
PFA多孔質シート
【課題】 PFA(テトラフルオロエチレン・パーフルオロアルキルビニルエーテル共重合体)フィラメント群からなる多孔質シートの引張強度や比表面積が増大した、マイクロフィラメントからなるPFA多孔質シートに関する。
【解決手段】 平均フィラメント径が10μm以下のPFAからなるフィラメント群と、個々のフィラメントが、平均フィラメント径以下のPFA微粒子を多数含むことを特徴とする、PFA多孔質シートおよびその製造手段。
【解決手段】 平均フィラメント径が10μm以下のPFAからなるフィラメント群と、個々のフィラメントが、平均フィラメント径以下のPFA微粒子を多数含むことを特徴とする、PFA多孔質シートおよびその製造手段。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、10μm以下のPFA(テトラフルオロエチレン・パーフルオロアルキルビニルエーテル共重合体)からなるフィラメント群と、個々のフィラメントが、このフィラメント径以下のPFA微粒子を多数有することを特徴とするPFA多孔質シートに関し、PFA微粒子を多数含むことにより、シートとしての強度や比表面積が増大した、マイクロフィラメントからなるPFA多孔質シートに関する。
【背景技術】
【0002】
フッ素系ポリマーは、耐熱性が高く、耐薬品性が良く、優れた耐候性を示し、電気的諸特性にも優れ、表面が非粘着性で摩擦係数が小さいことなど、優れた特性を多く持ち有用な機能性ポリマーである。その代表格である、ポリテトラフルオロエチレン(PTFE)の耐熱性は一番高いが、溶融成形が困難であり、実用的に制限される場合が多い。PFAは溶融成形が可能であることより、PTFEに代わって多くの分野で高機能のポリマーとして使用されている。PFAからなる多孔質シートは、そのポリマーが有する高機能を有する多孔質シートとして各方面で有用されている。特に、その耐薬品性が良いことや、電気的特性が良いことより、医療用分野や精密電気機器の分野で注目されている。それらの多孔質シートで、構成するPFAフィラメントの繊維径を小さくし、10μ以下のマイクロフィラメントにすることによって、多孔質シートが薄くなり、比表面積が増すので、より有用な素材として、それらの分野で要望されていた。しかし、PFA多孔質シートは、その構成するポリマーの強度が強いにもかかわらず、ポリマーの非粘着性、摩擦係数が小さいことより、フィラメント間の摩擦係数が小さいために多孔質シートとしての強度が小さいことが問題となるケースが多かった。
【0003】
本発明者は、マイクロフィラメントからなるPFA多孔質シートを既に実現している(国際公開公報WO2008/084797A1)。本発明は、この多孔質シートのフィラメント径を更に細くし、しかも、多孔質シートの引張強度アップする手段を提供する。
【0004】
一方、本発明は赤外線加熱によるフィラメントの延伸技術に関するものであり、しかも減圧下での延伸に関する発明者の先出願(国際公開公報WO2008/084797A1)がある。本発明は、これらの技術をさらに改良し、PFA多孔シートに有効に適応できるようにしたものである。
【0005】
なお、繊維径をナノオーダにまで細くする技術として、ES法(You Y., et, al 「Journal of Applied Polymer Science、vol.95、p.193−200、2005年」がある。しかし、ES法はポリマーを溶剤に溶かして高圧電圧をかける方法であり、PFAのように適当な溶剤が無い場合には適応できず、また、ES法によるウェブは、繊維径以上のダマが多く存在することも欠点となることが多かった。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】国際公開公報WO2008/084797A1(第1−2頁、図1―3)
【非特許文献】
【0007】
【非特許文献1】You Y., et, al 「Journal of Applied Polymer Science、vol.95、p.193−200、2005年、(米国)。
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明は、本発明者の従来技術をさらに発展させたものであって、その目的とするところは、PFA多孔質シートの強度を増し、比表面積を増して、安定した多孔質シートとして取り扱い易くしたものである。また他の目的は、PFA多孔質シートを生産性良く安定して製造できる手段を提供することにある。
【課題を解決するための手段】
【0009】
本発明は上記の目的を達成するためになされたものであって、そのPFA多孔質シートとしての特徴は次の通りである。本発明は、前記PFA多孔質シートが、平均フィラメント径が10μm以下のPFAからなるフィラメント群と、個々のフィラメントが平均フィラメント径以下のPFA微粒子を多数含むことを特徴とする、PFA多孔質シートに関する。また本発明は、前記PFAフィラメントが1μm未満のnmの平均フィラメント径を有することを特徴とする、前記PFA多孔質シートに関する。さらに本発明は、前記微粒子が融解されて、微粒子とフィラメント、および微粒子相互間が融着されていることを特徴とする、前記PFA多孔質シートに関する。
【0010】
また本発明は、上記PFA多孔質を安定して製造する手段を提供するものであり、その製造手段としての特徴は次の通りである。本発明は、多錘のPFA原フィラメントがP1気圧下において送出手段によって送り出されて行く工程と、原フィラメント群がオリフィス中を通過して、P2気圧下(P1>P2)の延伸室へ導かれる工程と、延伸室において、このオリフィスを通過してきた原フィラメント群が、炭酸ガスレーザービームを照射されることによって加熱され、P1からP2の気圧差によって生ずるオリフィスからの気体の流れによって生ずる牽引力によって延伸される工程と、延伸されたフィラメント群を集積する工程と、を有することによって平均フィラメント径が10μm以下のPFAフィラメント群と平均フィラメント径以下のPFA微粒子を多数含むシートとされることを特徴とする、PFA多孔質シートの製造方法に関する。また本発明は、前記P1が大気圧であり、前記P2が減圧下であることを特徴とする、前記PFA多孔質シートの製造方法に関する。また本発明は、前記オリフィスを出た多錘の原PFAフィラメント群が、延伸室全体を回転させることによってレーザービームが均一に当たる個所を探された後に、延伸を始められることを特徴とする、前記PFA多孔質シートの製造方法に関する。また本発明は、前記炭酸ガスレーザービームの中心が、前記オリフィスの出口より30mm以内で前記原フィラメントに照射されることを特徴とする、前記PFA多孔質シートの製造方法に関する。また本発明は、前記炭酸ガスレーザービームビームが、前記原フィラメントの中心でフィラメントの軸方向に沿って上下4mm以内の範囲に照射されることを特徴とする、前記PFA多孔質シートの製造方法に関する。また本発明は、前記延伸されたフィラメント群と多数の微粒子の集積が前記延伸室内で走行しているコンベアによって行われることを特徴とする、前記PFA多孔質シートの製造方法に関する。また本発明は、前記延伸されたフィラメント群と多数の微粒子の集積が、前記延伸室内の巻取機の回転軸を中心に巻き取られ、この回転軸の外側に、延伸されたフィラメント群が降下してくる巾に対応した巾を持ち、回転軸に沿って湾曲している壁を有する捕集ガイドによってフィラメント群等を有効に回転軸に巻きつけるのを補助することを特徴とする、前記PFA多孔質シートの製造方法に関する。さらに本発明は、前記微粒子を含む前記多孔質シートが、270℃以上で熱処理されることにより、この微粒子が融解して、該微粒子と該フィラメント、および微粒子相互間が融着されることを特徴とする、前記PFA多孔質シートの製造方法に関する。
【0011】
本発明は、PFAフィラメントからなる多孔質シートに関する。PFAは、フッ素系ポリマーの1種で、ポリテトラフルオロエチレンに近い耐熱性を有し、耐薬品性が良く、優れた耐候性を示し、電気的諸特性にも優れ、表面が非粘着性で摩擦係数が小さいことなど、優れた特性を多く持っているので、それらの機能が要望される多くの分野で使用されている。特に150℃から260℃において優れた引張強度を有するので、溶融紡糸などの溶融成形が困難なPTFEに代わって、多くの分野で高機能のポリマーとして使用されている。なお、本発明のPFAポリマーには、PFAを85%(重量パーセント)以上含む場合を含んでいるものとする。これらの含有量は、赤外線分析装置等により決定される。
【0012】
本発明のPFA多孔質シートは、その構成するフィラメント群が10μm以下のマイクロフィラメントであることを特徴とする。フィラメントは、実質的に連続した長さを有する繊維の1種であるが、通常、50mm程度より小さく短繊維と呼ばれているものより長く、100mm以上であり、特に本発明では、繊維径が小さいので、そのアスペクト比(長さ/径)は非常に大きい。本発明のフィラメントは、平均フィラメント径が10μm以下のフィラメントからなることを特徴とし、望ましくは3μm以下、最も好ましくは1μmに達しないナノフィラメントからなることを特徴とする。フィラメント径(平均フィラメント径)は、数千―1万倍の電子顕微鏡下で、100本のフィラメントを数えて、算術平均して求める。本発明のフィラメント径が小さいことより、一定面積でのフィラメント数が大きくなり、また、比表面積の大きな多孔質シートとしての特徴がある。また本発明の多孔質シートは、他の微細繊維からなる多孔質シートであるES法から得られる不織布やメルトブロー不織布に比較して、フィラメント径が非常に均一であることも特徴の一つである。
【0013】
不織布は、通常、何らかの繊維間の交絡を行ってシート状にされている多孔質シートである。本発明では、フィラメント径が非常に小さいので、単位重量あたりのPFAフィラメント数が極端に多い。したがって、特に交絡工程を設けなくても、メルトブローン不織布同様、PFAフィラメントを集積する際にフィラメントが絡み合い、簡単なプレス程度でシート化されて使用することもできる。勿論、通常の不織布で行われている、熱エンボスやニードルパンチ、ウオータジェット、接着剤接合等の手段を用いることもでき、用途によって選択される。極細繊維不織布の大きな用途であるフィルター用途では、不織布をエレクトレット加工することで、捕集効率を桁違いに大きくすることができ、本発明の不織布も、エレクトレット加工してフィルター分野に向けることができる。
【0014】
PFAからなる多孔質シートは、そのポリマーが有する高機能を有する多孔質シートとして各方面で有用されている。特に、その耐薬品性が良いことや、電気的特性が良いことより、医療用分野や精密電気機器の分野で注目されている。それらの多孔質シートで、構成するPFAフィラメントの繊維径を小さくし、10μ以下のマイクロフィラメントにすることによって、多孔質シートが薄くなり、比表面積が増すので、より有用な素材として、それらの分野で要望されていた。しかし、PFA多孔質シートは、その構成するポリマーの強度が強いにもかかわらず、ポリマーの非粘着性、摩擦係数が小さいことより、フィラメント間の摩擦係数が小さくために多孔質シートとしての強度が小さいことが問題となるケースがあった。
【0015】
本発明の多孔質シートは、それを構成する個々のフィラメントとは別に、フィラメント径以下のPFA微粒子を多数含むことを特徴とする。通常のスパンボンド不織布やメルトブロー不織布などの紡糸直結型の不織布においては、ダマまたはショットと呼ばれるつぶ、又は粒子が存在する。しかし、これらのダマ等と呼ばれるものは、フィラメント径より数倍以上、通常、10倍以上あり、不織布の欠陥として扱われる。本発明の微粒子は、径がフィラメント径より小さく、後記するように、多孔質シートにおいて種々の利点をもたらすものである。本発明における微粒子は通常球形で、その径(平均径)が多孔質シートを構成するフィラメント径(平均フィラメント径)以下であることを特徴とする。本発明における平均フィラメント径は、10μm以下であること特徴とするので、その平均粒子径も10μm以下であり、通常1μm未満で、数10nmから数100nmの径を有するナノ粒子からなる。このように本発明の微粒子は粒子径が小さいので、本発明の多孔質シートの比表面積を非常に大きくすることに貢献する。粒子径(平均粒子径)は、数千―1万倍の電子顕微鏡下で、顕微鏡下に示される寸法ゲージにより、100個の粒子の径を測定して算術平均で求める。また、多数とは、「10,000倍の電顕視野下で、1本のフィラメントに対して複数の微粒子が確認されることをいう。多数存在することによって、微粒子とフィラメント間、または微粒子相互間が融着することによって、本発明の目的である多孔質シートの強度アップや比表面積の増大などの効果が期待できないからである。さらに本発明における微粒子は、その粒子径が揃っていることも特徴の一つで、このこともスパンボンド不織布やメルトブロー不織布の「だま」あるいはショットとは異なる点である。
