
O・S加工用濾過器
【課題】繰返し安定的、均一に防縮ウールを製法するための加工用濾過器と、その装着方法を提供する。
【解決手段】合成繊維製の高密度な繊維製品から成り、該染色機の本体、内枠に合致するよう、立体的に成形、縫製する加工用濾過器。その中に被加工ウールを詰め込み、完全密閉する。
【解決手段】合成繊維製の高密度な繊維製品から成り、該染色機の本体、内枠に合致するよう、立体的に成形、縫製する加工用濾過器。その中に被加工ウールを詰め込み、完全密閉する。
【発明の詳細な説明】
【発明の詳細な説明】
【産業上の利用分野】
【0001】
本発明は、防縮ウール製法(特願2002−162725)を実施する際、電子顕微鏡でも容易に識別できないOPEN−SCALE構造やバルキー、固定化構造(特願2004−382726)の防縮ウール製品を、繰り返し何度でも、安定的に再現する補完具として、最善の、加工用濾過器の装着を思い付いた。つまり、従来のマイヤー染色機本体、内枠(通称、ケーシング、バスケット、キャリヤー)の要所を全面被覆し、密閉、濾過する濾過器と、その装着に関する発明である。即ち、本濾過器は、高密度な繊維製品をこの内枠全体(中央部に噴射筒=立柱あり)の凹凸形状に沿い立体的に成形、縫製する一枚ものの補完具であり、本発明は、この本機に装着する濾過器内に、被加工物(ウールやカシミヤ、シルクその他の原毛、かせ、トップ、トウ、生地、製品等)を詰め込んで密閉する方法であり、被加工物自体を直接、不純物や濃い濃度の処理溶剤(固体微粒子を含む)から防護するよう工夫された装置で、これにより、繊細、微小なO・Sウール構造を繰返し安定的に再現することができる。
【背景技術】
【0002】
従来通り、既存の染色機の本体、内枠に直接、被加工物をそのまま詰め込んで、この発明製法(特願2002−162725)を実施すると、その地下水や工業用水等の使用水に含まれる不純物や、当該染色機本体、循環ポンプや内枠、貯水タンク、給水パイプ等、手の届かない所に付着、堆積する各種不純物が、本加工中、突然、被加工物内奥部に流入、付着して、種々の品質上のトラブル(例えば汚れ、性能不良)を引き起こす。また、本加工中、一時に、濃い濃度の処理液が直接、被加工物に噴流し、その部分又は全体を溶融、硬化、汚染する場合がある。以上の事が、しばしば実際の現場で起こる為、本発明ウール加工の同一品質の再現化を阻害する要因となり、同品質の防縮ウール製品を繰返し安定的に提供できない欠点がある。
【発明が解決しようとする課題】
【0003】
本発明は、上記の欠点を除くため、加工用濾過器(=フィルター)を装着する方法を案出した。つまり、液体をこして、まじっている固体微粒子(各種不純物や刺激の強い処理剤)を確実に阻止(濾過)、制御する装置であり、デリケートでミクロなウール内奥部を繰返し安定的に改質し、再現する補完器具である。また、その補完器具に用いる濾過用繊維製品は、1、該加工機に簡単に装、脱着でき(作業性)、2、水流、水圧に耐え(弾性、伸縮性)、3、丈夫で長持ちする(耐久性)、4、無数の微細孔を有する組織(濾過性)であり、5、各種処理液、染料薬剤等で容易に汚染、変質し難く(耐薬品性〜耐強酸、耐強アルカリ性)、6、安定した形態性を有し、7、ドレープ性に富み、8、洗濯すれば何回でも使える(利便性)等、優れた性能を備えるもので、これにより各種不純物や濃い濃度の処理液を安全、確実に阻止、濾過、制御し、大切な中味を完全に密閉、防護する濾過器具を提供する。
【0004】
