
PE被覆シースとその製造方法
【課題】本発明は、PE被覆シースに関し、シースの軽量化と低コスト化とが可能となるようにすることが課題である。
【解決手段】筒状の金属製シース2の外周面に、二液室温硬化型でポリオレフィン素材を接着可能にする接着材による接着材層4を介してポリエチレン樹脂製の被覆体3を被覆させて成るPE被覆シース1とする。
【解決手段】筒状の金属製シース2の外周面に、二液室温硬化型でポリオレフィン素材を接着可能にする接着材による接着材層4を介してポリエチレン樹脂製の被覆体3を被覆させて成るPE被覆シース1とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、例えば、プレストレストコンクリート構造物におけるポストテンション用のシース、若しくは、ケーブル類の保護用シースにとして利用されるPE(ポリエチレン、以下同じ)被覆シースとその製造方法に関するものである。
【背景技術】
【0002】
従来、コンクリート構造物にプレストレスを付与するPC鋼材等の緊張材を防錆するシースは、合成樹脂製のポリエチレン製シースが用いられている。
【0003】
例えば、プレストレストコンクリート構造物用のシース管において、シース管の内壁に、一定間隔をおいて複数個のリング状溝部が設けられ、このリング状溝部が深さの深いものと浅いものとが隣接して交互に形成され、且つ、隣接する深さの異なるリング状溝部の間に平坦部を設けて構成されるものが知られている(特許文献1参照)。
【特許文献1】特開2004−360177号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
しかし、従来のポリエチレン製シースは、その厚さは強度の点から肉厚の合成樹脂製であるため、全体の重量が重く、更に価格も嵩むものである。従来から、ポリエチレン製のものは、接着材が効かないものであるめ、軽量の金属製薄板との組合せで軽量化と低コスト化とが実現困難であるとされている。本発明に係るPE被覆シースは、このような課題を解決するために提案されたものである。
【課題を解決するための手段】
【0005】
本発明に係るPE被覆シースの上記課題を解決して目的を達成するための要旨は、筒状の金属製シースの外周面に、二液室温硬化型でポリオレフィン素材を接着可能にする接着材による接着材層を介してポリエチレン樹脂製の被覆体を被覆させて成ることである。
【0006】
前記金属製シースと被覆体との間に、加熱線またはステンレス薄膜に絶縁コーティングしてなる面状発熱体が介装されていること、を含むものである。
【0007】
本発明に係るPE被覆シースの製造方法の上記課題を解決して目的を達成するための要旨は、帯状の金属製シースを螺旋状に巻き付けながらその縁部を接続して筒状に形成し、当該筒状の金属製シースの外周面に、片面に接着材を塗布したポリエチレン樹脂製で帯状の被覆体を巻き付けながら固着させて形成することである。
【0008】
前記筒状の金属製シースの外周面に、線状の加熱線またはステンレス薄膜に絶縁コーティングしてなる面状発熱体を巻き付けて、その後に、片面に接着材を塗布した被覆体を前記金属製シースの外周面に巻き付けながら固着させて形成することを含むものである。
【発明の効果】
【0009】
本発明のPE被覆シースとその製造方法によれば、二液室温硬化型でポリオレフィン素材を接着可能にする接着材、即ち、DP−8010クリア(住友スリーエム株式会社製)及びこれの相当品により、金属製の例えば鋼製シースの外周面に、ポリエチレン樹脂製の帯状の被覆体を接着することが可能となり、金属製素材とポリオレフィン素材との合体物が現実にできあがる。よって、薄板の金属製シースと、薄板のポリエチレン(PE)製帯とを一体にすることが可能となったので、従来のPE製シースよりも軽量で低コストのシースができるとともに、コンクリート中に埋設されるシースの、その筒体としての強度も確保される。
【0010】