【0016】
本発明におけるPFA微粒子は、熱処理されることにより融解されて、微粒子とフィラメント、および微粒子相互間が融着されて、多孔質シートとして一体化されていることを特徴とする。非粘着で摩擦係数の小さいPFAフィラメントからなる多孔質シートも、このように融着されて一体化されることにより、シートとしての引張強度を高め、寸法安定性のあるシートとなる。
【0017】
本発明のPFA多孔質シートは、本発明者の先願発明である特許文献1の炭酸ガスレーザービームとオリフィス間の気圧差を利用したフィラメントの超高倍率延伸手段をPFAフィラメントに応用したものである。PFA原フィラメントは、数10μmから数100μmの太いフィラメント径から、数万倍から数十万倍に超延伸されて、数ミクロンメータから数十nmに至る極細フィラメントとなり、延伸されたフィラメント群は集積されて、多孔質シートとなる。本発明におけるPFA原フィラメントとは、既にフィラメントとして製造されて、リール等に巻き取られたものである。また紡糸過程において、溶融または溶解フィラメントが冷却や凝固によりフィラメントとなったものを紡糸過程に引き続き使用され、本発明の原フィラメントとしうる。ここでフィラメントとは、実質的に連続した繊維であり、数mmから数十mmの長さである短繊維とは区別される。原フィラメントは、単独で存在することが望ましいが、数本ないし数十本に集合されていても使用することができる。
【0018】
本発明においは、フィラメントの送出手段から送り出された原フィラメントについて延伸が行われる。送出手段は、ニップローラや数段の駆動ローラの組み合わせなどの一定の送出速度でフィラメントを送り出すことが出来るものであれば種々のタイプのものが使用できる。
【0019】
多錘のPFA原フィラメントがP1気圧下で送出手段によって送り出されて、オリフィス中を通過して、P2気圧下(P1>P2)の延伸室へ導かれ。オリフィスを通過してきた原フィラメント群が、炭酸ガスレーザービームを照射されることによって加熱され、P1からP2の気圧差によって生ずる気体の流れによって生ずる牽引力によって延伸される。なお、この原フィラメント群が送り出されてくる際の圧力P1が大気圧であり、延伸室における圧力P2が減圧下であることは、装置を簡便にできるので、好ましい態様の一つである。P1を加圧下、P2を減圧下にすると、P2の減圧度をそれほど大きくすることなく、P1とP2の差圧を大きくできるので、これも好ましい態様の一つである。なお延伸室は、オリフィスの出口で、レーザービームによって原PFAフィラメントが延伸される狭義の延伸室と、延伸されたフィラメントが集積される狭義のフィラメント集積室に分ける場合もあるが、狭義の延伸室と狭義のフィラメント集積室は一体的に結合されて、同一気圧に保たれ、広義の延伸室を構成している。
【0020】
なおP1またはP2は、通常室温の空気が使用される。しかし、原フィラメントを予熱したい場合や、延伸したフィラメントを熱処理したい場合は、加熱エアーが使用される場合もある。
【0021】
本発明における原フィラメント供給室と延伸室は、オリフィスによってつながっている。オリフィス中では、原フィラメントとオリフィス内径との間の狭い隙間に、P1>P2の圧力差で生じた高速気体の流れが生じる。この高速気体の流れを生じるために、オリフィスの内径Dと繊維の径dとは、あまり大きくかけはなれてはならない。実験結果、D>dであって、D<30d、好ましくはD<10d、さらに好ましくはD<5dであってD>2dであることが最も好ましい。
【0022】
上記におけるオリフィス内径Dは、オリフィスの出口部における径をいう。但し、オリフィス断面が円では無い場合、一番狭い部分の径をDとする。同様に、フィラメントの径も、断面が円ではない場合、一番小さい径の値をdとし、断面の最も小さい箇所を基準に10カ所を測定して算術平均する。また、オリフィスの内径は、均一な径ではなく、テーパ状で出口において狭くなる形状も好ましい。なお、オリフィスの出口は、通常、原フィラメントが上から下へ通過するので、縦に配置されたオリフィスの下方が出口となるが、下から上へ原フィラメントが通過する場合は、オリフィスの上方に出口がある。同様に、オリフィスが横に配置されて、原フィラメントが横方向に通過する場合は、オリフィスの横方向に出口がある。
【0023】
上記のように、オリフィス内を高速の気体が流れるので、オリフィスの内部は抵抗の少ない構造が望ましい。本発明のオリフィスの形状は、1本1本独立したものも使用されるが、板状物に多数の孔を開けて多錘のオリフィスとすることもできる。オリフィスの内部の断面も円形のものが望ましいが、複数のフィラメントを通過させる場合や、フィラメントの形状が楕円やテープ状の場合には、断面が楕円や矩形のものも使用される。また、オリフィス入り口では、原フィラメントを導入しやすいように大きく、出口部分のみ狭い形状が、フィラメントの走行抵抗を小さくし、オリフィスの出口からの風速も大きくできるので好ましい。
【0024】
本発明におけるオリフィスは、本発明人らによる従来の延伸前の送風管とは役割を異にしている。従来の送風管は、レーザーをフィラメントの定位置に当てる役目であり、できるだけ抵抗少なく、定位置に原フィラメントを搬送する役目であった。本発明はそれにプラスすることの、高速の気体流が原フィラメント供給室の気圧P1と延伸室の気圧P2の気圧差によって発生する点で異なる。なお、通常のスパンボンド不織布製造においては、エアーサッカー等によって溶融フィラメントに張力を与えられる。しかし、スパンボンド不織布製造におけるエアーサッカーと本発明におけるオリフィスとは、その作用機構と効果が全く異なる。スパンボンド法では、溶融フィラメントをエアーサッカー内の高速流体で送られ、エアーサッカー内でそのフィラメント径の細化の殆どが完了する。それに対して、本発明では固体の原フィラメントがオリフィスで送られ、オリフィス内ではフィラメントの細化は始まらず、オリフィスを出た所でレーザービームが照射されることによって、始めて延伸が開始される。またスパンボンド法では、エアーサッカー内に高圧エアーを送りこむことにより高速流体を発生させるが、本発明では、オリフィス前後における部屋の気圧差でオリフィス内の高速流体を発生させる点で異なる。またその効果も、スパンボンド法では、せいぜい10μm前後のフィラメント径しか得られないのに対して、本発明では1μm未満のナノフィラメントが得られるという大きな効果が得られる点が異なる。
【0025】
本発明においては、オリフィス内での流速は、50m/sec以上であることが好ましく、100m/sec以上であることがさらに好ましく、最も好ましくは、200m/sec以上である。これらの流速は、原料フィラメントの素材、目的とするフィラメント径等によって決められる。
【0026】
オリフィスから送り出されてきた原フィラメントは、オリフィスの出口で、炭酸ガスレーザービームによって加熱され、オリフィスからの高速流体によってフィラメントに与えられる張力によって、原フィラメントは延伸される。オリフィスの直下とは、実験結果、炭酸ガスレーザービームの中心がオリフィス先端より30mm以下、好ましくは10mm以下、5mm以下であることが最も好ましい。オリフィスから離れると、原フィラメントが振れ、定位置に収まらず、炭酸ガスレーザービームに安定して捉えられないからである。またオリフィスからの高速気体によってフィラメントに与えられる張力が、オリフィスから離れることによって弱くなり、また安定性も小さくなるからと思われる。
【0027】
本発明は、原フィラメントが炭酸ガスレーザービームによって加熱されて延伸されることを特徴とする。本発明の炭酸ガスレーザービームは、10.6μm前後の波長を有している。レーザーは、照射範囲(ビーム)を小さく絞り込むことが可能であり、また、特定の波長に集中しているので、無駄なエネルギーも少ない。本発明の炭酸ガスレーザーは、パワー密度が50W/cm2以上、好ましくは100W/cm2以上、最も好ましくは、180W/cm2以上である。狭い延伸領域に高パワー密度のエネルギーを集中することによって、本発明の超高倍率延伸が可能となるからである。
【0028】
本発明の原フィラメントは、炭酸ガスレーザービームにより延伸適温に加熱されるが、延伸適温に加熱される範囲がフィラメントの中心でフィラメントの軸方向に沿って、上下4mm(長さ8mm)以内であることが好ましく、さらに好ましくは上下3mm以下、最も好ましくは上下2mm以下で加熱される。このビームの径は、走行するフィラメントの軸方向に沿って測定する。本発明においては、原フィラメントが複数本であるので、原フィラメントの軸方向で測定される。本発明は、狭い領域で急激に延伸されることにより、高度に極細化され、ナノ領域までに細くした延伸を可能にし、しかも超高倍率延伸であっても、延伸切れを少なくすることができた。なお、この炭酸ガスレーザービームが照射されるフィラメントがマルチフィラメントである場合は、上記のフィラメントの中心は、マルチフィラメントのフィラメント束の中心を意味する。
【0029】
オリフィスを出た多錘の原PFAフィラメント群は、レーザービームを照射されることによって延伸される。その際、多錘の原フィラメント群に均一にレーザービームが当たる必要がある。その手段として、延伸室全体を微細に回転させながら原フィラメント群の全てが均一に延伸される好適な位置を探る。その好適な回転位置において延伸を始めることが好ましい。なお、延伸室全体は、回転ばかりでなく、横方向(X方向)、ビームの照射方向(Y方向)、高さ方向(Z方向)へも微細に移動させることで、好適な位置が探られる。
【0030】
本発明の延伸されたフィラメントの集積装置として、走行するコンベアが使用される。コンベア上に集積され、積層されることによって、極細フィラメントの集積体または多孔質シートとして巻き取ることもできる。このようにすることにより、ナノフィラメントからなる多孔質シートを製造することができる。本発明のコンベアとして、網状の移動体が通常使用されるが、ベルトやシリンダ上に集積させてもよい。
【0031】
また、本発明によって延伸された多錘の極細フィラメントは、走行している布状物上に集積されることによって、この布状物と積層された積層体を製造することができる。特に、ナノフィラメントからなる集積体または多孔質シートは、構成するフィラメントが非常に細いために取り扱いが困難であるが、このように布状物と積層されることにより取り扱いが安定する。また用途においても、市販のスパンボンド多孔質シート等と積層されることにより、フィルター等の用途にそのまま使用することもできる。布状物として、織物、編物、不織布、フェルト、紙などが使用される。また、フィルムを走行させてその上に集積させてもよい。
【0032】
本発明の延伸されたフィラメントの集積装置として、フィラメント群やシート等の巻取装置も使用される。延伸されて下降してくるフィラメント群の巾に相当した紙管やアルミ管の管状物が回転軸として取り付けられた巻取機で、これらの管状物の上に延伸されたフィラメントは集積され、捕集されて巻き取られていく。
【0033】
本発明の集積装置として巻取機を用いた場合、巻取軸に沿って湾曲している壁からなる捕集ガイドを設けることが望ましい。この捕集ガイドは、回転軸の外側に多錘の延伸されたフィラメント群が降下してくる巾に対応した巾を持つ。対応した巾とは、フィラメント群が下降して巾より広く、好ましくは50mm前後、さらに好ましくは100mm前後に両側に広いことが最も好ましい。オリフィスから高速エアーと共に走行してくる延伸されたフィラメントが巻取軸に巻きつかれて行く場合、高速エアーが巻取軸で反射して周囲へ飛散し、巻取軸上のフィラメントの集積状態が乱れる場合があるが、この捕集ガイドの壁によって高速エアーが巻取機の回転軸方向に曲げられ、延伸されたフィラメントの飛散を防ぐことができる。巻取軸から捕集ガイドの壁までの距離は、500mm以下、好ましくは200mm以下、100mm以下であることが最も好ましい。
【0034】
コンベア上に集積された延伸されたフィラメント群は、熱処理されてシートを形成されることが望ましい。このように熱処理されることにより本発明の微粒子が融解し、寸法安定性と熱安定性を備えた多孔質シートシートとすることができる。そして、この多孔質シートシートは、延伸室内に設けられているシート巻取装置に巻き取られることが望ましい。熱処理は、熱風循環されている空間中に多孔質シートを通過させることや、誘導加熱等で加熱されているロール上を通過させることで行われる。本発明のPFA多孔質シートの熱処理温度は少なくと270℃以上であることにより、微粒子が融解されて、微粒子とフィラメント、および微粒子相互間が融着されて、引張強度が高く寸法安定性の高いPFA多孔質シートとなる。
【0035】
本発明において延伸されたフィラメントは、全てフィラメントと表現するが、延伸された結果、上記ファイバーの領域に属するものも含まれる。本発明における延伸されたフィラメントは、殆どの場合、延伸切れすることなく数分以上延伸されるので、フィラメントの長さも数m以上であり、フィラメント径dが小さいことを考慮すると、実質的に連続フィラメントと見なすことができる場合が殆どである。しかし、条件によっては、上記ファイバーの領域に属する短繊維も製造することができる。
