
PTPシート外観の検査装置および検査方法
【課題】打抜装置により打ち抜かれた後の位置で検査でき、空きスペースが確保しやすいPTPシート打ち抜き後外観検査装置を提供すること。
【解決手段】包装用透明フィルムが成形されてなるポケット部に錠剤等が収容され、ポケット部を塞ぐカバーフィルムがシールされ、打抜装置により打抜かれたPTPシートの中の錠剤等の外観不良を検査する装置であって、少なくとも錠剤等に対して光を照射する照明手段と、照明手段により照射された検査対象PTPシートを撮像する撮像手段と、撮像手段から出力される映像信号を処理する画像検査処理装置とを備え、照明手段は、検査対象PTPシートの長手方向とバー方向が平行である2本のバー型照明を有するものであり、かつ、錠剤等の収容された検査対象PTPシート面と照明光の照射角度が50〜70°の範囲内で、さらに検査対象PTPシート内の錠剤等について800ルックス以上で照射をする構成とされてなるPTPシート外観検査装置。
【解決手段】包装用透明フィルムが成形されてなるポケット部に錠剤等が収容され、ポケット部を塞ぐカバーフィルムがシールされ、打抜装置により打抜かれたPTPシートの中の錠剤等の外観不良を検査する装置であって、少なくとも錠剤等に対して光を照射する照明手段と、照明手段により照射された検査対象PTPシートを撮像する撮像手段と、撮像手段から出力される映像信号を処理する画像検査処理装置とを備え、照明手段は、検査対象PTPシートの長手方向とバー方向が平行である2本のバー型照明を有するものであり、かつ、錠剤等の収容された検査対象PTPシート面と照明光の照射角度が50〜70°の範囲内で、さらに検査対象PTPシート内の錠剤等について800ルックス以上で照射をする構成とされてなるPTPシート外観検査装置。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、錠剤またはカプセル剤(本発明において、以下、これらを総称して「錠剤等」という)が、例えば10個などの相当数の複数個単位で収納、包装されているPTP(Press Through Package)シートの製造に際し用いられる該PTPシートの外観検査装置および外観検査方法に関するものである。
【0002】
本発明において、該「錠剤等」には、PTPシートに収納され得る錠剤またはカプセル剤などの形態を有し、例えば経口剤や座剤として用いられる薬剤が広く含まれるものである。
【背景技術】
【0003】
一般に、PTPシートは、錠剤等の投入されるポケット部が成形されている透明性を有する包装用フィルムと、その包装フィルムにポケット部の開口を密封するようにシールするカバーフィルムによって構成されている。
【0004】
この包装用フィルムに対しカバーフィルムをシールする前段階において、ポケット部には固形製剤やカプセル等の錠剤等が投入される。
【0005】
なお、製品を区別する等のために、錠剤等には捺印や刻印が施され、また、カバーフィルムには識別情報の印刷等が施されているのが通常である。
【0006】
PTPシートの製造に際しては、錠剤等の異物付着や欠け等あるいはシートの異物付着や粉噛み等により製造された不良品の有無を検査するといった外観検査を行う必要があり、この外観検査に際しては、一般に外観検査装置が用いられる。
【0007】
この外観検査装置は、包装用フィルムとカバーフィルムがシールされる前の工程、もしくは、包装用フィルムとカバーフィルムがシールされた後でかつ打抜装置により打ち抜かれる前の工程に設置されている。すなわち、カバーフィルムによるシール前もしくはシール後において設置されており、いずれも、打抜装置により打ち抜かれる以前での検査として行われているものである(特許文献1)。
