
PTC素子および電池保護システム
【課題】電極板の厚みを薄層化した場合においても、電極板と端子板とを溶接等によって接合する際における素子本体の熱劣化を有効に防止でき、素子本来の機能を有効に発揮しながら、薄型化、軽量化が可能なPTC素子を提供すること。
【解決手段】所定の温度領域において温度上昇に伴い抵抗値が増加する素子本体4と、前記素子本体4の表裏面に接合された一対の第1電極板10および第2電極板12と、を有し、前記電極板のうち少なくとも一方の第1電極板10が、前記素子本体4に対して接合する第1素子接合片10aと、前記第1素子接合片10aに対して一体に成形してあり、前記第1素子接合片10aから素子本体外側に向かって延出する第1端子接合片10bと、を有するPTC素子。
【解決手段】所定の温度領域において温度上昇に伴い抵抗値が増加する素子本体4と、前記素子本体4の表裏面に接合された一対の第1電極板10および第2電極板12と、を有し、前記電極板のうち少なくとも一方の第1電極板10が、前記素子本体4に対して接合する第1素子接合片10aと、前記第1素子接合片10aに対して一体に成形してあり、前記第1素子接合片10aから素子本体外側に向かって延出する第1端子接合片10bと、を有するPTC素子。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、電池や電子回路を過電流から保護すること等を目的として使用されるPTC素子と、そのPTC素子を有する電池保護システムとに関する。
【背景技術】
【0002】
PTC(positive temperature coefficient)素子は、所定の温度領域において、素子の温度が上昇すると、素子の抵抗値が増加する特性を有する。このような性質はPTC特性と呼ばれる。
【0003】
PTC素子は、電子機器等の電気回路に組み込まれる。電子機器の使用中に、何らかの理由によって回路に過剰電流が流れた場合、電子機器の温度が上昇し、それに伴いPTC素子自体の温度も上昇する。そして、PTC素子の温度がポリマーの融解温度に達すると、PTC素子の抵抗値が急激に増加する。その結果、電気回路において、PTC素子が過剰電流を遮断し、これにより、電気機器が過剰電流によって故障することを未然に防止することができる。
【0004】
このように、PTC素子は、過熱、過剰電流に対する安全保護装置として使用される。具体的には、PTC素子は、携帯電話の電源である二次電池を過電流から保護するための回路(保護回路)に組み込まれたりする。二次電池の充電中または放電中に過剰電流が流れた場合、PTC素子は電流を遮断して二次電池を保護する。
【0005】
このようなPTC素子の一例としては、ポリマー材料(結晶性重合体)に導電性粒子を分散させた素子本体(重合体正温度係数抵抗体)を、電極板(あるいは金属箔)で挟んだ構造を有するポリマーPTC素子が知られている(特許文献1参照)。
【0006】
このようなポリマーPTC素子は、通常、以下のような方法によって製造される。まず、金属粒子、カーボンブラック等の導電性フィラーを含む高分子(高密度ポリエチレン等)を押出成形し、素子本体を形成する。そして、素子本体の表裏面に、電極板を熱圧着することによって、ポリマーPTC素子が完成する。
【0007】
このポリマーPTC素子を所定の保護回路に組み込む際は、素子本体に熱圧着した電極板を、保護回路と電気的に接続された端子板へ接合する。この接合は、従来、ハンダ付け、溶接等により実施されている。
【0008】
ハンダ付け、溶接等を行う場合、電極板および端子板の少なくとも一部分を高温に加熱する必要がある。そのため、ハンダ付け、溶接の際に電極板へ加わる熱が、素子本体に伝導してしまい、素子本体が高温となり、熱劣化(軟化または溶融)することがある。素子本体が軟化または溶融すると、ポリマー中の導電性粒子の分散性が局所的に不均一となる。このような熱履歴を経たポリマーPTC素子においては、室温での抵抗値(室温抵抗値)がこの熱履歴前に比べて大きく増大してしまう。
【0009】
さらには、このようなポリマーPTC素子に対して、温度の上昇、下降を繰り返すと、ポリマーPTC素子の室温抵抗値がますます高くなってしまう。このように室温抵抗値の高くなったポリマーPTC素子においては、消費電力が増加してしまう。このように、電極板と端子板とを接合する際の加熱に起因するポリマーPTC素子の室温抵抗値の増大は、携帯電話などの小型機器に搭載する場合に、電池の短寿命化などの問題につながる。
【0010】
したがって、従来のポリマーPTC素子においては、このようなハンダ付け、溶接の際に電極板へ加わる熱の素子本体への伝導を緩和するために、電極板の厚みを比較的厚くする必要があり、そのため、素子の薄型化、軽量化、および低コスト化の妨げになっていた。
【0011】
【特許文献1】国際公開第2004/023499号パンフレット
【発明の開示】
【発明が解決しようとする課題】
【0012】
本発明は、このような実状に鑑みてなされ、その目的は、電極板の厚みを薄層化した場合においても、電極板と端子板とを溶接等によって接合する際における素子本体の熱劣化を有効に防止でき、素子本来の機能を有効に発揮しながら、薄型化、軽量化が可能なPTC素子を提供することである。また、本発明の別の目的は、過剰な電流が流れた場合に、電池を有効に保護することができる電池保護システムを提供することである。
【課題を解決するための手段】
【0013】
上記目的を達成するために、本発明に係るPTC素子は、
所定の温度領域において温度上昇に伴い抵抗値が増加する素子本体と、
前記素子本体の表裏面に接合された一対の第1および第2電極板と、を有するPTC素子であって、
前記電極板のうち少なくとも一方の第1電極板が、前記素子本体に対して接合する第1素子接合片と、前記第1素子接合片に対して一体に成形してあり、前記第1素子接合片から素子本体外側に向かって延出する第1端子接合片と、を有する。
【0014】
好ましくは、前記素子本体が、正の温度係数を持つ導電性ポリマーである。
【0015】
本発明に係るPTC素子においては、前記第1電極板は、前記素子本体と接合するための第1素子接合片と、スポット溶接などで端子板に対して接合するための第1端子接合片と、を有している。すなわち、前記第1電極板を、端子板にスポット溶接などで接合する際には、前記第1端子接合片に対して、端子板を接合する。そのため、第1端子接合片と端子板とをスポット溶接する際の熱は、素子本体にまで伝わりにくく、素子本体の熱劣化を防止することができる。
【0016】
本発明のPTC素子によれば、素子本体の熱劣化を防止することができるため、通常使用時においては、消費電力の低減を図ることができると共に、必要な場合には、電流を遮断して電子機器を保護するという本来の機能を有効に発揮することができる。
【0017】
本発明のPTC素子において、好ましくは、前記第1電極板の厚みが、25〜300μmであり、より好ましくは25〜150μmである。
前記第1電極板は、前記第1素子接合片と、前記第1端子接合片と、を有する構成となっているため、このように第1電極板の厚みを薄層化した場合でも、第1端子接合片と端子板とのスポット溶接の際に発生する熱による、素子本体の熱劣化を有効に防止することができる。その結果、素子本来の機能を有効に発揮しながら、薄型化、軽量化、および低コスト化が可能となる。また、第1電極板の厚みを薄層化することにより、落下などにより、第1電極板と端子板との間の接合部に衝撃が加わったとしても、接合部界面における応力を低減することができ、そのため、接合部界面における剥離を防止することができる。
【0018】
好ましくは、前記第2電極板は、二種類以上の材質の板材が積層してあるクラッド板で構成してある。
前記第2電極板をクラッド板で構成することにより、前記素子本体を接合した第2電極板を、直接、電池の電極端子に接合することができ、製造工程の効率化やシステム全体としての薄型化・軽量化を実現することができる。特に、前記第2電極板の少なくとも一方の面を、前記素子本体との接合に好適な材質で構成し、さらに、前記第2電極板の他方の面を、電池の電極端子との接合に好適な材質で構成したクラッド板とすることが好ましい。
【0019】
好ましくは、前記第2電極板は、前記素子本体に対して接合する第2素子接合片と、前記第2素子接合片に対して一体に成形してあり、前記第2素子接合片から素子本体外側に向かって延出する第2端子接合片と、を有する。第2電極板をこのような構成とすることにより、上述した第1電極板と同様の作用効果が得られる。
【0020】
好ましくは、前記第2電極板の厚みが、30〜600μmであり、より好ましくは、30〜200μmである。
【0021】
好ましくは、前記第1電極板の前記第1端子接合片と、前記第2電極板の前記第2端子接合片とが、前記素子本体の厚み方向から見た場合に、同一方向に延出している。このような構成を採用することにより、素子全体をコンパクトな形状とすることができる。
【0022】