【0036】
本発明における多孔質シートは、延伸されたPFA極細フィラメントを走行するコンベア上や巻取軸上に集積することによって製造される。極細フィラメントからなる多孔質シートは、不織布と表現してもよいが、本発明では微粒子を伴い、不織布とは異なる側面も有するので、多孔質シートと表現したが、不織布と同様の形態や機能も有する。不織布は近年、単に織物の代替というだけではなく、不織布独特の特性が注目されて、種々の業界で需要が活発化している。その中で、極細繊維の多孔質シートとして、メルトブローン不織布があり、溶融フィラメントを熱風で吹き飛ばすことで3μm前後のフィラメントとし、コンベア上に集積させて多孔質シートにしたものが、エアーフィルターを中心に使用されている。しかし、このメルトブローン不織布を構成するフィラメントは、0.1cN/dtex前後と、通常の未延伸繊維よりも弱い強度であり、また、ショットまたはダマと呼ばれる樹脂の小さい塊が多数存在する欠点も有する。本発明の延伸されたPFAフィラメントからなる多孔質シートは、メルトブローン不織布と同様の3μm前後のフィラメント径や、さらにそれ以下のナノフィラメントの領域までのフィラメント径を有していながら、PFAフィラメントが高度に分子配向しているので、通常の延伸された合成繊維に近い強度を有している。しかも、ショットやダマを全く含まない多孔質シートとすることができる。本発明の多孔質シートは、極細フィラメントであることによる緻密な生地や光沢、軽量、断熱、撥水などの性能アップの効果を有する。また本発明のPFAフィラメントからなる多孔質シートは、フィラメント径が細くて均一なため、比表面積が大きいという特徴を有する。なお、背景技術の項で記載したように、PFAフィラメントからなるスパンボンド不織布については、従来種々検討されているが、本発明のフィラメントは、それらのスパンボンド不織布より、強度があってフィラメント径が小さい。
【0037】
本発明は炭酸ガスレーザービームによって、原フィラメントを超高倍率に延伸することによって、極細フィラメントを製造することを目的とする。本発明における極細フィラメントは、原フィラメントが100倍以上に延伸されて極細化されたフィラメントをいう。その極細フィラメントのうち、フィラメント径が1μm未満のものを特にナノフィラメントという。本発明においては、原フィラメントを延伸倍率が10,000倍以上にすることにより、100μm以上の径の原フィラメントからでもナノフィラメントが得ることができる点に特徴がある。
【0038】
本発明における延伸倍率λは、原フィラメントの径doと延伸後のフィラメントの径dより、下記の式で表される。この場合、フィラメントの密度は一定として計算する。繊維径の測定は、走査型電子顕微鏡(SEM)で、原フィラメントは350倍、延伸されたフィラメントは1000倍またはそれ以上の倍率での撮影写真に基づき、100点の平均値で行う。
λ=(do/d)2
【0039】
本発明における延伸フィラメントは、フィラメント径が揃っていることを特徴とする。フィラメント径分布は、上記SEM写真から測長用ソフトでフィラメント径を100箇測定して求めた。またそれらの測定値より、標準偏差を求め、フィラメント径分布の尺度とした。また、この測定法によりフィラメント径の平均値が求めらている場合は、本発明の平均フィラメント径として採用する。
【0040】
本発明における延伸フィラメントは延伸されることにより分子配向し、熱的にも安定している。本発明の延伸フィラメントはフィラメント径が非常に小さいので、フィラメントの分子配向を測定することは困難である。本発明の延伸フィラメントは、単に細くなっただけではなく、分子配向も生じていることが、熱分析の結果により示唆されている。原フィラメントや延伸フィラメントの示差熱分析(DSC)測定は、株式会社リガク製THEM PLUS2 DSC8230Cにより、昇温速度10℃/minで測定した。
【発明の効果】
【0041】
本発明は、マイクロフィラメントからなるPFA多孔質シートにおいて、PFA微粒子を伴うことを特徴とする。この微粒子はフィラメント径より小さいので、多孔質シートとしての比表面積が大きくなる。比表面積は、単位重量当たりの表面積である。本発明の微粒子はフィラメント径より小さく、通常、フィラメント径の1/10から1/5の径であることより、必然的に比表面積が大きくなる。
【0042】
本発明のPFA微粒子は、融解することにより、微粒子とフィラメント、また微粒子相互間を接合する接着剤効果として機能し、多孔質シートの機械的強度アップに寄与する。従来、不織布のフィラメント間接合を強化する目的で、接着剤が使用されている。しかし、後から接着剤を付与する方法では、コストアップであり、また、エマルジョンや溶剤系の接着剤では、多孔質シート全体に膜が張り、通気性を損ねる欠点となる。また、粉末系の接着剤では、微粉末の接着剤はフッ素系では存在しないし、存在してもコストが高い、さらにこの粉末接着剤を多孔質シートに均一付着することが困難である。それに対して、本発明のPFA微粒子は、多孔質シートに本来的に付随して生成し、均一に多孔質シート中に存在するので、微粒子を融解してなる多孔質シートは、均一で微細な孔を多数もつ微多孔シートとなる。本発明によって得られた多孔質シートは、フィルターや各種セパレータ、水を通さない衣類等の高機能多孔質シートとして使用される。
【0043】
従来のナノファイバーの生産方式であるES法は、ポリマーを溶剤に溶かす作業や出来た製品から脱溶剤をする必要があり、製造法において煩雑であり、コストアップである。また出来た製品も、ダマやショットと呼ばれる樹脂の固まりが生じること、フィラメント径の分布が広いなど、フィラメントの品質的にも問題であった。また出来たファイバーも、ショートファイバー(短繊維)で、長さ数mmからせいぜい数10mmと云われている。また、本発明のPFAポリマーに対しては有効な溶剤がないので、PFAのマイクロファイバーからなる不織布には適用不可能である。このように他の手段では製造が困難であるので、本発明のPFA多孔質シートは、非常に有益な機能性シートとなる。
【0044】
本発明は、特殊で高精度・高レベルな装置を必要とせずに、簡便な手段で容易に分子配向が向上したPFA極細フィラメントが得られる。本発明では、延伸されたフィラメントを直接巻取機に巻き取って多孔質シートとすることができることも特徴とする。また本発明においては、PFAフィラメントは、10,000倍以上の延伸倍率を可能にし、1μm未満のナノフィラメントの領域に至る超極細のフィラメントを製造できた。また、出来たフィラメント径の分布も、ナノフィラメント域の平均フィラメント径であるにもかかわらず、標準偏差が0.5以下と非常に狭い極細フィラメントを得ることができた。
【0045】
本発明における炭酸ガスレーザービームによる超延伸法では、延伸張力が与えられる高速気体流の発生手段として、オリフィス前後における圧力差を利用する。そのために高速気体流の流れが非常に安定し、それによって、単にナノフィラメントが得られるばかりでなく、生産性においても安定した連続運転を可能にした。本発明では、多錘の原フィラメントを、簡便な手段で安定して延伸できる手段を提供することができた。レーザービームは、高価であるので、多数のビームを用意することはコストアップであるばかりでなく、レーザービームは、安全性の面でも、また、振動等の外的刺激に非常に敏感な超精密機器を用いることより、多数セットのレーザー発振装置を用いることは得策ではない。本発明においては、一つの炭酸ガスレーザービームより、多錘の原フィラメントの延伸を可能にしたことに特徴がある。さらに本発明は、閉鎖系の密閉室で行うことができるので、開放系で行うメルトブロー法やES法に比べ、得られたナノファイバーの大気中への飛散を防ぐことができ、作業環境の安全性が高い。
【図面の簡単な説明】
【0046】
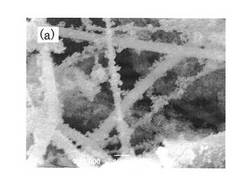
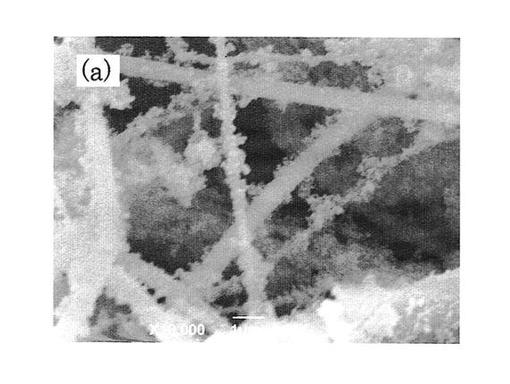
【図1】本発明の多数のPFA微粒子を伴ったPFAフィラメントからなる多孔質シートの電子顕微鏡写真(倍率10,000)。
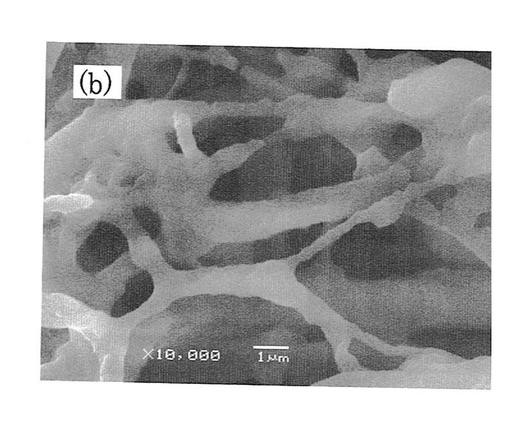
【図2】本発明のPFA微粒子が熱処理によって融解して、フィラメントや他の微粒子と融着している状態の電子顕微鏡写真(倍率10,000)。
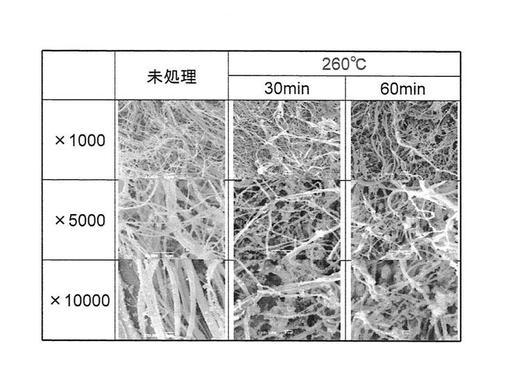
【図3】本発明の多数のPFA微粒子が260℃熱処理によって変化する態様を未処理と比較して示す電子顕微鏡写真(倍率、1、000倍、5,000倍、10,000倍)。
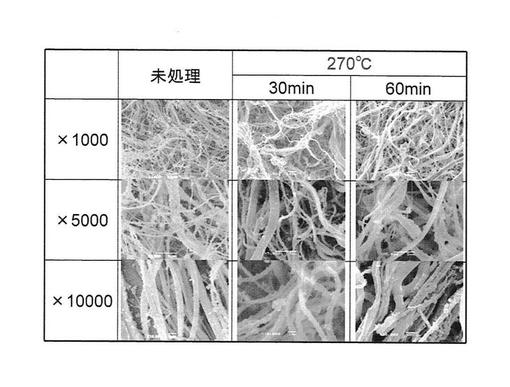
【図4】本発明の多数のPFA微粒子が270℃熱処理によって変化する態様を未処理と比較して示す電子顕微鏡写真(倍率、1、000倍、5,000倍、10,000倍)。
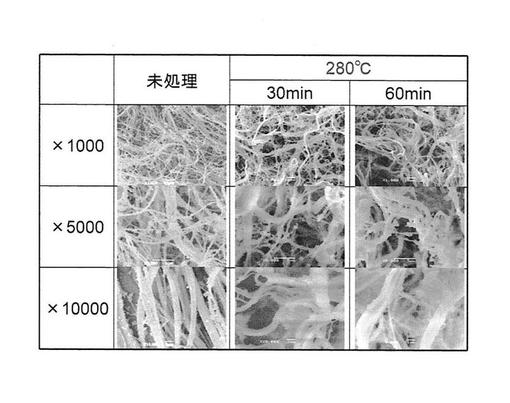
【図5】本発明の多数のPFA微粒子が280℃熱処理によって変化する態様を未処理と比較して示す電子顕微鏡写真(倍率、1、000倍、5,000倍、10,000倍)。
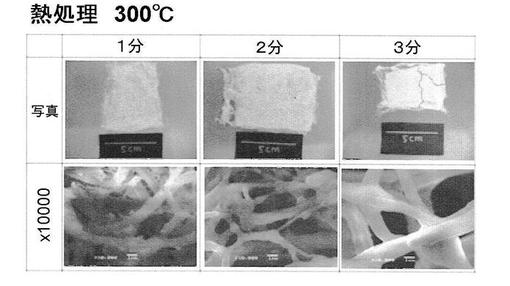
【図6】本発明の多数のPFA微粒子が300℃熱処理によって変化する態様を示すシートの外観写真と電子顕微鏡写真(倍率、10,000倍)。
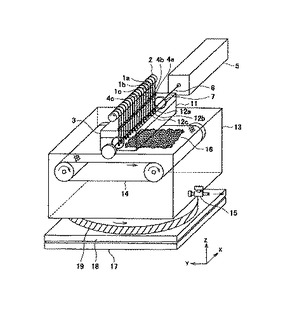
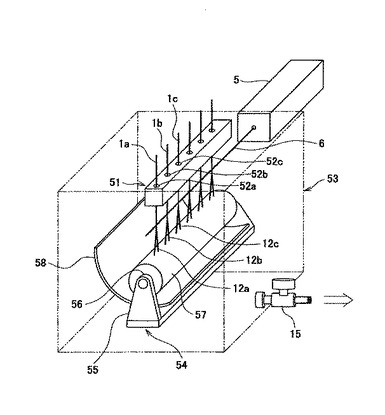
【図7】本発明のPFAフィラメントの多錘延伸によってPFA多孔質シートを製造する原理を示す概念図。
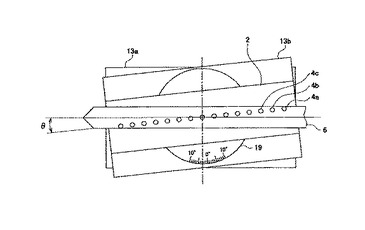
【図8】本発明のレーザービームと多錘のオリフィスとの相対的関係を示す概念図。
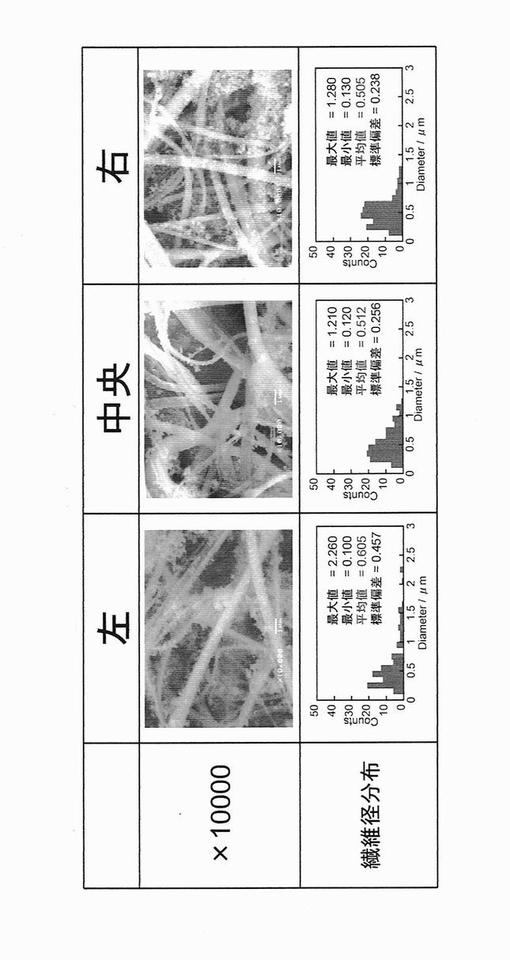
【図9】図8の装置で多錘の原PFAフィラメントを延伸して得られたPFA多孔質シートを、電子顕微鏡写真(倍率10,000)と、その場合の繊維径分布。
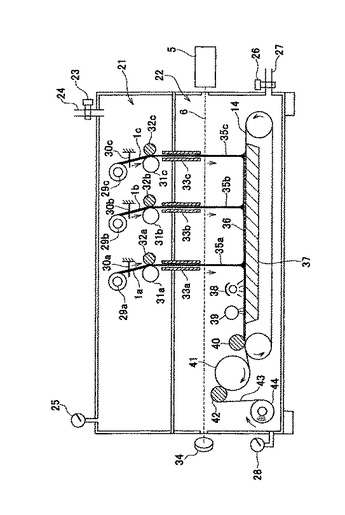
【図10】本発明における原フィラメント供給室が気圧P1の部屋で、延伸室がP2気圧である部屋である場合の例を示す装置の断面図。
【図11】本発明の多錘延伸によって得られたPFA極細フィラメントを巻取装置に直接集積する例を示す概念図。
【発明を実施するための形態】
【0047】
以下、本発明の実施の形態の例を、図面に基づいて説明する。図1は、本発明の多数のPFA微粒子を伴ったPFAフィラメントからなる多孔質シートを電子顕微鏡写真(倍率10,000)で示す。図の多数のフィラメントは、0.030m/分で走行するコンベアネット上に集積された延伸されたPFA多孔質シートを示す。図の寸法表示より200nmから800nmで、全てのフィラメントが10μm以下である。また、図のそれぞれのフィラメントには多数の微粒子が付着して観察され、その粒子は球形で、径は100nm以下であり、全ては観察されるフィラメント径より小さい。この微粒子のみを集めて、GPC測定やDSC測定を行ったが、フィラメントを含む多孔質シートのそれらの結果と差異は見いだせなかった。この図の多孔質シートは、PFA原フィラメントが100μmで、図7の延伸装置で15錘延伸した。その際のオリフィス径は、0.5mmである。この時のレーザー発振装置は、(株)鬼塚硝子社製の炭酸ガスレーザー発振装置であり、出力40Wで使用した。その際のレーザービーム径は、2.4mmである。この原フィラメントの送出速度0.1m/minで送り出した。延伸室の真空度は、54kPaで、エアーの流速は100m/secである。
【0048】
図2は、図1のPFA多孔質シートを、300℃で1分間熱処理した場合の電子顕微鏡写真(倍率10,000倍)を示す。熱処理により、フィラメント同士、フィラメントと微粒子、微粒子相互間が融着していることがわかる。
【0049】
図3−5は、下記に示す条件で製作したPFA多孔質シートを、熱風空間中で、種々の温度で熱処理した場合を未処理と比較して電子顕微鏡写真(倍率、1、000倍、5,000倍、10,000倍)で比較して示す。この場合の未処理のPFA多孔質シートは、径が100μmの原PFAフィラメントを使用し、オリフィス径0.5mm、レーザー出力30Wで延伸して、10分間集積して得られたシートである。延伸室の真空度は、0.054MPa(風速300m/sec)で行った。図3は、260℃で時間を変えて熱処理した場合を、電子顕微鏡倍率を変えて示してある。図3では、微粒子の融解が明確ではない。図4は270℃の場合で、30分で微粒子の融解が始まり、60分で微粒子間が融着していることがわかる。図5は280℃の場合で、30分以下で微粒子の融解が始まり、微粒子間が融着しており、60分ではフィラメント間で融着が始まっている。