【0008】
この従来使用されてきている外観検査装置の性能は、一般に、300μm角の黒色異物が検知可能なものであり、本来何も外観異常がない優良品を、不良品として検知してしまう良品巻き込み率(=優良品巻き込み数/総検査枚数)で言えば、概して0.2%以下を示す性能のものである。
【0009】
ところが、上記外観検査装置をPTP包装機の該当箇所に設置する際、該装置設置用の空きスペースが確保できない場合がある。
【0010】
また、外観検査装置をシール後に設置した場合、打抜装置や刻印装置にて異物が付着したPTPシートが市場に流出する可能性があるので、そのような事態が生ずることは避けるべきものであった。
【特許文献1】特開2003−215047号公報
【発明の開示】
【発明が解決しようとする課題】
【0011】
そこで、本発明は、打抜装置により打ち抜かれた後の位置で検査でき、空きスペースが確保しやすいPTPシート打ち抜き後外観検査装置を提供することを目的とする。
【0012】
また、100〜300μm角の黒色異物が付着した錠剤等やシートが市場に流出した場合、苦情により製品回収をせざるを得ない場合がある。
【0013】
そこで、本発明の第二の目的は、100μm角の黒色異物が検知可能であり、かつ、良品巻き込み率(良品巻き込み数/総検査枚数)が0.2%以下で安定した検査ができるPTPシートの外観検査装置と外観検査方法を提供することを目的とする。
【課題を解決するための手段】
【0014】
上述した目的を達成する本発明のPTPシートの外観検査装置の第一は、以下の(1)の構成からなる。
【0015】
(1)包装用透明フィルムが成形されてなるポケット部に錠剤等が収容され、該ポケット部を塞ぐカバーフィルムがシールされ、打抜装置により打抜かれたPTPシートの中の前記錠剤等の外観不良を検査するPTPシート外観検査装置であって、少なくとも前記錠剤等に対して光を照射する照明手段と、該照明手段により照射された検査対象PTPシートを撮像する撮像手段と、該撮像手段から出力される映像信号を処理する画像検査処理装置とを備え、前記照明手段は、検査対象PTPシートの長手方向とバー方向が平行である2本のバー型照明を有するものであり、かつ、前記錠剤等の収容された検査対象PTPシート面と照明光の照射角度が50〜70°の範囲内であり、さらに検査対象PTPシート内の錠剤等について800ルックス以上で照射する構成とされてなることを特徴とするPTPシート外観検査装置。
【0016】
また、かかる第一の本発明のPTPシート外観検査装置は、好ましくは、以下の(2)〜(3)のいずれかの具体的構成を有するものである。
【0017】
(2)前記映像信号によって得られる画像イメージデータを用いて、前記画像検査処理装置により前記錠剤等のデータを二値化処理し、該二値化した前記錠剤等部分の値の平均値を算出し、該平均値が錠剤等の二値化目標値を外れた場合に照明電圧の補正を行うことを特徴とする上記(1)記載のPTPシート外観検査装置。
【0018】
(3)前記撮像手段が、打ち抜き後、PTPシート1枚に対して複数台のカメラにより構成されてなるものであることを特徴とする上記(1)または(2)記載のPTPシート外観検査装置。
【0019】
また、上述した目的を達成する本発明のPTPシートの外観検査装置の第二は、以下の(4)の構成からなる。
【0020】