好ましくは、前記第1および第2電極板で覆われていない前記素子本体の露出面には、保護膜が形成してある。保護膜は、酸素バリア性を有することが好ましい。保護膜を構成することで、素子本体の劣化を防止することができる。
【0023】
本発明では、前記素子本体の表裏面には、金属箔が積層してあり、各金属箔に対して、前記第1および第2電極板が接合してあっても良い。
【0024】
前記第1および第2電極板は、いずれか一方が、保護回路と電気的に接続される構成となっており、他方が、電池と電気的に接続される構成となっていれば良い。本発明においては、前記第1電極板が、保護回路と電気的に接続される構成となっており、他方の前記第2電極板が、電池と電気的に接続される構成となっていることが好ましい。
【0025】
本発明に係る電池保護システムは、
上記のいずれかに記載のPTC素子と、
前記PTC素子の第1電極板に電気的に接続される保護回路と、
前記PTC素子の第2電極板に電気的に接続される電池とを有する。
【0026】
本発明に係る電池保護システムでは、過剰な電流が流れた場合や、衝撃や圧力が作用したとしても、電池を有効に保護することができる。
【発明の効果】
【0027】
本発明によれば、電極板と端子板とを溶接等によって接合する際における素子本体の熱劣化を有効に防止できるため、電極板の厚みを薄層化することができ、その結果、素子本来の機能を有効に発揮しながら、薄型化、軽量化が可能なPTC素子を提供することができる。
【発明を実施するための最良の形態】
【0028】
以下、本発明を、図面に示す実施形態に基づき説明する。
図1は本発明の一実施形態に係るPTC素子の使用状態を示す要部断面図、
図2はスポット溶接の詳細を示す要部断面図、
図3は本発明の他の実施形態に係るPTC素子の断面図、
図4は本発明の他の実施形態に係るPTC素子の使用状態を示す要部断面図である。
【0029】
ポリマーPTC素子の全体構成
まず、本発明に係るPTC素子の一実施形態として、携帯電話の電源として用いられる二次電池セルを保護するためのポリマーPTC素子について説明する。
【0030】
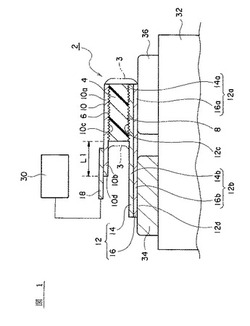
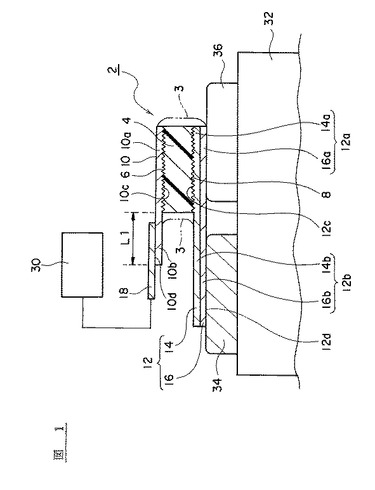
図1に示すポリマーPTC素子2は、携帯電話の電源である二次電池セル32と、その二次電池セル32を過電流から保護するための保護回路30との間に組み込まれる。ポリマーPTC素子2は、保護回路30によっても制御しきれない過電流が二次電池セル32の充電中または放電中に流れた場合、保護回路30と二次電池セル32との間の電流を遮断して二次電池セル32を保護する。
以下では、まず、ポリマーPTC素子の全体構成について説明する。
【0031】
図1に示すポリマーPTC素子2は、正の抵抗温度特性(PTC特性)を有する導電性ポリマーで構成してある素子本体4を備えている。この素子本体4は、表裏面(互いに対向する第1面6および第2面8)を有する。第1面6および第2面8には、それぞれ第1電極板10と、第2電極板12とが接合されている。その結果、素子本体4は、第1電極板10と第2電極板12との間に挟まれるように配置される。なお、第2電極板12は、図1に示すように、ニッケル層14とアルミニウム層16との積層板で構成されたクラッド板となっている。
【0032】
第1電極板10は、素子本体4に対して接合する第1素子接合片10aと、この第1素子接合片10aに対して一体に成形してあり、第1素子接合片10aと同一平面上に位置する第1端子接合片10bと、を有する。第1端子接合片10bは、第1素子接合片10aから素子本体4の外側に向かって延出する構成となっている。そして、この第1端子接合片10bは、端子板18と接合され、これによりポリマーPTC素子2は、保護回路30と電気的に接続されている。
【0033】
すなわち、図1に示すように、本実施形態では、素子本体4の厚み方向から見て、素子本体4と重複しない部分に延出した第1端子接合片10bにおいて、端子板18と接合されている。本実施形態では、第1端子接合片10bと、端子板18との接合は、スポット溶接により行われる。
【0034】
この第1端子接合片10bの延出長さ(素子本体4の厚み方向から見た場合における、素子本体4と重ならない部分の長さ)L1は、製品のサイズに応じて適宜決定すれば良く、好ましくは0.4〜35mmの範囲、より好ましくは1.5〜5.0mmの範囲である。延出長さL1が小さすぎると、第1端子接合片10bと端子板18とをスポット溶接等により接合する際に発生する熱が、素子本体4に伝導してしまい、素子本体4が熱劣化してしまうおそれがある。一方、延出長さL1が大きすぎると、コスト高となると共に、素子全体のコンパクト化の要請に反する。
【0035】
また、第1端子接合片10bの幅(素子本体4の厚み方向から見た場合における幅)は、第1素子接合片10aの幅と同じとしても良いし、あるいは、第1素子接合片10aの幅よりも小さいものとしても良い。
【0036】
本実施形態では、第1電極板10における第1素子接合片10aの素子接合面10cが素子本体4の第1面6に直接に接触しており、素子接合面10cには凹凸が形成してある。また、第1端子接合片10bにおける端子接合面10dは、素子接合面10cよりも平坦面にしてある。
【0037】
素子接合面10cに形成してある凹凸は、素子本体4との熱圧着を強固にするためのものであり、その形成方法は、特に限定されないが、たとえばメッキ膜形成による粗面化処理が好ましい。メッキ膜形成による粗面化処理により、第1素子接合片10aの素子接合面10cには、節瘤状の突起が多数形成できる。この節瘤状の突起は、凹凸差が5〜15μm程度で頭部に対して中間部または基部がくびれている凸部であり、素子本体4と素子接合片10aの素子接合面10cとの熱圧着強度を向上させることができる。
【0038】
なお、素子接合面10cに形成してある凹凸の形成方法としては、メッキ膜形成による粗面化処理以外に、酸による表面処理、エッチング処理、ブラスト処理、切削などの機械加工による粗面化処理、その他の処理が例示される。第1電極板10における端子接合面10dは、第1電極板10の片面全面に対して凹凸を形成した後に、プレス加工などにより平坦化処理することにより形成しても良い。あるいは、素子接合面10c以外の部分をマスクして、素子接合面10cのみに凹凸を形成しても良い。
【0039】
本実施形態では、第1電極板10は、ニッケルまたはニッケル合金で構成してあり、保護回路30と接続されている端子板18も、第1電極板10とスポット溶接により接合しやすいニッケル板で構成してある。
【0040】
第1電極板10の厚みは、好ましくは25〜300μmであり、より好ましくは25〜150μmである。本実施形態では、スポット溶接による第1電極板10と端子板18との接合を、第1素子接合片10aから延出した第1端子接合片10bに対して行うため、スポット溶接により発生する熱を、素子本体4に伝わり難くすることができる。そのため、第1電極板10の厚みを比較的厚くする方法を採用しなくても、素子本体4の熱劣化を防止することができ、結果として、第1電極板10の薄層化を図ることができる。
【0041】
第1電極板10の厚みが薄すぎると、第1電極板10自体の強度が低下してしまい、信頼性が低下するおそれがある。一方、厚すぎると、ポリマーPTC素子2の薄型化、軽量化および低コスト化が困難となり、さらには、落下などにより、第1電極板10と端子板18との間の接合部に衝撃が加わった場合に、接合部界面に掛かる応力が大きくなり、接合部界面における剥離が発生し易くなる。
【0042】
また、端子板18の厚みは、通常100〜300μm程度である。
【0043】
第2電極板12は、ニッケル層14とアルミニウム層16との2種類の板材が積層してあるクラッド板で構成されている。図1に示すように、第2電極板12は、素子本体4に対して接合する第2素子接合片12aと、その第2素子接合片12aに対して一体に成形してあり、第2素子接合片12aの延長平面上に位置する第2端子接合片12bと、を有する。第2端子接合片12bは、第2素子接合片12aから素子本体4の外側に向かって延出する構成となっており、その延出方向は、第1端子接合片10bと同一となっている。
【0044】
第2電極板12における第2素子接合片12aは、ニッケル層14aとアルミニウム層16aとから構成され、ニッケル層14aの外表面である素子接合面12cには、上記した第1素子接合片10aの素子接合面10cと同様な凹凸が形成してある。
【0045】
また、第2電極板12における第2端子接合片12bは、ニッケル層14bとアルミニウム層16bとから構成され、アルミニウム層16bと電極端子34とが接合されることにより、二次電池セル32と電気的に接続されている。第2端子接合片12bのアルミニウム層16bと、電極端子34との接合は、スポット溶接により行われる。二次電池セル32の電極端子34は、一般的には、アルミニウム材で構成してあり、クラッド板におけるアルミニウム層16bに対して接合されやすい。