【0050】
図6は、図3−5で使用した未処理のPFA多孔質シートを、熱風空間中で、300℃で熱処理した場合を、熱処理時間を変化させてシートの外観写真とシートの電子顕微鏡写真(倍率、10,000倍)で示す。1分以下で微粒子間の融着が始まり、2分ではフィラメント間の融着が始まっている。
【0051】
図7は、本発明の多錘延伸によってPFA極細フィラメントを製造する原理を示す概念図で、装置の斜視図で示す。PFA原フィラメント1a、1b、1c、・・・は、リール2に巻かれた状態から繰り出され、コーム等(図では省略)を経て、繰出ニップローラ(図では省略)等により一定速度で送り出される。板3には、多数のオリフィス4a,4b,4c、・・・の孔が彫られており、送り出されてきたPFA原フィラメント1は、オリフィス4へと導かれる。この図におけるここまでの工程は、原フィラメント供給室の気圧P1が大気圧に保たれて、特別の部屋を必要としない場合について図示してある。オリフィス4a,4b,4c、・・・の出口以降は、P2気圧下(この図では負圧状態)にある延伸室11となる。オリフィス4a,4b,4c、・・・を出た原フィラメント1a、1b、1c、・・・は、原フィラメント供給室と延伸室との気圧差P1−P2によってもたらされる高速エアーと共に延伸室11に導かれる。炭酸ガスレーザー発振装置5より出たレーザービーム6が、オリフィス4a,4b,4c、・・・直下において、多錘(マルチ)の原フィラメント1a、1b、1c、・・・に対して照射される。なお、レーザービーム6を延伸室11内へ導くには、Zn−Seからなる窓7を通過する。レーザービーム6により加熱され、P1−P2の気圧差によってもたらされる高速エアーが下方のフィラメントに与える張力により、原フィラメント1a、1b、1c、・・・は延伸されて、延伸されたフィラメント12a、12b、12c、・・・となって下降する。延伸室11の下方には、同じP2圧力でつながっている空間であるフィラメント集積室13があり、コンベア14が循環している。このコンベア14上に延伸室11で延伸されたフィラメント12a、12b、12c、・・・が集積される。気圧P2は、バルブ15を通じて真空ポンプ(図示されていない)へ導かれている。真空度は、調整するバルブ15、および真空ポンプの回転数、バイパスバルブ等で調整される。図において、コンベア14上に集積されたウェブは、多数の微粒子を伴っており、本発明の多孔質シート16となる。この多孔質シート16を熱風中熱処理処理することにより熱処理された多孔質シートとなる。
【0052】
なお図7において、延伸室11とそれと一体化しているフィラメント集積室13は、位置微調整架台17、18、19上に設けられており、レーザービーム6の照射範囲の中にオリフィス4a,4b,4c、・・・を出たPFA原フィラメントa、1b、1c、・・・が最適に収まるように位置を微調整する。一番下の位置微調整架台18は上下(Z軸)方向に調整し、中の位置微調整架台19は横(X軸又はY軸)方向調整し、一番上の位置微調整架台20はターンテーブルになっており、回転させて位置を微調整する。
【0053】
図8は、本発明のレーザービームと多錘のオリフィスとの相対的関係を概念図で示す。ターンテーブルからなる微調整架台19上に載っているフィラメント集積室13a(延伸室11は、フィラメント集積室13と一体化している)は、ターンテーブルを角度Θだけ回転して位置を微調整して、レーザービーム6の照射範囲にオリフィス4a、4b、4c、・・・の中を走るPFA原フィラメント(図では省略)が収まる位置を探して、最適な位置のフィラメント集積室13bとする。このように、角度Θを微調整することにより、より多錘の原フィラメントの延伸の最適位置を求める。
【0054】
図9は、図8の装置を使用して、フィラメント径100μmの原PFAフィラメント17錘で実験した場合で、得られたシートの左、中央、右の部分の電子顕微鏡写真(倍率10、000倍)と、その得られたフィラメントのフィラメント径の分布を示した。図8における回転角度は、Θ=0度35分である。原フィラメント供給速度0.5m/min、オリフィス径0.5mm(エアー流速280m/sec)で、図7のコンベア上に集積した。得られたフィラメントは、平均フィラメント径が約500−600nmのナノフィラメントであり、標準偏差が0.23−0.46で、フィラメント径も良く揃っていることがわかる。
【0055】
図10は、原フィラメント供給室21が気圧P1の部屋で、延伸室22がP2気圧である部屋である場合の例を示す装置の断面図である。原フィラメント供給室21のP1気圧は、バルブ23と配管24を経てコンプレッサー(又は真空ポンプ)へ通じている。P1気圧は、気圧計25により管理されている。延伸室22のP2気圧は、バルブ26と配管27を経て真空ポンプ(又はコンプレッサー)へ通じている。P2気圧は、気圧計28により管理されている。PFA原フィラメント1a、1b、1cは、リール29a、29b、29cに巻かれた状態から繰り出され、コーム30a、30b、30cを経て、繰出ニップローラ31a、32a、31b、32b、31c、32cより一定速度で送り出され、オリフィス33a、33b、33c、・・・へと導かれる。
【0056】
図10のオリフィス33a、33b、33cの出口以降は、P2気圧下にある延伸室22となる。オリフィス33a、33b、33cを出たPFA原フィラメント1a、1b、1cは、原フィラメント供給室21と延伸室22との気圧差P1−P2によってもたらされる高速エアーと共に延伸室22に導かれる。送り出されたPFA原フィラメント1a、1b、1cは、オリフィス直下において、炭酸ガスレーザー発振装置5より照射されたレーザービーム6は、走行する原フィラメント1a、1b、1cに対して照射される。レーザービーム6の届く先には、レーザービームのパワーメータ34が設けれ、レーザーパワーを一定に調節されていることが好ましい。レーザービーム6により加熱され、P1−P2の気圧差によってもたらされる高速エアーが下方のフィラメントに与える張力により、原フィラメント1a、1b、1cは延伸されて、延伸されたフィラメント35a、35b、35cとなって下降し、コンベア14上に集積されて、多数のPFA微粒子を含むPFA多孔質シート36となる。
【0057】
図10において、コンベア14の裏からは、負圧吸引室37によって吸引されて、コンベア14上のPFA多孔質シート36を安定化させることが好ましい。PFA多孔質シート36は、下記の熱処理手段の少なくとも一つにより熱処理されることが好ましい。熱処理手段の1は、赤外線ランプ38による輻射熱で、PFA多孔質シート36が加熱され、熱処理される。熱処理手段の2は、熱風ノズル39より噴出する熱風によりPFA多孔質シート36が加熱され、熱処理される。コンベア14を出る多孔質シート36は、コンベア14上でゴムロール40により圧縮され、シート化されることが好ましい。熱処理手段の3は、コンベア14を出たPFA多孔質シート36は加熱ロール41により熱処理され、ゴムロール42により圧縮され、シート化される。熱処理されたPFA多孔質シート43は巻取ロール44に巻き取られる。
【0058】
図11は、本発明のフィラメント集積装置として巻取機を用いた場合において、延伸室内に捕集ガイドを設けた場合の例を示す。図7と同様な装置で、板状物51に多数の孔が開けられ、それらの孔をそれぞれオリフィス52a、52b、52cとし、多数のPFA原フィラメント1a、1b、1c、・・・が、これらのオリフィス52を通じてP2気圧下(この図では負圧状態)にある延伸室53へと導かれている。炭酸ガスレーザー発振装置5より出たレーザービーム6は、オリフィス52直下において、多錘(マルチ)の原フィラメント1a、1b、1c、・・・に対して照射される。なお、レーザービーム6を延伸室53内へ導くには、Zn−Seからなる窓を通過するが、その窓は図では省略してある。レーザービーム6により加熱され、P1−P2の気圧差によってもたらされる高速エアーが下方のフィラメントに与える張力により、原フィラメント1a、1b、1c、・・・は延伸されて、延伸されたフィラメント12a、12b、12c、・・・となって下降し、下方の巻取装置54へ直接巻き取られる。巻取装置54は、巻取架台55に設置された巻取管56からなり、巻取管がモータにより駆動(図示されていない)されて回転し、この巻取管56上に延伸されたフィラメント12は巻き付けられ、集積されて、延伸されたフィラメント集積体が多数の微粒子を含むPFA多孔質シート57となる。この延伸室53には、巻取管113に沿って湾曲している捕集ガイド58が設けられていることを特徴とする。この捕集ガイド58により、PFA多孔質シート57は、安定して巻取管56に巻かれ、地合の良いPFA多孔質シート57となる。
【産業上の利用可能性】
【0059】
本発明は、微粒子を伴うPFAフィラメントからなるPFA多孔質シートに関し、フィルター、セパレータ、水を通さない衣類等に使用される。
【符号の説明】
【0060】
1:PFA原フィラメント、 2:リール、 3:板、 4:オリフィス、
5:炭酸ガスレーザー発振装置、 6:レーザービーム、 7:Zn−Se窓、
11:延伸室、 12:延伸されたフィラメント、 13:フィラメント集積室、
14:コンベア、 15:バルブ、 16:PFA多孔質シート、
17、18、19:位置微調整架台。
21:原フィラメント供給室、 22:延伸室、 23バルブ、 24:配管、
25:気圧計、 26:バルブ、 27:配管、 28:気圧計、
29:リール、 30:コーム、 31、32:繰出ニップロール、
33:オリフィス、 34:パワーメータ、 35:延伸されたフィラメント、
36:PFA多孔質シート、 37:負圧吸引室、 38:赤外線ランプ、
39:熱風ノズル、 40:ゴムロール、 41:加熱ロール、
42:ゴムロール、 43:熱処理されたウェブ、 44:巻取ロール。
51:板状物、 52:オリフィス、 53:延伸室、 54:巻取装置、
55:巻取架台、 56:巻取管、 57:PFA多孔質シート、
58:捕集ガイド。
【技術分野】
【0001】
本発明は、10μm以下のPFA(テトラフルオロエチレン・パーフルオロアルキルビニルエーテル共重合体)からなるフィラメント群と、個々のフィラメントが、このフィラメント径以下のPFA微粒子を多数有することを特徴とするPFA多孔質シートに関し、PFA微粒子を多数含むことにより、シートとしての強度や比表面積が増大した、マイクロフィラメントからなるPFA多孔質シートに関する。
【背景技術】
【0002】
フッ素系ポリマーは、耐熱性が高く、耐薬品性が良く、優れた耐候性を示し、電気的諸特性にも優れ、表面が非粘着性で摩擦係数が小さいことなど、優れた特性を多く持ち有用な機能性ポリマーである。その代表格である、ポリテトラフルオロエチレン(PTFE)の耐熱性は一番高いが、溶融成形が困難であり、実用的に制限される場合が多い。PFAは溶融成形が可能であることより、PTFEに代わって多くの分野で高機能のポリマーとして使用されている。PFAからなる多孔質シートは、そのポリマーが有する高機能を有する多孔質シートとして各方面で有用されている。特に、その耐薬品性が良いことや、電気的特性が良いことより、医療用分野や精密電気機器の分野で注目されている。それらの多孔質シートで、構成するPFAフィラメントの繊維径を小さくし、10μ以下のマイクロフィラメントにすることによって、多孔質シートが薄くなり、比表面積が増すので、より有用な素材として、それらの分野で要望されていた。しかし、PFA多孔質シートは、その構成するポリマーの強度が強いにもかかわらず、ポリマーの非粘着性、摩擦係数が小さいことより、フィラメント間の摩擦係数が小さいために多孔質シートとしての強度が小さいことが問題となるケースが多かった。
【0003】
本発明者は、マイクロフィラメントからなるPFA多孔質シートを既に実現している(国際公開公報WO2008/084797A1)。本発明は、この多孔質シートのフィラメント径を更に細くし、しかも、多孔質シートの引張強度アップする手段を提供する。
【0004】
一方、本発明は赤外線加熱によるフィラメントの延伸技術に関するものであり、しかも減圧下での延伸に関する発明者の先出願(国際公開公報WO2008/084797A1)がある。本発明は、これらの技術をさらに改良し、PFA多孔シートに有効に適応できるようにしたものである。
【0005】
なお、繊維径をナノオーダにまで細くする技術として、ES法(You Y., et, al 「Journal of Applied Polymer Science、vol.95、p.193−200、2005年」がある。しかし、ES法はポリマーを溶剤に溶かして高圧電圧をかける方法であり、PFAのように適当な溶剤が無い場合には適応できず、また、ES法によるウェブは、繊維径以上のダマが多く存在することも欠点となることが多かった。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】国際公開公報WO2008/084797A1(第1−2頁、図1―3)
