
Nb3Al超伝導線の前駆体線及びNb3Al超伝導線並びにNb3Al超伝導線の前駆体線の製造方法及びNb3Al超伝導線の製造方法
【課題】 高温短時間熱処理におけるCuとTaの間(又はAgとNb,Taの間)の非反応性を活用して、従来と全く逆の発想による革新的断面構造を提案し、(1)低磁界不安定性の抑制、(2)良好な前駆体線の伸線加工性、(3)安定化材の複合にかかる費用の低減を図る。
【解決手段】 NbとAlとのモル比が3:1で混合されたNbとAlの複合体からなるNb/Al複合体フィラメント領域が、Nb又はTaからなる隔壁で被覆され、その外側がCu又はAgからなるフィラメント間バリア材で被覆されたシングル線を複数集合させた集合体の周囲を、Nb又はTaからなる外皮で被覆して構成されていることを特徴とする。
【解決手段】 NbとAlとのモル比が3:1で混合されたNbとAlの複合体からなるNb/Al複合体フィラメント領域が、Nb又はTaからなる隔壁で被覆され、その外側がCu又はAgからなるフィラメント間バリア材で被覆されたシングル線を複数集合させた集合体の周囲を、Nb又はTaからなる外皮で被覆して構成されていることを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、Nb3Al超伝導線の前駆体線及びNb3Al超伝導線の前駆体線の製造方法、並びにNb3Al超伝導線及びNb3Al超伝導線の製造方法に関するものである。
【背景技術】
【0002】
NMR用途に開発された初期の急熱急冷変態法Nb3Al線材は、超伝導接続性を優先し、Nb3Alフィラメント間バリアを1T未満の磁場中でも超伝導性を保持するNbとしたため、Nb3Alフィラメント同士が電磁気的に結合し低磁界不安定性が生じる欠点があった。
【0003】
これを改善するために、同じ高融点金属に属し、1T未満の磁場中で常伝導となるTaをNbに替えてバリア材としたが、加速器マグネットの運転温度である2Kまで下げると低磁界不安定性の抑制が不可能なこと、また前駆体線の伸線加工で断線が頻発する等の問題があった。
【0004】
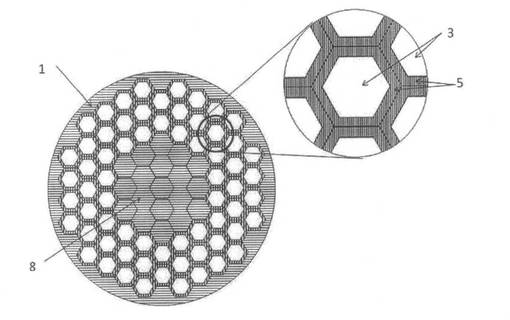
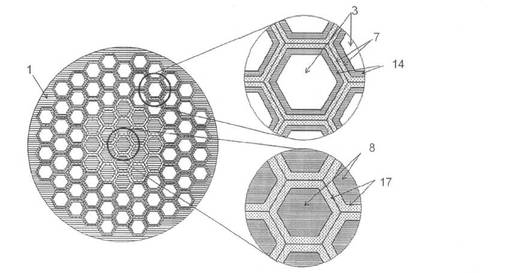
図1に従来NMR用途に開発されてきたフィラメント間バリアをNbとする急熱急冷変態法Nb3Al線材の前駆体線横断面構造を示す。外皮1および線材断面中心部のダミーフィラメント8は高融点金属に属するNbにより形成されている。
【0005】
Nb/Al複合体フィラメント領域3は、Nb箔とAl箔を重ねてNb芯の廻りに巻き込むジェリーロール法(特許文献1参照)、又はNbマトリックス中に多数のAl芯又はAl合金芯が分散するロードインチューブ法(特許文献2参照)により作製されている。
【0006】
急熱急冷変態法では、reel−to−reelで移動する前駆体線に電流を流して約1950℃に通電加熱し、冷媒を兼ねる約80℃に保った溶融Ga電極浴を通過させることによって急熱急冷処理を行うと、Nb/Al複合体フィラメント領域3はAlがNbに過飽和に固溶したbcc相過飽和固溶体フィラメントに変換する。その後800℃、10時間の条件で追加熱処理すると、bcc相からA15相に結晶構造が変化(変態)してNb3Al超伝導フィラメントになる(特許文献3参照)。
【0007】
Nbは4Kで約1Tまで超伝導状態を保つことができるので、外皮1及びフィラメント間バリア4をNbにすると、NMRマグネット応用で多数必要となる超伝導線同士の接続箇所の接続抵抗を非常に小さくすることができる。
【0008】
一方、1T未満の低磁場領域では、個々のNb3Alフィラメント同士がNbのフィラメント間バリア4を介して電磁気的に結合していることとなり、超伝導有効フィラメント径が大きくなってしまう。
【0009】
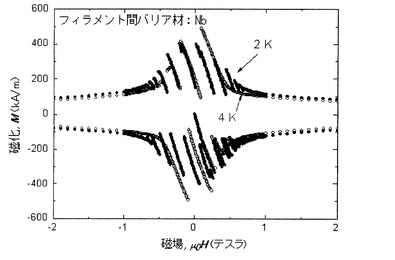
したがって、磁気的不安定性を抑制するために提案された細い超伝導フィラメントが多数本分散する断面構造の多芯線断面構造が低磁場領域では機能しないことになる。実際、フィラメント間バリア材をNbとする前駆体線を急熱急冷変態処理したNb3Al線材では、図2に示す超伝導マグネット応用で想定される2つの冷媒温度(液体ヘリウム温度4Kと超流動液体ヘリウム温度2K)の磁化曲線において、磁束が急激に試料内に侵入する(磁化が急激に減少する)フラックスジャンプと呼ばれる磁気的不安定性が生じる。
【0010】
このような低磁界不安定性を抑制するためには、Nb3Alフィラメント同士の電磁気的結合を断ち切ることが考慮される。そして、そのためにはフィラメント間バリア材を低磁場でも超伝導性を保持するNbから、磁場中では常伝導状態となる別の金属に替える必要がある。そのような少なくとも磁場中で常伝導となる金属が兼ね備えるべき性質として、
(1)前駆体線の伸線加工を阻害しない良好な伸線加工性(塑性変形能)を有すること、
(2)Nb/Al複合体フィラメント領域をbcc相過飽和固溶体フィラメントにいったん変換するために自己通電加熱方式によって1900℃以上で5秒以内で行うreel−to−reelの通線・熱処理中に前駆体線がクリープ破断しないように高温でも良好な力学特性を有して力学的補強材として作用すること、
(3)通線・熱処理中にNb/Al複合体フィラメント領域と反応しないこと、すなわち、急冷した後の過飽和固溶体の生成を阻害しないだけでなく、最終的なNb3Alに固溶して超伝導特性を劣化させないこと、
が挙げられる。
【0011】
このような条件を満足する有力な候補材料としてTaを挙げることができる。Taは、大気圧下での液体He沸騰温度4.2Kより若干高い超伝導臨界温度(4.4K)を有するもののその温度マージン(臨界温度と冷媒温度の差)が小さいため、磁場が加わると直ちに常伝導状態に転移する特性を有する。
【0012】
さらにTaは、
(1)Nbにほぼ匹敵する冷間伸線加工性、
(2)Nbより融点が高いことから約1950℃ではNbよりもむしろ高いクリープ強度、
(3)通線・熱処理中におけるNb/Al複合体領域との非反応性、
などの好都合な性質を兼ね備える。
【0013】
フィラメント間バリアをTaとする急熱急冷変態法Nb3Alの前駆体線の製造では、Nbフィラメント間バリアの場合と比べて伸線加工性がやや劣っているため、伸線途中でフィラメント間バリア部を起点とする3回の断線を経験し、単長(連続した線材の一本あたりの長さ)が短くなってしまったが、最終的に線径が1.35mmまで伸線加工することができた。
【0014】
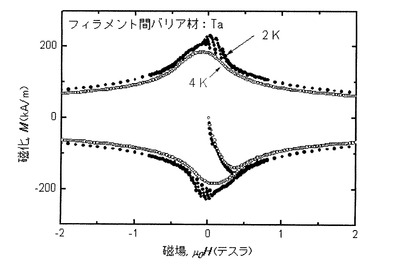
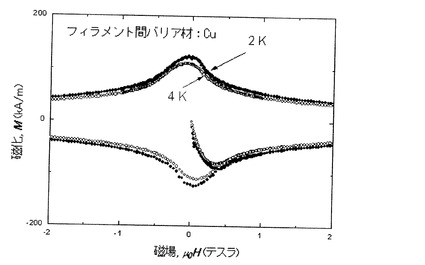
図3に、得られた前駆体線の横断面構造を示す。この前駆体線を急熱急冷処理してNb/Al複合体フィラメント領域3をいったんbcc相過飽和固溶体に変換し、その後、さらに800℃で10時間の変態熱処理を施して、bcc相過飽和固溶体をA15型Nb3Alに変換したところ、図4に示す磁化曲線に示すように、期待した通り4Kではフラックスジャンプ(低磁界不安定性)を抑制することができた。
【0015】
しかし、2Kまで冷媒温度を下げると、規模が小さいながらも再びフラックスジャンプが生じてしまい、高エネルギー粒子加速器などで想定されている超伝導マグネットの2K運転にはフィラメント間バリアをTaとする急熱急冷変態法Nb3Al線材は利用困難であることが判った。
【0016】
これは、2Kではフィラメント間バリアTaの温度マージンが大きくなりNb3Alフィラメントが電磁気的に結合したためと考えられる。
【0017】
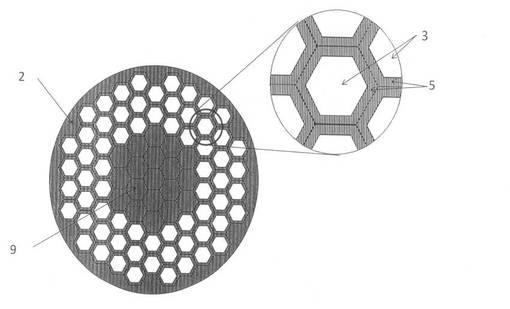
なお、フィラメント間バリアをTaに変更することにより、少なくとも4Kにおける低磁界不安定性を抑制する効果は、外皮や中心ダミーフィラメントにまで必ずしも高価なTaを使用しなくても得られる。すなわち、図5に例示するように外皮1や中心ダミーフィラメント8には比較的廉価なNbを使用しても構わない。
【0018】
一方、フィラメント間バリアにTaを採用したために生じる前駆体の伸線加工性の劣化に関しては、これを抑制するためにNb/Al複合体フィラメント領域をまずNbからなる第1バリア層で覆い、さらにTaからなる第2バリア層で覆う方法が提案されている(特許文献4参照)。
【0019】
この方法によれば、4Kでの低磁界不安定性の抑制を確保しつつ前駆体線の伸線加工時の断線も抑制できるが、隣接するNb3AlフィラメントがTaを介して繋がっている状況には変化がないので、2Kでのフラックスジャンプは避けられない。
【0020】
前述したように、急熱急冷変態法Nb3Al多芯線は、約1950℃での高温熱処理と急冷、そしていったん生成させたbcc相過飽和固溶体を700〜900℃で追加熱処理(変態熱処理)し、A15型Nb3Al化合物に変態させることにより製造されている。変態温度が比較的低温なので変態後のA15型化合物結晶粒は微細であり、これがNb3Alの臨界電流密度を高いものにする。
【0021】
急熱急冷変態法では、安定化材として利用されるCuの融点より遙かに高い温度の高温短時間熱処理が必要なため、前駆体線の表面には、多くの実用超伝導線材と違って、はじめからCu安定化材を複合しておくことができない。
【0022】
その代わり、前駆体線を急熱急冷処理した後で、密着性を改善するために線材表面(Nb又はTa)の酸化被膜を除去しながらCuのイオンプレーティングを行い、その後で電解メッキにより多量のCuを複合する工程が必要であった。しかし、このCuイオンプレーティング/電解メッキ工程は線材コストを押し上げる欠点があった。
【0023】
一方、安定化材複合に要するコストを低減する方法に、安定化材が高温短時間熱処理で融解した際にNb/Al複合体フィラメント領域と反応して非超伝導3元化合物を生成させないように高融点金属でNb/Al複合体フィラメント領域と隔離させ、安定化材を線材断面にはじめから含むことを特徴とする内部安定化法が提案されている(特許文献5参照)。
【0024】
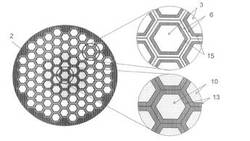
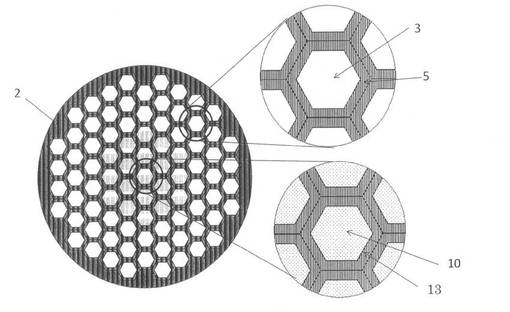
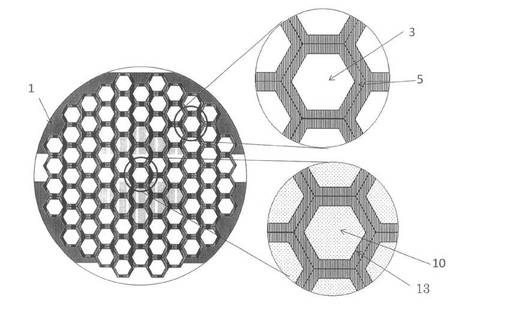
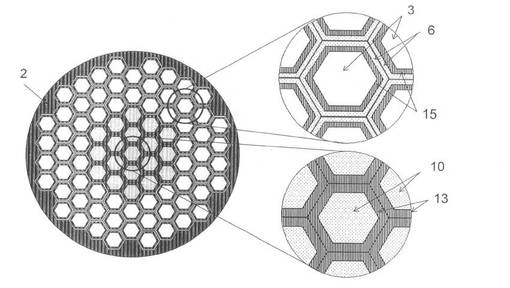
この内部安定化法では、電気伝導度の高いCu安定化材(又はAg安定化材)フィラメントがTa(又はNb,Ta)で被覆されており、原理的にはこれを線材断面の任意の場所に配置することが可能であるが、実際には図6に示すように線材断面中央に集中して配置される。
【0025】
なお、外皮、フィラメント間バリア、内部安定化材フィラメント、内部安定化材フィラメントの被覆層、の材種の組み合わせにより、図6〜図10に示すような多様な内部安定化Nb3Al前駆体線が存在する。
【0026】
Nb/Al複合体フィラメント領域をbcc相過飽和固溶体に変換するための約1950℃での高温短時間熱処理を実施すると、Cu(またはAg)安定化材は融解するものの、Cu(又はAg)の融解液はTa(又はNb,Ta)被覆管の中に閉じこめられる。このTa(またはNb,Ta)被覆管は拡散障壁として作用するので、Cu(又はAg)とNb/Alフィラメント領域との反応を抑制できる。ちょうど石油タンカーの隔壁のように、蜂の巣状のTa(又はNb,Ta)層がCu(又はAg)融液を閉じこめる壁として作用し、高温加熱における線材のクリープ変形も抑止する。
【0027】
500℃以下に急冷後、Cu(またはAg)融解液は凝固して安定化材として作用する。内部安定化材フィラメントを断面内に含まない従来の前駆体線(図1、図3、図5)の場合と同様に、急冷によりNb/Al複合体フィラメント領域をbcc相過飽和固溶体に変換し、次いで、これに800℃で10時間の追加熱処理を実施してbcc相過飽和固溶体をNb3Alに変態させたものについて、Nb3Al相の断面積で臨界電流を除して計算した臨界電流密度は、内部安定化材フィラメントを含まない場合と同じであった。
【0028】
内部安定化材がCuの場合には、フィラメント間バリアがTaであるので、4Kではフラックスジャンプが抑制されるものの、2Kでは小さなフラックスジャンプが避けられない。
【0029】
また、図3及び図5に例示される、内部安定化材を含まないがフィラメント間バリアをTaとする前駆体線の場合と同様に、前駆体線の伸線途中でフィラメント間バリア部を起点とする断線を経験した。
【0030】
一方、内部安定化材がAgの場合には、高温(1950℃)では、Nbとも、またTaとも反応しないので、フィラメント間バリアはNbであってもTaであっても急熱急冷処理は可能である。しかし、フィラメント間バリアがNbの場合には、Nb(臨界温度:9K)が磁場中でも超伝導性を示すことからNb3Alフィラメント間を電磁気的に結合させ4K、2Kの両温度で顕著な低磁界不安定性が生じてしまう。フィラメント間バリアがTa(臨界温度:4K)の場合には、内部安定化材がCuの場合と同様に2Kでは小さなフラックスジャンプが避けられず、前駆体線の伸線途中での断線も不可避である。
【先行技術文献】
【特許文献】
【0031】
【特許文献1】特許第4005713号公報
【特許文献2】特許第1888312号公報
【特許文献3】特許第2021986号公報
【特許文献4】特願2009−241004号公報
【特許文献5】特許第4386306号公報
【発明の概要】
【発明が解決しようとする課題】
【0032】
本発明は、上記のような背景から従来の問題点を解消するためになされたものであり、この内部安定化技術の基本である高温短時間熱処理におけるCuとTaの間(又はAgとNb,Taの間)の非反応性を活用して、従来と全く逆の発想による革新的断面構造を提案し、(1)低磁界不安定性の抑制、(2)良好な前駆体線の伸線加工性、(3)安定化材の複合にかかる費用の低減を図ることを課題とするものである。