【0046】
第2電極板12における第2素子接合片12aの端子接合面12dには、素子接合面12cに形成してある凹凸が形成されず、平坦面となっていることが好ましい。第2電極板12において素子接合面12cに凹凸を形成するための方法と、素子接合面12c以外の端子接合面12dを平坦化する方法は、第1電極板10において部分的に凹凸面を形成するための方法と同様である。
【0047】
第2電極板12の厚みは、特に限定されないが、好ましくは30〜600μmであり、より好ましくは30〜200μmである。また、第2電極板12におけるニッケル層14とアルミニウム層16との厚み比は、好ましくは、(ニッケル層14:アルミニウム層16)=50:50〜67:33である。第2電極板12の長さは、特に限定されず、用途に応じて自由に設計される。また、ニッケル層14は、ニッケル単体の他、ニッケル合金で構成しても良く、同様に、アルミニウム層16も、アルミニウム単体の他、アルミニウム合金で構成しても良い。
【0048】
図1に示すように、素子本体4の表面のうち、電極板10および12で囲まれていない側面には、必要に応じて保護膜3が形成されている。保護膜3を形成することで、大気中の酸素による素子本体4の酸化を抑制し、素子本体4の劣化を防止することができる。保護膜3の種類としては、酸素を遮蔽する機能を有するものであれば特に限定されないが、エポキシ樹脂、EVOH(エチレン−ビニルアルコール共重合体)、PVA(ポリビニルアルコール)等が例示される。
【0049】
本実施形態では、第1端子接合片10bが、第1素子接合片10aから素子本体4の外側に向かって延出する構成となっているため、素子本体4の露出面に樹脂を塗布して保護膜3を形成する際に、素子本体4の露出面から第1電極板10の表面(端子板18が接合される側)へ回り込みもうとする樹脂が、第1端子接合片10bによって妨げられる。すなわち、第1電極板10の端子板18との接合面である端子接合面10dに樹脂が塗布されることを防止でき、そのため、第1電極板10の端子接合面10dに保護膜3が形成されず、保護膜3に起因する段差が生じないため、第1電極板10と端子板18とを良好に密着、接合させることができる。
【0050】
素子本体4の形状は、特に限定されず、直方体型、円柱型等が例示される。素子本体4の形状が直方体の場合、素子本体4の寸法は、縦3〜5mm×横2〜5mm×厚さ0.5〜1.0mm程度である。
【0051】
ポリマーPTC素子2の製造方法
次に、ポリマーPTC素子2の製造方法について説明する。
【0052】
素子本体4
素子本体4は、通常、主成分である重合体(熱硬化性樹脂、熱可塑性樹脂等の高分子化合物)および導電性粒子を含む樹脂組成物(導電性ポリマー)から構成される。なお、素子本体4は、重合体として、熱硬化性樹脂と熱可塑性樹脂との両方を含んでもよい。
【0053】
まず、高分子化合物(熱硬化性樹脂、熱可塑性樹脂等)、導電性粒子(金属粉、カーボンブラック等)、低分子有機化合物および、高分子化合物同士を架橋反応させるための反応開始剤等を秤量、混練し、PTC組成物を調整する。混練の方法としては、特に限定されないが、ニーダ、押出機、ミル等が例示される。また、PTC組成物に含有させる導電性粒子としては、ふるい機等によって所定の粒径をもつ導電性粒子のみを分級し、これを用いる。次に、このPTC組成物を成形し、素子本体4(図1)を得る。
【0054】
熱硬化性樹脂としては、特に限定されないが、エポキシ樹脂、ポリイミド樹脂、不飽和ポリエステル樹脂、シリコン樹脂、ポリウレタン樹脂およびフェノール樹脂等が挙げられる。好ましくは、熱硬化性樹脂としてエポキシ樹脂を用いる。エポキシ樹脂を用いることによって、ポリマーPTC素子が、十分な抵抗変化量及び耐熱性を有することができる。熱硬化性樹脂の分子量は、通常、重量平均分子量Mwが300〜10,000程度である。上記の熱硬化性樹脂は単独で用いてもよく、また複数種の樹脂を用いてもよい。また、異なる種類の熱硬化性樹脂同士が架橋された構造を有する化合物を用いてもよい。
【0055】
熱可塑性樹脂としては、特に限定されないが、好ましくは、結晶性ポリマーを用いる。熱可塑性樹脂の融点は、特に限定されないが、好ましくは、70〜200℃程度である。融点がこの範囲にある樹脂を用いることによって、ポリマーPTC素子動作時における熱可塑性樹脂の融解、流動、素子本体の変形を防止することができる。
【0056】
熱可塑性樹脂としては、特に限定されないが、ポリエチレン等のポリオレフィン、エチレン−酢酸ビニルコポリマ−等のコポリマー、ポリビニルクロライド、ポリビニルフルオライド、ポリビニリデンフルオライド等のハロゲン化ビニルおよびビニリデンポリマー、12−ナイロン等のポリアミド、ポリスチレン、ポリアクリロニトリル、熱可塑性エラストマー、ポリエチレンオキサイド、ポリアセタ−ル、熱可塑性変性セルロ−ス、ポリスルホン類、ポリメチル(メタ)アクリレ−ト等が挙げられる。
【0057】
熱可塑性樹脂の重量平均分子量Mwは、特に限定されないが、好ましくは、10,000〜5,000,000である。これらの熱可塑性樹脂は単独で用いてもよく、また複数種の樹脂を用いてもよい。また、異なる種類の熱可塑性樹脂同士が架橋された構造を有する化合物を用いてもよい。
【0058】
素子本体4に含まれる導電性粒子としては、特に限定されないが、金属粉、カーボンブラック等が例示される。好ましくは、導電性粒子として金属粉を用いる。この金属粉としては、好ましくは、ニッケルを主成分とするものを用いる。金属粉の平均粒径は、好ましくは0.1μm以上、より好ましくは0.5〜4.0μm程度である。
【0059】
素子本体4において、樹脂組成物中の導電性粒子の含有量は、樹脂組成物全体に対して、好ましくは、20〜80質量%である。導電性粒子の含有量をこの範囲内とすることによって、非動作時の室温抵抗値を十分に低くすることができ、また、大きな抵抗変化量を得ることができる。さらには、素子抵抗のバラツキを十分に減少させることができる。
【0060】
素子本体4を構成する樹脂組成物は、上記の熱硬化性樹脂、熱可塑性樹脂、および導電性粒子以外に、例えば、ワックス、油脂、脂肪酸、高級アルコ−ル等の低分子有機化合物を更に含んでもよい。その結果、素子本体4の温度上昇に伴う抵抗変化量を増大させることができる。
【0061】
素子本体4は、内部に空隙を有し、この空隙に上記樹脂組成物を充填することが可能な基材を含んでもよい。このような基材としては、上記の役割を果たすことが可能なものであれば特に制限されず、織布、不織布、連続多孔質体等が例示される。
【0062】
素子本体4には、必要に応じて、電子線照射を行う。この電子線照射によって、反応開始剤が機能し、高分子同士の架橋反応が促進される。架橋反応のエネルギー源としては、電子線に限定されず、ガンマ線、紫外線、熱等も用いられる。照射する電子線の加速電圧及び電子線照射量は、素子本体4に含まれる高分子化合物の種類、あるいは素子本体の寸法等に応じて、適宜調整すればよい。なお、電子線照射は、電極板10および12の接合後であっても良い。
【0063】
第1電極板10および第2電極板12の形成および熱圧着
第1電極板10は、所定厚みのニッケル金属板あるいはニッケル合金板を打ち抜き成型して形成される。また、第2電極板12を構成するクラッド板は、所定厚みのニッケル金属板あるいはニッケル合金板と、所定厚みのアルミニウム金属板あるいはアルミニウム合金板とを、圧延成形して形成される。第1電極板10における素子接合面10cと、第2電極板12における素子接合面12cには、前述した方法により、素子本体4との熱圧着を強固にするための凹凸が形成してある。
【0064】
次に、素子本体4の表裏面(第1面6および第2面8)それぞれに、第1電極板10および第2電極板12を、熱プレス機等により、熱圧着する。熱圧着時の加熱温度は、素子本体4の材質にもよるが、好ましくは、130〜180℃程度である。また、熱圧着時の圧力は、好ましくは1×106〜3×106Pa程度である。
【0065】
なお、熱圧着時には、圧力により素子本体4が厚み方向に多少潰れて、電極板10および12の側方に多少はみ出すこともあるが、不要部分は、容易に除去することができる。
【0066】
保護膜3の形成
次に、素子本体4の表面のうち、電極板10および12で囲まれていない露出側面に、必要に応じて保護膜3を形成する。保護膜3の形成方法としては、特に限定されないが、たとえば、前述した樹脂を塗布して乾燥させる方法が例示される。
【0067】
なお、上述したように、本実施形態では、第1端子接合片10bが、第1素子接合片10aから素子本体4の外側に向かって延出する構成となっているため、樹脂を塗布する際に、素子本体4の露出面から第1電極板10の表面(端子板18が接合される側)へ回り込みもうとする樹脂が、第1端子接合片10bによって妨げられる。そのため、保護膜3は、第1端子接合片10b側の側面においては、保護膜3は、図1に示すように、第1端子接合片10bと、第2端子接合片12と、に挟まれた状態で形成される。