【非特許文献】
【0007】
【非特許文献1】You Y., et, al 「Journal of Applied Polymer Science、vol.95、p.193−200、2005年、(米国)。
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明は、本発明者の従来技術をさらに発展させたものであって、その目的とするところは、PFA多孔質シートの強度を増し、比表面積を増して、安定した多孔質シートとして取り扱い易くしたものである。また他の目的は、PFA多孔質シートを生産性良く安定して製造できる手段を提供することにある。
【課題を解決するための手段】
【0009】
本発明は上記の目的を達成するためになされたものであって、そのPFA多孔質シートとしての特徴は次の通りである。本発明は、前記PFA多孔質シートが、平均フィラメント径が10μm以下のPFAからなるフィラメント群と、個々のフィラメントが平均フィラメント径以下のPFA微粒子を多数含むことを特徴とする、PFA多孔質シートに関する。また本発明は、前記PFAフィラメントが1μm未満のnmの平均フィラメント径を有することを特徴とする、前記PFA多孔質シートに関する。さらに本発明は、前記微粒子が融解されて、微粒子とフィラメント、および微粒子相互間が融着されていることを特徴とする、前記PFA多孔質シートに関する。
【0010】
また本発明は、上記PFA多孔質を安定して製造する手段を提供するものであり、その製造手段としての特徴は次の通りである。本発明は、多錘のPFA原フィラメントがP1気圧下において送出手段によって送り出されて行く工程と、原フィラメント群がオリフィス中を通過して、P2気圧下(P1>P2)の延伸室へ導かれる工程と、延伸室において、このオリフィスを通過してきた原フィラメント群が、炭酸ガスレーザービームを照射されることによって加熱され、P1からP2の気圧差によって生ずるオリフィスからの気体の流れによって生ずる牽引力によって延伸される工程と、延伸されたフィラメント群を集積する工程と、を有することによって平均フィラメント径が10μm以下のPFAフィラメント群と平均フィラメント径以下のPFA微粒子を多数含むシートとされることを特徴とする、PFA多孔質シートの製造方法に関する。また本発明は、前記P1が大気圧であり、前記P2が減圧下であることを特徴とする、前記PFA多孔質シートの製造方法に関する。また本発明は、前記オリフィスを出た多錘の原PFAフィラメント群が、延伸室全体を回転させることによってレーザービームが均一に当たる個所を探された後に、延伸を始められることを特徴とする、前記PFA多孔質シートの製造方法に関する。また本発明は、前記炭酸ガスレーザービームの中心が、前記オリフィスの出口より30mm以内で前記原フィラメントに照射されることを特徴とする、前記PFA多孔質シートの製造方法に関する。また本発明は、前記炭酸ガスレーザービームビームが、前記原フィラメントの中心でフィラメントの軸方向に沿って上下4mm以内の範囲に照射されることを特徴とする、前記PFA多孔質シートの製造方法に関する。また本発明は、前記延伸されたフィラメント群と多数の微粒子の集積が前記延伸室内で走行しているコンベアによって行われることを特徴とする、前記PFA多孔質シートの製造方法に関する。また本発明は、前記延伸されたフィラメント群と多数の微粒子の集積が、前記延伸室内の巻取機の回転軸を中心に巻き取られ、この回転軸の外側に、延伸されたフィラメント群が降下してくる巾に対応した巾を持ち、回転軸に沿って湾曲している壁を有する捕集ガイドによってフィラメント群等を有効に回転軸に巻きつけるのを補助することを特徴とする、前記PFA多孔質シートの製造方法に関する。さらに本発明は、前記微粒子を含む前記多孔質シートが、270℃以上で熱処理されることにより、この微粒子が融解して、該微粒子と該フィラメント、および微粒子相互間が融着されることを特徴とする、前記PFA多孔質シートの製造方法に関する。
【0011】
本発明は、PFAフィラメントからなる多孔質シートに関する。PFAは、フッ素系ポリマーの1種で、ポリテトラフルオロエチレンに近い耐熱性を有し、耐薬品性が良く、優れた耐候性を示し、電気的諸特性にも優れ、表面が非粘着性で摩擦係数が小さいことなど、優れた特性を多く持っているので、それらの機能が要望される多くの分野で使用されている。特に150℃から260℃において優れた引張強度を有するので、溶融紡糸などの溶融成形が困難なPTFEに代わって、多くの分野で高機能のポリマーとして使用されている。なお、本発明のPFAポリマーには、PFAを85%(重量パーセント)以上含む場合を含んでいるものとする。これらの含有量は、赤外線分析装置等により決定される。
【0012】
本発明のPFA多孔質シートは、その構成するフィラメント群が10μm以下のマイクロフィラメントであることを特徴とする。フィラメントは、実質的に連続した長さを有する繊維の1種であるが、通常、50mm程度より小さく短繊維と呼ばれているものより長く、100mm以上であり、特に本発明では、繊維径が小さいので、そのアスペクト比(長さ/径)は非常に大きい。本発明のフィラメントは、平均フィラメント径が10μm以下のフィラメントからなることを特徴とし、望ましくは3μm以下、最も好ましくは1μmに達しないナノフィラメントからなることを特徴とする。フィラメント径(平均フィラメント径)は、数千―1万倍の電子顕微鏡下で、100本のフィラメントを数えて、算術平均して求める。本発明のフィラメント径が小さいことより、一定面積でのフィラメント数が大きくなり、また、比表面積の大きな多孔質シートとしての特徴がある。また本発明の多孔質シートは、他の微細繊維からなる多孔質シートであるES法から得られる不織布やメルトブロー不織布に比較して、フィラメント径が非常に均一であることも特徴の一つである。
【0013】
不織布は、通常、何らかの繊維間の交絡を行ってシート状にされている多孔質シートである。本発明では、フィラメント径が非常に小さいので、単位重量あたりのPFAフィラメント数が極端に多い。したがって、特に交絡工程を設けなくても、メルトブローン不織布同様、PFAフィラメントを集積する際にフィラメントが絡み合い、簡単なプレス程度でシート化されて使用することもできる。勿論、通常の不織布で行われている、熱エンボスやニードルパンチ、ウオータジェット、接着剤接合等の手段を用いることもでき、用途によって選択される。極細繊維不織布の大きな用途であるフィルター用途では、不織布をエレクトレット加工することで、捕集効率を桁違いに大きくすることができ、本発明の不織布も、エレクトレット加工してフィルター分野に向けることができる。
【0014】
PFAからなる多孔質シートは、そのポリマーが有する高機能を有する多孔質シートとして各方面で有用されている。特に、その耐薬品性が良いことや、電気的特性が良いことより、医療用分野や精密電気機器の分野で注目されている。それらの多孔質シートで、構成するPFAフィラメントの繊維径を小さくし、10μ以下のマイクロフィラメントにすることによって、多孔質シートが薄くなり、比表面積が増すので、より有用な素材として、それらの分野で要望されていた。しかし、PFA多孔質シートは、その構成するポリマーの強度が強いにもかかわらず、ポリマーの非粘着性、摩擦係数が小さいことより、フィラメント間の摩擦係数が小さくために多孔質シートとしての強度が小さいことが問題となるケースがあった。
【0015】
本発明の多孔質シートは、それを構成する個々のフィラメントとは別に、フィラメント径以下のPFA微粒子を多数含むことを特徴とする。通常のスパンボンド不織布やメルトブロー不織布などの紡糸直結型の不織布においては、ダマまたはショットと呼ばれるつぶ、又は粒子が存在する。しかし、これらのダマ等と呼ばれるものは、フィラメント径より数倍以上、通常、10倍以上あり、不織布の欠陥として扱われる。本発明の微粒子は、径がフィラメント径より小さく、後記するように、多孔質シートにおいて種々の利点をもたらすものである。本発明における微粒子は通常球形で、その径(平均径)が多孔質シートを構成するフィラメント径(平均フィラメント径)以下であることを特徴とする。本発明における平均フィラメント径は、10μm以下であること特徴とするので、その平均粒子径も10μm以下であり、通常1μm未満で、数10nmから数100nmの径を有するナノ粒子からなる。このように本発明の微粒子は粒子径が小さいので、本発明の多孔質シートの比表面積を非常に大きくすることに貢献する。粒子径(平均粒子径)は、数千―1万倍の電子顕微鏡下で、顕微鏡下に示される寸法ゲージにより、100個の粒子の径を測定して算術平均で求める。また、多数とは、「10,000倍の電顕視野下で、1本のフィラメントに対して複数の微粒子が確認されることをいう。多数存在することによって、微粒子とフィラメント間、または微粒子相互間が融着することによって、本発明の目的である多孔質シートの強度アップや比表面積の増大などの効果が期待できないからである。さらに本発明における微粒子は、その粒子径が揃っていることも特徴の一つで、このこともスパンボンド不織布やメルトブロー不織布の「だま」あるいはショットとは異なる点である。
【0016】
本発明におけるPFA微粒子は、熱処理されることにより融解されて、微粒子とフィラメント、および微粒子相互間が融着されて、多孔質シートとして一体化されていることを特徴とする。非粘着で摩擦係数の小さいPFAフィラメントからなる多孔質シートも、このように融着されて一体化されることにより、シートとしての引張強度を高め、寸法安定性のあるシートとなる。
【0017】
本発明のPFA多孔質シートは、本発明者の先願発明である特許文献1の炭酸ガスレーザービームとオリフィス間の気圧差を利用したフィラメントの超高倍率延伸手段をPFAフィラメントに応用したものである。PFA原フィラメントは、数10μmから数100μmの太いフィラメント径から、数万倍から数十万倍に超延伸されて、数ミクロンメータから数十nmに至る極細フィラメントとなり、延伸されたフィラメント群は集積されて、多孔質シートとなる。本発明におけるPFA原フィラメントとは、既にフィラメントとして製造されて、リール等に巻き取られたものである。また紡糸過程において、溶融または溶解フィラメントが冷却や凝固によりフィラメントとなったものを紡糸過程に引き続き使用され、本発明の原フィラメントとしうる。ここでフィラメントとは、実質的に連続した繊維であり、数mmから数十mmの長さである短繊維とは区別される。原フィラメントは、単独で存在することが望ましいが、数本ないし数十本に集合されていても使用することができる。
【0018】
本発明においは、フィラメントの送出手段から送り出された原フィラメントについて延伸が行われる。送出手段は、ニップローラや数段の駆動ローラの組み合わせなどの一定の送出速度でフィラメントを送り出すことが出来るものであれば種々のタイプのものが使用できる。
【0019】
多錘のPFA原フィラメントがP1気圧下で送出手段によって送り出されて、オリフィス中を通過して、P2気圧下(P1>P2)の延伸室へ導かれ。オリフィスを通過してきた原フィラメント群が、炭酸ガスレーザービームを照射されることによって加熱され、P1からP2の気圧差によって生ずる気体の流れによって生ずる牽引力によって延伸される。なお、この原フィラメント群が送り出されてくる際の圧力P1が大気圧であり、延伸室における圧力P2が減圧下であることは、装置を簡便にできるので、好ましい態様の一つである。P1を加圧下、P2を減圧下にすると、P2の減圧度をそれほど大きくすることなく、P1とP2の差圧を大きくできるので、これも好ましい態様の一つである。なお延伸室は、オリフィスの出口で、レーザービームによって原PFAフィラメントが延伸される狭義の延伸室と、延伸されたフィラメントが集積される狭義のフィラメント集積室に分ける場合もあるが、狭義の延伸室と狭義のフィラメント集積室は一体的に結合されて、同一気圧に保たれ、広義の延伸室を構成している。
【0020】
なおP1またはP2は、通常室温の空気が使用される。しかし、原フィラメントを予熱したい場合や、延伸したフィラメントを熱処理したい場合は、加熱エアーが使用される場合もある。
【0021】
本発明における原フィラメント供給室と延伸室は、オリフィスによってつながっている。オリフィス中では、原フィラメントとオリフィス内径との間の狭い隙間に、P1>P2の圧力差で生じた高速気体の流れが生じる。この高速気体の流れを生じるために、オリフィスの内径Dと繊維の径dとは、あまり大きくかけはなれてはならない。実験結果、D>dであって、D<30d、好ましくはD<10d、さらに好ましくはD<5dであってD>2dであることが最も好ましい。
【0022】