(4)包装用透明フィルムが成形されてなるポケット部に錠剤等が収容され、該ポケット部を塞ぐカバーフィルムがシールされ、打抜装置により打抜かれたPTPシートの外観不良を検査するPTPシート外観検査装置であって、少なくとも前記包装用透明フィルム側から前記カバーフィルムに対して光を照射する照明手段と、該照明手段により照射された検査対象PTPシートを撮像する撮像手段と、該撮像手段から出力される映像信号を処理する画像検査処理装置とを備え、前記照明手段は、検査対象PTPシートの長手方向とバー方向が平行である2本のバー型照明を有するものであり、該検査対象PTPシート面と照明光の照射角度が55〜75°の範囲内であり、さらに検査対象PTPシートのカバーフィルムについて800ルックス以上で照射する構成にされてなることを特徴とするPTPシート外観検査装置。
【0021】
また、かかる第二の本発明のPTPシート外観検査装置は、好ましくは、以下の(5)〜(6)のいずれかの具体的構成を有するものである。
【0022】
(5)前記映像信号によって得られる画像イメージデータを用いて、前記画像検査処理装置により前記カバーフィルムのデータを二値化処理し、該二値化した前記カバーフィルムの値の平均値を算出し、該平均値がカバーフィルムの二値化目標値を外れた場合に照明電圧の補正を行うことを特徴とする上記(4)記載のPTPシート外観検査装置。
【0023】
(6)前記撮像手段が、打ち抜き後、PTPシート1枚に対し複数台のカメラにより構成されることを特徴とする上記(4)または(5)記載のPTPシート外観検査装置。
【0024】
また、より好ましくは、以下の(7)の構成を有するPTPシート外観検査装置である。
【0025】
(7)上記(1)、(2)または(3)記載のPTPシート外観検査装置と、上記(4)、(5)または(6)記載のPTPシート外観検査装置の双方を有して構成されてなるPTPシート外観検査装置。
【0026】
また、上述した目的を達成する第三の本発明のPTPシートの外観検査方法は、以下の(8)または(9)のPTPシート外観の検査方法である。
【0027】
(8)包装用透明フィルムに成形されたポケット部に錠剤等が収容され、該ポケット部を塞ぐカバーフィルムがシールされ、打抜装置により打抜かれたPTPシートの中の錠剤等の外観不良を検査するに際して、少なくとも前記錠剤等に対して光を照射する照明手段と、該照明手段により照射された検査対象PTPシートを撮像する撮像手段と、該撮像手段から出力される映像信号を処理する画像検査処理装置を用い、前記照明手段を、検査対象PTPシートの長手方向と平行となるバー型照明手段を用いて該錠剤等の収容されたPTPシート面と照明光の照射角度が50〜70°の範囲内にし、かつ錠剤等について800ルックス以上で照射して前記撮像を行い、前記映像信号を得ることを特徴とするPTPシート外観の検査方法。
【0028】
(9)包装用透明フィルムに成形されたポケット部に錠剤等が収容され、該ポケット部を塞ぐカバーフィルムがシールされ、打抜装置により打抜かれたPTPシートの外観不良を検査するに際して、少なくとも包装用透明フィルム側から前記カバーフィルムに対して光を照射する照明手段と、該照明手段により照射された検査対象PTPシートを撮像する撮像手段と、該撮像手段から出力される映像信号を処理する画像検査処理装置を用い、前記照明手段を、検査対象PTPシートの長手方向と平行となるバー型照明手段を用いて該PTPシート面と照明光の照射角度が55〜75°の範囲内にし、かつカバーフィルムについて800ルックス以上で照射して前記撮像を行い、前記映像信号を得ることを特徴とするPTPシート外観の検査方法。
【発明の効果】
【0029】
請求項1にかかる本発明によれば、錠剤等に施されている刻印の溝による影響を最小限にでき、そうした状態での錠剤等外観不良の正確な検査、ひいてはPTPシートの正確な外観検査を行うことができるという効果を奏する。
【0030】