また、金属製シースと被覆体との間に、加熱線またはステンレス薄膜に絶縁コーティングしてなる面状発熱体等の加熱手段が介装されていることで、例えば、周囲の気温が低い、コンクリートの寒中グラウトにおいて、コンクリート型枠中において鉄筋等に混じって配線される加熱手段の配線作業が飛躍的に省力化され、工期短縮及び工費節減となる。
PE被覆シースの製造方法により、連続して形成することが可能となる。また、前記加熱手段を円筒状の肉部に埋設するシースを、連続的に容易に形成することができる。
【発明を実施するための最良の形態】
【0011】
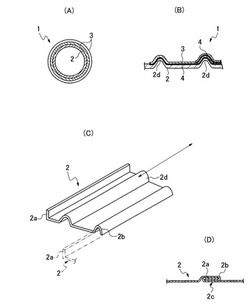
本発明に係るPE被覆シース1は、図1(A),(B)に示すように、筒状の金属製である、例えば、鋼製シース2の外周面に、二液室温硬化型でポリオレフィン素材を接着可能にする接着材による接着材層4を介してポリエチレン樹脂製の被覆体3を被覆させて成るものである。
【0012】
前記被覆体3は、ポリエチレン樹脂(PE)製であり固着前の帯状体である時においては厚さ0.3〜05mmの可撓性の有るものである。前記接着材層4は、ポリエチレン等のポリオレフィン素材の強固な接着に成功した接着材の塗布層であり、製品名:DP−8010クリア(住友スリーエム株式会社製)及びこれの相当品である。その物性は、主剤(基材が変性アクリル、白色、比重0.98、粘度17Pa・s、引火点103℃)と、硬化剤(基材がアミン、白色、比重1.07、粘度27Pa・s、引火点82℃)を、体積比で10:1にて混合する。完全硬化時間が23℃で4時間であり、ガラス転移温度が34℃(TMA法)、1%ひずみ弾性率が480MPa(引張速度は13mm/分)である。また、引張剪断接着強さ(材料破壊)は、高密度ポリエチレンで4.2MPa、低密度ポリエチレンで1.7MPaである。
【0013】
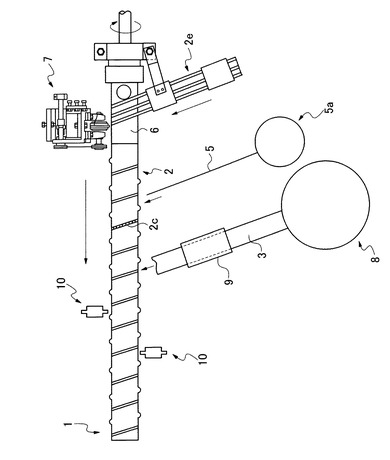
前記接着材層4により、金属製のシース2と、合成樹脂製の被覆体3との一体化が、実用的に可能となったものである。このPE被覆シース1を製造するには、まず、円筒状の鋼製シース2を形成する。その形成方法として、特公平6−85934号に記載の公知の方法によるものであり、本願明細書にその内容が記載されているものとする。その概略は、図1(C)に示すように、帯状の鋼製シース2eの形状を、その長手方向に沿った両端部を略直角に立ち上げた折込片2aと、半楕円形状に屈曲させた折畳片2bとに形成し、中央部には補強用の彎曲部2dを形成し、これをシース用の帯とする。このシース用の帯2eを、図2に示すように、シース形成装置の芯金6に螺旋状に巻き付け、この芯金6とともに回転させる。
【0014】
すると、前記折込片2aと折畳片2bとが嵌合し、その後、かしめ装置7により図1(D)に示すように、ハゼ締めされて連結部2cとなって一体に連結される。こうして、シース用の帯2eが、円筒状の鋼製シース2となる。更に、被覆体供給装置8から帯状の被覆体3が供給され、前記円筒状のシース2の外周面に巻き付けていく。
【0015】
その際に、接着材の塗布装置9により、前記接着材(製品名:DP−8010クリア又はその相当品)を、被覆体3の片面に塗布する。なお、接着材層4を形成する接着材の塗布厚さは任意に設定する。
【0016】
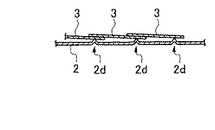
こうして、円筒状の鋼製シース2に前記被覆体3が、図3に示すように、その片側端部を重畳させて、螺旋状に巻き付く。前記被覆体3は、その幅を鋼製シース2の彎曲部2d,2d間のピッチよりも幅広くしてある。この被覆体3で鋼製シース2を完全に被覆して防錆するためであり、また、被覆体3同士の縁部の接着代を確保するためである。その後、押えローラ10によって前記被覆体3を鋼製シース2の外周面に押し付けて、図1(B)に示すように、鋼製シース2の外周面形状になじませて、一体に貼着させる。