この防縮ウール製法は、被加工ウールを静止状態にして、各種処理液を浸透、循環、浸漬処理する為、本マイヤー染色機のような機械構造、つまり、被加工物の詰め込み設置や処理液の浸漬循環型が、本製法に適した加工構造と言える。すなわち、本発明製法は、O・Sウール構造が完成、成立する迄、ゼッタイ被加工ウールを動かさないことが加工要件であり、回転バックや噴射式かせ糸染色機又は液流染色機のような、加工中、被加工物をぐるぐる動き回すような構造の機械装置は(本製法には)不必要であり、不適当である。また、該機に装着する濾過器は、本製法に欠かせない補完具であるが、その効果の因果関係に関し、どの程度のものかは従来、全く前例がないので不明である。
【0005】
そこで、本発明製法における本濾過器(装着)の効果について、現場の加工状況、実績や、種々の試験結果、データーを精査した結果、本濾過器の有無が、ウールの発明製法及び発明構造を繰返し安定的に再現する上で、極めて不可欠な事を発見した。つまり、本製法は、各処理液の反応を順次進め、最終の混合処理液による(=ナノミクロ活性イオン気泡の発生)処理と固定化で、ウールの発明構造を確立するが、そこでは加工中、一切、不純物その他異物の混入を排除する必要があり、徹底した水質管理の下、活性イオン処理が要求される。しかし、通常の加工現場では、これら不純物や濃い濃度の処理液が一時に噴流、混濁する危険性、可能性があるので、常にこれらを管理する必要がある。従来の、直接詰め込み法ではこれら微粒子を常時、管理(=阻止、制御)することはできないので、当然ながら、加工にバラツキが起こり、不安定と成り、結局の所、防縮ウール構造を不断に再現、確立することができない。
【課題を解決するための手段】
【0006】
上記の課題を解決し、発明構造を繰返し安定的、均一に再現する手段として、ポリアミド系やポリエステル系合成繊維の、生成り極細フィラメント糸および加工糸から成る、複雑で高密度な編み織り組織の、無数の微細孔を有する編布または織布の繊維製品を使用する。そして、これら繊維製品を本マイヤー染色機の内枠形状、寸法に合うよう立体的に設計し、裁断又は成形、縫製仕上げする袋状又は筒状濾過器を提供する。即ち、その内枠の外周側面部(完全被覆のため、図4、5の上蓋用カバーを取り付ける)と、底面部、中央部の噴射筒(=立柱)を一体ものに成形、縫製するか、必要に応じ、各部を切り離し成形、縫製仕上げする。更に、それらを二重、三重に被い重ねるか、或は、その内枠各部に濾過用生地の付いた枠組みを成形し、スッポリはめ込む装着方法である。これにより多くの課題、欠点を解決する手段を講じる。
【発明を実施するための最良の形態】
【0007】
通常、この発明製法は、既存の常温常圧オーバーマイヤー染色機や高温高圧オーバーマイヤー染色機(釜容量5〜300kg)、又はこれら染色機に準ずる加工機、改良機(新規の濾過装置付き)等を使用するが、図7、図1通り、本体(外枠〜給水パイプ、循環ポンプ、噴射口、蒸気パイプなど)と内枠から成り、この内枠は移動、交換可能なステンレス製の筒型バスケット(被加工物詰め込み用)で、その底面中央部にはステンレス製の立柱(=筒型噴射筒)があり、何れも側面部全体に多数の小さな丸い穴(水溶液の流出口)を有する。また、100kg容量の常圧マイヤー染色機(イン→アウト式)の場合、先ず、本発明処理液を手動か、自動(各処理漕内の自動撹拌装置による混合と、自動給液装置)により、順次、外枠と内枠の空間に投入、外枠底部の流水口に吸入後、循環ポンプで中央底部(流水口)から噴出、更に、中央噴射筒(=立柱)の側面(穴部)から各処理液が全方位的に、内枠内の被加工物に噴流、浸透、浸漬、貫流して、内枠の外部(外枠との間)へ流出、循環する構造である。
【0008】