【課題を解決するための手段】
【0033】
本発明は、上記の課題を解決するために、以下のことを特徴としている。
【0034】
第1に、Nb3Al超伝導線の前駆体線において、NbとAlとのモル比が3:1で混合されたNbとAlの複合体からなるNb/Al複合体フィラメント領域が、Nb又はTaからなる隔壁で被覆され、その外側がCu又はAgからなるフィラメント間バリア材で被覆されたシングル線を複数集合させた集合体の周囲を、Nb又はTaからなる外皮で被覆して構成されていることを特徴とする。
【0035】
第2に、上記第1の発明のNb3Al超伝導線の前駆体線において、集合体の内部に、Nb又はTaからなる内部安定化材フィラメント被覆層で被覆されたCu又はAgからなる内部安定化材フィラメントを配置する。
【0036】
第3に、上記第1の発明のNb3Al超伝導線の前駆体線において、集合体の内部に、Cu又はAgからなるダミーフィラメント被覆層で被覆したNb又はTaからなるダミーフィラメントを配置する。
【0037】
第4に、上記第1から第3の発明のNb3Al超伝導線の前駆体線において、シングル線におけるCu又はAgの体積率が7〜25%である。
【0038】
第5に、上記第1から第4の発明のNb3Al超伝導線の前駆体線において、集合体の構成にCuを用いたときに、このCuと接する材質がTaである。
【0039】
第6に、上記第5の発明のNb3Al超伝導線の前駆体線において、隔壁のTaの厚さが5μm以上である。
【0040】
第7に、上記第1から第4の発明のNb3Al超伝導線の前駆体線において、集合体の構成にAgを用いたときに、このAgと接する材質がNb又はTaである。
【0041】
第8に、上記第7の発明のNb3Al超伝導線の前駆体線において、隔壁のNb又はTaの厚さが1μm以上である。
【0042】
第9に、Nb3Al超伝導線であって、上記第1から第8の発明のNb3Al超伝導線の前駆体線のNb/Al複合体フィラメント領域がNb3Alフィラメントに変換されていることを特徴とする。
【0043】
第10に、上記第1から第8の発明のNb3Al超伝導線の前駆体線の製造方法であって、NbとAlとのモル比が3:1で混合されたNbとAlとの複合体からなるNb/Al複合体フィラメント領域を、隔壁とするためのNb又はTaからなる金属シートで巻き込み、これをフィラメント間バリア層とするためのCu又はAgからなるパイプに充填して六角シングル線に伸線加工した後、複数本に切断し、次いでこの六角シングル線複数本を集合体とし、この集合体の周りを外皮とするためのNb又はTaからなる金属シートで巻き込み、これをCuパイプ又はCu合金パイプに充填して細線に伸線加工し、最外層のCu又はCu合金をエッチングにより除去することを特徴とする。
【0044】
第11に、上記第10の発明のNb3Al超伝導線の前駆体線の製造方法において、集合体を、六角シングル線と、Nb又はTaからなる内部安定化材フィラメント被覆層で被覆したCu又はAgからなる内部安定化材フィラメントを伸線加工した内部安定化材フィラメント六角線とで構成する。
【0045】
第12に、上記第11の発明のNb3Al超伝導線の前駆体線の製造方法において、集合体の中心部を内部安定化材フィラメント六角線とし、その周囲を六角シングル線とする。
【0046】
第13に、上記第10の発明のNb3Al超伝導線の前駆体線の製造方法において、集合体を、六角シングル線と、Cu又はAgからなるダミーフィラメント被覆層で被覆したNb又はTaからなるダミーフィラメントを伸線加工したダミーフィラメント六角線とで構成する。
【0047】
第14に、上記第13の発明のNb3Al超伝導線の前駆体線の製造方法において、集合体の中心部をダミーフィラメント六角線とし、その周囲を六角シングル線とする。
【0048】
第15に、上記第10から第14の発明のNb3Al超伝導線の前駆体線の製造方法において、六角シングル線におけるCu又はAgの体積率が7〜25%である。
【0049】
第16に、上記第10から第15の発明のNb3Al超伝導線の前駆体線の製造方法において、集合体の構成にCuを用いたときに、このCuと接する材質にTaを用いる。
【0050】
第17に、上記第16の発明のNb3Al超伝導線の前駆体線の製造方法において、六角シングル線におけるTaの厚さが5μm以上である。
【0051】
第18に、上記第10から第15の発明のNb3Al超伝導線の前駆体線の製造方法において、集合体の構成にAgを用いたときに、このAgと接する材質にNb又はTaを用いる。
【0052】
第19に、上記第18の発明のNb3Al超伝導線の前駆体線の製造方法において、六角シングル線におけるNb又はTaの厚さが1μm以上である。
【0053】
第20に、Nb3Al超伝導線の製造方法にであって、上記第1から第8のNb3Al超伝導線の前駆体線を、1900℃以上で5秒以内の熱処理後に、500℃以下に急冷し、その後700〜900℃で追加熱処理することを特徴とする。
【発明の効果】
【0054】
内部安定化材としても機能するCu又はAgを、フィラメント間バリア材に採用することにより、前駆体線の伸線加工性改善、急熱急冷変態後においては4Kはもちろん2Kでも低磁界不安定性を抑制することができる。また、曲げひずみ負荷においては微視的クラック伝搬を抑制することができる。
【0055】
さらに、前駆体線の伸線加工性の改善と、急熱急冷処理後に別途必要だった安定化材複合工程省略化を可能とするため、製造コストを抑えることが可能となる。
【図面の簡単な説明】
【0056】
【図1】Nbフィラメント間バリアを有する従来の急熱急冷変態法Nb3Alの前駆体線の断面図である。
【図2】フィラメント間バリアをNbとするNb/Al前駆体線を急熱急冷処理して作成したNb3Al線材の4Kと2Kにおける磁化曲線を示すグラフである。
【図3】フィラメント間バリアに加えて外皮とダミーフィラメントもTaとする急熱急冷変態法Nb3Alの前駆体線の断面図である。
【図4】フィラメント間バリアに加えて外皮とダミーフィラメントもTaとするNb/Al前駆体線を急熱急冷処理して作成したNb3Al線材の4Kと2Kにおける磁化曲線を示すグラフである。
【図5】外皮とダミーフィラメントはNbのままでフィラメント間バリアだけをTaとする急熱急冷変態法Nb3Alの前駆体線の断面図である。
【図6】ダミーフィラメントの替わりにTaで被覆したCu内部安定化材フィラメントを配置し、フィラメント間バリアと外皮の両方がTaである内部安定化・急熱急冷変態法Nb3Alの前駆体線の断面図である。
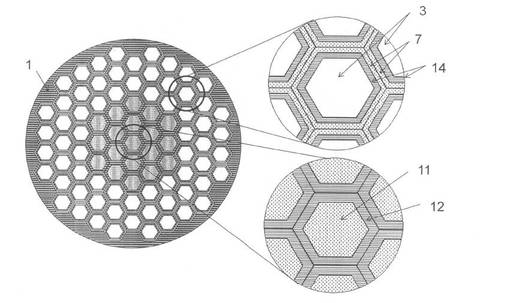
【図7】ダミーフィラメントの替わりにTaで被覆したCu内部安定化材フィラメントを配置し、フィラメント間バリアがTaで外皮がNbである内部安定化・急熱急冷変態法Nb3Alの前駆体線の断面図である。
【図8】ダミーフィラメントの替わりにNbで被覆したAg内部安定化材フィラメントを配置し、フィラメント間バリアと外皮の両方がNbである内部安定化・急熱急冷変態法Nb3Alの前駆体線の断面図である。
【図9】ダミーフィラメントの替わりにTaで被覆したAg内部安定化材フィラメントを配置し、フィラメント間バリアがTaで外皮がNbである内部安定化・急熱急冷変態法Nb3Alの前駆体線の断面図である。
【図10】ダミーフィラメントの替わりにTaで被覆したAg内部安定化材フィラメントを配置し、フィラメント間バリアと外皮の両方がTaである内部安定化・急熱急冷変態法Nb3Alの前駆体線の断面図である。
【図11】ダミーフィラメントの替わりにTaで被覆したCu内部安定化材フィラメントを配置し、フィラメント間バリアがCuで隔壁と外皮の両方がTaである内部安定化・急熱急冷変態法Nb3Al前駆体線の断面図である。
【図12】ダミーフィラメントの替わりにNbで被覆したAg内部安定化材フィラメントを配置し、フィラメント間バリアがAgで隔壁と外皮の両方がNbである内部安定化・急熱急冷変態法Nb3Al前駆体線の断面図である。
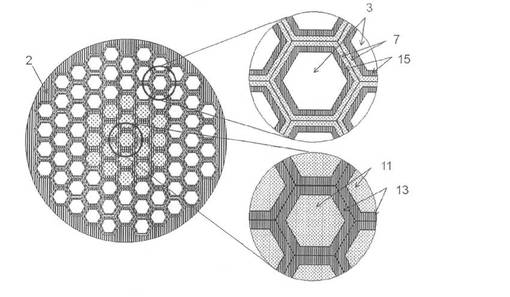
【図13】ダミーフィラメントの替わりにTaで被覆したAg内部安定化材フィラメントを配置し、フィラメント間バリアがAgで隔壁と外皮の両方がTaである内部安定化・急熱急冷変態法Nb3Al前駆体線の断面図である。
【図14】フィラメント間バリアがCuで隔壁と外皮の両方がTaである内部安定化・急熱急冷変態法Nb3Al前駆体線材を急熱急冷処理した後の線材断面拡大写真である。((a)Ta隔壁:1.6μm、(b)Ta隔壁:5.0μm)。
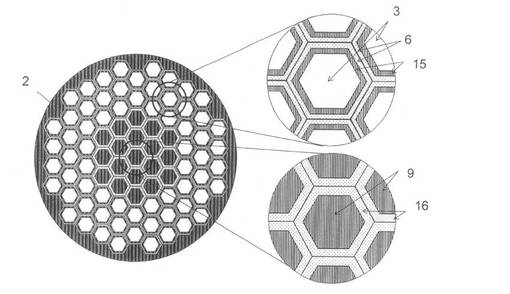
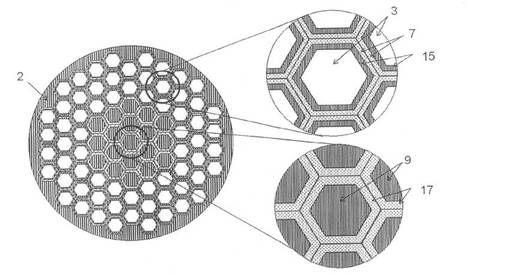
【図15】Cu被覆Taダミーフィラメントを断面中央に配置し、フィラメント間バリアがCuで隔壁と外皮の両方がTaである急熱急冷変態法Nb3Al前駆体線の断面図である。
【図16】Ag被覆Nbダミーフィラメントを断面中央に配置し、フィラメント間バリアがAgで隔壁と外皮の両方がNbである急熱急冷変態法Nb3Al前駆体線の断面図である。
【図17】Ag被覆Taダミーフィラメントを断面中央に配置し、フィラメント間バリアがAgで隔壁と外皮の両方がTaである内部安定化・急熱急冷変態法Nb3Al前駆体線材の断面図である。
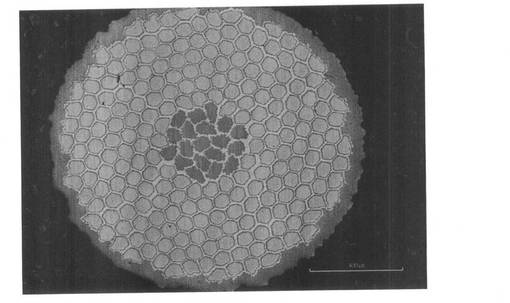
【図18】常伝導金属・良導電体フィラメント間バリアがCuで、Cu被覆Taダミーフィラメントを断面中央に配置した前駆体線(Φ1.35mm)の急熱急冷処理後の線材横断面の全体写真である。
【図19】常伝導金属・良導電体フィラメント間バリアがCuで、Cu被覆Taダミーフィラメントを断面中央に配置した急熱急冷変態法Nb3Al線材の磁化曲線を示すグラフである。
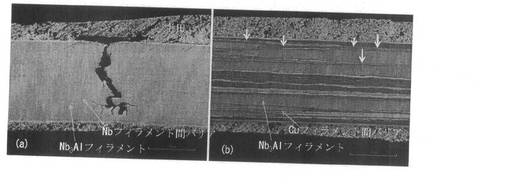
【図20】所定の曲げひずみを負荷して除荷した後の急熱急冷変態処理済みNb3Al線材の縦断面写真である((a)フィラメント間バリアがNbで0.4%の曲げひずみを負荷、(b)フィラメント間バリア線材がCuで0.46%の曲げひずみを負荷)。
【発明を実施するための形態】
【0057】
本発明のNb3Al超伝導線の前駆体線の最も基本的な構成は、Nb/Al複合体を材料とするNb/Al複合体フィラメント領域の周りを隔壁及びフィラメント間バリアで被覆したシングル線を集合体とし、この集合体を外皮で被覆した構成である。
【0058】
本発明のNb3Al超伝導線の前駆体線を構成するシングル線の中心部は、Nb金属とAl金属を主な構成要素とする複合体であって、NbとAlとのモル比が3:1で混合されたNbとAlとの複合体からなるNb/Al複合体フィラメント領域である。
【0059】
シングル線は、Nb/Al複合体フィラメント領域を、高融点金属のNb又はTaからなる隔壁で被覆し、更にその外側を常伝導金属・良導電体のCu又はAgからなるフィラメント間バリアで被覆した構成となっている。
【0060】
フィラメント間バリアは、超電導フィラメントの電磁気的結合を有効に断ち切るために設けられ、隔壁は、フィラメント間バリアと、Nb/Al複合体フィラメント領域とが反応して非超伝導化合物を生成するのを防止するために設けられている。
【0061】
シングル線の最外層となるフィラメント間バリア層を、高融点金属であるNb又はTaと比べて柔らかく延性に富むCu又はAgとすることにより、良好な伸線加工性と、曲げひずみ負荷による微視的クラック伝搬を抑制することができる。
【0062】
シングル線におけるフィラメント間バリアを構成する常伝導金属・良導電体Cu又はAgの体積率は、7〜25%の範囲である。体積率が7%より小さいと伸線加工の途中で最外層のフィラメント間バリア(Cu又はAg)が薄くなり、破れて伸線加工が不可能になる場合がある。
【0063】
本発明では、隔壁の材料のNb又はTaと、フィラメント間バリアのCu又はAgの組み合わせは任意とすることができるが、急熱急冷変態法によりNb3Al超伝導線とした場合の反応による非超伝導化合物の生成を考慮した場合、フィラメントバリア材をCuとしたときには、隔壁をTaとするのが好ましい。これは、隔壁をNbとした場合には、CuがNbと反応して、非超伝導3元化合物が生成する場合があるためである。
【0064】
また、この場合には隔壁のTaの厚さは5μm以上、好ましくは5〜7μmの範囲である。Taの厚さが5μm以上であると、CuがTa隔壁を拡散してNb/Al複合体フィラメント領域と反応して、非超伝導3元化合物が生成することを防止することができる。
【0065】
なお、フィラメント間バリア材をAgとしたときには、隔壁の材料はNb、Taのどちらでも構わない。これはAgとNb、Taとの反応による非超伝導化合物の生成を考慮する必要がないためである。この場合の隔壁のNb又はTaの厚さは1μm以上、好ましくは1〜3μmの範囲である。
【0066】
シングル線の製造方法としては、まず、Nb/Al複合体を隔壁材料のNb又はTaの高融点金属シートで巻き込む。次にこれをフィラメント間バリアのCu又はAgからなるパイプに充填して伸線加工し、六角シングル線に形成する。
【0067】
従来の前駆体線の製造では、この段階で、最外層のCuのみをエッチング除去する必要があるが、本発明では、この最外層のCuがフィラメント間バリアであるのでエッチング除去工程を省略することができ、製造コストを低減することができる。
【0068】
そして、この六角シングル線を多数本に切断し、短尺で多数の前記六角シングル線を用いて最密充填組み立てして集合体として、この集合体の周りを外皮とするためのNb又はTaからなる高融点金属シートで巻き込み、更にCuパイプ又はCu合金パイプに充填して所定の寸法の細線に再度伸線加工する。伸線加工の方法は特に制限はないが、ダイス伸線加工を好適に採用することができる。