請求項2にかかる本発明によれば、錠剤等の物性等のバラツキや照明の照度劣化に起因する撮像画像の明るさのバラツキを直すことができ、より正確なPTPシート外観の検査を行うことができるようになる。
【0031】
請求項3にかかる本発明によれば、100μm角の黒色異物を検知することが可能となり、かつ、PTPシートの各部分における明るさのバラツキを補正することができ、より正確なPTPシート外観の検査を行うことができるようになる。
【0032】
請求項4にかかる本発明によれば、PTPシートの網目による影響が最小限となり、より正確なPTPシート外観の検査を行うことができるようになる。
【0033】
請求項5にかかる発明によれば、包装用フィルムの物性等のバラツキや照明の照度劣化に起因する撮像画像の明るさのバラツキを直すことができ、より正確なPTPシート外観の検査を行うことができるようになる。
【0034】
請求項6にかかる本発明によれば、100μm角の黒色異物を検知することが可能となり、かつ、PTPシートの各部分における明るさのバラツキを補正することができ、より正確なPTPシート外観の検査を行うことができるようになる。
【0035】
請求項7にかかる本発明によれば、PTPシート外観の全面において、より正確なPTPシート外観の検査を行うことができるようになる。
【0036】
請求項8にかかる発明によれば、錠剤等に施されている刻印の溝による影響を最小限にでき、そうした状態での錠剤等外観不良の正確な検査、ひいてはPTPシートの正確な外観検査を行うことができるという効果を奏する。
【0037】
請求項9にかかる発明によれば、PTPシートの網目状の凹凸表面形態による影響が最小限となり、より正確なPTPシート外観の検査を行うことができるようになる。
【発明を実施するための最良の形態】
【0038】
以下、更に詳しく本発明のPTPシートの外観検査装置と外観検査方法について、図面等を参照しながら説明する。
【0039】
まず、検査対象物である打抜装置により打ち抜かれたPTPシートについて、図1に基づいて説明をする。
【0040】
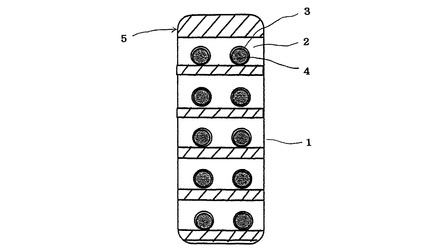
図1に示した如く、PTPシート1は、包装用透明フィルム2が成形されてなるポケット部3に錠剤等4が収容され、裏面側では、該ポケット部3を塞ぐカバーフィルム5がシールされ、打抜き装置により打抜かれたシートであり、図1に示したものは5列×2例の計10個の錠剤等が収納されているシートである。このPTPシートの長手方向とは5個の錠剤等が並んでいる方向であり、2個の錠剤等が並んでいる方向を本発明ではPTPシートの幅方向と呼ぶ。
【0041】
本発明では、このようなPTPシートの外観検査を行うに際して、課題を解決するための手段として上述した(1)と(8)は、該PTPシートの外観検査にあたり、中に収納されている錠剤等についての外観検査を行う装置と方法に関するものであり、上述した(4)と(9)は、該PTPシートの外観検査にあたり、該PTPシートを直接的に外観検査に供する装置と方法に関するものものである。
【0042】
そして、上述した(7)は、錠剤等についての外観検査を行う上述(1)の検査装置と、PTPシートの外観検査を行う上述(4)の検査装置の双方を有してなるものである。
【0043】
まず、上述した(1)の検査装置について説明をする。
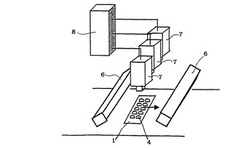
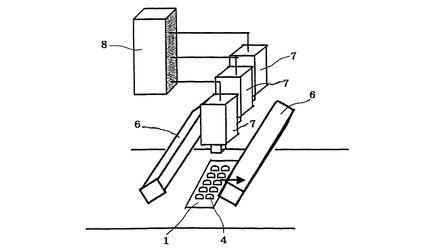