通常、この発明製法は、本機内枠に直に被加工ウールを詰め込み、外枠(本体)に設置して、各処理(前処理〜本処理〜後処理)を行なうが、本製法は、ウール本来の性質(フエルト化現象)を考慮すると共に、非常にデリケートな活性イオン化気泡処理を必要とする為、その完成、成立には必ず<本加工完了まで>被加工ウールを静止状態にして置く必要があり、かつ、不純物、異物の混入を徹底的に阻止し、純粋な水溶液状態(大量の活性イオン気泡)で浸漬処理し、防縮ウール構造を確立する必要がある。しかし、実際の現場では、これら不純物や加工原液(濃度の濃い状態)が直に混入、噴流する可能性(危険性)があり、逆に、このことが完全な防縮ウール構造(オープン化、バルキー化、固定化)の再現化を阻み、繰返し安定的に提供できない原因をもたらす。
【0009】
上記のことから、本濾過器は図4の如く、この染色機内枠の外周側面部と上蓋部、その底面部と中央部の噴射筒(=立柱)側面部をそれぞれ完全被覆するよう、適当な繊維品を各部形状、寸法に合うよう立体的に設計、裁断し、一枚ものに縫製する。また、各種不純物や処理液が被加工物に直に当らないよう、内枠全体(上蓋カバー付き)を一組ものとする一体型濾過器を提供するが、場合により、内枠外周部と上蓋部、底面部と中央噴射筒部を別別に製作し、使用する分離型濾過器を提供する。また、必要に応じ、これら繊維製品から成る濾過器を二重に被い重ねるか、又、上記と同じ機能をもつ枠組み型を提供する。
【0010】
さて、本案を構成する濾過用繊維製品は1、化学繊維又は天然繊維から成り、2、細番糸(紡毛、そ毛)使いの高密度で複雑な組織の、3、織物(一重又は二重)や編物(丸編み又は経編み)があり、特に、4、トリコット編、ラッシェル編、ミラニーズ編や、デンビー編、コード編、アトラス編、鎖編や、インレイ編などの経編ニット布か、4、エステル、ナイロン、アクリル製又は天然繊維製の生地を用いる。ここでは図6のような、細デニールのポリエステル繊維製フィラメント糸又は加工糸を用いて、細ゲージ、複数筬の、厚手で複雑な編組織の経編トリコット布(生成り生地)を使用する。
【0011】
ところで、本発明の重要課題である種々の不純物について、具体的には金気、水垢、または、手の届かない部分に付着、堆積する染色薬剤、処理剤、樹脂柔軟剤、油剤、各種粉体(セラミックス、カプセル)などの残り滓、残留固形微粒子等(手の届かない所にある)であるが、通常、一般の各種染色加工において、これら微粒子の影響を厳密に精査することが少なく、各種トラブルの重大な原因の一つと捉えることが少なかった。そこで、本発明加工に関し、従来、本濾過器を導入する技術例は見当たらないが、これは、科学万能時代における機械化、コンピューター管理化により見逃される技術、発想の一つである。本発明加工において種々のトラブルが起こった際、これら微粒子の存在を重大な原因に挙げることがなかったので、本濾過器の装着は本邦初と言える。
【発明の効果】
【0012】
さて、本濾過器を装着すると、該発明加工において、従来の、1:10〜12(被加工物1に対する処理水10〜12)の裸状の内枠浴比に比べ、本機装着後の濾過器の内部(滞留)浴比が、1:5前後の高濃度状態になると推定され、その為、この混合処理液の濃度は高まり、活性イオン化気泡の反応が促進し、当該防縮ウール構造をより精巧、精密に行なう効果があると推定される。更に、この高密な組織と多数の微細孔のある本濾過器が、強い水圧、水流に対し、適度な緩衝作用が働き、処理液(活性イオン化気泡)の流速を適宜、緩和、抑制する為、ミクロレベルの活性イオン化気泡が大量発生し、長く濾過器内の被加工ウールに付着、浸透、浸漬し、反応を一層促進する効果がある。つまり、本濾過器による活性イオン化気泡の有無、多少はO・Sウール加工成否の決め手となり、ウールやカシミヤのオープン化、バルキー化、固定化構造をより確実なものとし、安定して均一に、同一品質に再現加工する効果がある。
【0013】