上記におけるオリフィス内径Dは、オリフィスの出口部における径をいう。但し、オリフィス断面が円では無い場合、一番狭い部分の径をDとする。同様に、フィラメントの径も、断面が円ではない場合、一番小さい径の値をdとし、断面の最も小さい箇所を基準に10カ所を測定して算術平均する。また、オリフィスの内径は、均一な径ではなく、テーパ状で出口において狭くなる形状も好ましい。なお、オリフィスの出口は、通常、原フィラメントが上から下へ通過するので、縦に配置されたオリフィスの下方が出口となるが、下から上へ原フィラメントが通過する場合は、オリフィスの上方に出口がある。同様に、オリフィスが横に配置されて、原フィラメントが横方向に通過する場合は、オリフィスの横方向に出口がある。
【0023】
上記のように、オリフィス内を高速の気体が流れるので、オリフィスの内部は抵抗の少ない構造が望ましい。本発明のオリフィスの形状は、1本1本独立したものも使用されるが、板状物に多数の孔を開けて多錘のオリフィスとすることもできる。オリフィスの内部の断面も円形のものが望ましいが、複数のフィラメントを通過させる場合や、フィラメントの形状が楕円やテープ状の場合には、断面が楕円や矩形のものも使用される。また、オリフィス入り口では、原フィラメントを導入しやすいように大きく、出口部分のみ狭い形状が、フィラメントの走行抵抗を小さくし、オリフィスの出口からの風速も大きくできるので好ましい。
【0024】
本発明におけるオリフィスは、本発明人らによる従来の延伸前の送風管とは役割を異にしている。従来の送風管は、レーザーをフィラメントの定位置に当てる役目であり、できるだけ抵抗少なく、定位置に原フィラメントを搬送する役目であった。本発明はそれにプラスすることの、高速の気体流が原フィラメント供給室の気圧P1と延伸室の気圧P2の気圧差によって発生する点で異なる。なお、通常のスパンボンド不織布製造においては、エアーサッカー等によって溶融フィラメントに張力を与えられる。しかし、スパンボンド不織布製造におけるエアーサッカーと本発明におけるオリフィスとは、その作用機構と効果が全く異なる。スパンボンド法では、溶融フィラメントをエアーサッカー内の高速流体で送られ、エアーサッカー内でそのフィラメント径の細化の殆どが完了する。それに対して、本発明では固体の原フィラメントがオリフィスで送られ、オリフィス内ではフィラメントの細化は始まらず、オリフィスを出た所でレーザービームが照射されることによって、始めて延伸が開始される。またスパンボンド法では、エアーサッカー内に高圧エアーを送りこむことにより高速流体を発生させるが、本発明では、オリフィス前後における部屋の気圧差でオリフィス内の高速流体を発生させる点で異なる。またその効果も、スパンボンド法では、せいぜい10μm前後のフィラメント径しか得られないのに対して、本発明では1μm未満のナノフィラメントが得られるという大きな効果が得られる点が異なる。
【0025】
本発明においては、オリフィス内での流速は、50m/sec以上であることが好ましく、100m/sec以上であることがさらに好ましく、最も好ましくは、200m/sec以上である。これらの流速は、原料フィラメントの素材、目的とするフィラメント径等によって決められる。
【0026】
オリフィスから送り出されてきた原フィラメントは、オリフィスの出口で、炭酸ガスレーザービームによって加熱され、オリフィスからの高速流体によってフィラメントに与えられる張力によって、原フィラメントは延伸される。オリフィスの直下とは、実験結果、炭酸ガスレーザービームの中心がオリフィス先端より30mm以下、好ましくは10mm以下、5mm以下であることが最も好ましい。オリフィスから離れると、原フィラメントが振れ、定位置に収まらず、炭酸ガスレーザービームに安定して捉えられないからである。またオリフィスからの高速気体によってフィラメントに与えられる張力が、オリフィスから離れることによって弱くなり、また安定性も小さくなるからと思われる。
【0027】
本発明は、原フィラメントが炭酸ガスレーザービームによって加熱されて延伸されることを特徴とする。本発明の炭酸ガスレーザービームは、10.6μm前後の波長を有している。レーザーは、照射範囲(ビーム)を小さく絞り込むことが可能であり、また、特定の波長に集中しているので、無駄なエネルギーも少ない。本発明の炭酸ガスレーザーは、パワー密度が50W/cm2以上、好ましくは100W/cm2以上、最も好ましくは、180W/cm2以上である。狭い延伸領域に高パワー密度のエネルギーを集中することによって、本発明の超高倍率延伸が可能となるからである。
【0028】
本発明の原フィラメントは、炭酸ガスレーザービームにより延伸適温に加熱されるが、延伸適温に加熱される範囲がフィラメントの中心でフィラメントの軸方向に沿って、上下4mm(長さ8mm)以内であることが好ましく、さらに好ましくは上下3mm以下、最も好ましくは上下2mm以下で加熱される。このビームの径は、走行するフィラメントの軸方向に沿って測定する。本発明においては、原フィラメントが複数本であるので、原フィラメントの軸方向で測定される。本発明は、狭い領域で急激に延伸されることにより、高度に極細化され、ナノ領域までに細くした延伸を可能にし、しかも超高倍率延伸であっても、延伸切れを少なくすることができた。なお、この炭酸ガスレーザービームが照射されるフィラメントがマルチフィラメントである場合は、上記のフィラメントの中心は、マルチフィラメントのフィラメント束の中心を意味する。
【0029】
オリフィスを出た多錘の原PFAフィラメント群は、レーザービームを照射されることによって延伸される。その際、多錘の原フィラメント群に均一にレーザービームが当たる必要がある。その手段として、延伸室全体を微細に回転させながら原フィラメント群の全てが均一に延伸される好適な位置を探る。その好適な回転位置において延伸を始めることが好ましい。なお、延伸室全体は、回転ばかりでなく、横方向(X方向)、ビームの照射方向(Y方向)、高さ方向(Z方向)へも微細に移動させることで、好適な位置が探られる。
【0030】
本発明の延伸されたフィラメントの集積装置として、走行するコンベアが使用される。コンベア上に集積され、積層されることによって、極細フィラメントの集積体または多孔質シートとして巻き取ることもできる。このようにすることにより、ナノフィラメントからなる多孔質シートを製造することができる。本発明のコンベアとして、網状の移動体が通常使用されるが、ベルトやシリンダ上に集積させてもよい。
【0031】
また、本発明によって延伸された多錘の極細フィラメントは、走行している布状物上に集積されることによって、この布状物と積層された積層体を製造することができる。特に、ナノフィラメントからなる集積体または多孔質シートは、構成するフィラメントが非常に細いために取り扱いが困難であるが、このように布状物と積層されることにより取り扱いが安定する。また用途においても、市販のスパンボンド多孔質シート等と積層されることにより、フィルター等の用途にそのまま使用することもできる。布状物として、織物、編物、不織布、フェルト、紙などが使用される。また、フィルムを走行させてその上に集積させてもよい。
【0032】
本発明の延伸されたフィラメントの集積装置として、フィラメント群やシート等の巻取装置も使用される。延伸されて下降してくるフィラメント群の巾に相当した紙管やアルミ管の管状物が回転軸として取り付けられた巻取機で、これらの管状物の上に延伸されたフィラメントは集積され、捕集されて巻き取られていく。
【0033】
本発明の集積装置として巻取機を用いた場合、巻取軸に沿って湾曲している壁からなる捕集ガイドを設けることが望ましい。この捕集ガイドは、回転軸の外側に多錘の延伸されたフィラメント群が降下してくる巾に対応した巾を持つ。対応した巾とは、フィラメント群が下降して巾より広く、好ましくは50mm前後、さらに好ましくは100mm前後に両側に広いことが最も好ましい。オリフィスから高速エアーと共に走行してくる延伸されたフィラメントが巻取軸に巻きつかれて行く場合、高速エアーが巻取軸で反射して周囲へ飛散し、巻取軸上のフィラメントの集積状態が乱れる場合があるが、この捕集ガイドの壁によって高速エアーが巻取機の回転軸方向に曲げられ、延伸されたフィラメントの飛散を防ぐことができる。巻取軸から捕集ガイドの壁までの距離は、500mm以下、好ましくは200mm以下、100mm以下であることが最も好ましい。
【0034】
コンベア上に集積された延伸されたフィラメント群は、熱処理されてシートを形成されることが望ましい。このように熱処理されることにより本発明の微粒子が融解し、寸法安定性と熱安定性を備えた多孔質シートシートとすることができる。そして、この多孔質シートシートは、延伸室内に設けられているシート巻取装置に巻き取られることが望ましい。熱処理は、熱風循環されている空間中に多孔質シートを通過させることや、誘導加熱等で加熱されているロール上を通過させることで行われる。本発明のPFA多孔質シートの熱処理温度は少なくと270℃以上であることにより、微粒子が融解されて、微粒子とフィラメント、および微粒子相互間が融着されて、引張強度が高く寸法安定性の高いPFA多孔質シートとなる。
【0035】
本発明において延伸されたフィラメントは、全てフィラメントと表現するが、延伸された結果、上記ファイバーの領域に属するものも含まれる。本発明における延伸されたフィラメントは、殆どの場合、延伸切れすることなく数分以上延伸されるので、フィラメントの長さも数m以上であり、フィラメント径dが小さいことを考慮すると、実質的に連続フィラメントと見なすことができる場合が殆どである。しかし、条件によっては、上記ファイバーの領域に属する短繊維も製造することができる。
【0036】
本発明における多孔質シートは、延伸されたPFA極細フィラメントを走行するコンベア上や巻取軸上に集積することによって製造される。極細フィラメントからなる多孔質シートは、不織布と表現してもよいが、本発明では微粒子を伴い、不織布とは異なる側面も有するので、多孔質シートと表現したが、不織布と同様の形態や機能も有する。不織布は近年、単に織物の代替というだけではなく、不織布独特の特性が注目されて、種々の業界で需要が活発化している。その中で、極細繊維の多孔質シートとして、メルトブローン不織布があり、溶融フィラメントを熱風で吹き飛ばすことで3μm前後のフィラメントとし、コンベア上に集積させて多孔質シートにしたものが、エアーフィルターを中心に使用されている。しかし、このメルトブローン不織布を構成するフィラメントは、0.1cN/dtex前後と、通常の未延伸繊維よりも弱い強度であり、また、ショットまたはダマと呼ばれる樹脂の小さい塊が多数存在する欠点も有する。本発明の延伸されたPFAフィラメントからなる多孔質シートは、メルトブローン不織布と同様の3μm前後のフィラメント径や、さらにそれ以下のナノフィラメントの領域までのフィラメント径を有していながら、PFAフィラメントが高度に分子配向しているので、通常の延伸された合成繊維に近い強度を有している。しかも、ショットやダマを全く含まない多孔質シートとすることができる。本発明の多孔質シートは、極細フィラメントであることによる緻密な生地や光沢、軽量、断熱、撥水などの性能アップの効果を有する。また本発明のPFAフィラメントからなる多孔質シートは、フィラメント径が細くて均一なため、比表面積が大きいという特徴を有する。なお、背景技術の項で記載したように、PFAフィラメントからなるスパンボンド不織布については、従来種々検討されているが、本発明のフィラメントは、それらのスパンボンド不織布より、強度があってフィラメント径が小さい。
【0037】
本発明は炭酸ガスレーザービームによって、原フィラメントを超高倍率に延伸することによって、極細フィラメントを製造することを目的とする。本発明における極細フィラメントは、原フィラメントが100倍以上に延伸されて極細化されたフィラメントをいう。その極細フィラメントのうち、フィラメント径が1μm未満のものを特にナノフィラメントという。本発明においては、原フィラメントを延伸倍率が10,000倍以上にすることにより、100μm以上の径の原フィラメントからでもナノフィラメントが得ることができる点に特徴がある。
【0038】
本発明における延伸倍率λは、原フィラメントの径doと延伸後のフィラメントの径dより、下記の式で表される。この場合、フィラメントの密度は一定として計算する。繊維径の測定は、走査型電子顕微鏡(SEM)で、原フィラメントは350倍、延伸されたフィラメントは1000倍またはそれ以上の倍率での撮影写真に基づき、100点の平均値で行う。
λ=(do/d)2
【0039】
本発明における延伸フィラメントは、フィラメント径が揃っていることを特徴とする。フィラメント径分布は、上記SEM写真から測長用ソフトでフィラメント径を100箇測定して求めた。またそれらの測定値より、標準偏差を求め、フィラメント径分布の尺度とした。また、この測定法によりフィラメント径の平均値が求めらている場合は、本発明の平均フィラメント径として採用する。
【0040】