【0069】
伸線加工を施した後、最終的に、最外層のCu又はCu合金をエッチングにより除去することにより、本発明のNb3Al超伝導線の前駆体線とすることができる。
【0070】
本発明のNb3Al超伝導線の前駆体線では、前記のシングル線の集合体と外皮からなる基本構成に加えて、集合体の内部好ましくは中心部に、内部安定化材フィラメントを配置して、その外側にシングル線を配置し、その周りを外皮とする構成とすることができる。
【0071】
本発明の内部安定化材フィラメントは、超電導を安定化するために設けられ、常伝導金属・良導電体のCu又はAgの外周に、高融点金属のNb又はTaからなる内部安定化材フィラメント被覆層を設けた構成となっている。
【0072】
なお、常伝導金属・良導電体をCuとしたときには、内部安定化材フィラメント被覆層をTaとするのが好ましい。また、常伝導金属・良導電体をAgとしたときには、内部安定化材フィラメント被覆層はNb又はTaのいずれでもよい。これは上記のシングル線におけるフィラメントバリア材と隔壁の材質選択と同様の理由によるものである。
【0073】
内部安定化材フィラメントは、Cu又はAgからなるロッドをNb又はTa金属シートで巻き込みCuパイプの中に挿入して、シングル線の製造と同様にダイス伸線加工したのち最外層のCuをエッチングで除去することにより、内部安定化材フィラメント六角線に成形することができる。
【0074】
また本発明では、集合体の内部好ましくは中心部に、Cu(またはAg)被覆ダミーフィラメントを配置して、その外側にシングル線を配置し、その周りを外皮とする構成とすることもできる。
【0075】
このCu(またはAg)被覆ダミーフィラメントは、超伝導線の機械的強度の向上や、加工性の改善を図るために設けられ、高融点金属のNb又はTaの外周に、常伝導金属・良導電体のCu又はAgからなるダミーフィラメント被覆層を設けた構成となっている。
【0076】
なお、ダミーフィラメント被覆層をCuとしたときには、高融点金属をTaとするのが好ましい。また、ダミーフィラメント被覆層をAgとしたときには、高融点金属はNb又はTaのいずれでもよい。これは上記のシングル線におけるフィラメントバリア材と隔壁の材質選択と同様の理由によるものである。
【0077】
Cu(またはAg)被覆ダミーフィラメント六角線は、Nb又はTaからなるロッドをCu又はAgからなるパイプの中に挿入して、シングル線の製造と同様にダイス伸線加工することにより成形することができる。この方法によれば、最外層の材質のパイプに挿入して伸線加工を行うためエッチング処理を省略することができる。
【0078】
このような、中心部にTa(Nb)被覆内部安定化材フィラメントを配置して、その外側にシングル線を配置した集合体、及び、中心部にCu(またはAg)被覆ダミーフィラメントを配置して、その外側にシングル線を配置した集合体をNb3Al超伝導線の前駆体線とする方法は、前記のシングル線と外皮から構成されたNb3Al超伝導線の前駆体線の製造方法で説明した方法と同様の方法によりNb3Al超伝導線の前駆体線とすることができる。
【0079】
また、本発明では、上記の構成とした本発明のNb3Al超伝導線の前駆体線は、急熱急冷変態法によりNb3Al超伝導線とする。
【0080】
急熱急冷変態法では、1900℃以上、好ましくは1930〜2000℃で5秒以内の熱処理後に、500℃以下、好ましくは30〜100℃に急冷し、その後700〜900℃で追加熱処理する。
【0081】
本発明のNb3Al超伝導線の前駆体線に対して、急熱急冷処理を行うことにより、前駆体線のNb/Al複合体フィラメント領域は、AlがNbに過飽和に固溶したbcc相過飽和固溶体フィラメントに変換する。さらにその後、追加熱処理することにより、bcc相からA15相に結晶構造が変態してNb3Al超伝導フィラメントとすることができる。
【0082】
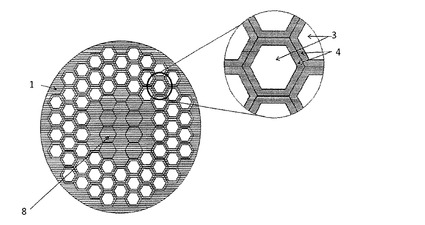
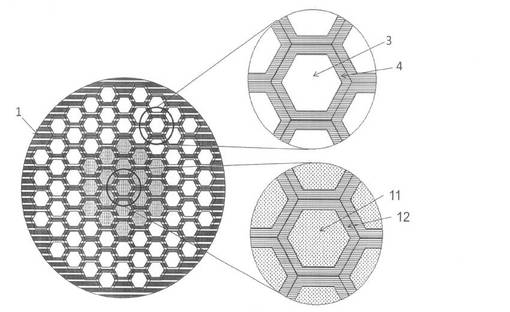
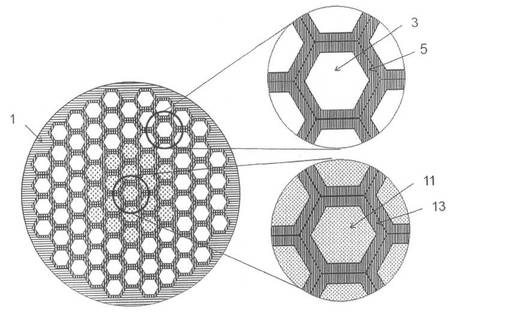
上記に説明したように、従来の急熱急冷変態法Nb3Al前駆体線では、隣り合うNb/Al複合体フィラメント領域の間にはNb又はTaのフィラメント間バリアだけが存在しているのに対して、本発明では、図11〜図13のシングル線の拡大図に示すように、Nb/Al複合体フィラメント領域をTa又はNbからなる隔壁が覆い、その周りをCu又はAgからなるフィラメント間バリアが覆った構成となっている。
【0083】
以下に、常伝導金属・良導電体フィラメント間バリアがCuである前駆体線の製造方法の実施形態を具体的に述べるが、本発明は、これらの実施形態に限定されるものではない。
<実施形態1>
(第1工程)
まず、第1工程として、図11に示すCu/Ta/(Nb/Al複合体)シングル線を成形した。
【0084】
第1工程では、ジェリーロール法またはロッドインチューブ法で作製したNb/Al複合体(最終的な前駆体線断面におけるNb/Al複合体フィラメント領域3に対応する)の周囲をTa金属シート(最終的な前駆体線断面におけるTa隔壁15に対応する)で巻き込み、これをCuパイプ(最終的な前駆体線断面におけるCuフィラメント間バリア6に対応する)の中に挿入して伸線加工し、Cu/Ta/(Nb/Al複合体)六角シングル線に成形した。
【0085】
なお、図12に示す実施形態では、Nbシート(最終的な前駆体線断面におけるNb隔壁14に対応する)及びAgパイプ(最終的な前駆体線断面におけるAgフィラメント間バリア7に対応する)を用いてAg/Nb/(Nb/Al複合体)ロッド・シングル線を成形しており、図13に示す実施形態では、Taシート(最終的な前駆体線断面におけるTa隔壁15に対応する)及びAgパイプ(最終的な前駆体線断面におけるAgフィラメント間バリア7に対応する)を用いてAg/Ta/(Nb/Al複合体)ロッド・シングル線を成形している。
(第2工程)
次に、第2工程では、図11に示すように、内部安定化材フィラメント六角線と、六角シングル線を併せて前駆体線を成形した。
【0086】
第2工程では、別途準備した19本の六角形状のTaを被覆したCu内部安定化材フィラメント六角線(最終的な前駆体線断面におけるCu内部安定化材フィラメント10に対応する)の周りに、第1工程で形成した66本の六角形状のCu/Ta/(Nb/Al複合体)六角シングル線を積み重ねて配置し、その全体の周囲をTa金属シート(最終的な前駆体線断面におけるTa外皮2に対応する)で巻き込み、キュプロニッケルパイプに挿入し、静水圧押し出しの後、無断線で、1.5mmΦまで伸線加工した。最終的に最外層のキュプロニッケルをエッチング除去して、線径が1.35mmの前駆体線とした。
【0087】
なお、図12に示す実施形態では、六角形状のNb(最終的な前駆体線断面におけるNb内部安定化材フィラメント被覆層12に対応する)を被覆したAg内部安定化材フィラメント六角線(最終的な前駆体線断面におけるAg内部安定化材フィラメント11に対応する)の周りに、Ag/Nb/(Nb/Al複合体)六角シングル線を合わせた構成とし、図13に示す実施形態では、六角形状のTa(最終的な前駆体線断面におけるTa内部安定化材フィラメント被覆層13に対応する)を被覆したAg内部安定化材フィラメント六角線(最終的な前駆体線断面におけるAg内部安定化材フィラメント11に対応する)の周りに、Ag/Ta/(Nb/Al複合体)六角シングル線を合わせた構成とした。
【0088】
また、第2工程における六角形状のTa被覆Cu内部安定化ロッドの数は任意とすることができる。すなわち、第1工程で準備したCu/Ta/(Nb/Al複合体)六角シングル線のみで最密充填組み立てすることも可能であり、線材断面内に含まれる安定化材の体積率を増加させるためにTa被覆Cu内部安定化材フィラメント六角線の数を増やすことも可能である。これは図12及び図13に示す実施形態においても同様である。
【0089】
図11に示す本発明の実施形態では、常伝導金属・良導電体であるCu(図12、図13ではAg)のフィラメント間バリアが、互いに直接隣接して連結していることが特徴で、Cu(図12、図13ではAg)領域の中にTa(図12ではNb)被覆Nb/Al複合体フィラメント領域が規則正しく配列している。
【0090】
これにより、前駆体の伸線加工性を劣化させる原因であったTaフィラメント間バリアとTaフィラメント間バリアが直接に接するTa/Ta界面がなくなり、その替わりにTa/Cu/Cu/Ta(図12に示す実施形態ではNb/Ag/Ag/Nb、図13に示す実施形態ではTa/Ag/Ag/Ta)界面となるため、本発明の1つの効果として、前駆体線の伸線加工性の顕著な改善が実現できた。実際、最終線径1.35mmΦまで無断線で伸線加工することに成功した。
【0091】
以下に、図11に示す断面構成の実施形態において、前駆体線径が1.35mmΦのときに、Cuフィラメント間バリア平均厚さが6.5μmで、この常伝導金属・良導電体のフィラメント間バリアとNb/Al複合体フィラメント領域とを区切るTa隔壁の平均厚さが1.6μmと5.0μmとなる2種類の前駆体線(無断線で伸線加工できたもの)の急熱急冷処理した結果について詳述する。
【0092】
Cu内部安定化材フィラメント10は高温で融解するものの、Taに被覆されているので急冷後も断面組織に大きな変化がないが、一方、後述の実施形態2でも詳しく述べるように、常伝導金属・良導電体のフィラメント間バリア6は広い領域で連結しているので高温で融解したときにTa隔壁15に囲まれたNb/Al複合体フィラメント領域3の中心座標が移動し、その結果、常伝導金属・良導電体フィラメント間バリア6の厚さは一様なものからある分布を持つように変化した。
【0093】
Ta隔壁15の平均厚さが1.6μmではCuがTa隔壁15を浸食・貫通してNb/Al複合体フィラメント領域3と反応し、非超伝導3元(Cu−Nb−Al)化合物を生成した。図14(a)に典型的な例を示す。Ta隔壁が消失し、CuとNb/Al複合体領域が拡散反応している。
【0094】
一方、Ta隔壁の平均厚さが5μmでは、図14(b)に示すように、ほとんどの領域ではCuフィラメント間バリア6がTa隔壁15を貫通するまでには至らず、bcc相過飽和固溶体フィラメントが健全に生成した。なお、詳細に観察すると、局所的にTa隔壁15が破れ、ごく僅かであるが非超伝導3元(Cu−Nb−Al)化合物が生成する領域も観察された。これらの結果から、急熱急冷処理を実施するときにTa隔壁15の平均厚さは少なくとも5μm以上であることが望ましいことが確認された。
【0095】
一方、図12及び図13に示すように、フィラメント間バリアと内部安定化材フィラメントがAgの場合には、フィラメント間バリアとNb/Al複合体フィラメント領域を仕切る隔壁、及び内部安定化材フィラメント被覆層はNbであってもTaであっても原理的にはどちらでも構わない。
【0096】
しかし、本発明の効果である前駆体線伸線加工性の改善と4K、2Kの両温度における低磁界不安定性の抑制効果は隔壁がTaであっても得られるものの、AgとTaの両元素はともに原材料コストを高くすることから、フィラメント間バリアがAgの場合には隔壁及び内部安定化材フィラメントの被覆材としてはNbが推奨される。
【0097】
以下、図12に示す隔壁14及び内部安定化材フィラメント被覆層12がNbの場合について発明の効果をさらに詳しく説明する。
【0098】
前述したように、約1950℃の高温ではTaが微量ながらCuに固溶し、そのため局所的に薄くなっていたTa隔壁を通過してCuがNb/Al複合体フィラメント領域と反応してしまうことがある。これに対して、NbはAgにほとんど全く固溶せず、NbとAlの未反応性はTaとCuのそれより完全に近い。
【0099】
したがって、Nb隔壁の平均厚さをフィラメント間バリアがCuの場合のTa隔壁の平均厚さより5分の1の1μmまで薄くすることができ、その結果、安定化材を除いた断面積で臨界電流を除して得られる非安定化材臨界電流密度は、常伝導金属・良導電体フィラメント間バリアと内部安定化材フィラメントがAgの場合の方が、それぞれがCuの場合より、高くすることができる。
【0100】
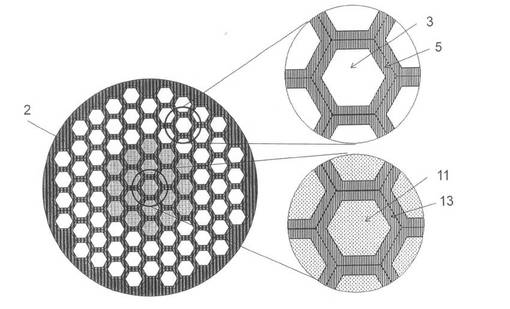
図11に示す構成の実施形態1では、19本の六角形状のTa(図12ではNb、図13ではTa)被覆Cu(図12、13ではAg)内部安定化材フィラメント10が線材断面中央に集中して配置されている。内部安定化材フィラメント10がCuの場合にはその内部安定化材フィラメント被覆層13であるTaが隣接するTa内部安定化材フィラメント被覆層13と直接接して、線材全断面にはTa/Ta界面が残っており、伸線加工性の改善の観点からはこの線材断面中央部からもTa/Ta界面を除去することが望ましい。
【0101】
そこで、図15〜図17に示すように、線材断面中央部に常伝導金属・良導電体フィラメント間バリア材と同じ材種であるCu(又はAg)で被覆したTa(又はNb、Ta)ダミーフィラメントを配置した前駆体線を試作したところ、無断線で伸線加工することができた。
【0102】
以下に、この場合の常伝導金属・良導電体フィラメント間バリアがCuである前駆体線の製造方法の実施形態2を図15を用いて以下具体的に述べる。
<実施形態2>
(第1工程)
まず、第1工程として、Cu/Ta/(Nb/Al複合体)六角シングル線を成形する。
【0103】
第1工程では、実施形態1と同様に、ジェリーロール法又はロッドインチューブ法で作製したNb/Al複合体の周囲をTa金属シートで巻き込み、これをCuパイプの中に挿入して伸線加工し、Cu/Ta/(Nb/Al複合体)六角シングル線に成形した。
(第2工程)