本発明ウール加工における、本濾過器を使った時の処理液(大量の活性イオン化気泡)の反応、浸漬状態は、濾過器を使わない時に比べ、より安定して、本発明ウール品を確実に再現する効果のある事が判明した。つまり、本濾過器の装着があってこそ、純粋な水溶液状態が保たれ、本防縮ウール加工の再現化が可能となる。そこで、地下水や工業用水(使用水)に種々の不純物が混ざっていても、或は、この染色機の内、外部の管理の行き届かない場所から、不純物や濃い濃度の処理液が一時に本機内ケーシングに噴流、混入してきても、本機の関連設備の要所、つまり、本機給水口や内枠側面部を完全被覆、密閉する濾過器を装着すると、確実に阻止、制御する為、一連の活性イオン化処理技術を安定的、均一に再現することができる。そこで、本濾過器は常に清浄に洗浄され、目詰まりのない良好な状態で使用する必要があり、本加工前後に必ず洗剤その他で奇麗に洗い、不純物を取り除く必要がある。
【図面の簡単な説明】
本発明の実施形態を示す写真、斜視図、展開図及び実物見本の拡大写真である。
【符号の説明】
図1…マイヤー染色機の内枠(ケーシング)写真
図2…内枠(ケーシング)の斜視図
い…内枠本体の直径
ろ…内枠本体の高さ
は…噴射筒(立柱)頂上面(底面)の直径
に…噴射筒(立柱)本体(側面部)の高さ
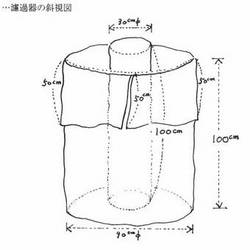
図3…濾過器(装着)の写真
図4…濾過器の斜視図
図5…濾過器各部の展開図
ほ…内枠本体側面部(上蓋カバー部付き)の展開図
へ…内枠本体底面部の展開図
と…噴射筒頂上部の展開図
ち…噴射筒側面部の展開図
図6…濾過器に使われる生地例
り…経編ニット布の生地見本(A面)
ぬ…経編ニット布の組織拡大写真(A面)
る…経編ニット布の生地見本(B面)
を…経編ニット布の組織拡大写真(B面)
図7…染色機外枠(本体)の写真
【図1】

【図2】
【図3】
【図4】
【図5】
【図7】
【発明の詳細な説明】
【産業上の利用分野】
【0001】
本発明は、防縮ウール製法(特願2002−162725)を実施する際、電子顕微鏡でも容易に識別できないOPEN−SCALE構造やバルキー、固定化構造(特願2004−382726)の防縮ウール製品を、繰り返し何度でも、安定的に再現する補完具として、最善の、加工用濾過器の装着を思い付いた。つまり、従来のマイヤー染色機本体、内枠(通称、ケーシング、バスケット、キャリヤー)の要所を全面被覆し、密閉、濾過する濾過器と、その装着に関する発明である。即ち、本濾過器は、高密度な繊維製品をこの内枠全体(中央部に噴射筒=立柱あり)の凹凸形状に沿い立体的に成形、縫製する一枚ものの補完具であり、本発明は、この本機に装着する濾過器内に、被加工物(ウールやカシミヤ、シルクその他の原毛、かせ、トップ、トウ、生地、製品等)を詰め込んで密閉する方法であり、被加工物自体を直接、不純物や濃い濃度の処理溶剤(固体微粒子を含む)から防護するよう工夫された装置で、これにより、繊細、微小なO・Sウール構造を繰返し安定的に再現することができる。
【背景技術】
【0002】
従来通り、既存の染色機の本体、内枠に直接、被加工物をそのまま詰め込んで、この発明製法(特願2002−162725)を実施すると、その地下水や工業用水等の使用水に含まれる不純物や、当該染色機本体、循環ポンプや内枠、貯水タンク、給水パイプ等、手の届かない所に付着、堆積する各種不純物が、本加工中、突然、被加工物内奥部に流入、付着して、種々の品質上のトラブル(例えば汚れ、性能不良)を引き起こす。また、本加工中、一時に、濃い濃度の処理液が直接、被加工物に噴流し、その部分又は全体を溶融、硬化、汚染する場合がある。以上の事が、しばしば実際の現場で起こる為、本発明ウール加工の同一品質の再現化を阻害する要因となり、同品質の防縮ウール製品を繰返し安定的に提供できない欠点がある。