かかる検査装置は、包装用透明フィルムが成形されてなるポケット部に錠剤等4が収容され、該ポケット部を塞ぐカバーフィルムがシールされ、打抜装置により打抜かれたPTPシートの中の前記錠剤等4の外観不良を検査するPTPシート外観検査装置であって、少なくとも該錠剤等4に対して光を照射する照明手段6と、該照明手段6により照射された検査対象PTPシートを撮像する撮像手段7と、該撮像手段7から出力される映像信号を処理する画像検査処理装置8とを備え、該照明手段6は、検査対象PTPシート1の長手方向とバー方向が平行である2本のバー型照明を有するものであり、かつ、錠剤等4の収容された検査対象PTPシート1面と照明光の照射角度が50〜70°の範囲内であり、さらに検査対象PTPシート1内の錠剤等について800ルックス以上で照射する構成にされてなることを特徴とする。
【0044】
PTPシートの錠剤等部分を外観検査する装置構成を説明する。図2のとおり、外観検査装置は、PTPシート1に光を照射する照明6と、照明により照射された検査対象物を撮像する複数台の撮像カメラ7と、該撮像カメラから出力される映像信号を処理する画像検査処理装置8とで構成される。
【0045】
照明は、検査対象物の長手方向と平行になるようにバー型照明6を2本配置する。すなわち、長方形の検査対象物の全領域に対して均質な光を照射する形態として、バー型照明6の2本を平行に配置し、かつ、検査対象PTPシート1の長手方向とバー方向が平行になるように該2本のバー型照明6を配置するものである。
【0046】
また、該バー型照明6は、検査をより正確に行うことができるように、各種の有色光を照射できるようにされていることが良く、照射光は錠剤等と同系色の光を選択して照射するのが良い。同系色の光を選択することで異物部分と錠剤等部分との明確なコントラストを得ることができるようになり、より正確な検査が可能となるからである。なお、「有色光」は、有彩色(緑色系、青色系、赤色系など)であれば好ましいが、白色系などの無彩色系のものでもよい。
【0047】
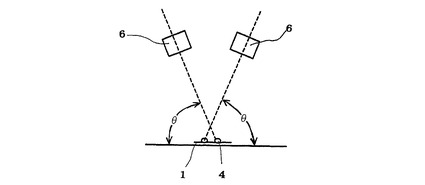
また、照明光は、図3に示すとおり、PTPシート1面とバー型照明6から照射される照明光の照射角度θを50°から70°とすることが必要である。錠剤等4に施される刻印の溝による影響を最小限とする観点からであり、本発明者等の知見によれば、60°前後(±2.5°程度)の角度で照射することが好ましい。
【0048】
また、照明の照度は、前記した撮像カメラの一つの画面内に撮像されて、一回の検査の対象となる錠剤等の実質的に全てが平均800ルックス以上で照射される必要がある。異物部分と錠剤等部分との明確なコントラストを得る観点からであり、特に、本発明者らの知見によれば、最適なコントラスト状態を得るために1000〜3000ルックスの安定した光で照射することが好ましく、より好ましくは、1800〜2300ルックスの範囲内である。
【0049】
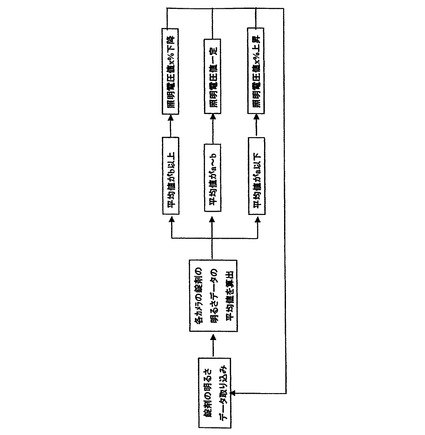
検査対象物を適切な明るさで安定して検査するための自動調光制御の仕組みを図4に示したブロック図にて説明する。まず、撮像カメラの一つの画面内に撮像され、一回の検査対象となる錠剤等の中から1個の錠剤等を任意に選択し、その錠剤等の明るさデータを画像検査処理装置に取り込む。ここで、「明るさデータ」とは、撮像されたPTPシートの画像から採取した採取した二値化データのことである。二値化とは、画像の明るさを256段階に区切った値を示しているものであり、当該数値データは、0から256の範囲内の整数である。
【0050】
該明るさ代表値がa以上b未満の範囲内であった場合、照明の電圧値は一定にしておいてよいものであるが、b以上の場合には、照明電圧値をx%自動的に下降させ、a未満の場合は照明電圧値をx%自動的に上昇させるものである。