第2工程として、Cuダミーフィラメント被覆層16で被覆したTaダミーフィラメント9は円柱状のTaロッドをCuパイプの中に挿入して伸線加工し、上記Cu/Ta/(Nb/Al複合体)六角シングル線成形に使用した同一寸法の六角ダイスで伸線して成形した。
【0104】
実施形態1でも述べたように、これらの最外層Cuが最終的にフィラメント間バリア6として利用されるので、この段階でCuのエッチング除去工程が省略できることから前駆体線の製造コストを低減できる。
【0105】
これら最外層のCu除去を必要としないことはエッチング工程省略化だけにとどまらない。すなわち、六角ダイスにより仕上がり寸法が直接的に規定されることから、本発明のCu/Ta/(Nb/Al複合体)六角シングル線や六角形状のCuダミーフィラメント被覆層及び被覆Taダミーフィラメントの寸法精度は、最外層Cuをエッチング除去して得られる従来の六角形状のTaで被覆したNb/Al複合体の六角シングル線や六角形状のTa被覆Cu内部安定化材フィラメント六角線と比べて、著しく改善される。
【0106】
その結果、第2工程における集合体組立において、19本の六角形状のCu被覆Taダミーフィラメント六角線の周りに66本のCu/Ta/(Nb/Al複合体)六角シングル線を積み重ねて配置したときの充填率はほぼ100%となる。
【0107】
その集合体の周囲をTaシートで巻き込みキュプロニッケルパイプに挿入して静水圧押し出ししても、それぞれの六角ロッドが六角形状を崩さずに縮径化できる。六角ロッドの異常変形を抑制できることは、その後のダイス伸線加工における良好な伸線加工を担保し、無断線で例えば1.5mmΦまでの伸線加工を可能にする。
【0108】
実際には、伸線加工が終了後、最外層のキュプロニッケルをエッチング除去して、線径が1.35mmの前駆体線とした。このときのCuフィラメント間バリアの平均厚さは6.5μmで、このCu低融点常伝導フィラメント間バリアとNb/Al複合体フィラメント領域とのTa隔壁の平均厚さは5.0μmであった。
【0109】
この常伝導金属・良導電体のフィラメント間バリアがCuである前駆体線(Φ1.35mm)を急熱急冷処理したところ、Cuフィラメント間バリアは広い領域で連結しているので、図18の急冷線材断面写真に示すように、高温で融解した際に「Ta隔壁で被覆されたNb/Al複合体フィラメント領域」(bcc相過飽和固溶体フィラメントに変換している)の中心座標が移動した。その結果、Cuフィラメント間バリアの厚さは一様なものからある分布を持つように変化した。
【0110】
「Ta隔壁で被覆されたNb/Al複合体フィラメント領域」の中心座標の急冷後の移動が「Ta隔壁で被覆されたNb/Al複合体フィラメント領域」の大きさの半分を越えると、線材の長手方向で隣接する「Ta隔壁で被覆されたNb/Al複合体フィラメント領域」が互いに乗り越えて交差する可能性がある。そのような交差が生じると、変態後の臨界電流密度の改善を目的に実施する急冷後塑性変形(伸線加工)で「Ta隔壁で被覆されたNb/Al複合体フィラメント領域」の断線が生じる恐れがある。
【0111】
それを避けるためには、Cuフィラメント間バリアの「Ta隔壁で被覆されたNb/Al複合体フィラメント領域」に対する体積率(断面面積率)は25%以下にすることが望ましい。また、Ta隔壁の厚さに関しても最低5μm以上の厚さが必要である。
【0112】
本実施形態2のTa隔壁の厚さが5.0μmの前駆体線では、CuがNb/Al複合体フィラメント領域に拡散して反応することを十分に抑制することができ、その結果、三元Cu−Nb−Al化合物の生成を阻止できた。
【0113】
Nb/Al複合体フィラメント領域は急冷後にbcc相過飽和固溶体に変換しており、臨界電流密度の改善を目的とした急冷後塑性変形も、急冷線材を1.35mmΦから0.5mmΦまで断線させることなく冷間で伸線加工により実施できた。
【0114】
急熱急冷処理線材については、800℃で10時間の追加熱処理(変態熱処理)を施して、bcc相過飽和固溶体フィラメントをA15型Nb3Alフィラメントに変換した(変態させた)。
【0115】
図19に4Kと2Kの両温度で測定したA15型Nb3Al線材の磁化曲線を示す。従来のフィラメント間バリアがTaのNb3Al線材の場合(図4)と異なり、本発明のフィラメント間バリアがCuのNb3Al線材は4Kだけでなく2Kにおいてもフラックスジャンプ(低磁界不安定性)を抑制している。したがって、常伝導金属・良導電体であるCuをフィラメント間バリアに採用することにより、2KにおいてもNb3Alフィラメント間の電磁気的結合を有効に断ち切れることが判明した。
【0116】
実施形態1と実施形態2の違いは線材断面中央部にTa(Nb)被覆内部安定化材フィラメントかCu(Ag)被覆ダミーフィラメントを配置するかによる。したがって、安定化材の複合に着眼して比較すると、安定化材として機能することが期待されているCuまたはAgの全線材断面積に占める割合が、実施形態1の方が実施形態2より大きくできる点が有利である。
<実施形態3>
高融点金属であるNbやTaと比べて格段に柔らかく延性に富むCuやAgをフィラメント間バリアに採用していることが本発明の様々な効果の源である。従来駆体線の伸線加工性を劣化させる原因であったTa/Ta界面がなくなることとTaと比べて格段に柔らかく延性に富むCuまたはAgをフィラメント間バリアに用いることがあいまって、前駆体線の伸線加工性を顕著に改善できることを実施形態1及び実施形態2で述べた。
【0117】
一方、そのようなフィラメント間バリア材種の柔らかさと延性に起因する本発明の効果は、前駆体線の伸線加工性だけではなく、急熱急冷後に変態熱処理させたNb3Al線材の耐曲げ性にも現れる。以下に耐曲げひずみ特性について詳述する。
【0118】
フィラメント間バリアがCuで、Cu被覆Taダミーフィラメントを断面中央に配置した前駆体線(Φ1.35mm)について、急熱急冷処理を施した後で臨界電流密度を向上させる塑性変形を兼ねて平ロールにより厚さ0.35mmの平角線に成形した。その後、はんだ付けが可能なように表面に薄いCu層を電気メッキにより付着させ、直状のまま800℃での変態熱処理を施して耐曲げ性評価のための直状平角Nb3Al線材とした。
【0119】
加えようとする曲げひずみに相当する曲率を有する数種類の太鼓橋状の真鍮基板を用意し、これに直状平角Nb3Al線材を押しつけ曲げ変形させ、その状態で半田により固定して臨界電流密度を測定した。図20(a)は0.4%まで曲げひずみ試験を実施した後で、曲げひずみを除荷した従来のフィラメント間バリアがNbの急熱急冷変態法平角Nb3Al線材の縦断面を示す。
【0120】
平角線表面には薄いCu電気メッキ層とその外側に半田が観察される。0.35%までは曲げひずみを負荷しても臨界電流密度が直状の場合とほとんど変わらず一定であったのが、0.4%の曲げひずみ負荷で臨界電流密度はゼロに急落し、クラックが全断面を貫通した。
【0121】
一方、図20(b)に示すように、フィラメント間バリアが柔らかく延性に富むCuの場合は、Nbフィラメント間バリアの場合より0.05%分大きい0.4%の曲げひずみまで臨界電流密度は曲げひずみゼロの場合とほとんど変わらず一定に保持できた。また、0.46%までさらに曲げひずみを負荷しても臨界電流密度は約7割に若干低下するものの、引っ張りひずみが加わる表面近傍のNb3Alフィラメントで発生したクラック(白矢印で示す)は線材全断面を通過することなくCuフィラメント間バリア部で止まっている。柔らかなCuがクラック先端の応力集中を緩衝しクラックの伝播を抑制する効果を発現せしめたと解釈することができる。
【産業上の利用可能性】
【0122】
本発明の効果によりNb3Al超伝導線の耐曲げひずみ特性が改善されることにより、前駆体線をA15型化合物へ変換(リアクト)後の巻き線(ワインド)によるコイル化(いわゆるリアクト&ワインド法と呼ばれる)を可能にする。リアクト&ワインド法が適用できると、コイル形状に合わせた大型の熱処理炉が不要になる。
【0123】
一方、リアクト&ワインド法が適用できないと、延性に富む前駆体線の状態で熱処理に耐えるセラミックス絶縁を施したうえでコイル状に巻き(ワインド)、その後熱処理によりA15型化合物に変換(リアクト)する方法(ワインド&リアクト法)を採用せざるをえなく、そのため絶縁材比率が大きくなることからA15型化合物の特長である磁場中での高臨界電流密度特性を生かせないばかりか、エネルギー密度が低下するためにコイルの大型・重量化が避けられない。
【0124】
上記のように本発明では、リアクト&ワインド法が適用できることから、絶縁材料もセラミックス系絶縁材料から体積比の小さなワニス絶縁やポリミド系絶縁が利用可能になり、その結果としてコイルの高電流密度・コンパクト・軽量化を実現することが可能となる。
【符号の説明】
【0125】
1 外皮:Nb
2 外皮:Ta
3 Nb/Al複合体フィラメント領域
4 フィラメント間バリア:Nb
5 フィラメント間バリア:Ta
6 フィラメント間バリア:Cu
7 フィラメント間バリア:Ag
8 ダミーフィラメント:Nb
9 ダミーフィラメント:Ta
10 内部安定化材フィラメント:Cu
11 内部安定化材フィラメント:Ag
12 内部安定化材フィラメント被覆層:Nb
13 内部安定化材フィラメント被覆層:Ta
14 隔壁:Nb
15 隔壁:Ta
16 ダミーフィラメント被覆層:Cu
17 ダミーフィラメント被覆層:Ag
【技術分野】
【0001】
本発明は、Nb3Al超伝導線の前駆体線及びNb3Al超伝導線の前駆体線の製造方法、並びにNb3Al超伝導線及びNb3Al超伝導線の製造方法に関するものである。
【背景技術】
【0002】
NMR用途に開発された初期の急熱急冷変態法Nb3Al線材は、超伝導接続性を優先し、Nb3Alフィラメント間バリアを1T未満の磁場中でも超伝導性を保持するNbとしたため、Nb3Alフィラメント同士が電磁気的に結合し低磁界不安定性が生じる欠点があった。
【0003】
これを改善するために、同じ高融点金属に属し、1T未満の磁場中で常伝導となるTaをNbに替えてバリア材としたが、加速器マグネットの運転温度である2Kまで下げると低磁界不安定性の抑制が不可能なこと、また前駆体線の伸線加工で断線が頻発する等の問題があった。
【0004】
図1に従来NMR用途に開発されてきたフィラメント間バリアをNbとする急熱急冷変態法Nb3Al線材の前駆体線横断面構造を示す。外皮1および線材断面中心部のダミーフィラメント8は高融点金属に属するNbにより形成されている。
【0005】
Nb/Al複合体フィラメント領域3は、Nb箔とAl箔を重ねてNb芯の廻りに巻き込むジェリーロール法(特許文献1参照)、又はNbマトリックス中に多数のAl芯又はAl合金芯が分散するロードインチューブ法(特許文献2参照)により作製されている。
【0006】
急熱急冷変態法では、reel−to−reelで移動する前駆体線に電流を流して約1950℃に通電加熱し、冷媒を兼ねる約80℃に保った溶融Ga電極浴を通過させることによって急熱急冷処理を行うと、Nb/Al複合体フィラメント領域3はAlがNbに過飽和に固溶したbcc相過飽和固溶体フィラメントに変換する。その後800℃、10時間の条件で追加熱処理すると、bcc相からA15相に結晶構造が変化(変態)してNb3Al超伝導フィラメントになる(特許文献3参照)。
【0007】
Nbは4Kで約1Tまで超伝導状態を保つことができるので、外皮1及びフィラメント間バリア4をNbにすると、NMRマグネット応用で多数必要となる超伝導線同士の接続箇所の接続抵抗を非常に小さくすることができる。
【0008】
一方、1T未満の低磁場領域では、個々のNb3Alフィラメント同士がNbのフィラメント間バリア4を介して電磁気的に結合していることとなり、超伝導有効フィラメント径が大きくなってしまう。
【0009】
したがって、磁気的不安定性を抑制するために提案された細い超伝導フィラメントが多数本分散する断面構造の多芯線断面構造が低磁場領域では機能しないことになる。実際、フィラメント間バリア材をNbとする前駆体線を急熱急冷変態処理したNb3Al線材では、図2に示す超伝導マグネット応用で想定される2つの冷媒温度(液体ヘリウム温度4Kと超流動液体ヘリウム温度2K)の磁化曲線において、磁束が急激に試料内に侵入する(磁化が急激に減少する)フラックスジャンプと呼ばれる磁気的不安定性が生じる。
【0010】
このような低磁界不安定性を抑制するためには、Nb3Alフィラメント同士の電磁気的結合を断ち切ることが考慮される。そして、そのためにはフィラメント間バリア材を低磁場でも超伝導性を保持するNbから、磁場中では常伝導状態となる別の金属に替える必要がある。そのような少なくとも磁場中で常伝導となる金属が兼ね備えるべき性質として、
(1)前駆体線の伸線加工を阻害しない良好な伸線加工性(塑性変形能)を有すること、
(2)Nb/Al複合体フィラメント領域をbcc相過飽和固溶体フィラメントにいったん変換するために自己通電加熱方式によって1900℃以上で5秒以内で行うreel−to−reelの通線・熱処理中に前駆体線がクリープ破断しないように高温でも良好な力学特性を有して力学的補強材として作用すること、
(3)通線・熱処理中にNb/Al複合体フィラメント領域と反応しないこと、すなわち、急冷した後の過飽和固溶体の生成を阻害しないだけでなく、最終的なNb3Alに固溶して超伝導特性を劣化させないこと、
が挙げられる。
【0011】
このような条件を満足する有力な候補材料としてTaを挙げることができる。Taは、大気圧下での液体He沸騰温度4.2Kより若干高い超伝導臨界温度(4.4K)を有するもののその温度マージン(臨界温度と冷媒温度の差)が小さいため、磁場が加わると直ちに常伝導状態に転移する特性を有する。
【0012】
さらにTaは、
(1)Nbにほぼ匹敵する冷間伸線加工性、