【発明が解決しようとする課題】
【0003】
本発明は、上記の欠点を除くため、加工用濾過器(=フィルター)を装着する方法を案出した。つまり、液体をこして、まじっている固体微粒子(各種不純物や刺激の強い処理剤)を確実に阻止(濾過)、制御する装置であり、デリケートでミクロなウール内奥部を繰返し安定的に改質し、再現する補完器具である。また、その補完器具に用いる濾過用繊維製品は、1、該加工機に簡単に装、脱着でき(作業性)、2、水流、水圧に耐え(弾性、伸縮性)、3、丈夫で長持ちする(耐久性)、4、無数の微細孔を有する組織(濾過性)であり、5、各種処理液、染料薬剤等で容易に汚染、変質し難く(耐薬品性〜耐強酸、耐強アルカリ性)、6、安定した形態性を有し、7、ドレープ性に富み、8、洗濯すれば何回でも使える(利便性)等、優れた性能を備えるもので、これにより各種不純物や濃い濃度の処理液を安全、確実に阻止、濾過、制御し、大切な中味を完全に密閉、防護する濾過器具を提供する。
【0004】
この防縮ウール製法は、被加工ウールを静止状態にして、各種処理液を浸透、循環、浸漬処理する為、本マイヤー染色機のような機械構造、つまり、被加工物の詰め込み設置や処理液の浸漬循環型が、本製法に適した加工構造と言える。すなわち、本発明製法は、O・Sウール構造が完成、成立する迄、ゼッタイ被加工ウールを動かさないことが加工要件であり、回転バックや噴射式かせ糸染色機又は液流染色機のような、加工中、被加工物をぐるぐる動き回すような構造の機械装置は(本製法には)不必要であり、不適当である。また、該機に装着する濾過器は、本製法に欠かせない補完具であるが、その効果の因果関係に関し、どの程度のものかは従来、全く前例がないので不明である。
【0005】
そこで、本発明製法における本濾過器(装着)の効果について、現場の加工状況、実績や、種々の試験結果、データーを精査した結果、本濾過器の有無が、ウールの発明製法及び発明構造を繰返し安定的に再現する上で、極めて不可欠な事を発見した。つまり、本製法は、各処理液の反応を順次進め、最終の混合処理液による(=ナノミクロ活性イオン気泡の発生)処理と固定化で、ウールの発明構造を確立するが、そこでは加工中、一切、不純物その他異物の混入を排除する必要があり、徹底した水質管理の下、活性イオン処理が要求される。しかし、通常の加工現場では、これら不純物や濃い濃度の処理液が一時に噴流、混濁する危険性、可能性があるので、常にこれらを管理する必要がある。従来の、直接詰め込み法ではこれら微粒子を常時、管理(=阻止、制御)することはできないので、当然ながら、加工にバラツキが起こり、不安定と成り、結局の所、防縮ウール構造を不断に再現、確立することができない。
【課題を解決するための手段】
【0006】
上記の課題を解決し、発明構造を繰返し安定的、均一に再現する手段として、ポリアミド系やポリエステル系合成繊維の、生成り極細フィラメント糸および加工糸から成る、複雑で高密度な編み織り組織の、無数の微細孔を有する編布または織布の繊維製品を使用する。そして、これら繊維製品を本マイヤー染色機の内枠形状、寸法に合うよう立体的に設計し、裁断又は成形、縫製仕上げする袋状又は筒状濾過器を提供する。即ち、その内枠の外周側面部(完全被覆のため、図4、5の上蓋用カバーを取り付ける)と、底面部、中央部の噴射筒(=立柱)を一体ものに成形、縫製するか、必要に応じ、各部を切り離し成形、縫製仕上げする。更に、それらを二重、三重に被い重ねるか、或は、その内枠各部に濾過用生地の付いた枠組みを成形し、スッポリはめ込む装着方法である。これにより多くの課題、欠点を解決する手段を講じる。