本発明における延伸フィラメントは延伸されることにより分子配向し、熱的にも安定している。本発明の延伸フィラメントはフィラメント径が非常に小さいので、フィラメントの分子配向を測定することは困難である。本発明の延伸フィラメントは、単に細くなっただけではなく、分子配向も生じていることが、熱分析の結果により示唆されている。原フィラメントや延伸フィラメントの示差熱分析(DSC)測定は、株式会社リガク製THEM PLUS2 DSC8230Cにより、昇温速度10℃/minで測定した。
【発明の効果】
【0041】
本発明は、マイクロフィラメントからなるPFA多孔質シートにおいて、PFA微粒子を伴うことを特徴とする。この微粒子はフィラメント径より小さいので、多孔質シートとしての比表面積が大きくなる。比表面積は、単位重量当たりの表面積である。本発明の微粒子はフィラメント径より小さく、通常、フィラメント径の1/10から1/5の径であることより、必然的に比表面積が大きくなる。
【0042】
本発明のPFA微粒子は、融解することにより、微粒子とフィラメント、また微粒子相互間を接合する接着剤効果として機能し、多孔質シートの機械的強度アップに寄与する。従来、不織布のフィラメント間接合を強化する目的で、接着剤が使用されている。しかし、後から接着剤を付与する方法では、コストアップであり、また、エマルジョンや溶剤系の接着剤では、多孔質シート全体に膜が張り、通気性を損ねる欠点となる。また、粉末系の接着剤では、微粉末の接着剤はフッ素系では存在しないし、存在してもコストが高い、さらにこの粉末接着剤を多孔質シートに均一付着することが困難である。それに対して、本発明のPFA微粒子は、多孔質シートに本来的に付随して生成し、均一に多孔質シート中に存在するので、微粒子を融解してなる多孔質シートは、均一で微細な孔を多数もつ微多孔シートとなる。本発明によって得られた多孔質シートは、フィルターや各種セパレータ、水を通さない衣類等の高機能多孔質シートとして使用される。
【0043】
従来のナノファイバーの生産方式であるES法は、ポリマーを溶剤に溶かす作業や出来た製品から脱溶剤をする必要があり、製造法において煩雑であり、コストアップである。また出来た製品も、ダマやショットと呼ばれる樹脂の固まりが生じること、フィラメント径の分布が広いなど、フィラメントの品質的にも問題であった。また出来たファイバーも、ショートファイバー(短繊維)で、長さ数mmからせいぜい数10mmと云われている。また、本発明のPFAポリマーに対しては有効な溶剤がないので、PFAのマイクロファイバーからなる不織布には適用不可能である。このように他の手段では製造が困難であるので、本発明のPFA多孔質シートは、非常に有益な機能性シートとなる。
【0044】
本発明は、特殊で高精度・高レベルな装置を必要とせずに、簡便な手段で容易に分子配向が向上したPFA極細フィラメントが得られる。本発明では、延伸されたフィラメントを直接巻取機に巻き取って多孔質シートとすることができることも特徴とする。また本発明においては、PFAフィラメントは、10,000倍以上の延伸倍率を可能にし、1μm未満のナノフィラメントの領域に至る超極細のフィラメントを製造できた。また、出来たフィラメント径の分布も、ナノフィラメント域の平均フィラメント径であるにもかかわらず、標準偏差が0.5以下と非常に狭い極細フィラメントを得ることができた。
【0045】
本発明における炭酸ガスレーザービームによる超延伸法では、延伸張力が与えられる高速気体流の発生手段として、オリフィス前後における圧力差を利用する。そのために高速気体流の流れが非常に安定し、それによって、単にナノフィラメントが得られるばかりでなく、生産性においても安定した連続運転を可能にした。本発明では、多錘の原フィラメントを、簡便な手段で安定して延伸できる手段を提供することができた。レーザービームは、高価であるので、多数のビームを用意することはコストアップであるばかりでなく、レーザービームは、安全性の面でも、また、振動等の外的刺激に非常に敏感な超精密機器を用いることより、多数セットのレーザー発振装置を用いることは得策ではない。本発明においては、一つの炭酸ガスレーザービームより、多錘の原フィラメントの延伸を可能にしたことに特徴がある。さらに本発明は、閉鎖系の密閉室で行うことができるので、開放系で行うメルトブロー法やES法に比べ、得られたナノファイバーの大気中への飛散を防ぐことができ、作業環境の安全性が高い。
【図面の簡単な説明】
【0046】
【図1】本発明の多数のPFA微粒子を伴ったPFAフィラメントからなる多孔質シートの電子顕微鏡写真(倍率10,000)。
【図2】本発明のPFA微粒子が熱処理によって融解して、フィラメントや他の微粒子と融着している状態の電子顕微鏡写真(倍率10,000)。
【図3】本発明の多数のPFA微粒子が260℃熱処理によって変化する態様を未処理と比較して示す電子顕微鏡写真(倍率、1、000倍、5,000倍、10,000倍)。
【図4】本発明の多数のPFA微粒子が270℃熱処理によって変化する態様を未処理と比較して示す電子顕微鏡写真(倍率、1、000倍、5,000倍、10,000倍)。
【図5】本発明の多数のPFA微粒子が280℃熱処理によって変化する態様を未処理と比較して示す電子顕微鏡写真(倍率、1、000倍、5,000倍、10,000倍)。
【図6】本発明の多数のPFA微粒子が300℃熱処理によって変化する態様を示すシートの外観写真と電子顕微鏡写真(倍率、10,000倍)。
【図7】本発明のPFAフィラメントの多錘延伸によってPFA多孔質シートを製造する原理を示す概念図。
【図8】本発明のレーザービームと多錘のオリフィスとの相対的関係を示す概念図。
【図9】図8の装置で多錘の原PFAフィラメントを延伸して得られたPFA多孔質シートを、電子顕微鏡写真(倍率10,000)と、その場合の繊維径分布。
【図10】本発明における原フィラメント供給室が気圧P1の部屋で、延伸室がP2気圧である部屋である場合の例を示す装置の断面図。
【図11】本発明の多錘延伸によって得られたPFA極細フィラメントを巻取装置に直接集積する例を示す概念図。
【発明を実施するための形態】
【0047】
以下、本発明の実施の形態の例を、図面に基づいて説明する。図1は、本発明の多数のPFA微粒子を伴ったPFAフィラメントからなる多孔質シートを電子顕微鏡写真(倍率10,000)で示す。図の多数のフィラメントは、0.030m/分で走行するコンベアネット上に集積された延伸されたPFA多孔質シートを示す。図の寸法表示より200nmから800nmで、全てのフィラメントが10μm以下である。また、図のそれぞれのフィラメントには多数の微粒子が付着して観察され、その粒子は球形で、径は100nm以下であり、全ては観察されるフィラメント径より小さい。この微粒子のみを集めて、GPC測定やDSC測定を行ったが、フィラメントを含む多孔質シートのそれらの結果と差異は見いだせなかった。この図の多孔質シートは、PFA原フィラメントが100μmで、図7の延伸装置で15錘延伸した。その際のオリフィス径は、0.5mmである。この時のレーザー発振装置は、(株)鬼塚硝子社製の炭酸ガスレーザー発振装置であり、出力40Wで使用した。その際のレーザービーム径は、2.4mmである。この原フィラメントの送出速度0.1m/minで送り出した。延伸室の真空度は、54kPaで、エアーの流速は100m/secである。
【0048】
図2は、図1のPFA多孔質シートを、300℃で1分間熱処理した場合の電子顕微鏡写真(倍率10,000倍)を示す。熱処理により、フィラメント同士、フィラメントと微粒子、微粒子相互間が融着していることがわかる。
【0049】
図3−5は、下記に示す条件で製作したPFA多孔質シートを、熱風空間中で、種々の温度で熱処理した場合を未処理と比較して電子顕微鏡写真(倍率、1、000倍、5,000倍、10,000倍)で比較して示す。この場合の未処理のPFA多孔質シートは、径が100μmの原PFAフィラメントを使用し、オリフィス径0.5mm、レーザー出力30Wで延伸して、10分間集積して得られたシートである。延伸室の真空度は、0.054MPa(風速300m/sec)で行った。図3は、260℃で時間を変えて熱処理した場合を、電子顕微鏡倍率を変えて示してある。図3では、微粒子の融解が明確ではない。図4は270℃の場合で、30分で微粒子の融解が始まり、60分で微粒子間が融着していることがわかる。図5は280℃の場合で、30分以下で微粒子の融解が始まり、微粒子間が融着しており、60分ではフィラメント間で融着が始まっている。
【0050】
図6は、図3−5で使用した未処理のPFA多孔質シートを、熱風空間中で、300℃で熱処理した場合を、熱処理時間を変化させてシートの外観写真とシートの電子顕微鏡写真(倍率、10,000倍)で示す。1分以下で微粒子間の融着が始まり、2分ではフィラメント間の融着が始まっている。
【0051】
図7は、本発明の多錘延伸によってPFA極細フィラメントを製造する原理を示す概念図で、装置の斜視図で示す。PFA原フィラメント1a、1b、1c、・・・は、リール2に巻かれた状態から繰り出され、コーム等(図では省略)を経て、繰出ニップローラ(図では省略)等により一定速度で送り出される。板3には、多数のオリフィス4a,4b,4c、・・・の孔が彫られており、送り出されてきたPFA原フィラメント1は、オリフィス4へと導かれる。この図におけるここまでの工程は、原フィラメント供給室の気圧P1が大気圧に保たれて、特別の部屋を必要としない場合について図示してある。オリフィス4a,4b,4c、・・・の出口以降は、P2気圧下(この図では負圧状態)にある延伸室11となる。オリフィス4a,4b,4c、・・・を出た原フィラメント1a、1b、1c、・・・は、原フィラメント供給室と延伸室との気圧差P1−P2によってもたらされる高速エアーと共に延伸室11に導かれる。炭酸ガスレーザー発振装置5より出たレーザービーム6が、オリフィス4a,4b,4c、・・・直下において、多錘(マルチ)の原フィラメント1a、1b、1c、・・・に対して照射される。なお、レーザービーム6を延伸室11内へ導くには、Zn−Seからなる窓7を通過する。レーザービーム6により加熱され、P1−P2の気圧差によってもたらされる高速エアーが下方のフィラメントに与える張力により、原フィラメント1a、1b、1c、・・・は延伸されて、延伸されたフィラメント12a、12b、12c、・・・となって下降する。延伸室11の下方には、同じP2圧力でつながっている空間であるフィラメント集積室13があり、コンベア14が循環している。このコンベア14上に延伸室11で延伸されたフィラメント12a、12b、12c、・・・が集積される。気圧P2は、バルブ15を通じて真空ポンプ(図示されていない)へ導かれている。真空度は、調整するバルブ15、および真空ポンプの回転数、バイパスバルブ等で調整される。図において、コンベア14上に集積されたウェブは、多数の微粒子を伴っており、本発明の多孔質シート16となる。この多孔質シート16を熱風中熱処理処理することにより熱処理された多孔質シートとなる。
【0052】
なお図7において、延伸室11とそれと一体化しているフィラメント集積室13は、位置微調整架台17、18、19上に設けられており、レーザービーム6の照射範囲の中にオリフィス4a,4b,4c、・・・を出たPFA原フィラメントa、1b、1c、・・・が最適に収まるように位置を微調整する。一番下の位置微調整架台18は上下(Z軸)方向に調整し、中の位置微調整架台19は横(X軸又はY軸)方向調整し、一番上の位置微調整架台20はターンテーブルになっており、回転させて位置を微調整する。
【0053】
図8は、本発明のレーザービームと多錘のオリフィスとの相対的関係を概念図で示す。ターンテーブルからなる微調整架台19上に載っているフィラメント集積室13a(延伸室11は、フィラメント集積室13と一体化している)は、ターンテーブルを角度Θだけ回転して位置を微調整して、レーザービーム6の照射範囲にオリフィス4a、4b、4c、・・・の中を走るPFA原フィラメント(図では省略)が収まる位置を探して、最適な位置のフィラメント集積室13bとする。このように、角度Θを微調整することにより、より多錘の原フィラメントの延伸の最適位置を求める。
【0054】
図9は、図8の装置を使用して、フィラメント径100μmの原PFAフィラメント17錘で実験した場合で、得られたシートの左、中央、右の部分の電子顕微鏡写真(倍率10、000倍)と、その得られたフィラメントのフィラメント径の分布を示した。図8における回転角度は、Θ=0度35分である。原フィラメント供給速度0.5m/min、オリフィス径0.5mm(エアー流速280m/sec)で、図7のコンベア上に集積した。得られたフィラメントは、平均フィラメント径が約500−600nmのナノフィラメントであり、標準偏差が0.23−0.46で、フィラメント径も良く揃っていることがわかる。
【0055】