このようにして、図1に示すように、本実施形態に係るポリマーPTC素子2が完成する。
【0068】
ポリマーPTC素子2の組み付け方法
ポリマーPTC素子2は、図1に示すように、二次電池セル32と、保護回路30との間に組み込まれる。ポリマーPTC素子2を、図1に示すように接続するために、たとえば、まず、素子2における第2電極板12の端子接合片12bのアルミニウム層16b側を、二次電池セル32の電極端子34と接触させてスポット溶接する。素子2と二次電池セル32との間に隙間が形成される場合には、スペーサ36などを、素子2と二次電池セル32との間に配置させる。
【0069】
次いで、第1電極板10の第1端子接合片10bに対して、保護回路30に接続してある端子板18をスポット溶接により接合する。スポット溶接に際しては、図2に示すように、第1電極板10の素子本体4側に、支持板52を差し込んだ状態で、一対の電極棒50を、端子板18の表面から押し付けて、一対の電極棒50間に電流を流し、端子板18と第1端子接合片10bとのスポット溶接を行う。なお、第1端子接合片10bと端子板18との接合は、第1端子接合片12bと電極端子34との接合よりも前に行っても良い。
【0070】
本実施形態に係るポリマーPTC素子2では、第1電極板10に対して、端子板18をスポット溶接などで接合する際には、第1素子接合片10aから、素子本体4の外側に向かって延出した第1端子接合片10bに対して端子板18を接合する。そのため、第1端子接合片10bと端子板18とをスポット溶接する際の熱は、素子本体4にまで伝わり難く、素子本体4の熱劣化を防止することができる。
【0071】
さらに、本実施形態では、スポット溶接により発生する熱を、素子本体4に伝わり難くすることができることにより、素子本体4の熱劣化を防止するために、第1電極板10の厚みを比較的厚くする方法を採用する必要がないため、結果として、第1電極板10の薄層化を図ることができる。そして、第1電極板10の薄層化が可能となることにより、素子本来の機能を有効に発揮しながら、薄型化、軽量化、低コスト化が可能となる。
【0072】
すなわち、本実施形態に係るポリマーPTC素子2は、薄型化、軽量化、低コスト化を実現しながら、通常使用時においては、消費電力の低減を図ることができると共に、必要な場合には、電流を遮断して二次電池セル32を保護するという本来の機能を有効に発揮することができる。
【0073】
しかも、第1電極板10の厚みを薄層化することにより、落下などにより、第1電極板10と端子板18との間の接合部に衝撃が加わったとしても、接合部界面における応力を低減することができ、そのため、接合部界面における剥離を防止することができる。
【0074】
また、本実施形態では、第2電極板12をニッケル層14とアルミニウム層16とからなるクラッド板で構成しているため、素子本体4を接合した第2電極板12を、アルミニウム層16を介して、直接、二次電池32の電極端子34に接合することができ、製造工程の効率化やシステム全体としての薄型化・軽量化を実現することができる。
【0075】
さらに、第1電極板10の第1端子接合片10bと、第2電極板12の第2端子接合片12bとが、素子本体4の厚み方向から見た場合に、同一方向に延出させることにより、素子2全体をコンパクトな形状とすることができる。
【0076】
なお、本発明は、上述した実施形態に限定されるものではなく、本発明の範囲内で種々に改変することができる。
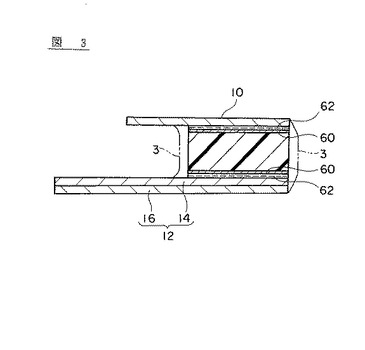
たとえば、図3に示すように、本発明では、素子本体4の表裏面には、ニッケルなどの金属箔60が積層してあり、各金属箔60に対して、第1電極板10および第2電極板12が、ハンダ層62を介して接合してあっても良い。金属箔60は、ニッケルなどの金属または合金で構成してあり、シート状の素子本体4の両面に金属箔を熱プレスした後に、これを所定の寸法に打ち抜くことによって、素子本体4と一体化することができる。金属箔60の厚みは、電極板10および12の厚みよりも薄く、一般的には、25〜30μmである。この場合においても、上述した実施形態と同様の効果を得ることができる。
【0077】
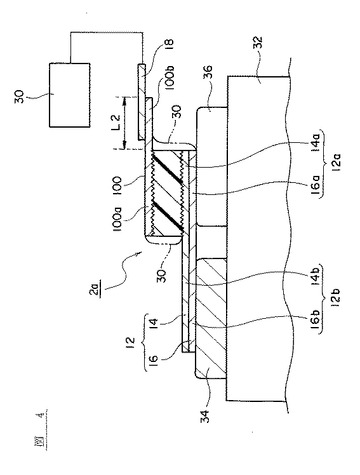
また、図4に示すように、第1電極板100の第1端子接合片100bの延出方向と、第2電極板12の第2端子接合片12bの延出方向と、が素子本体4を挟んで、それぞれ反対側に延出するような構成となっていても良い。また、同様に、図4において、第1電極板100の第1端子接合片100bの延出方向が、第2電極板12の第2端子接合片12bの延出方向に垂直な方向(すなわち、紙面と垂直な方向)となっていても良い。
【0078】
また、上述した実施形態では、第2電極板12をニッケル層14およびアルミニウム層16からなるクラッド板としたが、各層14,16は、ニッケル、アルミニウム以外の材料で構成しても良い。
さらに、第2電極板12をクラッド板とせずに、たとえば、ニッケルからなる単板としても良い。この場合には、ニッケルからなる単板(第2電極板12に相当)を、ニッケル層およびアルミニウム層からなる別のクラッド板を介して、二次電池セル32の電極端子34に接続すれば良い。
【0079】
また、本発明に係るポリマーPTC素子2は、二次電池セル32の過電流保護素子としてのみならず、自己制御型発熱体、温度センサー、限流素子、過電流保護素子等としても使用されることが可能である。
【0080】
また、本発明では、ポリマーPTC素子2の製造方法は、特に限定されない。たとえば上述した実施形態のように、素子本体4、第1電極板10、第2電極板12を、それぞれ単独の状態で互いに接合することなく、以下のようにしてポリマーPTC素子2を製造しても良い。
すなわち、切断後に素子本体4を構成するシート状素子本体と、切断後に第1電極板10および第2電極板12をそれぞれ構成することになる一対のシート状電極とを、熱圧着した後に、不要部分をプレスで打ち抜くことによって個別のポリマーPTC素子2を形成しても良い。その場合には、ポリマーPTC素子2を構成する部品の集合体同士を、一度に接合することによって、ポリマーPTC素子2の製造工程の効率を向上することできる。
【図面の簡単な説明】
【0081】
【図1】図1は本発明の一実施形態に係るPTC素子の使用状態を示す要部断面図である。
【図2】図2はスポット溶接の詳細を示す要部断面図である。
【図3】図3は本発明の他の実施形態に係るPTC素子の断面図である。
【図4】図4は本発明の他の実施形態に係るPTC素子の使用状態を示す要部断面図である。
【符号の説明】
【0082】
2… ポリマーPTC素子
3… 保護膜
4… 素子本体
10… 第1電極板
10a… 第1素子接合片
10b… 第1端子接合片
10c… 素子接合面
10d… 端子接合面
12… 第2電極板
12a… 第2素子接合片
12b… 第2端子接合片
12c… 素子接合面
12d… 端子接合面
14… ニッケル層
16… アルミニウム層
18… 端子板
30… 保護回路
32… 二次電池セル
34… 電極端子
50… 電極棒
60… 金属箔
62… ハンダ層
【技術分野】
【0001】
本発明は、電池や電子回路を過電流から保護すること等を目的として使用されるPTC素子と、そのPTC素子を有する電池保護システムとに関する。
【背景技術】
【0002】
PTC(positive temperature coefficient)素子は、所定の温度領域において、素子の温度が上昇すると、素子の抵抗値が増加する特性を有する。このような性質はPTC特性と呼ばれる。
【0003】
PTC素子は、電子機器等の電気回路に組み込まれる。電子機器の使用中に、何らかの理由によって回路に過剰電流が流れた場合、電子機器の温度が上昇し、それに伴いPTC素子自体の温度も上昇する。そして、PTC素子の温度がポリマーの融解温度に達すると、PTC素子の抵抗値が急激に増加する。その結果、電気回路において、PTC素子が過剰電流を遮断し、これにより、電気機器が過剰電流によって故障することを未然に防止することができる。
【0004】
このように、PTC素子は、過熱、過剰電流に対する安全保護装置として使用される。具体的には、PTC素子は、携帯電話の電源である二次電池を過電流から保護するための回路(保護回路)に組み込まれたりする。二次電池の充電中または放電中に過剰電流が流れた場合、PTC素子は電流を遮断して二次電池を保護する。
【0005】
このようなPTC素子の一例としては、ポリマー材料(結晶性重合体)に導電性粒子を分散させた素子本体(重合体正温度係数抵抗体)を、電極板(あるいは金属箔)で挟んだ構造を有するポリマーPTC素子が知られている(特許文献1参照)。
【0006】