【0017】
このようにして形成されたPE被覆シース1は、従来のポリエチレン製シースの重量に比べて、軽量化され、製作コストも低減されるものである。また、シース1の筒体としての強度も確保される。
【0018】
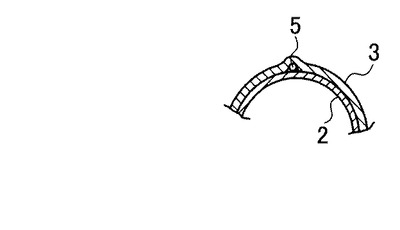
本発明に係るPE被覆シース1の他の実施例として、図2及び図4に示すように、金属製シース2と被覆体3との間に、加熱線5が介装されているものである。加熱線5は、加熱線供給装置5aから繰り出され、円筒状に形成された鋼製シース2の外周面に巻き付けられる。その後、前記被覆体3を巻き付けて被覆する。こうすることで、加熱線5が、鋼製シース2と被覆体3との間に埋設さる。
【0019】
このPE被覆シース1を使用するには、例えば、コンクリート構造物の型枠の中に前記PE被覆シース1を配設して、当該型枠にコンクリートを打設した時に、前記加熱線5に通電させて発熱させると、周囲のコンクリートが熱せられ、コンクリートの養生に害を及ぼすような温度の低下が避けられ、寒中コンクリートの打設作業における養生対策として、容易に対応することができる。
【0020】
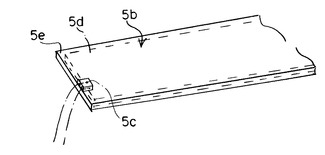
更に、他の実施例として、図5に示すように、上記実施例における加熱線5の代わりに、ステンレス薄膜5dに絶縁コーティング5eしてなる面状発熱体5bを使用するものである。この面状発熱体5bは、電力供給用の銅線5cが超音波等の接続手段でステンレス薄膜5dに接続され、また、他の面に貼り付けやすいように、絶縁コーティング5eの貼着面側に両面テープが貼着されている。この金属製の面状発熱体5bは、比較的安価であり、板状(厚さ約1mm)であるため電気抵抗が全体に均一であって、発熱面積が線状と違い広く、更に、遠赤外線の放出による相乗効果で発熱効果が高い。これにより、通常のニクロム線発熱体の消費電力と比べて4割程度に抑えることができる。
【図面の簡単な説明】
【0021】
【図1】本発明に係るPE被覆シース1の縦断面図(A)、一部横断面図(B)、シースの帯の一部斜視図(C)、連結部2cの断面図(D)である。
【図2】同PE被覆シース1の製造方法を示す概略図である。
【図3】同鋼製シース2に被覆体3を螺旋状に巻き付けた状態の横断面図である。
【図4】同PE被覆シース1の他の実施例の縦断面図である。
【図5】ステンレス薄膜に絶縁コーティングしてなる面状発熱体5bの斜視図である。
【符号の説明】
【0022】
1 PE被覆シース、
2 鋼製シース、
2a 折込部、 2b 折畳部、
2c 連結部、 2d 彎曲部、
2e シースの帯、
3 被覆体、
4 接着材層、
5 加熱線、 5a 加熱線供給装置、
5b 面状発熱体、 5c 銅線、
5d ステンレス薄膜、 5e 絶縁コーティング、
6 芯金、
7 かしめ装置、
8 被覆体供給装置、
9 塗布装置、
10 押えローラ。
【技術分野】
【0001】
本発明は、例えば、プレストレストコンクリート構造物におけるポストテンション用のシース、若しくは、ケーブル類の保護用シースにとして利用されるPE(ポリエチレン、以下同じ)被覆シースとその製造方法に関するものである。
【背景技術】
【0002】
従来、コンクリート構造物にプレストレスを付与するPC鋼材等の緊張材を防錆するシースは、合成樹脂製のポリエチレン製シースが用いられている。
【0003】
例えば、プレストレストコンクリート構造物用のシース管において、シース管の内壁に、一定間隔をおいて複数個のリング状溝部が設けられ、このリング状溝部が深さの深いものと浅いものとが隣接して交互に形成され、且つ、隣接する深さの異なるリング状溝部の間に平坦部を設けて構成されるものが知られている(特許文献1参照)。
【特許文献1】特開2004−360177号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