図10は、原フィラメント供給室21が気圧P1の部屋で、延伸室22がP2気圧である部屋である場合の例を示す装置の断面図である。原フィラメント供給室21のP1気圧は、バルブ23と配管24を経てコンプレッサー(又は真空ポンプ)へ通じている。P1気圧は、気圧計25により管理されている。延伸室22のP2気圧は、バルブ26と配管27を経て真空ポンプ(又はコンプレッサー)へ通じている。P2気圧は、気圧計28により管理されている。PFA原フィラメント1a、1b、1cは、リール29a、29b、29cに巻かれた状態から繰り出され、コーム30a、30b、30cを経て、繰出ニップローラ31a、32a、31b、32b、31c、32cより一定速度で送り出され、オリフィス33a、33b、33c、・・・へと導かれる。
【0056】
図10のオリフィス33a、33b、33cの出口以降は、P2気圧下にある延伸室22となる。オリフィス33a、33b、33cを出たPFA原フィラメント1a、1b、1cは、原フィラメント供給室21と延伸室22との気圧差P1−P2によってもたらされる高速エアーと共に延伸室22に導かれる。送り出されたPFA原フィラメント1a、1b、1cは、オリフィス直下において、炭酸ガスレーザー発振装置5より照射されたレーザービーム6は、走行する原フィラメント1a、1b、1cに対して照射される。レーザービーム6の届く先には、レーザービームのパワーメータ34が設けれ、レーザーパワーを一定に調節されていることが好ましい。レーザービーム6により加熱され、P1−P2の気圧差によってもたらされる高速エアーが下方のフィラメントに与える張力により、原フィラメント1a、1b、1cは延伸されて、延伸されたフィラメント35a、35b、35cとなって下降し、コンベア14上に集積されて、多数のPFA微粒子を含むPFA多孔質シート36となる。
【0057】
図10において、コンベア14の裏からは、負圧吸引室37によって吸引されて、コンベア14上のPFA多孔質シート36を安定化させることが好ましい。PFA多孔質シート36は、下記の熱処理手段の少なくとも一つにより熱処理されることが好ましい。熱処理手段の1は、赤外線ランプ38による輻射熱で、PFA多孔質シート36が加熱され、熱処理される。熱処理手段の2は、熱風ノズル39より噴出する熱風によりPFA多孔質シート36が加熱され、熱処理される。コンベア14を出る多孔質シート36は、コンベア14上でゴムロール40により圧縮され、シート化されることが好ましい。熱処理手段の3は、コンベア14を出たPFA多孔質シート36は加熱ロール41により熱処理され、ゴムロール42により圧縮され、シート化される。熱処理されたPFA多孔質シート43は巻取ロール44に巻き取られる。
【0058】
図11は、本発明のフィラメント集積装置として巻取機を用いた場合において、延伸室内に捕集ガイドを設けた場合の例を示す。図7と同様な装置で、板状物51に多数の孔が開けられ、それらの孔をそれぞれオリフィス52a、52b、52cとし、多数のPFA原フィラメント1a、1b、1c、・・・が、これらのオリフィス52を通じてP2気圧下(この図では負圧状態)にある延伸室53へと導かれている。炭酸ガスレーザー発振装置5より出たレーザービーム6は、オリフィス52直下において、多錘(マルチ)の原フィラメント1a、1b、1c、・・・に対して照射される。なお、レーザービーム6を延伸室53内へ導くには、Zn−Seからなる窓を通過するが、その窓は図では省略してある。レーザービーム6により加熱され、P1−P2の気圧差によってもたらされる高速エアーが下方のフィラメントに与える張力により、原フィラメント1a、1b、1c、・・・は延伸されて、延伸されたフィラメント12a、12b、12c、・・・となって下降し、下方の巻取装置54へ直接巻き取られる。巻取装置54は、巻取架台55に設置された巻取管56からなり、巻取管がモータにより駆動(図示されていない)されて回転し、この巻取管56上に延伸されたフィラメント12は巻き付けられ、集積されて、延伸されたフィラメント集積体が多数の微粒子を含むPFA多孔質シート57となる。この延伸室53には、巻取管113に沿って湾曲している捕集ガイド58が設けられていることを特徴とする。この捕集ガイド58により、PFA多孔質シート57は、安定して巻取管56に巻かれ、地合の良いPFA多孔質シート57となる。
【産業上の利用可能性】
【0059】
本発明は、微粒子を伴うPFAフィラメントからなるPFA多孔質シートに関し、フィルター、セパレータ、水を通さない衣類等に使用される。
【符号の説明】
【0060】
1:PFA原フィラメント、 2:リール、 3:板、 4:オリフィス、
5:炭酸ガスレーザー発振装置、 6:レーザービーム、 7:Zn−Se窓、
11:延伸室、 12:延伸されたフィラメント、 13:フィラメント集積室、
14:コンベア、 15:バルブ、 16:PFA多孔質シート、
17、18、19:位置微調整架台。
21:原フィラメント供給室、 22:延伸室、 23バルブ、 24:配管、
25:気圧計、 26:バルブ、 27:配管、 28:気圧計、
29:リール、 30:コーム、 31、32:繰出ニップロール、
33:オリフィス、 34:パワーメータ、 35:延伸されたフィラメント、
36:PFA多孔質シート、 37:負圧吸引室、 38:赤外線ランプ、
39:熱風ノズル、 40:ゴムロール、 41:加熱ロール、
42:ゴムロール、 43:熱処理されたウェブ、 44:巻取ロール。
51:板状物、 52:オリフィス、 53:延伸室、 54:巻取装置、
55:巻取架台、 56:巻取管、 57:PFA多孔質シート、
58:捕集ガイド。
【特許請求の範囲】
【請求項1】
平均フィラメント径が10μm以下のPFA(テトラフルオロエチレン・パーフルオロアルキルビニルエーテル共重合体)からなるフィラメント群と、個々の該フィラメントが、該平均フィラメント径以下のPFA微粒子を多数含むことを特徴とする、PFA多孔質シート。
【請求項2】
前記PFAフィラメントが1μm未満の平均フィラメント径を有することを特徴とする、請求項1に記載されたPFA多孔質シート。
【請求項3】
前記微粒子が融解されており、該微粒子と前記フィラメント、および該微粒子相互間が融着されていることを特徴とする、請求項1に記載されたPFA多孔質シート。
【請求項4】
多錘のPFA(テトラフルオロエチレン・パーフルオロアルキルビニルエーテル共重合体)原フィラメントがP1気圧下において送出手段によって送り出されて行く工程と、
該原フィラメント群がオリフィス中を通過して、P2気圧下(P1>P2)の延伸室へ導かれる工程と、
該延伸室において、該オリフィスを通過してきた該原フィラメント群が、炭酸ガスレーザービームを照射されることによって加熱され、P1からP2の気圧差によって生ずる該オリフィスからの気体の流れによって生ずる牽引力によって延伸される工程と、
延伸されたフィラメント群を集積する工程と、
を有することによって平均フィラメント径が10μm以下のPFAフィラメント群と平均フィラメント径以下のPFA微粒子を多数含むシートにされることを特徴とする、PFA多孔質シートの製造方法。
【請求項5】
前記P1が大気圧であり、前記P2が減圧下であることを特徴とする、請求項4記載のPFA多孔質シートの製造方法。
【請求項6】
前記オリフィスを出た多錘の原PFAフィラメント群が、延伸室全体を回転させることによってレーザービームが均一に当たる個所を探された後に、延伸を始められることを特徴とする、請求項4記載のPFA多孔質シートの製造方法。
【請求項7】
前記炭酸ガスレーザービームの中心が、前記オリフィスの出口より30mm以内で前記原フィラメントに照射されることを特徴とする、請求項4記載のPFA多孔質シートの製造方法。
【請求項8】
前記炭酸ガスレーザービームビームが、前記原フィラメントの中心でフィラメントの軸方向に沿って上下4mm以内の範囲に照射されることを特徴とする、請求項4記載のPFA多孔質シートの製造方法。
【請求項9】
前記延伸されたフィラメント群と多数の微粒子の集積が前記延伸室内で走行しているコンベアによって行われることを特徴とする、請求項4記載のPFA多孔質シートの製造方法。
【請求項10】
前記延伸されたフィラメント群と多数の微粒子の集積が、前記延伸室内の巻取機の回転軸を中心に巻き取られ、該回転軸の外側に、該延伸されたフィラメント群が降下してくる巾に対応した巾を持ち、該回転軸に沿って湾曲している壁を有する捕集ガイドによってフィラメント群等を有効に回転軸に巻きつけるのを補助することを特徴とする、請求項4記載のPFA多孔質シートの製造方法。
【請求項11】
前記微粒子を含む前記多孔質シートが、270℃以上で熱処理されることにより、該微粒子が融解して、該微粒子と該フィラメント、および該微粒子相互間が融着されることを特徴とする、請求項4記載のPFA多孔質シートの製造方法。
【請求項1】
平均フィラメント径が10μm以下のPFA(テトラフルオロエチレン・パーフルオロアルキルビニルエーテル共重合体)からなるフィラメント群と、個々の該フィラメントが、該平均フィラメント径以下のPFA微粒子を多数含むことを特徴とする、PFA多孔質シート。
【請求項2】
前記PFAフィラメントが1μm未満の平均フィラメント径を有することを特徴とする、請求項1に記載されたPFA多孔質シート。
【請求項3】
前記微粒子が融解されており、該微粒子と前記フィラメント、および該微粒子相互間が融着されていることを特徴とする、請求項1に記載されたPFA多孔質シート。
【請求項4】
多錘のPFA(テトラフルオロエチレン・パーフルオロアルキルビニルエーテル共重合体)原フィラメントがP1気圧下において送出手段によって送り出されて行く工程と、
該原フィラメント群がオリフィス中を通過して、P2気圧下(P1>P2)の延伸室へ導かれる工程と、
該延伸室において、該オリフィスを通過してきた該原フィラメント群が、炭酸ガスレーザービームを照射されることによって加熱され、P1からP2の気圧差によって生ずる該オリフィスからの気体の流れによって生ずる牽引力によって延伸される工程と、
延伸されたフィラメント群を集積する工程と、
を有することによって平均フィラメント径が10μm以下のPFAフィラメント群と平均フィラメント径以下のPFA微粒子を多数含むシートにされることを特徴とする、PFA多孔質シートの製造方法。
【請求項5】
前記P1が大気圧であり、前記P2が減圧下であることを特徴とする、請求項4記載のPFA多孔質シートの製造方法。
【請求項6】
前記オリフィスを出た多錘の原PFAフィラメント群が、延伸室全体を回転させることによってレーザービームが均一に当たる個所を探された後に、延伸を始められることを特徴とする、請求項4記載のPFA多孔質シートの製造方法。
【請求項7】
前記炭酸ガスレーザービームの中心が、前記オリフィスの出口より30mm以内で前記原フィラメントに照射されることを特徴とする、請求項4記載のPFA多孔質シートの製造方法。
【請求項8】
前記炭酸ガスレーザービームビームが、前記原フィラメントの中心でフィラメントの軸方向に沿って上下4mm以内の範囲に照射されることを特徴とする、請求項4記載のPFA多孔質シートの製造方法。
【請求項9】
前記延伸されたフィラメント群と多数の微粒子の集積が前記延伸室内で走行しているコンベアによって行われることを特徴とする、請求項4記載のPFA多孔質シートの製造方法。
【請求項10】
前記延伸されたフィラメント群と多数の微粒子の集積が、前記延伸室内の巻取機の回転軸を中心に巻き取られ、該回転軸の外側に、該延伸されたフィラメント群が降下してくる巾に対応した巾を持ち、該回転軸に沿って湾曲している壁を有する捕集ガイドによってフィラメント群等を有効に回転軸に巻きつけるのを補助することを特徴とする、請求項4記載のPFA多孔質シートの製造方法。
【請求項11】
前記微粒子を含む前記多孔質シートが、270℃以上で熱処理されることにより、該微粒子が融解して、該微粒子と該フィラメント、および該微粒子相互間が融着されることを特徴とする、請求項4記載のPFA多孔質シートの製造方法。
【図7】


【図8】
【図10】
【図11】
【図1】
【図2】
【図3】
【図4】
【図5】
【図6】
【図9】
【図8】
【図10】
【図11】
【図1】
【図2】
【図3】
【図4】
【図5】
【図6】
【図9】
【公開番号】特開2011−179126(P2011−179126A)
【公開日】平成23年9月15日(2011.9.15)
【国際特許分類】
【出願番号】特願2010−41228(P2010−41228)
【出願日】平成22年2月26日(2010.2.26)
【出願人】(304023994)国立大学法人山梨大学 (223)
【出願人】(000001339)グンゼ株式会社 (919)
【Fターム(参考)】
【公開日】平成23年9月15日(2011.9.15)
【国際特許分類】
【出願日】平成22年2月26日(2010.2.26)
【出願人】(304023994)国立大学法人山梨大学 (223)
【出願人】(000001339)グンゼ株式会社 (919)
【Fターム(参考)】
[ Back to top ]