【0051】
aの値は180〜220、bの値は220以上、xの値は1〜10%に設定する必要がある。ハレーションや異物部分と錠剤等部分との明確なコントラストを得る観点から、aの値は210、bの値は230に設定することが好ましい。
【0052】
また、包装用フィルム切換え時などに適正な照度で検査するため、xの値は2で設定することが好ましい。
【0053】
現像カメラは、複数台を設置することが望ましい。複数台を設けると、例えば100μm角の黒色異物などでも比較的簡単に検知可能となり、かつ、PTPシートのカバーフィルムの各部分における明るさのバラツキを補正する観点から、3台以上を設置するのがよい。そして、図2や図5に図示したようにPTPシートの長さ方向にバー方向が平行になるようにするものである。
【0054】
本発明の検査装置では、さらに、好ましくは、上述の映像信号によって得られる画像イメージデータを用いて、画像検査処理装置により錠剤等のデータを二値化し、該二値化した錠剤等部分の値の平均値を算出し、該平均値が錠剤等データの二値化目標値を外れた場合に、照明電圧の補正を行うのがよい。
【0055】
ここで、「錠剤等の二値化目標値」とは、錠剤等と異物とのコントラストが明確であり、ハレーションが起こらない値として決められる。本発明者等の知見によれば、該目標値は、200〜250の範囲内に入るように設定するのが良く、より好ましくは、220前後である。また、「補正」とは、照明電圧値を最適な値にすることをいい、このようにして補正を行うことにより、撮像されたPTPシートの明るさが適正となるので、より正確な検査ができるようになる。なお、「補正」は、より簡易に行うことができるように、予め、特定の補正量を固定化しておき、その固定化された状態に設定することが良い。
【0056】
該補正は、装置構成としては、検査対象のPTPシートに光を照射する照明手段と、該照明手段により照射された検査対象PTPシートを撮像する撮像手段と、該撮像手段から出力される映像信号を処理する画像検査処理装置で行うものであり、異物などの不良検査の場合と同様の構成で行うことができるものである。
【0057】
次に、PTPシートのカバーフィルム部分(錠剤等以外の部分)を外観検査する装置の構成を説明する。
【0058】
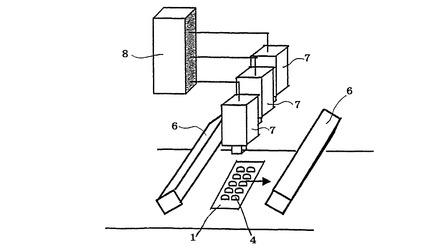
図5のとおり、外観検査装置は、PTPシート1に光を照射する照明6と、該照明6により照射された検査対象PTPシートを撮像する複数台の撮像カメラ7と、該撮像カメラから出力される映像信号を処理する画像検査処理装置8とで構成されていおり、基本的な構成は、図2に示した錠剤等の外観検査する装置とほぼ同様である。
【0059】
照明6は、検査対象PTPシート1の長手方向と平行となるように、バー型照明2本を配置して構成されており、長方形の検査対象PTPシートの全領域に対して均質な光を照射する形態として、バー型照明2本を配置するのが最適なものである。
【0060】
また、該バー型照明6は、検査をより正確に行うことができるように、各種の有色光を照射できるようにされていることが良く、照射光は検査対象PTPシートの識別情報(印字部)と同系色の光を選択して照射することが良い。同系色の光を選択することで異物部分と通常のシートの識別情報(印字部)部分との明確なコントラストを得ることができるようになり、より正確な検査が可能となるからである。なお、「有色光」は、有彩色(緑色系、青色系、赤色系など)であれば好ましいが、白色系などの無彩色系のものでもよい。
【0061】
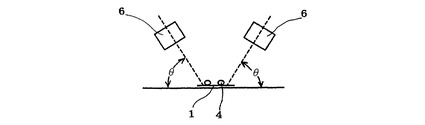