このようなポリマーPTC素子は、通常、以下のような方法によって製造される。まず、金属粒子、カーボンブラック等の導電性フィラーを含む高分子(高密度ポリエチレン等)を押出成形し、素子本体を形成する。そして、素子本体の表裏面に、電極板を熱圧着することによって、ポリマーPTC素子が完成する。
【0007】
このポリマーPTC素子を所定の保護回路に組み込む際は、素子本体に熱圧着した電極板を、保護回路と電気的に接続された端子板へ接合する。この接合は、従来、ハンダ付け、溶接等により実施されている。
【0008】
ハンダ付け、溶接等を行う場合、電極板および端子板の少なくとも一部分を高温に加熱する必要がある。そのため、ハンダ付け、溶接の際に電極板へ加わる熱が、素子本体に伝導してしまい、素子本体が高温となり、熱劣化(軟化または溶融)することがある。素子本体が軟化または溶融すると、ポリマー中の導電性粒子の分散性が局所的に不均一となる。このような熱履歴を経たポリマーPTC素子においては、室温での抵抗値(室温抵抗値)がこの熱履歴前に比べて大きく増大してしまう。
【0009】
さらには、このようなポリマーPTC素子に対して、温度の上昇、下降を繰り返すと、ポリマーPTC素子の室温抵抗値がますます高くなってしまう。このように室温抵抗値の高くなったポリマーPTC素子においては、消費電力が増加してしまう。このように、電極板と端子板とを接合する際の加熱に起因するポリマーPTC素子の室温抵抗値の増大は、携帯電話などの小型機器に搭載する場合に、電池の短寿命化などの問題につながる。
【0010】
したがって、従来のポリマーPTC素子においては、このようなハンダ付け、溶接の際に電極板へ加わる熱の素子本体への伝導を緩和するために、電極板の厚みを比較的厚くする必要があり、そのため、素子の薄型化、軽量化、および低コスト化の妨げになっていた。
【0011】
【特許文献1】国際公開第2004/023499号パンフレット
【発明の開示】
【発明が解決しようとする課題】
【0012】
本発明は、このような実状に鑑みてなされ、その目的は、電極板の厚みを薄層化した場合においても、電極板と端子板とを溶接等によって接合する際における素子本体の熱劣化を有効に防止でき、素子本来の機能を有効に発揮しながら、薄型化、軽量化が可能なPTC素子を提供することである。また、本発明の別の目的は、過剰な電流が流れた場合に、電池を有効に保護することができる電池保護システムを提供することである。
【課題を解決するための手段】
【0013】
上記目的を達成するために、本発明に係るPTC素子は、
所定の温度領域において温度上昇に伴い抵抗値が増加する素子本体と、
前記素子本体の表裏面に接合された一対の第1および第2電極板と、を有するPTC素子であって、
前記電極板のうち少なくとも一方の第1電極板が、前記素子本体に対して接合する第1素子接合片と、前記第1素子接合片に対して一体に成形してあり、前記第1素子接合片から素子本体外側に向かって延出する第1端子接合片と、を有する。
【0014】
好ましくは、前記素子本体が、正の温度係数を持つ導電性ポリマーである。
【0015】
本発明に係るPTC素子においては、前記第1電極板は、前記素子本体と接合するための第1素子接合片と、スポット溶接などで端子板に対して接合するための第1端子接合片と、を有している。すなわち、前記第1電極板を、端子板にスポット溶接などで接合する際には、前記第1端子接合片に対して、端子板を接合する。そのため、第1端子接合片と端子板とをスポット溶接する際の熱は、素子本体にまで伝わりにくく、素子本体の熱劣化を防止することができる。
【0016】
本発明のPTC素子によれば、素子本体の熱劣化を防止することができるため、通常使用時においては、消費電力の低減を図ることができると共に、必要な場合には、電流を遮断して電子機器を保護するという本来の機能を有効に発揮することができる。
【0017】
本発明のPTC素子において、好ましくは、前記第1電極板の厚みが、25〜300μmであり、より好ましくは25〜150μmである。
前記第1電極板は、前記第1素子接合片と、前記第1端子接合片と、を有する構成となっているため、このように第1電極板の厚みを薄層化した場合でも、第1端子接合片と端子板とのスポット溶接の際に発生する熱による、素子本体の熱劣化を有効に防止することができる。その結果、素子本来の機能を有効に発揮しながら、薄型化、軽量化、および低コスト化が可能となる。また、第1電極板の厚みを薄層化することにより、落下などにより、第1電極板と端子板との間の接合部に衝撃が加わったとしても、接合部界面における応力を低減することができ、そのため、接合部界面における剥離を防止することができる。
【0018】
好ましくは、前記第2電極板は、二種類以上の材質の板材が積層してあるクラッド板で構成してある。
前記第2電極板をクラッド板で構成することにより、前記素子本体を接合した第2電極板を、直接、電池の電極端子に接合することができ、製造工程の効率化やシステム全体としての薄型化・軽量化を実現することができる。特に、前記第2電極板の少なくとも一方の面を、前記素子本体との接合に好適な材質で構成し、さらに、前記第2電極板の他方の面を、電池の電極端子との接合に好適な材質で構成したクラッド板とすることが好ましい。
【0019】
好ましくは、前記第2電極板は、前記素子本体に対して接合する第2素子接合片と、前記第2素子接合片に対して一体に成形してあり、前記第2素子接合片から素子本体外側に向かって延出する第2端子接合片と、を有する。第2電極板をこのような構成とすることにより、上述した第1電極板と同様の作用効果が得られる。
【0020】
好ましくは、前記第2電極板の厚みが、30〜600μmであり、より好ましくは、30〜200μmである。
【0021】
好ましくは、前記第1電極板の前記第1端子接合片と、前記第2電極板の前記第2端子接合片とが、前記素子本体の厚み方向から見た場合に、同一方向に延出している。このような構成を採用することにより、素子全体をコンパクトな形状とすることができる。
【0022】
好ましくは、前記第1および第2電極板で覆われていない前記素子本体の露出面には、保護膜が形成してある。保護膜は、酸素バリア性を有することが好ましい。保護膜を構成することで、素子本体の劣化を防止することができる。
【0023】
本発明では、前記素子本体の表裏面には、金属箔が積層してあり、各金属箔に対して、前記第1および第2電極板が接合してあっても良い。
【0024】
前記第1および第2電極板は、いずれか一方が、保護回路と電気的に接続される構成となっており、他方が、電池と電気的に接続される構成となっていれば良い。本発明においては、前記第1電極板が、保護回路と電気的に接続される構成となっており、他方の前記第2電極板が、電池と電気的に接続される構成となっていることが好ましい。
【0025】
本発明に係る電池保護システムは、
上記のいずれかに記載のPTC素子と、
前記PTC素子の第1電極板に電気的に接続される保護回路と、
前記PTC素子の第2電極板に電気的に接続される電池とを有する。
【0026】
本発明に係る電池保護システムでは、過剰な電流が流れた場合や、衝撃や圧力が作用したとしても、電池を有効に保護することができる。
【発明の効果】
【0027】
本発明によれば、電極板と端子板とを溶接等によって接合する際における素子本体の熱劣化を有効に防止できるため、電極板の厚みを薄層化することができ、その結果、素子本来の機能を有効に発揮しながら、薄型化、軽量化が可能なPTC素子を提供することができる。
【発明を実施するための最良の形態】
【0028】
以下、本発明を、図面に示す実施形態に基づき説明する。
図1は本発明の一実施形態に係るPTC素子の使用状態を示す要部断面図、
図2はスポット溶接の詳細を示す要部断面図、
図3は本発明の他の実施形態に係るPTC素子の断面図、
図4は本発明の他の実施形態に係るPTC素子の使用状態を示す要部断面図である。
【0029】
ポリマーPTC素子の全体構成
まず、本発明に係るPTC素子の一実施形態として、携帯電話の電源として用いられる二次電池セルを保護するためのポリマーPTC素子について説明する。
【0030】
図1に示すポリマーPTC素子2は、携帯電話の電源である二次電池セル32と、その二次電池セル32を過電流から保護するための保護回路30との間に組み込まれる。ポリマーPTC素子2は、保護回路30によっても制御しきれない過電流が二次電池セル32の充電中または放電中に流れた場合、保護回路30と二次電池セル32との間の電流を遮断して二次電池セル32を保護する。
以下では、まず、ポリマーPTC素子の全体構成について説明する。
【0031】
図1に示すポリマーPTC素子2は、正の抵抗温度特性(PTC特性)を有する導電性ポリマーで構成してある素子本体4を備えている。この素子本体4は、表裏面(互いに対向する第1面6および第2面8)を有する。第1面6および第2面8には、それぞれ第1電極板10と、第2電極板12とが接合されている。その結果、素子本体4は、第1電極板10と第2電極板12との間に挟まれるように配置される。なお、第2電極板12は、図1に示すように、ニッケル層14とアルミニウム層16との積層板で構成されたクラッド板となっている。