(2)Nbより融点が高いことから約1950℃ではNbよりもむしろ高いクリープ強度、
(3)通線・熱処理中におけるNb/Al複合体領域との非反応性、
などの好都合な性質を兼ね備える。
【0013】
フィラメント間バリアをTaとする急熱急冷変態法Nb3Alの前駆体線の製造では、Nbフィラメント間バリアの場合と比べて伸線加工性がやや劣っているため、伸線途中でフィラメント間バリア部を起点とする3回の断線を経験し、単長(連続した線材の一本あたりの長さ)が短くなってしまったが、最終的に線径が1.35mmまで伸線加工することができた。
【0014】
図3に、得られた前駆体線の横断面構造を示す。この前駆体線を急熱急冷処理してNb/Al複合体フィラメント領域3をいったんbcc相過飽和固溶体に変換し、その後、さらに800℃で10時間の変態熱処理を施して、bcc相過飽和固溶体をA15型Nb3Alに変換したところ、図4に示す磁化曲線に示すように、期待した通り4Kではフラックスジャンプ(低磁界不安定性)を抑制することができた。
【0015】
しかし、2Kまで冷媒温度を下げると、規模が小さいながらも再びフラックスジャンプが生じてしまい、高エネルギー粒子加速器などで想定されている超伝導マグネットの2K運転にはフィラメント間バリアをTaとする急熱急冷変態法Nb3Al線材は利用困難であることが判った。
【0016】
これは、2Kではフィラメント間バリアTaの温度マージンが大きくなりNb3Alフィラメントが電磁気的に結合したためと考えられる。
【0017】
なお、フィラメント間バリアをTaに変更することにより、少なくとも4Kにおける低磁界不安定性を抑制する効果は、外皮や中心ダミーフィラメントにまで必ずしも高価なTaを使用しなくても得られる。すなわち、図5に例示するように外皮1や中心ダミーフィラメント8には比較的廉価なNbを使用しても構わない。
【0018】
一方、フィラメント間バリアにTaを採用したために生じる前駆体の伸線加工性の劣化に関しては、これを抑制するためにNb/Al複合体フィラメント領域をまずNbからなる第1バリア層で覆い、さらにTaからなる第2バリア層で覆う方法が提案されている(特許文献4参照)。
【0019】
この方法によれば、4Kでの低磁界不安定性の抑制を確保しつつ前駆体線の伸線加工時の断線も抑制できるが、隣接するNb3AlフィラメントがTaを介して繋がっている状況には変化がないので、2Kでのフラックスジャンプは避けられない。
【0020】
前述したように、急熱急冷変態法Nb3Al多芯線は、約1950℃での高温熱処理と急冷、そしていったん生成させたbcc相過飽和固溶体を700〜900℃で追加熱処理(変態熱処理)し、A15型Nb3Al化合物に変態させることにより製造されている。変態温度が比較的低温なので変態後のA15型化合物結晶粒は微細であり、これがNb3Alの臨界電流密度を高いものにする。
【0021】
急熱急冷変態法では、安定化材として利用されるCuの融点より遙かに高い温度の高温短時間熱処理が必要なため、前駆体線の表面には、多くの実用超伝導線材と違って、はじめからCu安定化材を複合しておくことができない。
【0022】
その代わり、前駆体線を急熱急冷処理した後で、密着性を改善するために線材表面(Nb又はTa)の酸化被膜を除去しながらCuのイオンプレーティングを行い、その後で電解メッキにより多量のCuを複合する工程が必要であった。しかし、このCuイオンプレーティング/電解メッキ工程は線材コストを押し上げる欠点があった。
【0023】
一方、安定化材複合に要するコストを低減する方法に、安定化材が高温短時間熱処理で融解した際にNb/Al複合体フィラメント領域と反応して非超伝導3元化合物を生成させないように高融点金属でNb/Al複合体フィラメント領域と隔離させ、安定化材を線材断面にはじめから含むことを特徴とする内部安定化法が提案されている(特許文献5参照)。
【0024】
この内部安定化法では、電気伝導度の高いCu安定化材(又はAg安定化材)フィラメントがTa(又はNb,Ta)で被覆されており、原理的にはこれを線材断面の任意の場所に配置することが可能であるが、実際には図6に示すように線材断面中央に集中して配置される。
【0025】
なお、外皮、フィラメント間バリア、内部安定化材フィラメント、内部安定化材フィラメントの被覆層、の材種の組み合わせにより、図6〜図10に示すような多様な内部安定化Nb3Al前駆体線が存在する。
【0026】
Nb/Al複合体フィラメント領域をbcc相過飽和固溶体に変換するための約1950℃での高温短時間熱処理を実施すると、Cu(またはAg)安定化材は融解するものの、Cu(又はAg)の融解液はTa(又はNb,Ta)被覆管の中に閉じこめられる。このTa(またはNb,Ta)被覆管は拡散障壁として作用するので、Cu(又はAg)とNb/Alフィラメント領域との反応を抑制できる。ちょうど石油タンカーの隔壁のように、蜂の巣状のTa(又はNb,Ta)層がCu(又はAg)融液を閉じこめる壁として作用し、高温加熱における線材のクリープ変形も抑止する。
【0027】
500℃以下に急冷後、Cu(またはAg)融解液は凝固して安定化材として作用する。内部安定化材フィラメントを断面内に含まない従来の前駆体線(図1、図3、図5)の場合と同様に、急冷によりNb/Al複合体フィラメント領域をbcc相過飽和固溶体に変換し、次いで、これに800℃で10時間の追加熱処理を実施してbcc相過飽和固溶体をNb3Alに変態させたものについて、Nb3Al相の断面積で臨界電流を除して計算した臨界電流密度は、内部安定化材フィラメントを含まない場合と同じであった。
【0028】
内部安定化材がCuの場合には、フィラメント間バリアがTaであるので、4Kではフラックスジャンプが抑制されるものの、2Kでは小さなフラックスジャンプが避けられない。
【0029】
また、図3及び図5に例示される、内部安定化材を含まないがフィラメント間バリアをTaとする前駆体線の場合と同様に、前駆体線の伸線途中でフィラメント間バリア部を起点とする断線を経験した。
【0030】
一方、内部安定化材がAgの場合には、高温(1950℃)では、Nbとも、またTaとも反応しないので、フィラメント間バリアはNbであってもTaであっても急熱急冷処理は可能である。しかし、フィラメント間バリアがNbの場合には、Nb(臨界温度:9K)が磁場中でも超伝導性を示すことからNb3Alフィラメント間を電磁気的に結合させ4K、2Kの両温度で顕著な低磁界不安定性が生じてしまう。フィラメント間バリアがTa(臨界温度:4K)の場合には、内部安定化材がCuの場合と同様に2Kでは小さなフラックスジャンプが避けられず、前駆体線の伸線途中での断線も不可避である。
【先行技術文献】
【特許文献】
【0031】
【特許文献1】特許第4005713号公報
【特許文献2】特許第1888312号公報
【特許文献3】特許第2021986号公報
【特許文献4】特願2009−241004号公報
【特許文献5】特許第4386306号公報
【発明の概要】
【発明が解決しようとする課題】
【0032】
本発明は、上記のような背景から従来の問題点を解消するためになされたものであり、この内部安定化技術の基本である高温短時間熱処理におけるCuとTaの間(又はAgとNb,Taの間)の非反応性を活用して、従来と全く逆の発想による革新的断面構造を提案し、(1)低磁界不安定性の抑制、(2)良好な前駆体線の伸線加工性、(3)安定化材の複合にかかる費用の低減を図ることを課題とするものである。
【課題を解決するための手段】
【0033】
本発明は、上記の課題を解決するために、以下のことを特徴としている。
【0034】
第1に、Nb3Al超伝導線の前駆体線において、NbとAlとのモル比が3:1で混合されたNbとAlの複合体からなるNb/Al複合体フィラメント領域が、Nb又はTaからなる隔壁で被覆され、その外側がCu又はAgからなるフィラメント間バリア材で被覆されたシングル線を複数集合させた集合体の周囲を、Nb又はTaからなる外皮で被覆して構成されていることを特徴とする。
【0035】
第2に、上記第1の発明のNb3Al超伝導線の前駆体線において、集合体の内部に、Nb又はTaからなる内部安定化材フィラメント被覆層で被覆されたCu又はAgからなる内部安定化材フィラメントを配置する。
【0036】
第3に、上記第1の発明のNb3Al超伝導線の前駆体線において、集合体の内部に、Cu又はAgからなるダミーフィラメント被覆層で被覆したNb又はTaからなるダミーフィラメントを配置する。
【0037】
第4に、上記第1から第3の発明のNb3Al超伝導線の前駆体線において、シングル線におけるCu又はAgの体積率が7〜25%である。
【0038】
第5に、上記第1から第4の発明のNb3Al超伝導線の前駆体線において、集合体の構成にCuを用いたときに、このCuと接する材質がTaである。
【0039】
第6に、上記第5の発明のNb3Al超伝導線の前駆体線において、隔壁のTaの厚さが5μm以上である。
【0040】
第7に、上記第1から第4の発明のNb3Al超伝導線の前駆体線において、集合体の構成にAgを用いたときに、このAgと接する材質がNb又はTaである。
【0041】
第8に、上記第7の発明のNb3Al超伝導線の前駆体線において、隔壁のNb又はTaの厚さが1μm以上である。
【0042】
第9に、Nb3Al超伝導線であって、上記第1から第8の発明のNb3Al超伝導線の前駆体線のNb/Al複合体フィラメント領域がNb3Alフィラメントに変換されていることを特徴とする。
【0043】
第10に、上記第1から第8の発明のNb3Al超伝導線の前駆体線の製造方法であって、NbとAlとのモル比が3:1で混合されたNbとAlとの複合体からなるNb/Al複合体フィラメント領域を、隔壁とするためのNb又はTaからなる金属シートで巻き込み、これをフィラメント間バリア層とするためのCu又はAgからなるパイプに充填して六角シングル線に伸線加工した後、複数本に切断し、次いでこの六角シングル線複数本を集合体とし、この集合体の周りを外皮とするためのNb又はTaからなる金属シートで巻き込み、これをCuパイプ又はCu合金パイプに充填して細線に伸線加工し、最外層のCu又はCu合金をエッチングにより除去することを特徴とする。
【0044】
第11に、上記第10の発明のNb3Al超伝導線の前駆体線の製造方法において、集合体を、六角シングル線と、Nb又はTaからなる内部安定化材フィラメント被覆層で被覆したCu又はAgからなる内部安定化材フィラメントを伸線加工した内部安定化材フィラメント六角線とで構成する。
【0045】
第12に、上記第11の発明のNb3Al超伝導線の前駆体線の製造方法において、集合体の中心部を内部安定化材フィラメント六角線とし、その周囲を六角シングル線とする。
【0046】
第13に、上記第10の発明のNb3Al超伝導線の前駆体線の製造方法において、集合体を、六角シングル線と、Cu又はAgからなるダミーフィラメント被覆層で被覆したNb又はTaからなるダミーフィラメントを伸線加工したダミーフィラメント六角線とで構成する。
【0047】
第14に、上記第13の発明のNb3Al超伝導線の前駆体線の製造方法において、集合体の中心部をダミーフィラメント六角線とし、その周囲を六角シングル線とする。
【0048】
第15に、上記第10から第14の発明のNb3Al超伝導線の前駆体線の製造方法において、六角シングル線におけるCu又はAgの体積率が7〜25%である。
【0049】
第16に、上記第10から第15の発明のNb3Al超伝導線の前駆体線の製造方法において、集合体の構成にCuを用いたときに、このCuと接する材質にTaを用いる。
【0050】
第17に、上記第16の発明のNb3Al超伝導線の前駆体線の製造方法において、六角シングル線におけるTaの厚さが5μm以上である。
【0051】
第18に、上記第10から第15の発明のNb3Al超伝導線の前駆体線の製造方法において、集合体の構成にAgを用いたときに、このAgと接する材質にNb又はTaを用いる。
【0052】
第19に、上記第18の発明のNb3Al超伝導線の前駆体線の製造方法において、六角シングル線におけるNb又はTaの厚さが1μm以上である。
【0053】
第20に、Nb3Al超伝導線の製造方法にであって、上記第1から第8のNb3Al超伝導線の前駆体線を、1900℃以上で5秒以内の熱処理後に、500℃以下に急冷し、その後700〜900℃で追加熱処理することを特徴とする。
【発明の効果】
【0054】
内部安定化材としても機能するCu又はAgを、フィラメント間バリア材に採用することにより、前駆体線の伸線加工性改善、急熱急冷変態後においては4Kはもちろん2Kでも低磁界不安定性を抑制することができる。また、曲げひずみ負荷においては微視的クラック伝搬を抑制することができる。
【0055】
さらに、前駆体線の伸線加工性の改善と、急熱急冷処理後に別途必要だった安定化材複合工程省略化を可能とするため、製造コストを抑えることが可能となる。
【図面の簡単な説明】
【0056】
【図1】Nbフィラメント間バリアを有する従来の急熱急冷変態法Nb3Alの前駆体線の断面図である。
【図2】フィラメント間バリアをNbとするNb/Al前駆体線を急熱急冷処理して作成したNb3Al線材の4Kと2Kにおける磁化曲線を示すグラフである。
【図3】フィラメント間バリアに加えて外皮とダミーフィラメントもTaとする急熱急冷変態法Nb3Alの前駆体線の断面図である。
【図4】フィラメント間バリアに加えて外皮とダミーフィラメントもTaとするNb/Al前駆体線を急熱急冷処理して作成したNb3Al線材の4Kと2Kにおける磁化曲線を示すグラフである。
【図5】外皮とダミーフィラメントはNbのままでフィラメント間バリアだけをTaとする急熱急冷変態法Nb3Alの前駆体線の断面図である。
【図6】ダミーフィラメントの替わりにTaで被覆したCu内部安定化材フィラメントを配置し、フィラメント間バリアと外皮の両方がTaである内部安定化・急熱急冷変態法Nb3Alの前駆体線の断面図である。