【発明を実施するための最良の形態】
【0007】
通常、この発明製法は、既存の常温常圧オーバーマイヤー染色機や高温高圧オーバーマイヤー染色機(釜容量5〜300kg)、又はこれら染色機に準ずる加工機、改良機(新規の濾過装置付き)等を使用するが、図7、図1通り、本体(外枠〜給水パイプ、循環ポンプ、噴射口、蒸気パイプなど)と内枠から成り、この内枠は移動、交換可能なステンレス製の筒型バスケット(被加工物詰め込み用)で、その底面中央部にはステンレス製の立柱(=筒型噴射筒)があり、何れも側面部全体に多数の小さな丸い穴(水溶液の流出口)を有する。また、100kg容量の常圧マイヤー染色機(イン→アウト式)の場合、先ず、本発明処理液を手動か、自動(各処理漕内の自動撹拌装置による混合と、自動給液装置)により、順次、外枠と内枠の空間に投入、外枠底部の流水口に吸入後、循環ポンプで中央底部(流水口)から噴出、更に、中央噴射筒(=立柱)の側面(穴部)から各処理液が全方位的に、内枠内の被加工物に噴流、浸透、浸漬、貫流して、内枠の外部(外枠との間)へ流出、循環する構造である。
【0008】
通常、この発明製法は、本機内枠に直に被加工ウールを詰め込み、外枠(本体)に設置して、各処理(前処理〜本処理〜後処理)を行なうが、本製法は、ウール本来の性質(フエルト化現象)を考慮すると共に、非常にデリケートな活性イオン化気泡処理を必要とする為、その完成、成立には必ず<本加工完了まで>被加工ウールを静止状態にして置く必要があり、かつ、不純物、異物の混入を徹底的に阻止し、純粋な水溶液状態(大量の活性イオン気泡)で浸漬処理し、防縮ウール構造を確立する必要がある。しかし、実際の現場では、これら不純物や加工原液(濃度の濃い状態)が直に混入、噴流する可能性(危険性)があり、逆に、このことが完全な防縮ウール構造(オープン化、バルキー化、固定化)の再現化を阻み、繰返し安定的に提供できない原因をもたらす。
【0009】
上記のことから、本濾過器は図4の如く、この染色機内枠の外周側面部と上蓋部、その底面部と中央部の噴射筒(=立柱)側面部をそれぞれ完全被覆するよう、適当な繊維品を各部形状、寸法に合うよう立体的に設計、裁断し、一枚ものに縫製する。また、各種不純物や処理液が被加工物に直に当らないよう、内枠全体(上蓋カバー付き)を一組ものとする一体型濾過器を提供するが、場合により、内枠外周部と上蓋部、底面部と中央噴射筒部を別別に製作し、使用する分離型濾過器を提供する。また、必要に応じ、これら繊維製品から成る濾過器を二重に被い重ねるか、又、上記と同じ機能をもつ枠組み型を提供する。
【0010】
さて、本案を構成する濾過用繊維製品は1、化学繊維又は天然繊維から成り、2、細番糸(紡毛、そ毛)使いの高密度で複雑な組織の、3、織物(一重又は二重)や編物(丸編み又は経編み)があり、特に、4、トリコット編、ラッシェル編、ミラニーズ編や、デンビー編、コード編、アトラス編、鎖編や、インレイ編などの経編ニット布か、4、エステル、ナイロン、アクリル製又は天然繊維製の生地を用いる。ここでは図6のような、細デニールのポリエステル繊維製フィラメント糸又は加工糸を用いて、細ゲージ、複数筬の、厚手で複雑な編組織の経編トリコット布(生成り生地)を使用する。
【0011】
ところで、本発明の重要課題である種々の不純物について、具体的には金気、水垢、または、手の届かない部分に付着、堆積する染色薬剤、処理剤、樹脂柔軟剤、油剤、各種粉体(セラミックス、カプセル)などの残り滓、残留固形微粒子等(手の届かない所にある)であるが、通常、一般の各種染色加工において、これら微粒子の影響を厳密に精査することが少なく、各種トラブルの重大な原因の一つと捉えることが少なかった。そこで、本発明加工に関し、従来、本濾過器を導入する技術例は見当たらないが、これは、科学万能時代における機械化、コンピューター管理化により見逃される技術、発想の一つである。本発明加工において種々のトラブルが起こった際、これら微粒子の存在を重大な原因に挙げることがなかったので、本濾過器の装着は本邦初と言える。