しかし、従来のポリエチレン製シースは、その厚さは強度の点から肉厚の合成樹脂製であるため、全体の重量が重く、更に価格も嵩むものである。従来から、ポリエチレン製のものは、接着材が効かないものであるめ、軽量の金属製薄板との組合せで軽量化と低コスト化とが実現困難であるとされている。本発明に係るPE被覆シースは、このような課題を解決するために提案されたものである。
【課題を解決するための手段】
【0005】
本発明に係るPE被覆シースの上記課題を解決して目的を達成するための要旨は、筒状の金属製シースの外周面に、二液室温硬化型でポリオレフィン素材を接着可能にする接着材による接着材層を介してポリエチレン樹脂製の被覆体を被覆させて成ることである。
【0006】
前記金属製シースと被覆体との間に、加熱線またはステンレス薄膜に絶縁コーティングしてなる面状発熱体が介装されていること、を含むものである。
【0007】
本発明に係るPE被覆シースの製造方法の上記課題を解決して目的を達成するための要旨は、帯状の金属製シースを螺旋状に巻き付けながらその縁部を接続して筒状に形成し、当該筒状の金属製シースの外周面に、片面に接着材を塗布したポリエチレン樹脂製で帯状の被覆体を巻き付けながら固着させて形成することである。
【0008】
前記筒状の金属製シースの外周面に、線状の加熱線またはステンレス薄膜に絶縁コーティングしてなる面状発熱体を巻き付けて、その後に、片面に接着材を塗布した被覆体を前記金属製シースの外周面に巻き付けながら固着させて形成することを含むものである。
【発明の効果】
【0009】
本発明のPE被覆シースとその製造方法によれば、二液室温硬化型でポリオレフィン素材を接着可能にする接着材、即ち、DP−8010クリア(住友スリーエム株式会社製)及びこれの相当品により、金属製の例えば鋼製シースの外周面に、ポリエチレン樹脂製の帯状の被覆体を接着することが可能となり、金属製素材とポリオレフィン素材との合体物が現実にできあがる。よって、薄板の金属製シースと、薄板のポリエチレン(PE)製帯とを一体にすることが可能となったので、従来のPE製シースよりも軽量で低コストのシースができるとともに、コンクリート中に埋設されるシースの、その筒体としての強度も確保される。
【0010】
また、金属製シースと被覆体との間に、加熱線またはステンレス薄膜に絶縁コーティングしてなる面状発熱体等の加熱手段が介装されていることで、例えば、周囲の気温が低い、コンクリートの寒中グラウトにおいて、コンクリート型枠中において鉄筋等に混じって配線される加熱手段の配線作業が飛躍的に省力化され、工期短縮及び工費節減となる。
PE被覆シースの製造方法により、連続して形成することが可能となる。また、前記加熱手段を円筒状の肉部に埋設するシースを、連続的に容易に形成することができる。
【発明を実施するための最良の形態】
【0011】
本発明に係るPE被覆シース1は、図1(A),(B)に示すように、筒状の金属製である、例えば、鋼製シース2の外周面に、二液室温硬化型でポリオレフィン素材を接着可能にする接着材による接着材層4を介してポリエチレン樹脂製の被覆体3を被覆させて成るものである。
【0012】
前記被覆体3は、ポリエチレン樹脂(PE)製であり固着前の帯状体である時においては厚さ0.3〜05mmの可撓性の有るものである。前記接着材層4は、ポリエチレン等のポリオレフィン素材の強固な接着に成功した接着材の塗布層であり、製品名:DP−8010クリア(住友スリーエム株式会社製)及びこれの相当品である。その物性は、主剤(基材が変性アクリル、白色、比重0.98、粘度17Pa・s、引火点103℃)と、硬化剤(基材がアミン、白色、比重1.07、粘度27Pa・s、引火点82℃)を、体積比で10:1にて混合する。完全硬化時間が23℃で4時間であり、ガラス転移温度が34℃(TMA法)、1%ひずみ弾性率が480MPa(引張速度は13mm/分)である。また、引張剪断接着強さ(材料破壊)は、高密度ポリエチレンで4.2MPa、低密度ポリエチレンで1.7MPaである。