【図7】ダミーフィラメントの替わりにTaで被覆したCu内部安定化材フィラメントを配置し、フィラメント間バリアがTaで外皮がNbである内部安定化・急熱急冷変態法Nb3Alの前駆体線の断面図である。
【図8】ダミーフィラメントの替わりにNbで被覆したAg内部安定化材フィラメントを配置し、フィラメント間バリアと外皮の両方がNbである内部安定化・急熱急冷変態法Nb3Alの前駆体線の断面図である。
【図9】ダミーフィラメントの替わりにTaで被覆したAg内部安定化材フィラメントを配置し、フィラメント間バリアがTaで外皮がNbである内部安定化・急熱急冷変態法Nb3Alの前駆体線の断面図である。
【図10】ダミーフィラメントの替わりにTaで被覆したAg内部安定化材フィラメントを配置し、フィラメント間バリアと外皮の両方がTaである内部安定化・急熱急冷変態法Nb3Alの前駆体線の断面図である。
【図11】ダミーフィラメントの替わりにTaで被覆したCu内部安定化材フィラメントを配置し、フィラメント間バリアがCuで隔壁と外皮の両方がTaである内部安定化・急熱急冷変態法Nb3Al前駆体線の断面図である。
【図12】ダミーフィラメントの替わりにNbで被覆したAg内部安定化材フィラメントを配置し、フィラメント間バリアがAgで隔壁と外皮の両方がNbである内部安定化・急熱急冷変態法Nb3Al前駆体線の断面図である。
【図13】ダミーフィラメントの替わりにTaで被覆したAg内部安定化材フィラメントを配置し、フィラメント間バリアがAgで隔壁と外皮の両方がTaである内部安定化・急熱急冷変態法Nb3Al前駆体線の断面図である。
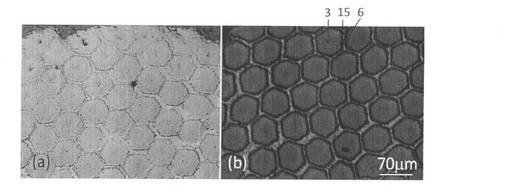
【図14】フィラメント間バリアがCuで隔壁と外皮の両方がTaである内部安定化・急熱急冷変態法Nb3Al前駆体線材を急熱急冷処理した後の線材断面拡大写真である。((a)Ta隔壁:1.6μm、(b)Ta隔壁:5.0μm)。
【図15】Cu被覆Taダミーフィラメントを断面中央に配置し、フィラメント間バリアがCuで隔壁と外皮の両方がTaである急熱急冷変態法Nb3Al前駆体線の断面図である。
【図16】Ag被覆Nbダミーフィラメントを断面中央に配置し、フィラメント間バリアがAgで隔壁と外皮の両方がNbである急熱急冷変態法Nb3Al前駆体線の断面図である。
【図17】Ag被覆Taダミーフィラメントを断面中央に配置し、フィラメント間バリアがAgで隔壁と外皮の両方がTaである内部安定化・急熱急冷変態法Nb3Al前駆体線材の断面図である。
【図18】常伝導金属・良導電体フィラメント間バリアがCuで、Cu被覆Taダミーフィラメントを断面中央に配置した前駆体線(Φ1.35mm)の急熱急冷処理後の線材横断面の全体写真である。
【図19】常伝導金属・良導電体フィラメント間バリアがCuで、Cu被覆Taダミーフィラメントを断面中央に配置した急熱急冷変態法Nb3Al線材の磁化曲線を示すグラフである。
【図20】所定の曲げひずみを負荷して除荷した後の急熱急冷変態処理済みNb3Al線材の縦断面写真である((a)フィラメント間バリアがNbで0.4%の曲げひずみを負荷、(b)フィラメント間バリア線材がCuで0.46%の曲げひずみを負荷)。
【発明を実施するための形態】
【0057】
本発明のNb3Al超伝導線の前駆体線の最も基本的な構成は、Nb/Al複合体を材料とするNb/Al複合体フィラメント領域の周りを隔壁及びフィラメント間バリアで被覆したシングル線を集合体とし、この集合体を外皮で被覆した構成である。
【0058】
本発明のNb3Al超伝導線の前駆体線を構成するシングル線の中心部は、Nb金属とAl金属を主な構成要素とする複合体であって、NbとAlとのモル比が3:1で混合されたNbとAlとの複合体からなるNb/Al複合体フィラメント領域である。
【0059】
シングル線は、Nb/Al複合体フィラメント領域を、高融点金属のNb又はTaからなる隔壁で被覆し、更にその外側を常伝導金属・良導電体のCu又はAgからなるフィラメント間バリアで被覆した構成となっている。
【0060】
フィラメント間バリアは、超電導フィラメントの電磁気的結合を有効に断ち切るために設けられ、隔壁は、フィラメント間バリアと、Nb/Al複合体フィラメント領域とが反応して非超伝導化合物を生成するのを防止するために設けられている。
【0061】
シングル線の最外層となるフィラメント間バリア層を、高融点金属であるNb又はTaと比べて柔らかく延性に富むCu又はAgとすることにより、良好な伸線加工性と、曲げひずみ負荷による微視的クラック伝搬を抑制することができる。
【0062】
シングル線におけるフィラメント間バリアを構成する常伝導金属・良導電体Cu又はAgの体積率は、7〜25%の範囲である。体積率が7%より小さいと伸線加工の途中で最外層のフィラメント間バリア(Cu又はAg)が薄くなり、破れて伸線加工が不可能になる場合がある。
【0063】
本発明では、隔壁の材料のNb又はTaと、フィラメント間バリアのCu又はAgの組み合わせは任意とすることができるが、急熱急冷変態法によりNb3Al超伝導線とした場合の反応による非超伝導化合物の生成を考慮した場合、フィラメントバリア材をCuとしたときには、隔壁をTaとするのが好ましい。これは、隔壁をNbとした場合には、CuがNbと反応して、非超伝導3元化合物が生成する場合があるためである。
【0064】
また、この場合には隔壁のTaの厚さは5μm以上、好ましくは5〜7μmの範囲である。Taの厚さが5μm以上であると、CuがTa隔壁を拡散してNb/Al複合体フィラメント領域と反応して、非超伝導3元化合物が生成することを防止することができる。
【0065】
なお、フィラメント間バリア材をAgとしたときには、隔壁の材料はNb、Taのどちらでも構わない。これはAgとNb、Taとの反応による非超伝導化合物の生成を考慮する必要がないためである。この場合の隔壁のNb又はTaの厚さは1μm以上、好ましくは1〜3μmの範囲である。
【0066】
シングル線の製造方法としては、まず、Nb/Al複合体を隔壁材料のNb又はTaの高融点金属シートで巻き込む。次にこれをフィラメント間バリアのCu又はAgからなるパイプに充填して伸線加工し、六角シングル線に形成する。
【0067】
従来の前駆体線の製造では、この段階で、最外層のCuのみをエッチング除去する必要があるが、本発明では、この最外層のCuがフィラメント間バリアであるのでエッチング除去工程を省略することができ、製造コストを低減することができる。
【0068】
そして、この六角シングル線を多数本に切断し、短尺で多数の前記六角シングル線を用いて最密充填組み立てして集合体として、この集合体の周りを外皮とするためのNb又はTaからなる高融点金属シートで巻き込み、更にCuパイプ又はCu合金パイプに充填して所定の寸法の細線に再度伸線加工する。伸線加工の方法は特に制限はないが、ダイス伸線加工を好適に採用することができる。
【0069】
伸線加工を施した後、最終的に、最外層のCu又はCu合金をエッチングにより除去することにより、本発明のNb3Al超伝導線の前駆体線とすることができる。
【0070】
本発明のNb3Al超伝導線の前駆体線では、前記のシングル線の集合体と外皮からなる基本構成に加えて、集合体の内部好ましくは中心部に、内部安定化材フィラメントを配置して、その外側にシングル線を配置し、その周りを外皮とする構成とすることができる。
【0071】
本発明の内部安定化材フィラメントは、超電導を安定化するために設けられ、常伝導金属・良導電体のCu又はAgの外周に、高融点金属のNb又はTaからなる内部安定化材フィラメント被覆層を設けた構成となっている。
【0072】
なお、常伝導金属・良導電体をCuとしたときには、内部安定化材フィラメント被覆層をTaとするのが好ましい。また、常伝導金属・良導電体をAgとしたときには、内部安定化材フィラメント被覆層はNb又はTaのいずれでもよい。これは上記のシングル線におけるフィラメントバリア材と隔壁の材質選択と同様の理由によるものである。
【0073】
内部安定化材フィラメントは、Cu又はAgからなるロッドをNb又はTa金属シートで巻き込みCuパイプの中に挿入して、シングル線の製造と同様にダイス伸線加工したのち最外層のCuをエッチングで除去することにより、内部安定化材フィラメント六角線に成形することができる。
【0074】
また本発明では、集合体の内部好ましくは中心部に、Cu(またはAg)被覆ダミーフィラメントを配置して、その外側にシングル線を配置し、その周りを外皮とする構成とすることもできる。
【0075】
このCu(またはAg)被覆ダミーフィラメントは、超伝導線の機械的強度の向上や、加工性の改善を図るために設けられ、高融点金属のNb又はTaの外周に、常伝導金属・良導電体のCu又はAgからなるダミーフィラメント被覆層を設けた構成となっている。
【0076】
なお、ダミーフィラメント被覆層をCuとしたときには、高融点金属をTaとするのが好ましい。また、ダミーフィラメント被覆層をAgとしたときには、高融点金属はNb又はTaのいずれでもよい。これは上記のシングル線におけるフィラメントバリア材と隔壁の材質選択と同様の理由によるものである。
【0077】
Cu(またはAg)被覆ダミーフィラメント六角線は、Nb又はTaからなるロッドをCu又はAgからなるパイプの中に挿入して、シングル線の製造と同様にダイス伸線加工することにより成形することができる。この方法によれば、最外層の材質のパイプに挿入して伸線加工を行うためエッチング処理を省略することができる。
【0078】
このような、中心部にTa(Nb)被覆内部安定化材フィラメントを配置して、その外側にシングル線を配置した集合体、及び、中心部にCu(またはAg)被覆ダミーフィラメントを配置して、その外側にシングル線を配置した集合体をNb3Al超伝導線の前駆体線とする方法は、前記のシングル線と外皮から構成されたNb3Al超伝導線の前駆体線の製造方法で説明した方法と同様の方法によりNb3Al超伝導線の前駆体線とすることができる。
【0079】
また、本発明では、上記の構成とした本発明のNb3Al超伝導線の前駆体線は、急熱急冷変態法によりNb3Al超伝導線とする。
【0080】
急熱急冷変態法では、1900℃以上、好ましくは1930〜2000℃で5秒以内の熱処理後に、500℃以下、好ましくは30〜100℃に急冷し、その後700〜900℃で追加熱処理する。
【0081】
本発明のNb3Al超伝導線の前駆体線に対して、急熱急冷処理を行うことにより、前駆体線のNb/Al複合体フィラメント領域は、AlがNbに過飽和に固溶したbcc相過飽和固溶体フィラメントに変換する。さらにその後、追加熱処理することにより、bcc相からA15相に結晶構造が変態してNb3Al超伝導フィラメントとすることができる。
【0082】
上記に説明したように、従来の急熱急冷変態法Nb3Al前駆体線では、隣り合うNb/Al複合体フィラメント領域の間にはNb又はTaのフィラメント間バリアだけが存在しているのに対して、本発明では、図11〜図13のシングル線の拡大図に示すように、Nb/Al複合体フィラメント領域をTa又はNbからなる隔壁が覆い、その周りをCu又はAgからなるフィラメント間バリアが覆った構成となっている。
【0083】
以下に、常伝導金属・良導電体フィラメント間バリアがCuである前駆体線の製造方法の実施形態を具体的に述べるが、本発明は、これらの実施形態に限定されるものではない。
<実施形態1>
(第1工程)
まず、第1工程として、図11に示すCu/Ta/(Nb/Al複合体)シングル線を成形した。
【0084】
第1工程では、ジェリーロール法またはロッドインチューブ法で作製したNb/Al複合体(最終的な前駆体線断面におけるNb/Al複合体フィラメント領域3に対応する)の周囲をTa金属シート(最終的な前駆体線断面におけるTa隔壁15に対応する)で巻き込み、これをCuパイプ(最終的な前駆体線断面におけるCuフィラメント間バリア6に対応する)の中に挿入して伸線加工し、Cu/Ta/(Nb/Al複合体)六角シングル線に成形した。
【0085】
なお、図12に示す実施形態では、Nbシート(最終的な前駆体線断面におけるNb隔壁14に対応する)及びAgパイプ(最終的な前駆体線断面におけるAgフィラメント間バリア7に対応する)を用いてAg/Nb/(Nb/Al複合体)ロッド・シングル線を成形しており、図13に示す実施形態では、Taシート(最終的な前駆体線断面におけるTa隔壁15に対応する)及びAgパイプ(最終的な前駆体線断面におけるAgフィラメント間バリア7に対応する)を用いてAg/Ta/(Nb/Al複合体)ロッド・シングル線を成形している。
(第2工程)
次に、第2工程では、図11に示すように、内部安定化材フィラメント六角線と、六角シングル線を併せて前駆体線を成形した。
【0086】
第2工程では、別途準備した19本の六角形状のTaを被覆したCu内部安定化材フィラメント六角線(最終的な前駆体線断面におけるCu内部安定化材フィラメント10に対応する)の周りに、第1工程で形成した66本の六角形状のCu/Ta/(Nb/Al複合体)六角シングル線を積み重ねて配置し、その全体の周囲をTa金属シート(最終的な前駆体線断面におけるTa外皮2に対応する)で巻き込み、キュプロニッケルパイプに挿入し、静水圧押し出しの後、無断線で、1.5mmΦまで伸線加工した。最終的に最外層のキュプロニッケルをエッチング除去して、線径が1.35mmの前駆体線とした。
【0087】
なお、図12に示す実施形態では、六角形状のNb(最終的な前駆体線断面におけるNb内部安定化材フィラメント被覆層12に対応する)を被覆したAg内部安定化材フィラメント六角線(最終的な前駆体線断面におけるAg内部安定化材フィラメント11に対応する)の周りに、Ag/Nb/(Nb/Al複合体)六角シングル線を合わせた構成とし、図13に示す実施形態では、六角形状のTa(最終的な前駆体線断面におけるTa内部安定化材フィラメント被覆層13に対応する)を被覆したAg内部安定化材フィラメント六角線(最終的な前駆体線断面におけるAg内部安定化材フィラメント11に対応する)の周りに、Ag/Ta/(Nb/Al複合体)六角シングル線を合わせた構成とした。