【発明の効果】
【0012】
さて、本濾過器を装着すると、該発明加工において、従来の、1:10〜12(被加工物1に対する処理水10〜12)の裸状の内枠浴比に比べ、本機装着後の濾過器の内部(滞留)浴比が、1:5前後の高濃度状態になると推定され、その為、この混合処理液の濃度は高まり、活性イオン化気泡の反応が促進し、当該防縮ウール構造をより精巧、精密に行なう効果があると推定される。更に、この高密な組織と多数の微細孔のある本濾過器が、強い水圧、水流に対し、適度な緩衝作用が働き、処理液(活性イオン化気泡)の流速を適宜、緩和、抑制する為、ミクロレベルの活性イオン化気泡が大量発生し、長く濾過器内の被加工ウールに付着、浸透、浸漬し、反応を一層促進する効果がある。つまり、本濾過器による活性イオン化気泡の有無、多少はO・Sウール加工成否の決め手となり、ウールやカシミヤのオープン化、バルキー化、固定化構造をより確実なものとし、安定して均一に、同一品質に再現加工する効果がある。
【0013】
本発明ウール加工における、本濾過器を使った時の処理液(大量の活性イオン化気泡)の反応、浸漬状態は、濾過器を使わない時に比べ、より安定して、本発明ウール品を確実に再現する効果のある事が判明した。つまり、本濾過器の装着があってこそ、純粋な水溶液状態が保たれ、本防縮ウール加工の再現化が可能となる。そこで、地下水や工業用水(使用水)に種々の不純物が混ざっていても、或は、この染色機の内、外部の管理の行き届かない場所から、不純物や濃い濃度の処理液が一時に本機内ケーシングに噴流、混入してきても、本機の関連設備の要所、つまり、本機給水口や内枠側面部を完全被覆、密閉する濾過器を装着すると、確実に阻止、制御する為、一連の活性イオン化処理技術を安定的、均一に再現することができる。そこで、本濾過器は常に清浄に洗浄され、目詰まりのない良好な状態で使用する必要があり、本加工前後に必ず洗剤その他で奇麗に洗い、不純物を取り除く必要がある。
【図面の簡単な説明】
本発明の実施形態を示す写真、斜視図、展開図及び実物見本の拡大写真である。
【符号の説明】
図1…マイヤー染色機の内枠(ケーシング)写真
図2…内枠(ケーシング)の斜視図
い…内枠本体の直径
ろ…内枠本体の高さ
は…噴射筒(立柱)頂上面(底面)の直径
に…噴射筒(立柱)本体(側面部)の高さ
図3…濾過器(装着)の写真
図4…濾過器の斜視図
図5…濾過器各部の展開図
ほ…内枠本体側面部(上蓋カバー部付き)の展開図
へ…内枠本体底面部の展開図
と…噴射筒頂上部の展開図
ち…噴射筒側面部の展開図
図6…濾過器に使われる生地例
り…経編ニット布の生地見本(A面)
ぬ…経編ニット布の組織拡大写真(A面)
る…経編ニット布の生地見本(B面)
を…経編ニット布の組織拡大写真(B面)
図7…染色機外枠(本体)の写真
【図1】
【図2】
【図3】
【図4】
【図5】
【図7】
【特許請求の範囲】
【請求項1】
物性の優れたウールと、その製造方法(特願2002−162725)を補完する器具として、該染色加工機の要所を完全に被覆、濾過することを特徴とするO・S加工用濾過器と、その装着方法に関する。
【請求項2】
既存のマイヤー染色機本体、内枠各部を完全に被覆、濾過する器具で、高密度な繊維製品を用いて当該各部の形状、寸法に合うよう成形、縫製することを特徴とするO・S加工用濾過器に関する。
【請求項3】