【0013】
前記接着材層4により、金属製のシース2と、合成樹脂製の被覆体3との一体化が、実用的に可能となったものである。このPE被覆シース1を製造するには、まず、円筒状の鋼製シース2を形成する。その形成方法として、特公平6−85934号に記載の公知の方法によるものであり、本願明細書にその内容が記載されているものとする。その概略は、図1(C)に示すように、帯状の鋼製シース2eの形状を、その長手方向に沿った両端部を略直角に立ち上げた折込片2aと、半楕円形状に屈曲させた折畳片2bとに形成し、中央部には補強用の彎曲部2dを形成し、これをシース用の帯とする。このシース用の帯2eを、図2に示すように、シース形成装置の芯金6に螺旋状に巻き付け、この芯金6とともに回転させる。
【0014】
すると、前記折込片2aと折畳片2bとが嵌合し、その後、かしめ装置7により図1(D)に示すように、ハゼ締めされて連結部2cとなって一体に連結される。こうして、シース用の帯2eが、円筒状の鋼製シース2となる。更に、被覆体供給装置8から帯状の被覆体3が供給され、前記円筒状のシース2の外周面に巻き付けていく。
【0015】
その際に、接着材の塗布装置9により、前記接着材(製品名:DP−8010クリア又はその相当品)を、被覆体3の片面に塗布する。なお、接着材層4を形成する接着材の塗布厚さは任意に設定する。
【0016】
こうして、円筒状の鋼製シース2に前記被覆体3が、図3に示すように、その片側端部を重畳させて、螺旋状に巻き付く。前記被覆体3は、その幅を鋼製シース2の彎曲部2d,2d間のピッチよりも幅広くしてある。この被覆体3で鋼製シース2を完全に被覆して防錆するためであり、また、被覆体3同士の縁部の接着代を確保するためである。その後、押えローラ10によって前記被覆体3を鋼製シース2の外周面に押し付けて、図1(B)に示すように、鋼製シース2の外周面形状になじませて、一体に貼着させる。
【0017】
このようにして形成されたPE被覆シース1は、従来のポリエチレン製シースの重量に比べて、軽量化され、製作コストも低減されるものである。また、シース1の筒体としての強度も確保される。
【0018】
本発明に係るPE被覆シース1の他の実施例として、図2及び図4に示すように、金属製シース2と被覆体3との間に、加熱線5が介装されているものである。加熱線5は、加熱線供給装置5aから繰り出され、円筒状に形成された鋼製シース2の外周面に巻き付けられる。その後、前記被覆体3を巻き付けて被覆する。こうすることで、加熱線5が、鋼製シース2と被覆体3との間に埋設さる。
【0019】
このPE被覆シース1を使用するには、例えば、コンクリート構造物の型枠の中に前記PE被覆シース1を配設して、当該型枠にコンクリートを打設した時に、前記加熱線5に通電させて発熱させると、周囲のコンクリートが熱せられ、コンクリートの養生に害を及ぼすような温度の低下が避けられ、寒中コンクリートの打設作業における養生対策として、容易に対応することができる。
【0020】
更に、他の実施例として、図5に示すように、上記実施例における加熱線5の代わりに、ステンレス薄膜5dに絶縁コーティング5eしてなる面状発熱体5bを使用するものである。この面状発熱体5bは、電力供給用の銅線5cが超音波等の接続手段でステンレス薄膜5dに接続され、また、他の面に貼り付けやすいように、絶縁コーティング5eの貼着面側に両面テープが貼着されている。この金属製の面状発熱体5bは、比較的安価であり、板状(厚さ約1mm)であるため電気抵抗が全体に均一であって、発熱面積が線状と違い広く、更に、遠赤外線の放出による相乗効果で発熱効果が高い。これにより、通常のニクロム線発熱体の消費電力と比べて4割程度に抑えることができる。
【図面の簡単な説明】
【0021】