【0032】
第1電極板10は、素子本体4に対して接合する第1素子接合片10aと、この第1素子接合片10aに対して一体に成形してあり、第1素子接合片10aと同一平面上に位置する第1端子接合片10bと、を有する。第1端子接合片10bは、第1素子接合片10aから素子本体4の外側に向かって延出する構成となっている。そして、この第1端子接合片10bは、端子板18と接合され、これによりポリマーPTC素子2は、保護回路30と電気的に接続されている。
【0033】
すなわち、図1に示すように、本実施形態では、素子本体4の厚み方向から見て、素子本体4と重複しない部分に延出した第1端子接合片10bにおいて、端子板18と接合されている。本実施形態では、第1端子接合片10bと、端子板18との接合は、スポット溶接により行われる。
【0034】
この第1端子接合片10bの延出長さ(素子本体4の厚み方向から見た場合における、素子本体4と重ならない部分の長さ)L1は、製品のサイズに応じて適宜決定すれば良く、好ましくは0.4〜35mmの範囲、より好ましくは1.5〜5.0mmの範囲である。延出長さL1が小さすぎると、第1端子接合片10bと端子板18とをスポット溶接等により接合する際に発生する熱が、素子本体4に伝導してしまい、素子本体4が熱劣化してしまうおそれがある。一方、延出長さL1が大きすぎると、コスト高となると共に、素子全体のコンパクト化の要請に反する。
【0035】
また、第1端子接合片10bの幅(素子本体4の厚み方向から見た場合における幅)は、第1素子接合片10aの幅と同じとしても良いし、あるいは、第1素子接合片10aの幅よりも小さいものとしても良い。
【0036】
本実施形態では、第1電極板10における第1素子接合片10aの素子接合面10cが素子本体4の第1面6に直接に接触しており、素子接合面10cには凹凸が形成してある。また、第1端子接合片10bにおける端子接合面10dは、素子接合面10cよりも平坦面にしてある。
【0037】
素子接合面10cに形成してある凹凸は、素子本体4との熱圧着を強固にするためのものであり、その形成方法は、特に限定されないが、たとえばメッキ膜形成による粗面化処理が好ましい。メッキ膜形成による粗面化処理により、第1素子接合片10aの素子接合面10cには、節瘤状の突起が多数形成できる。この節瘤状の突起は、凹凸差が5〜15μm程度で頭部に対して中間部または基部がくびれている凸部であり、素子本体4と素子接合片10aの素子接合面10cとの熱圧着強度を向上させることができる。
【0038】
なお、素子接合面10cに形成してある凹凸の形成方法としては、メッキ膜形成による粗面化処理以外に、酸による表面処理、エッチング処理、ブラスト処理、切削などの機械加工による粗面化処理、その他の処理が例示される。第1電極板10における端子接合面10dは、第1電極板10の片面全面に対して凹凸を形成した後に、プレス加工などにより平坦化処理することにより形成しても良い。あるいは、素子接合面10c以外の部分をマスクして、素子接合面10cのみに凹凸を形成しても良い。
【0039】
本実施形態では、第1電極板10は、ニッケルまたはニッケル合金で構成してあり、保護回路30と接続されている端子板18も、第1電極板10とスポット溶接により接合しやすいニッケル板で構成してある。
【0040】
第1電極板10の厚みは、好ましくは25〜300μmであり、より好ましくは25〜150μmである。本実施形態では、スポット溶接による第1電極板10と端子板18との接合を、第1素子接合片10aから延出した第1端子接合片10bに対して行うため、スポット溶接により発生する熱を、素子本体4に伝わり難くすることができる。そのため、第1電極板10の厚みを比較的厚くする方法を採用しなくても、素子本体4の熱劣化を防止することができ、結果として、第1電極板10の薄層化を図ることができる。
【0041】
第1電極板10の厚みが薄すぎると、第1電極板10自体の強度が低下してしまい、信頼性が低下するおそれがある。一方、厚すぎると、ポリマーPTC素子2の薄型化、軽量化および低コスト化が困難となり、さらには、落下などにより、第1電極板10と端子板18との間の接合部に衝撃が加わった場合に、接合部界面に掛かる応力が大きくなり、接合部界面における剥離が発生し易くなる。
【0042】
また、端子板18の厚みは、通常100〜300μm程度である。
【0043】
第2電極板12は、ニッケル層14とアルミニウム層16との2種類の板材が積層してあるクラッド板で構成されている。図1に示すように、第2電極板12は、素子本体4に対して接合する第2素子接合片12aと、その第2素子接合片12aに対して一体に成形してあり、第2素子接合片12aの延長平面上に位置する第2端子接合片12bと、を有する。第2端子接合片12bは、第2素子接合片12aから素子本体4の外側に向かって延出する構成となっており、その延出方向は、第1端子接合片10bと同一となっている。
【0044】
第2電極板12における第2素子接合片12aは、ニッケル層14aとアルミニウム層16aとから構成され、ニッケル層14aの外表面である素子接合面12cには、上記した第1素子接合片10aの素子接合面10cと同様な凹凸が形成してある。
【0045】
また、第2電極板12における第2端子接合片12bは、ニッケル層14bとアルミニウム層16bとから構成され、アルミニウム層16bと電極端子34とが接合されることにより、二次電池セル32と電気的に接続されている。第2端子接合片12bのアルミニウム層16bと、電極端子34との接合は、スポット溶接により行われる。二次電池セル32の電極端子34は、一般的には、アルミニウム材で構成してあり、クラッド板におけるアルミニウム層16bに対して接合されやすい。
【0046】
第2電極板12における第2素子接合片12aの端子接合面12dには、素子接合面12cに形成してある凹凸が形成されず、平坦面となっていることが好ましい。第2電極板12において素子接合面12cに凹凸を形成するための方法と、素子接合面12c以外の端子接合面12dを平坦化する方法は、第1電極板10において部分的に凹凸面を形成するための方法と同様である。
【0047】
第2電極板12の厚みは、特に限定されないが、好ましくは30〜600μmであり、より好ましくは30〜200μmである。また、第2電極板12におけるニッケル層14とアルミニウム層16との厚み比は、好ましくは、(ニッケル層14:アルミニウム層16)=50:50〜67:33である。第2電極板12の長さは、特に限定されず、用途に応じて自由に設計される。また、ニッケル層14は、ニッケル単体の他、ニッケル合金で構成しても良く、同様に、アルミニウム層16も、アルミニウム単体の他、アルミニウム合金で構成しても良い。
【0048】
図1に示すように、素子本体4の表面のうち、電極板10および12で囲まれていない側面には、必要に応じて保護膜3が形成されている。保護膜3を形成することで、大気中の酸素による素子本体4の酸化を抑制し、素子本体4の劣化を防止することができる。保護膜3の種類としては、酸素を遮蔽する機能を有するものであれば特に限定されないが、エポキシ樹脂、EVOH(エチレン−ビニルアルコール共重合体)、PVA(ポリビニルアルコール)等が例示される。
【0049】
本実施形態では、第1端子接合片10bが、第1素子接合片10aから素子本体4の外側に向かって延出する構成となっているため、素子本体4の露出面に樹脂を塗布して保護膜3を形成する際に、素子本体4の露出面から第1電極板10の表面(端子板18が接合される側)へ回り込みもうとする樹脂が、第1端子接合片10bによって妨げられる。すなわち、第1電極板10の端子板18との接合面である端子接合面10dに樹脂が塗布されることを防止でき、そのため、第1電極板10の端子接合面10dに保護膜3が形成されず、保護膜3に起因する段差が生じないため、第1電極板10と端子板18とを良好に密着、接合させることができる。
【0050】
素子本体4の形状は、特に限定されず、直方体型、円柱型等が例示される。素子本体4の形状が直方体の場合、素子本体4の寸法は、縦3〜5mm×横2〜5mm×厚さ0.5〜1.0mm程度である。
【0051】
ポリマーPTC素子2の製造方法
次に、ポリマーPTC素子2の製造方法について説明する。
【0052】
素子本体4
素子本体4は、通常、主成分である重合体(熱硬化性樹脂、熱可塑性樹脂等の高分子化合物)および導電性粒子を含む樹脂組成物(導電性ポリマー)から構成される。なお、素子本体4は、重合体として、熱硬化性樹脂と熱可塑性樹脂との両方を含んでもよい。
【0053】