【0088】
また、第2工程における六角形状のTa被覆Cu内部安定化ロッドの数は任意とすることができる。すなわち、第1工程で準備したCu/Ta/(Nb/Al複合体)六角シングル線のみで最密充填組み立てすることも可能であり、線材断面内に含まれる安定化材の体積率を増加させるためにTa被覆Cu内部安定化材フィラメント六角線の数を増やすことも可能である。これは図12及び図13に示す実施形態においても同様である。
【0089】
図11に示す本発明の実施形態では、常伝導金属・良導電体であるCu(図12、図13ではAg)のフィラメント間バリアが、互いに直接隣接して連結していることが特徴で、Cu(図12、図13ではAg)領域の中にTa(図12ではNb)被覆Nb/Al複合体フィラメント領域が規則正しく配列している。
【0090】
これにより、前駆体の伸線加工性を劣化させる原因であったTaフィラメント間バリアとTaフィラメント間バリアが直接に接するTa/Ta界面がなくなり、その替わりにTa/Cu/Cu/Ta(図12に示す実施形態ではNb/Ag/Ag/Nb、図13に示す実施形態ではTa/Ag/Ag/Ta)界面となるため、本発明の1つの効果として、前駆体線の伸線加工性の顕著な改善が実現できた。実際、最終線径1.35mmΦまで無断線で伸線加工することに成功した。
【0091】
以下に、図11に示す断面構成の実施形態において、前駆体線径が1.35mmΦのときに、Cuフィラメント間バリア平均厚さが6.5μmで、この常伝導金属・良導電体のフィラメント間バリアとNb/Al複合体フィラメント領域とを区切るTa隔壁の平均厚さが1.6μmと5.0μmとなる2種類の前駆体線(無断線で伸線加工できたもの)の急熱急冷処理した結果について詳述する。
【0092】
Cu内部安定化材フィラメント10は高温で融解するものの、Taに被覆されているので急冷後も断面組織に大きな変化がないが、一方、後述の実施形態2でも詳しく述べるように、常伝導金属・良導電体のフィラメント間バリア6は広い領域で連結しているので高温で融解したときにTa隔壁15に囲まれたNb/Al複合体フィラメント領域3の中心座標が移動し、その結果、常伝導金属・良導電体フィラメント間バリア6の厚さは一様なものからある分布を持つように変化した。
【0093】
Ta隔壁15の平均厚さが1.6μmではCuがTa隔壁15を浸食・貫通してNb/Al複合体フィラメント領域3と反応し、非超伝導3元(Cu−Nb−Al)化合物を生成した。図14(a)に典型的な例を示す。Ta隔壁が消失し、CuとNb/Al複合体領域が拡散反応している。
【0094】
一方、Ta隔壁の平均厚さが5μmでは、図14(b)に示すように、ほとんどの領域ではCuフィラメント間バリア6がTa隔壁15を貫通するまでには至らず、bcc相過飽和固溶体フィラメントが健全に生成した。なお、詳細に観察すると、局所的にTa隔壁15が破れ、ごく僅かであるが非超伝導3元(Cu−Nb−Al)化合物が生成する領域も観察された。これらの結果から、急熱急冷処理を実施するときにTa隔壁15の平均厚さは少なくとも5μm以上であることが望ましいことが確認された。
【0095】
一方、図12及び図13に示すように、フィラメント間バリアと内部安定化材フィラメントがAgの場合には、フィラメント間バリアとNb/Al複合体フィラメント領域を仕切る隔壁、及び内部安定化材フィラメント被覆層はNbであってもTaであっても原理的にはどちらでも構わない。
【0096】
しかし、本発明の効果である前駆体線伸線加工性の改善と4K、2Kの両温度における低磁界不安定性の抑制効果は隔壁がTaであっても得られるものの、AgとTaの両元素はともに原材料コストを高くすることから、フィラメント間バリアがAgの場合には隔壁及び内部安定化材フィラメントの被覆材としてはNbが推奨される。
【0097】
以下、図12に示す隔壁14及び内部安定化材フィラメント被覆層12がNbの場合について発明の効果をさらに詳しく説明する。
【0098】
前述したように、約1950℃の高温ではTaが微量ながらCuに固溶し、そのため局所的に薄くなっていたTa隔壁を通過してCuがNb/Al複合体フィラメント領域と反応してしまうことがある。これに対して、NbはAgにほとんど全く固溶せず、NbとAlの未反応性はTaとCuのそれより完全に近い。
【0099】
したがって、Nb隔壁の平均厚さをフィラメント間バリアがCuの場合のTa隔壁の平均厚さより5分の1の1μmまで薄くすることができ、その結果、安定化材を除いた断面積で臨界電流を除して得られる非安定化材臨界電流密度は、常伝導金属・良導電体フィラメント間バリアと内部安定化材フィラメントがAgの場合の方が、それぞれがCuの場合より、高くすることができる。
【0100】
図11に示す構成の実施形態1では、19本の六角形状のTa(図12ではNb、図13ではTa)被覆Cu(図12、13ではAg)内部安定化材フィラメント10が線材断面中央に集中して配置されている。内部安定化材フィラメント10がCuの場合にはその内部安定化材フィラメント被覆層13であるTaが隣接するTa内部安定化材フィラメント被覆層13と直接接して、線材全断面にはTa/Ta界面が残っており、伸線加工性の改善の観点からはこの線材断面中央部からもTa/Ta界面を除去することが望ましい。
【0101】
そこで、図15〜図17に示すように、線材断面中央部に常伝導金属・良導電体フィラメント間バリア材と同じ材種であるCu(又はAg)で被覆したTa(又はNb、Ta)ダミーフィラメントを配置した前駆体線を試作したところ、無断線で伸線加工することができた。
【0102】
以下に、この場合の常伝導金属・良導電体フィラメント間バリアがCuである前駆体線の製造方法の実施形態2を図15を用いて以下具体的に述べる。
<実施形態2>
(第1工程)
まず、第1工程として、Cu/Ta/(Nb/Al複合体)六角シングル線を成形する。
【0103】
第1工程では、実施形態1と同様に、ジェリーロール法又はロッドインチューブ法で作製したNb/Al複合体の周囲をTa金属シートで巻き込み、これをCuパイプの中に挿入して伸線加工し、Cu/Ta/(Nb/Al複合体)六角シングル線に成形した。
(第2工程)
第2工程として、Cuダミーフィラメント被覆層16で被覆したTaダミーフィラメント9は円柱状のTaロッドをCuパイプの中に挿入して伸線加工し、上記Cu/Ta/(Nb/Al複合体)六角シングル線成形に使用した同一寸法の六角ダイスで伸線して成形した。
【0104】
実施形態1でも述べたように、これらの最外層Cuが最終的にフィラメント間バリア6として利用されるので、この段階でCuのエッチング除去工程が省略できることから前駆体線の製造コストを低減できる。
【0105】
これら最外層のCu除去を必要としないことはエッチング工程省略化だけにとどまらない。すなわち、六角ダイスにより仕上がり寸法が直接的に規定されることから、本発明のCu/Ta/(Nb/Al複合体)六角シングル線や六角形状のCuダミーフィラメント被覆層及び被覆Taダミーフィラメントの寸法精度は、最外層Cuをエッチング除去して得られる従来の六角形状のTaで被覆したNb/Al複合体の六角シングル線や六角形状のTa被覆Cu内部安定化材フィラメント六角線と比べて、著しく改善される。
【0106】
その結果、第2工程における集合体組立において、19本の六角形状のCu被覆Taダミーフィラメント六角線の周りに66本のCu/Ta/(Nb/Al複合体)六角シングル線を積み重ねて配置したときの充填率はほぼ100%となる。
【0107】
その集合体の周囲をTaシートで巻き込みキュプロニッケルパイプに挿入して静水圧押し出ししても、それぞれの六角ロッドが六角形状を崩さずに縮径化できる。六角ロッドの異常変形を抑制できることは、その後のダイス伸線加工における良好な伸線加工を担保し、無断線で例えば1.5mmΦまでの伸線加工を可能にする。
【0108】
実際には、伸線加工が終了後、最外層のキュプロニッケルをエッチング除去して、線径が1.35mmの前駆体線とした。このときのCuフィラメント間バリアの平均厚さは6.5μmで、このCu低融点常伝導フィラメント間バリアとNb/Al複合体フィラメント領域とのTa隔壁の平均厚さは5.0μmであった。
【0109】
この常伝導金属・良導電体のフィラメント間バリアがCuである前駆体線(Φ1.35mm)を急熱急冷処理したところ、Cuフィラメント間バリアは広い領域で連結しているので、図18の急冷線材断面写真に示すように、高温で融解した際に「Ta隔壁で被覆されたNb/Al複合体フィラメント領域」(bcc相過飽和固溶体フィラメントに変換している)の中心座標が移動した。その結果、Cuフィラメント間バリアの厚さは一様なものからある分布を持つように変化した。
【0110】
「Ta隔壁で被覆されたNb/Al複合体フィラメント領域」の中心座標の急冷後の移動が「Ta隔壁で被覆されたNb/Al複合体フィラメント領域」の大きさの半分を越えると、線材の長手方向で隣接する「Ta隔壁で被覆されたNb/Al複合体フィラメント領域」が互いに乗り越えて交差する可能性がある。そのような交差が生じると、変態後の臨界電流密度の改善を目的に実施する急冷後塑性変形(伸線加工)で「Ta隔壁で被覆されたNb/Al複合体フィラメント領域」の断線が生じる恐れがある。
【0111】
それを避けるためには、Cuフィラメント間バリアの「Ta隔壁で被覆されたNb/Al複合体フィラメント領域」に対する体積率(断面面積率)は25%以下にすることが望ましい。また、Ta隔壁の厚さに関しても最低5μm以上の厚さが必要である。
【0112】
本実施形態2のTa隔壁の厚さが5.0μmの前駆体線では、CuがNb/Al複合体フィラメント領域に拡散して反応することを十分に抑制することができ、その結果、三元Cu−Nb−Al化合物の生成を阻止できた。
【0113】
Nb/Al複合体フィラメント領域は急冷後にbcc相過飽和固溶体に変換しており、臨界電流密度の改善を目的とした急冷後塑性変形も、急冷線材を1.35mmΦから0.5mmΦまで断線させることなく冷間で伸線加工により実施できた。
【0114】
急熱急冷処理線材については、800℃で10時間の追加熱処理(変態熱処理)を施して、bcc相過飽和固溶体フィラメントをA15型Nb3Alフィラメントに変換した(変態させた)。
【0115】
図19に4Kと2Kの両温度で測定したA15型Nb3Al線材の磁化曲線を示す。従来のフィラメント間バリアがTaのNb3Al線材の場合(図4)と異なり、本発明のフィラメント間バリアがCuのNb3Al線材は4Kだけでなく2Kにおいてもフラックスジャンプ(低磁界不安定性)を抑制している。したがって、常伝導金属・良導電体であるCuをフィラメント間バリアに採用することにより、2KにおいてもNb3Alフィラメント間の電磁気的結合を有効に断ち切れることが判明した。
【0116】
実施形態1と実施形態2の違いは線材断面中央部にTa(Nb)被覆内部安定化材フィラメントかCu(Ag)被覆ダミーフィラメントを配置するかによる。したがって、安定化材の複合に着眼して比較すると、安定化材として機能することが期待されているCuまたはAgの全線材断面積に占める割合が、実施形態1の方が実施形態2より大きくできる点が有利である。
<実施形態3>
高融点金属であるNbやTaと比べて格段に柔らかく延性に富むCuやAgをフィラメント間バリアに採用していることが本発明の様々な効果の源である。従来駆体線の伸線加工性を劣化させる原因であったTa/Ta界面がなくなることとTaと比べて格段に柔らかく延性に富むCuまたはAgをフィラメント間バリアに用いることがあいまって、前駆体線の伸線加工性を顕著に改善できることを実施形態1及び実施形態2で述べた。
【0117】
一方、そのようなフィラメント間バリア材種の柔らかさと延性に起因する本発明の効果は、前駆体線の伸線加工性だけではなく、急熱急冷後に変態熱処理させたNb3Al線材の耐曲げ性にも現れる。以下に耐曲げひずみ特性について詳述する。
【0118】
フィラメント間バリアがCuで、Cu被覆Taダミーフィラメントを断面中央に配置した前駆体線(Φ1.35mm)について、急熱急冷処理を施した後で臨界電流密度を向上させる塑性変形を兼ねて平ロールにより厚さ0.35mmの平角線に成形した。その後、はんだ付けが可能なように表面に薄いCu層を電気メッキにより付着させ、直状のまま800℃での変態熱処理を施して耐曲げ性評価のための直状平角Nb3Al線材とした。
【0119】
加えようとする曲げひずみに相当する曲率を有する数種類の太鼓橋状の真鍮基板を用意し、これに直状平角Nb3Al線材を押しつけ曲げ変形させ、その状態で半田により固定して臨界電流密度を測定した。図20(a)は0.4%まで曲げひずみ試験を実施した後で、曲げひずみを除荷した従来のフィラメント間バリアがNbの急熱急冷変態法平角Nb3Al線材の縦断面を示す。
【0120】
平角線表面には薄いCu電気メッキ層とその外側に半田が観察される。0.35%までは曲げひずみを負荷しても臨界電流密度が直状の場合とほとんど変わらず一定であったのが、0.4%の曲げひずみ負荷で臨界電流密度はゼロに急落し、クラックが全断面を貫通した。
【0121】
一方、図20(b)に示すように、フィラメント間バリアが柔らかく延性に富むCuの場合は、Nbフィラメント間バリアの場合より0.05%分大きい0.4%の曲げひずみまで臨界電流密度は曲げひずみゼロの場合とほとんど変わらず一定に保持できた。また、0.46%までさらに曲げひずみを負荷しても臨界電流密度は約7割に若干低下するものの、引っ張りひずみが加わる表面近傍のNb3Alフィラメントで発生したクラック(白矢印で示す)は線材全断面を通過することなくCuフィラメント間バリア部で止まっている。柔らかなCuがクラック先端の応力集中を緩衝しクラックの伝播を抑制する効果を発現せしめたと解釈することができる。
