフィルタの加工方法。
【請求項10】
絞り開口の大きさを変化させる複数の絞り羽根と、これらの絞り羽根により形成された開口内の少なくとも一部に配置される光量調整のためのNDフィルタを備えた光量絞り装置において、前記NDフィルタは請求項1〜5の何れか1つの請求項に記載のNDフィルタ、又は請求項6〜9の何れか1つの請求項に記載の製造方法によって製造されたNDフィルタにより構成したことを特徴とするNDフィルタを使用した光量絞り装置。
【請求項1】
延伸加工された樹脂フィルムに光吸収膜を成膜して切断加工し、撮像機器において光量調整用に使用するNDフィルタにおいて、外周切断部のうち前記撮像機器の開口内に露出する切断部の切断方向を前記樹脂フィルムの延伸方向と略直交方向としたことを特徴とするNDフィルタ。
【請求項2】
前記切断部の方向の破断強度は前記延伸方向の破断強度よりも大きいことを特徴とする請求項1に記載のNDフィルタ。
【請求項3】
前記樹脂フィルムは2軸延伸加工し、前記切断部は前記樹脂フィルムの主延伸方向と略直交方向であることを特徴とする請求項1に記載のNDフィルタ。
【請求項4】
前記樹脂フィルムの主延伸方向の破断強度は前記略直交方向の破断強度よりも小さいことを特徴とする請求項3に記載のNDフィルタ。
【請求項5】
前記切断部は剪断力により切断加工したことを特徴とする請求項1〜4の何れか1つの請求項に記載のNDフィルタ。
【請求項6】
延伸加工された樹脂フィルムに光吸収膜を成膜して切断加工し、撮像機器において光量調整用に使用するNDフィルタを加工する場合において、外周切断部のうち前記撮像機器の開口内に露出する切断部の切断方向が前記樹脂フィルムの主延伸方向と略直交方向になるように切断加工を施すことを特徴とするNDフィルタの加工方法。
【請求項7】
前記樹脂フィルムの切断部の破断強度が前記延伸方向の破断強度よりも大きくなる方向に切断加工を施すことを特徴とする請求項6に記載のNDフィルタの加工方法。
【請求項8】
前記樹脂フィルムは2軸延伸加工し、前記樹脂フィルムの切断部は前記主延伸方向と略直交方向になるように切断加工を施すことを特徴とする請求項6に記載のNDフィルタの加工方法。
【請求項9】
前記光吸収膜は熱収縮を基に寸法が定めたマスクが用いて、物理的気相成長法により形成することを特徴とする請求項6〜8の何れか1つの請求項に記載のNDフィルタの加工方法。
【請求項10】
絞り開口の大きさを変化させる複数の絞り羽根と、これらの絞り羽根により形成された開口内の少なくとも一部に配置される光量調整のためのNDフィルタを備えた光量絞り装置において、前記NDフィルタは請求項1〜5の何れか1つの請求項に記載のNDフィルタ、又は請求項6〜9の何れか1つの請求項に記載の製造方法によって製造されたNDフィルタにより構成したことを特徴とするNDフィルタを使用した光量絞り装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図9】
【図10】
【図11】
【図12】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図9】
【図10】
【図11】
【図12】
【図8】
【公開番号】特開2010−122621(P2010−122621A)
【公開日】平成22年6月3日(2010.6.3)
【国際特許分類】
【出願番号】特願2008−298382(P2008−298382)
【出願日】平成20年11月21日(2008.11.21)
【出願人】(000104652)キヤノン電子株式会社 (876)
【Fターム(参考)】
【公開日】平成22年6月3日(2010.6.3)
【国際特許分類】
【出願日】平成20年11月21日(2008.11.21)
【出願人】(000104652)キヤノン電子株式会社 (876)
【Fターム(参考)】
[ Back to top ]