まず、高分子化合物(熱硬化性樹脂、熱可塑性樹脂等)、導電性粒子(金属粉、カーボンブラック等)、低分子有機化合物および、高分子化合物同士を架橋反応させるための反応開始剤等を秤量、混練し、PTC組成物を調整する。混練の方法としては、特に限定されないが、ニーダ、押出機、ミル等が例示される。また、PTC組成物に含有させる導電性粒子としては、ふるい機等によって所定の粒径をもつ導電性粒子のみを分級し、これを用いる。次に、このPTC組成物を成形し、素子本体4(図1)を得る。
【0054】
熱硬化性樹脂としては、特に限定されないが、エポキシ樹脂、ポリイミド樹脂、不飽和ポリエステル樹脂、シリコン樹脂、ポリウレタン樹脂およびフェノール樹脂等が挙げられる。好ましくは、熱硬化性樹脂としてエポキシ樹脂を用いる。エポキシ樹脂を用いることによって、ポリマーPTC素子が、十分な抵抗変化量及び耐熱性を有することができる。熱硬化性樹脂の分子量は、通常、重量平均分子量Mwが300〜10,000程度である。上記の熱硬化性樹脂は単独で用いてもよく、また複数種の樹脂を用いてもよい。また、異なる種類の熱硬化性樹脂同士が架橋された構造を有する化合物を用いてもよい。
【0055】
熱可塑性樹脂としては、特に限定されないが、好ましくは、結晶性ポリマーを用いる。熱可塑性樹脂の融点は、特に限定されないが、好ましくは、70〜200℃程度である。融点がこの範囲にある樹脂を用いることによって、ポリマーPTC素子動作時における熱可塑性樹脂の融解、流動、素子本体の変形を防止することができる。
【0056】
熱可塑性樹脂としては、特に限定されないが、ポリエチレン等のポリオレフィン、エチレン−酢酸ビニルコポリマ−等のコポリマー、ポリビニルクロライド、ポリビニルフルオライド、ポリビニリデンフルオライド等のハロゲン化ビニルおよびビニリデンポリマー、12−ナイロン等のポリアミド、ポリスチレン、ポリアクリロニトリル、熱可塑性エラストマー、ポリエチレンオキサイド、ポリアセタ−ル、熱可塑性変性セルロ−ス、ポリスルホン類、ポリメチル(メタ)アクリレ−ト等が挙げられる。
【0057】
熱可塑性樹脂の重量平均分子量Mwは、特に限定されないが、好ましくは、10,000〜5,000,000である。これらの熱可塑性樹脂は単独で用いてもよく、また複数種の樹脂を用いてもよい。また、異なる種類の熱可塑性樹脂同士が架橋された構造を有する化合物を用いてもよい。
【0058】
素子本体4に含まれる導電性粒子としては、特に限定されないが、金属粉、カーボンブラック等が例示される。好ましくは、導電性粒子として金属粉を用いる。この金属粉としては、好ましくは、ニッケルを主成分とするものを用いる。金属粉の平均粒径は、好ましくは0.1μm以上、より好ましくは0.5〜4.0μm程度である。
【0059】
素子本体4において、樹脂組成物中の導電性粒子の含有量は、樹脂組成物全体に対して、好ましくは、20〜80質量%である。導電性粒子の含有量をこの範囲内とすることによって、非動作時の室温抵抗値を十分に低くすることができ、また、大きな抵抗変化量を得ることができる。さらには、素子抵抗のバラツキを十分に減少させることができる。
【0060】
素子本体4を構成する樹脂組成物は、上記の熱硬化性樹脂、熱可塑性樹脂、および導電性粒子以外に、例えば、ワックス、油脂、脂肪酸、高級アルコ−ル等の低分子有機化合物を更に含んでもよい。その結果、素子本体4の温度上昇に伴う抵抗変化量を増大させることができる。
【0061】
素子本体4は、内部に空隙を有し、この空隙に上記樹脂組成物を充填することが可能な基材を含んでもよい。このような基材としては、上記の役割を果たすことが可能なものであれば特に制限されず、織布、不織布、連続多孔質体等が例示される。
【0062】
素子本体4には、必要に応じて、電子線照射を行う。この電子線照射によって、反応開始剤が機能し、高分子同士の架橋反応が促進される。架橋反応のエネルギー源としては、電子線に限定されず、ガンマ線、紫外線、熱等も用いられる。照射する電子線の加速電圧及び電子線照射量は、素子本体4に含まれる高分子化合物の種類、あるいは素子本体の寸法等に応じて、適宜調整すればよい。なお、電子線照射は、電極板10および12の接合後であっても良い。
【0063】
第1電極板10および第2電極板12の形成および熱圧着
第1電極板10は、所定厚みのニッケル金属板あるいはニッケル合金板を打ち抜き成型して形成される。また、第2電極板12を構成するクラッド板は、所定厚みのニッケル金属板あるいはニッケル合金板と、所定厚みのアルミニウム金属板あるいはアルミニウム合金板とを、圧延成形して形成される。第1電極板10における素子接合面10cと、第2電極板12における素子接合面12cには、前述した方法により、素子本体4との熱圧着を強固にするための凹凸が形成してある。
【0064】
次に、素子本体4の表裏面(第1面6および第2面8)それぞれに、第1電極板10および第2電極板12を、熱プレス機等により、熱圧着する。熱圧着時の加熱温度は、素子本体4の材質にもよるが、好ましくは、130〜180℃程度である。また、熱圧着時の圧力は、好ましくは1×106〜3×106Pa程度である。
【0065】
なお、熱圧着時には、圧力により素子本体4が厚み方向に多少潰れて、電極板10および12の側方に多少はみ出すこともあるが、不要部分は、容易に除去することができる。
【0066】
保護膜3の形成
次に、素子本体4の表面のうち、電極板10および12で囲まれていない露出側面に、必要に応じて保護膜3を形成する。保護膜3の形成方法としては、特に限定されないが、たとえば、前述した樹脂を塗布して乾燥させる方法が例示される。
【0067】
なお、上述したように、本実施形態では、第1端子接合片10bが、第1素子接合片10aから素子本体4の外側に向かって延出する構成となっているため、樹脂を塗布する際に、素子本体4の露出面から第1電極板10の表面(端子板18が接合される側)へ回り込みもうとする樹脂が、第1端子接合片10bによって妨げられる。そのため、保護膜3は、第1端子接合片10b側の側面においては、保護膜3は、図1に示すように、第1端子接合片10bと、第2端子接合片12と、に挟まれた状態で形成される。
このようにして、図1に示すように、本実施形態に係るポリマーPTC素子2が完成する。
【0068】
ポリマーPTC素子2の組み付け方法
ポリマーPTC素子2は、図1に示すように、二次電池セル32と、保護回路30との間に組み込まれる。ポリマーPTC素子2を、図1に示すように接続するために、たとえば、まず、素子2における第2電極板12の端子接合片12bのアルミニウム層16b側を、二次電池セル32の電極端子34と接触させてスポット溶接する。素子2と二次電池セル32との間に隙間が形成される場合には、スペーサ36などを、素子2と二次電池セル32との間に配置させる。
【0069】
次いで、第1電極板10の第1端子接合片10bに対して、保護回路30に接続してある端子板18をスポット溶接により接合する。スポット溶接に際しては、図2に示すように、第1電極板10の素子本体4側に、支持板52を差し込んだ状態で、一対の電極棒50を、端子板18の表面から押し付けて、一対の電極棒50間に電流を流し、端子板18と第1端子接合片10bとのスポット溶接を行う。なお、第1端子接合片10bと端子板18との接合は、第1端子接合片12bと電極端子34との接合よりも前に行っても良い。
【0070】
本実施形態に係るポリマーPTC素子2では、第1電極板10に対して、端子板18をスポット溶接などで接合する際には、第1素子接合片10aから、素子本体4の外側に向かって延出した第1端子接合片10bに対して端子板18を接合する。そのため、第1端子接合片10bと端子板18とをスポット溶接する際の熱は、素子本体4にまで伝わり難く、素子本体4の熱劣化を防止することができる。
【0071】
さらに、本実施形態では、スポット溶接により発生する熱を、素子本体4に伝わり難くすることができることにより、素子本体4の熱劣化を防止するために、第1電極板10の厚みを比較的厚くする方法を採用する必要がないため、結果として、第1電極板10の薄層化を図ることができる。そして、第1電極板10の薄層化が可能となることにより、素子本来の機能を有効に発揮しながら、薄型化、軽量化、低コスト化が可能となる。
【0072】
すなわち、本実施形態に係るポリマーPTC素子2は、薄型化、軽量化、低コスト化を実現しながら、通常使用時においては、消費電力の低減を図ることができると共に、必要な場合には、電流を遮断して二次電池セル32を保護するという本来の機能を有効に発揮することができる。
【0073】
しかも、第1電極板10の厚みを薄層化することにより、落下などにより、第1電極板10と端子板18との間の接合部に衝撃が加わったとしても、接合部界面における応力を低減することができ、そのため、接合部界面における剥離を防止することができる。
【0074】
また、本実施形態では、第2電極板12をニッケル層14とアルミニウム層16とからなるクラッド板で構成しているため、素子本体4を接合した第2電極板12を、アルミニウム層16を介して、直接、二次電池32の電極端子34に接合することができ、製造工程の効率化やシステム全体としての薄型化・軽量化を実現することができる。