【産業上の利用可能性】
【0122】
本発明の効果によりNb3Al超伝導線の耐曲げひずみ特性が改善されることにより、前駆体線をA15型化合物へ変換(リアクト)後の巻き線(ワインド)によるコイル化(いわゆるリアクト&ワインド法と呼ばれる)を可能にする。リアクト&ワインド法が適用できると、コイル形状に合わせた大型の熱処理炉が不要になる。
【0123】
一方、リアクト&ワインド法が適用できないと、延性に富む前駆体線の状態で熱処理に耐えるセラミックス絶縁を施したうえでコイル状に巻き(ワインド)、その後熱処理によりA15型化合物に変換(リアクト)する方法(ワインド&リアクト法)を採用せざるをえなく、そのため絶縁材比率が大きくなることからA15型化合物の特長である磁場中での高臨界電流密度特性を生かせないばかりか、エネルギー密度が低下するためにコイルの大型・重量化が避けられない。
【0124】
上記のように本発明では、リアクト&ワインド法が適用できることから、絶縁材料もセラミックス系絶縁材料から体積比の小さなワニス絶縁やポリミド系絶縁が利用可能になり、その結果としてコイルの高電流密度・コンパクト・軽量化を実現することが可能となる。
【符号の説明】
【0125】
1 外皮:Nb
2 外皮:Ta
3 Nb/Al複合体フィラメント領域
4 フィラメント間バリア:Nb
5 フィラメント間バリア:Ta
6 フィラメント間バリア:Cu
7 フィラメント間バリア:Ag
8 ダミーフィラメント:Nb
9 ダミーフィラメント:Ta
10 内部安定化材フィラメント:Cu
11 内部安定化材フィラメント:Ag
12 内部安定化材フィラメント被覆層:Nb
13 内部安定化材フィラメント被覆層:Ta
14 隔壁:Nb
15 隔壁:Ta
16 ダミーフィラメント被覆層:Cu
17 ダミーフィラメント被覆層:Ag
【特許請求の範囲】
【請求項1】
NbとAlとのモル比が3:1で混合されたNbとAlの複合体からなるNb/Al複合体フィラメント領域が、Nb又はTaからなる隔壁で被覆され、その外側がCu又はAgからなるフィラメント間バリア材で被覆されたシングル線を複数集合させた集合体の周囲を、Nb又はTaからなる外皮で被覆して構成されていることを特徴とするNb3Al超伝導線の前駆体線。
【請求項2】
集合体の内部に、Nb又はTaからなる内部安定化材フィラメント被覆層で被覆されたCu又はAgからなる内部安定化材フィラメントを配置したことを特徴とする請求項1に記載のNb3Al超伝導線の前駆体線。
【請求項3】
集合体の内部に、Cu又はAgからなるダミーフィラメント被覆層で被覆したNb又はTaからなるダミーフィラメントを配置したことを特徴とする請求項1に記載のNb3Al超伝導線の前駆体線。
【請求項4】
シングル線におけるCu又はAgの体積率が7〜25%であることを特徴とする請求項1から3に記載のNb3Al超伝導線の前駆体線。
【請求項5】
集合体の構成にCuを用いたときに、このCuと接する材質がTaであることを特徴とする請求項1から4のいずれか一項に記載のNb3Al超伝導線の前駆体線。
【請求項6】
隔壁のTaの厚さが5μm以上であることを特徴とする請求項5に記載のNb3Al超伝導線の前駆体線。
【請求項7】
集合体の構成にAgを用いたときに、このAgと接する材質がNb又はTaであることを特徴とする請求項1から4のいずれか一項に記載のNb3Al超伝導線の前駆体線。
【請求項8】
隔壁のNb又はTaの厚さが1μm以上であることを特徴とする請求項7に記載のNb3Al超伝導線の前駆体線。
【請求項9】
請求項1から8のいずれか一項に記載のNb3Al超伝導線の前駆体線のNb/Al複合体フィラメント領域がNb3Alフィラメントに変換されていることを特徴とするNb3Al超伝導線。
【請求項10】
請求項1から8のいずれか一項に記載のNb3Al超伝導線の前駆体線の製造方法であって、NbとAlとのモル比が3:1で混合されたNbとAlとの複合体からなるNb/Al複合体フィラメント領域を、隔壁とするためのNb又はTaからなる金属シートで巻き込み、これをフィラメント間バリア層とするためのCu又はAgからなるパイプに充填して六角シングル線に伸線加工した後、複数本に切断し、次いでこの六角シングル線複数本を集合体とし、この集合体の周りを外皮とするためのNb又はTaからなる金属シートで巻き込み、これをCuパイプ又はCu合金パイプに充填して細線に伸線加工し、最外層のCu又はCu合金をエッチングにより除去することを特徴とするNb3Al超伝導線の前駆体線の製造方法。
【請求項11】
集合体を、六角シングル線と、Nb又はTaからなる内部安定化材フィラメント被覆層で被覆したCu又はAgからなる内部安定化材フィラメントを伸線加工した内部安定化材フィラメント六角線とで構成することを特徴とする請求項10に記載のNb3Al超伝導線の前駆体線の製造方法。
【請求項12】
集合体の中心部を内部安定化材フィラメント六角線とし、その周囲を六角シングル線とすることを特徴とする請求項11に記載のNb3Al超伝導線の前駆体線の製造方法。
【請求項13】
集合体を、六角シングル線と、Cu又はAgからなるダミーフィラメント被覆層で被覆したNb又はTaからなるダミーフィラメントを伸線加工したダミーフィラメント六角線とで構成することを特徴とする請求項10に記載のNb3Al超伝導線の前駆体線の製造方法。
【請求項14】
集合体の中心部をダミーフィラメント六角線とし、その周囲を六角シングル線とすることを特徴とする請求項13に記載のNb3Al超伝導線の前駆体線の製造方法。
【請求項15】
六角シングル線におけるCu又はAgの体積率が7〜25%であることを特徴とする請求項10から14のいずれか一項に記載のNb3Al超伝導線の前駆体線の製造方法。
【請求項16】
集合体の構成にCuを用いたときに、このCuと接する材質にTaを用いることを特徴とする請求項10から15のいずれか一項に記載のNb3Al超伝導線の前駆体線の製造方法。
【請求項17】
六角シングル線におけるTaの厚さが5μm以上であることを特徴とする請求項16に記載のNb3Al超伝導線の前駆体線の製造方法。
【請求項18】
集合体の構成にAgを用いたときに、このAgと接する材質にNb又はTaを用いることを特徴とする請求項10から15のいずれか一項に記載のNb3Al超伝導線の前駆体線製造方法。
【請求項19】
六角シングル線におけるNb又はTaの厚さが1μm以上であることを特徴とする請求項18に記載のNb3Al超伝導線の前駆体線の製造方法。
【請求項20】
請求項1から8のNb3Al超伝導線の前駆体線を、1900℃以上で5秒以内の熱処理後に、500℃以下に急冷し、その後700〜900℃で追加熱処理することを特徴とするNb3Al超伝導線の製造方法。
【請求項1】
NbとAlとのモル比が3:1で混合されたNbとAlの複合体からなるNb/Al複合体フィラメント領域が、Nb又はTaからなる隔壁で被覆され、その外側がCu又はAgからなるフィラメント間バリア材で被覆されたシングル線を複数集合させた集合体の周囲を、Nb又はTaからなる外皮で被覆して構成されていることを特徴とするNb3Al超伝導線の前駆体線。
【請求項2】
集合体の内部に、Nb又はTaからなる内部安定化材フィラメント被覆層で被覆されたCu又はAgからなる内部安定化材フィラメントを配置したことを特徴とする請求項1に記載のNb3Al超伝導線の前駆体線。
【請求項3】
集合体の内部に、Cu又はAgからなるダミーフィラメント被覆層で被覆したNb又はTaからなるダミーフィラメントを配置したことを特徴とする請求項1に記載のNb3Al超伝導線の前駆体線。
【請求項4】
シングル線におけるCu又はAgの体積率が7〜25%であることを特徴とする請求項1から3に記載のNb3Al超伝導線の前駆体線。
【請求項5】
集合体の構成にCuを用いたときに、このCuと接する材質がTaであることを特徴とする請求項1から4のいずれか一項に記載のNb3Al超伝導線の前駆体線。
【請求項6】
隔壁のTaの厚さが5μm以上であることを特徴とする請求項5に記載のNb3Al超伝導線の前駆体線。
【請求項7】
集合体の構成にAgを用いたときに、このAgと接する材質がNb又はTaであることを特徴とする請求項1から4のいずれか一項に記載のNb3Al超伝導線の前駆体線。
【請求項8】
隔壁のNb又はTaの厚さが1μm以上であることを特徴とする請求項7に記載のNb3Al超伝導線の前駆体線。
【請求項9】
請求項1から8のいずれか一項に記載のNb3Al超伝導線の前駆体線のNb/Al複合体フィラメント領域がNb3Alフィラメントに変換されていることを特徴とするNb3Al超伝導線。
【請求項10】
請求項1から8のいずれか一項に記載のNb3Al超伝導線の前駆体線の製造方法であって、NbとAlとのモル比が3:1で混合されたNbとAlとの複合体からなるNb/Al複合体フィラメント領域を、隔壁とするためのNb又はTaからなる金属シートで巻き込み、これをフィラメント間バリア層とするためのCu又はAgからなるパイプに充填して六角シングル線に伸線加工した後、複数本に切断し、次いでこの六角シングル線複数本を集合体とし、この集合体の周りを外皮とするためのNb又はTaからなる金属シートで巻き込み、これをCuパイプ又はCu合金パイプに充填して細線に伸線加工し、最外層のCu又はCu合金をエッチングにより除去することを特徴とするNb3Al超伝導線の前駆体線の製造方法。
【請求項11】
集合体を、六角シングル線と、Nb又はTaからなる内部安定化材フィラメント被覆層で被覆したCu又はAgからなる内部安定化材フィラメントを伸線加工した内部安定化材フィラメント六角線とで構成することを特徴とする請求項10に記載のNb3Al超伝導線の前駆体線の製造方法。
【請求項12】
集合体の中心部を内部安定化材フィラメント六角線とし、その周囲を六角シングル線とすることを特徴とする請求項11に記載のNb3Al超伝導線の前駆体線の製造方法。
【請求項13】
集合体を、六角シングル線と、Cu又はAgからなるダミーフィラメント被覆層で被覆したNb又はTaからなるダミーフィラメントを伸線加工したダミーフィラメント六角線とで構成することを特徴とする請求項10に記載のNb3Al超伝導線の前駆体線の製造方法。
【請求項14】
集合体の中心部をダミーフィラメント六角線とし、その周囲を六角シングル線とすることを特徴とする請求項13に記載のNb3Al超伝導線の前駆体線の製造方法。
【請求項15】
六角シングル線におけるCu又はAgの体積率が7〜25%であることを特徴とする請求項10から14のいずれか一項に記載のNb3Al超伝導線の前駆体線の製造方法。
【請求項16】
集合体の構成にCuを用いたときに、このCuと接する材質にTaを用いることを特徴とする請求項10から15のいずれか一項に記載のNb3Al超伝導線の前駆体線の製造方法。
【請求項17】
六角シングル線におけるTaの厚さが5μm以上であることを特徴とする請求項16に記載のNb3Al超伝導線の前駆体線の製造方法。
【請求項18】
集合体の構成にAgを用いたときに、このAgと接する材質にNb又はTaを用いることを特徴とする請求項10から15のいずれか一項に記載のNb3Al超伝導線の前駆体線製造方法。
【請求項19】
六角シングル線におけるNb又はTaの厚さが1μm以上であることを特徴とする請求項18に記載のNb3Al超伝導線の前駆体線の製造方法。
【請求項20】
請求項1から8のNb3Al超伝導線の前駆体線を、1900℃以上で5秒以内の熱処理後に、500℃以下に急冷し、その後700〜900℃で追加熱処理することを特徴とするNb3Al超伝導線の製造方法。
【図1】


【図2】
【図4】
【図19】
【図3】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図20】
【図2】
【図4】
【図19】
【図3】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図20】
【公開番号】特開2012−243685(P2012−243685A)
【公開日】平成24年12月10日(2012.12.10)
【国際特許分類】
【出願番号】特願2011−115126(P2011−115126)
【出願日】平成23年5月23日(2011.5.23)
【新規性喪失の例外の表示】特許法第30条第1項適用申請有り 平成22年11月25日 インターネットアドレス「http://www.csj.or.jp/conference/2010a/proceedings2010a.htm」「http://www.csj.or.jp/conference/2010a/1D.pdf」に発表
【出願人】(301023238)独立行政法人物質・材料研究機構 (1,333)
【出願人】(504151365)大学共同利用機関法人 高エネルギー加速器研究機構 (125)
【出願人】(000005120)日立電線株式会社 (3,358)
【Fターム(参考)】
【公開日】平成24年12月10日(2012.12.10)
【国際特許分類】
【出願日】平成23年5月23日(2011.5.23)
【新規性喪失の例外の表示】特許法第30条第1項適用申請有り 平成22年11月25日 インターネットアドレス「http://www.csj.or.jp/conference/2010a/proceedings2010a.htm」「http://www.csj.or.jp/conference/2010a/1D.pdf」に発表
【出願人】(301023238)独立行政法人物質・材料研究機構 (1,333)
【出願人】(504151365)大学共同利用機関法人 高エネルギー加速器研究機構 (125)
【出願人】(000005120)日立電線株式会社 (3,358)
【Fターム(参考)】
[ Back to top ]