【図1】本発明に係るPE被覆シース1の縦断面図(A)、一部横断面図(B)、シースの帯の一部斜視図(C)、連結部2cの断面図(D)である。
【図2】同PE被覆シース1の製造方法を示す概略図である。
【図3】同鋼製シース2に被覆体3を螺旋状に巻き付けた状態の横断面図である。
【図4】同PE被覆シース1の他の実施例の縦断面図である。
【図5】ステンレス薄膜に絶縁コーティングしてなる面状発熱体5bの斜視図である。
【符号の説明】
【0022】
1 PE被覆シース、
2 鋼製シース、
2a 折込部、 2b 折畳部、
2c 連結部、 2d 彎曲部、
2e シースの帯、
3 被覆体、
4 接着材層、
5 加熱線、 5a 加熱線供給装置、
5b 面状発熱体、 5c 銅線、
5d ステンレス薄膜、 5e 絶縁コーティング、
6 芯金、
7 かしめ装置、
8 被覆体供給装置、
9 塗布装置、
10 押えローラ。
【特許請求の範囲】
【請求項1】
筒状の金属製シースの外周面に、二液室温硬化型でポリオレフィン素材を接着可能にする接着材による接着材層を介してポリエチレン樹脂製の被覆体を被覆させて成ること、
を特徴とするPE被覆シース。
【請求項2】
金属製シースと被覆体との間に、加熱線またはステンレス薄膜に絶縁コーティングしてなる面状発熱体が介装されていること、
を特徴とするPE被覆シース。
【請求項3】
帯状の金属製シースを回転する芯金に螺旋状に巻き付けながらその縁部を接続して筒状に形成し、当該筒状の金属製シースの外周面に、片面に二液室温硬化型でポリオレフィン素材を接着可能にする接着材を塗布したポリエチレン樹脂製で帯状の被覆体を巻き付けながら固着させて形成すること、
を特徴とするPE被覆シースの製造方法。
【請求項4】
筒状の金属製シースの外周面に線状の加熱線またはステンレス薄膜に絶縁コーティングしてなる面状発熱体を巻き付けて、その後に、片面に接着材を塗布した被覆体を前記金属製シースの外周面に巻き付けながら固着させて形成すること、
を特徴とする請求項3に記載のPE被覆シースの製造方法。
【請求項1】
筒状の金属製シースの外周面に、二液室温硬化型でポリオレフィン素材を接着可能にする接着材による接着材層を介してポリエチレン樹脂製の被覆体を被覆させて成ること、
を特徴とするPE被覆シース。
【請求項2】
金属製シースと被覆体との間に、加熱線またはステンレス薄膜に絶縁コーティングしてなる面状発熱体が介装されていること、
を特徴とするPE被覆シース。
【請求項3】
帯状の金属製シースを回転する芯金に螺旋状に巻き付けながらその縁部を接続して筒状に形成し、当該筒状の金属製シースの外周面に、片面に二液室温硬化型でポリオレフィン素材を接着可能にする接着材を塗布したポリエチレン樹脂製で帯状の被覆体を巻き付けながら固着させて形成すること、
を特徴とするPE被覆シースの製造方法。
【請求項4】
筒状の金属製シースの外周面に線状の加熱線またはステンレス薄膜に絶縁コーティングしてなる面状発熱体を巻き付けて、その後に、片面に接着材を塗布した被覆体を前記金属製シースの外周面に巻き付けながら固着させて形成すること、
を特徴とする請求項3に記載のPE被覆シースの製造方法。
【図1】



【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2008−138499(P2008−138499A)
【公開日】平成20年6月19日(2008.6.19)
【国際特許分類】
【出願番号】特願2007−27892(P2007−27892)
【出願日】平成19年2月7日(2007.2.7)
【出願人】(502042056)株式会社ウエックスジャパン (6)
【Fターム(参考)】
【公開日】平成20年6月19日(2008.6.19)
【国際特許分類】
【出願日】平成19年2月7日(2007.2.7)
【出願人】(502042056)株式会社ウエックスジャパン (6)
【Fターム(参考)】
[ Back to top ]