【0075】
さらに、第1電極板10の第1端子接合片10bと、第2電極板12の第2端子接合片12bとが、素子本体4の厚み方向から見た場合に、同一方向に延出させることにより、素子2全体をコンパクトな形状とすることができる。
【0076】
なお、本発明は、上述した実施形態に限定されるものではなく、本発明の範囲内で種々に改変することができる。
たとえば、図3に示すように、本発明では、素子本体4の表裏面には、ニッケルなどの金属箔60が積層してあり、各金属箔60に対して、第1電極板10および第2電極板12が、ハンダ層62を介して接合してあっても良い。金属箔60は、ニッケルなどの金属または合金で構成してあり、シート状の素子本体4の両面に金属箔を熱プレスした後に、これを所定の寸法に打ち抜くことによって、素子本体4と一体化することができる。金属箔60の厚みは、電極板10および12の厚みよりも薄く、一般的には、25〜30μmである。この場合においても、上述した実施形態と同様の効果を得ることができる。
【0077】
また、図4に示すように、第1電極板100の第1端子接合片100bの延出方向と、第2電極板12の第2端子接合片12bの延出方向と、が素子本体4を挟んで、それぞれ反対側に延出するような構成となっていても良い。また、同様に、図4において、第1電極板100の第1端子接合片100bの延出方向が、第2電極板12の第2端子接合片12bの延出方向に垂直な方向(すなわち、紙面と垂直な方向)となっていても良い。
【0078】
また、上述した実施形態では、第2電極板12をニッケル層14およびアルミニウム層16からなるクラッド板としたが、各層14,16は、ニッケル、アルミニウム以外の材料で構成しても良い。
さらに、第2電極板12をクラッド板とせずに、たとえば、ニッケルからなる単板としても良い。この場合には、ニッケルからなる単板(第2電極板12に相当)を、ニッケル層およびアルミニウム層からなる別のクラッド板を介して、二次電池セル32の電極端子34に接続すれば良い。
【0079】
また、本発明に係るポリマーPTC素子2は、二次電池セル32の過電流保護素子としてのみならず、自己制御型発熱体、温度センサー、限流素子、過電流保護素子等としても使用されることが可能である。
【0080】
また、本発明では、ポリマーPTC素子2の製造方法は、特に限定されない。たとえば上述した実施形態のように、素子本体4、第1電極板10、第2電極板12を、それぞれ単独の状態で互いに接合することなく、以下のようにしてポリマーPTC素子2を製造しても良い。
すなわち、切断後に素子本体4を構成するシート状素子本体と、切断後に第1電極板10および第2電極板12をそれぞれ構成することになる一対のシート状電極とを、熱圧着した後に、不要部分をプレスで打ち抜くことによって個別のポリマーPTC素子2を形成しても良い。その場合には、ポリマーPTC素子2を構成する部品の集合体同士を、一度に接合することによって、ポリマーPTC素子2の製造工程の効率を向上することできる。
【図面の簡単な説明】
【0081】
【図1】図1は本発明の一実施形態に係るPTC素子の使用状態を示す要部断面図である。
【図2】図2はスポット溶接の詳細を示す要部断面図である。
【図3】図3は本発明の他の実施形態に係るPTC素子の断面図である。
【図4】図4は本発明の他の実施形態に係るPTC素子の使用状態を示す要部断面図である。
【符号の説明】
【0082】
2… ポリマーPTC素子
3… 保護膜
4… 素子本体
10… 第1電極板
10a… 第1素子接合片
10b… 第1端子接合片
10c… 素子接合面
10d… 端子接合面
12… 第2電極板
12a… 第2素子接合片
12b… 第2端子接合片
12c… 素子接合面
12d… 端子接合面
14… ニッケル層
16… アルミニウム層
18… 端子板
30… 保護回路
32… 二次電池セル
34… 電極端子
50… 電極棒
60… 金属箔
62… ハンダ層
【特許請求の範囲】
【請求項1】
所定の温度領域において温度上昇に伴い抵抗値が増加する素子本体と、
前記素子本体の表裏面に接合された一対の第1および第2電極板と、を有するPTC素子であって、
前記電極板のうち少なくとも一方の第1電極板が、前記素子本体に対して接合する第1素子接合片と、前記第1素子接合片に対して一体に成形してあり、前記第1素子接合片から素子本体外側に向かって延出する第1端子接合片と、を有するPTC素子。
【請求項2】
前記素子本体が、正の温度係数を持つ導電性ポリマーである請求項1に記載のPTC素子。
【請求項3】
前記第1電極板の厚みが、25〜300μmである請求項1または2に記載のPTC素子。
【請求項4】
前記第2電極板は、二種類以上の材質の板材が積層してあるクラッド板で構成してある請求項1〜3のいずれかに記載のPTC素子。
【請求項5】
前記第2電極板は、前記素子本体に対して接合する第2素子接合片と、前記第2素子接合片に対して一体に成形してあり、前記第2素子接合片から素子本体外側に向かって延出する第2端子接合片と、を有する請求項1〜4のいずれかに記載のPTC素子。
【請求項6】
前記第2電極板の厚みが、30〜600μmである請求項1〜5のいずれかに記載のPTC素子。
【請求項7】
前記第1電極板の前記第1端子接合片と、前記第2電極板の前記第2端子接合片とが、前記素子本体の厚み方向から見た場合に、同一方向に延出している請求項5または6に記載のPTC素子。
【請求項8】
前記第1および第2電極板で覆われていない前記素子本体の露出面には、保護膜が形成してある請求項1〜7のいずれかに記載のPTC素子。
【請求項9】
前記素子本体の表裏面には、金属箔が積層してあり、各金属箔に対して、前記第1および第2電極板が接合してある請求項1〜8のいずれかに記載のPTC素子。
【請求項10】
請求項1〜9のいずれかに記載のPTC素子と、
前記PTC素子の第1電極板に電気的に接続される保護回路と、
前記PTC素子の第2電極板に電気的に接続される電池と、を有する電池保護システム。
【請求項1】
所定の温度領域において温度上昇に伴い抵抗値が増加する素子本体と、
前記素子本体の表裏面に接合された一対の第1および第2電極板と、を有するPTC素子であって、
前記電極板のうち少なくとも一方の第1電極板が、前記素子本体に対して接合する第1素子接合片と、前記第1素子接合片に対して一体に成形してあり、前記第1素子接合片から素子本体外側に向かって延出する第1端子接合片と、を有するPTC素子。
【請求項2】
前記素子本体が、正の温度係数を持つ導電性ポリマーである請求項1に記載のPTC素子。
【請求項3】
前記第1電極板の厚みが、25〜300μmである請求項1または2に記載のPTC素子。
【請求項4】
前記第2電極板は、二種類以上の材質の板材が積層してあるクラッド板で構成してある請求項1〜3のいずれかに記載のPTC素子。
【請求項5】
前記第2電極板は、前記素子本体に対して接合する第2素子接合片と、前記第2素子接合片に対して一体に成形してあり、前記第2素子接合片から素子本体外側に向かって延出する第2端子接合片と、を有する請求項1〜4のいずれかに記載のPTC素子。
【請求項6】
前記第2電極板の厚みが、30〜600μmである請求項1〜5のいずれかに記載のPTC素子。
【請求項7】
前記第1電極板の前記第1端子接合片と、前記第2電極板の前記第2端子接合片とが、前記素子本体の厚み方向から見た場合に、同一方向に延出している請求項5または6に記載のPTC素子。
【請求項8】
前記第1および第2電極板で覆われていない前記素子本体の露出面には、保護膜が形成してある請求項1〜7のいずれかに記載のPTC素子。
【請求項9】
前記素子本体の表裏面には、金属箔が積層してあり、各金属箔に対して、前記第1および第2電極板が接合してある請求項1〜8のいずれかに記載のPTC素子。
【請求項10】
請求項1〜9のいずれかに記載のPTC素子と、
前記PTC素子の第1電極板に電気的に接続される保護回路と、
前記PTC素子の第2電極板に電気的に接続される電池と、を有する電池保護システム。
【図1】


【図2】

【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2008−71828(P2008−71828A)
【公開日】平成20年3月27日(2008.3.27)
【国際特許分類】
【出願番号】特願2006−247161(P2006−247161)
【出願日】平成18年9月12日(2006.9.12)
【出願人】(000003067)TDK株式会社 (7,238)
【Fターム(参考)】
【公開日】平成20年3月27日(2008.3.27)
【国際特許分類】
【出願日】平成18年9月12日(2006.9.12)
【出願人】(000003067)TDK株式会社 (7,238)
【Fターム(参考)】
[ Back to top ]