オープン・スケール構造の防縮ウール&カシミヤ(特願2004−382726)を繰返し安定的に再現する補完具であり、当該染色機本体、内枠及び関連設備の要所を被覆、濾過する為、高密度な繊維製品を各部形状に合うよう成形、縫製することを特徴とするO・S加工用濾過器に関する。
【請求項1】
物性の優れたウールと、その製造方法(特願2002−162725)を補完する器具として、該染色加工機の要所を完全に被覆、濾過することを特徴とするO・S加工用濾過器と、その装着方法に関する。
【請求項2】
既存のマイヤー染色機本体、内枠各部を完全に被覆、濾過する器具で、高密度な繊維製品を用いて当該各部の形状、寸法に合うよう成形、縫製することを特徴とするO・S加工用濾過器に関する。
【請求項3】
オープン・スケール構造の防縮ウール&カシミヤ(特願2004−382726)を繰返し安定的に再現する補完具であり、当該染色機本体、内枠及び関連設備の要所を被覆、濾過する為、高密度な繊維製品を各部形状に合うよう成形、縫製することを特徴とするO・S加工用濾過器に関する。
【図1】マイヤー染色機の内枠(ケーシング)の内部斜視図。
【図2】マイヤー染色機の内枠(ケーシング)の採寸縮小図。
【図3】O・S加工用濾過器を上記内枠に装着後の内部斜視図。
【図4】O・S加工用濾過器の採寸縮小図。
【図5】O・S加工用濾過器各部の展開図。
【図6−1】O・S加工用濾過器に使われる生地(A面)の編組織拡大図。
【図6−2】O・S加工用濾過器に使われる生地(B面)の編組織拡大図。
【図7】マイヤー染色機の外枠(本体)の内部斜視図。
【符号の説明】
【0015】
い…内枠本体の直径
ろ…内枠本体の高さ
は…噴射筒(立柱)頂上面(底面)の直径
に…噴射筒(立柱)本体(側面部)の高さ
ほ…内枠本体側面部(上蓋カバー部付き)の展開図
へ…内枠本体底面部の展開図
と…噴射筒頂上部の展開図
ち…噴射筒側面部の展開図
り…経編ニット布の生地(A面)の編組織拡大図
ぬ…経編ニット布の生地(B面)の編組織拡大図
る…噴射口
を…給排水口(直径約9.5cm)
わ…給水パイプ(直径約8cm)
【図2】マイヤー染色機の内枠(ケーシング)の採寸縮小図。
【図3】O・S加工用濾過器を上記内枠に装着後の内部斜視図。
【図4】O・S加工用濾過器の採寸縮小図。
【図5】O・S加工用濾過器各部の展開図。
【図6−1】O・S加工用濾過器に使われる生地(A面)の編組織拡大図。
【図6−2】O・S加工用濾過器に使われる生地(B面)の編組織拡大図。
【図7】マイヤー染色機の外枠(本体)の内部斜視図。
【符号の説明】
【0015】
い…内枠本体の直径
ろ…内枠本体の高さ
は…噴射筒(立柱)頂上面(底面)の直径
に…噴射筒(立柱)本体(側面部)の高さ
ほ…内枠本体側面部(上蓋カバー部付き)の展開図
へ…内枠本体底面部の展開図
と…噴射筒頂上部の展開図
ち…噴射筒側面部の展開図
り…経編ニット布の生地(A面)の編組織拡大図
ぬ…経編ニット布の生地(B面)の編組織拡大図
る…噴射口
を…給排水口(直径約9.5cm)
わ…給水パイプ(直径約8cm)
【公開番号】特開2006−249642(P2006−249642A)
【公開日】平成18年9月21日(2006.9.21)
【国際特許分類】
【出願番号】特願2005−111389(P2005−111389)
【出願日】平成17年3月9日(2005.3.9)
【出願人】(501309440)
【出願人】(591228203)
【Fターム(参考)】
【公開日】平成18年9月21日(2006.9.21)
【国際特許分類】
【出願日】平成17年3月9日(2005.3.9)
【出願人】(501309440)
【出願人】(591228203)
【Fターム(参考)】
[ Back to top ]