また、照明は、図6に示したとおり、PTPシート面と照明光の照射角度が55°から75°とすることが重要である。このようにすることによりシートの網目状の凹凸表面形態による影響を最小限とすることができ、特に好ましくは、65°前後(±2.5°程度)の照射角度で照射するのがよい。
【0062】
また、照明の照度は、撮像カメラの一つの画面内に撮像されて、一回の検査の対象となるシートのカバーフィルム部分が800ルックス以上で照射されるように構成することが重要である。
【0063】
なお、異物部分とシートの識別情報(印字部)部分との明確なコントラストを得る観点から、1000〜3000ルックスの安定した光で照射することが好ましく、より好ましくは、1800〜2300ルックスの範囲内である。
【0064】
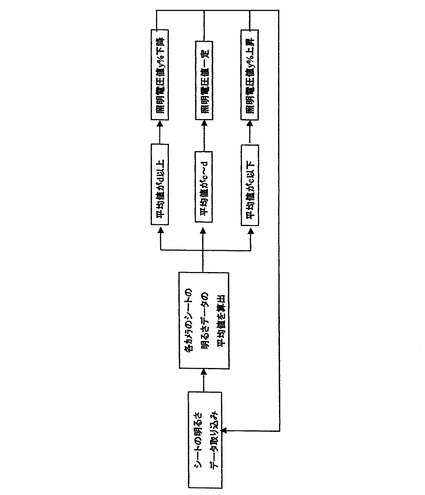
検査対象物を適切な明るさで安定して検査するための自動調光制御の仕組みを図7に示したブロック図にて説明する。まず、撮像カメラの一つの画面内に撮像されて、一回の検査の対象となる全てのカバーフィルム部分の明るさデータを画像検査処理装置に取り込む。ここで、「カバーフィルムの明るさデータ」とは、前述したのと同様である。「カバーフィルムのデータの二値化目標値」とは、カバーフィルムと異物とのコントラストが明確であり、ハレーションが起こらない値として決められる。
【0065】
そして、複数台の各カメラのカバーフィルムの明るさデータを平均化し、明るさ代表値を算出する。明るさ代表値がcからdの範囲内であった場合、照明の電圧値は一定であるが、d以上の場合は、照明電圧値を自動的にy%下降させ、c以下の場合は照明電圧値をy%自動的に上昇させる。cの値は140〜170、dの場合は160〜190、yの値は1〜10に設定することが重要である。ハレーションや異物部分と錠剤等部分との明確なコントラストを得る観点から、cの値は150、dの値は170に設定することが好ましい。また、包装用フィルム切り換え時などに適正な照度で検査するため、xの値は2で設定することが好ましい。
【0066】
補正は、装置構成としては、検査対象のPTPシートに光を照射する照明手段と、該照明手段により照射された検査対象PTPシートを撮像する撮像手段と、該撮像手段から出力される映像信号を処理する画像検査処理装置で行うものであり、異物などの不良検査の場合と同様の構成で行うことができる。
【0067】
撮像カメラは、複数台設置することが望ましい。一般的には、100μm角の黒色異物が検知可能となり、かつ、PTPシートの各部分における明るさのバラツキを補正する観点から、3台以上設置することが好ましい。
【実施例】
【0068】
包装用塩ビフィルムから成形されたポケット部に刻印が施された白色錠剤等が収容され、ポケット部を塞ぐように緑色で識別情報が印字されたアルミフィルムによりシールされ、打抜装置により打ち抜かれた図1に示すようなPTPシートを検査対象物とした。
【0069】
PTPシートの錠数は10剤(5列×2列)と21錠(7列×3列)を対象とした。また、10錠シートの搬送速度は130シート/分、21錠シートの搬送速度は90シート/分とした。
【0070】
錠剤等部分の外観検査装置は、図2に概略を示したものと同様であり、錠剤等と同色である白色光を照射する照明手段と、該照明手段により照射された検査対象物を撮像する撮像手段と、該撮像手段から出力される映像信号を処理する画像検査処理装置とで構成される。
【0071】
錠剤等部分の外観検査装置の照明手段は、図3に示した通り、検査対象物の長手方向と平行になるように白色バー型照明2本を配置し、検査対象物であるPTPシート面と照明光との角度θを60°に設定して、錠剤等が1100〜1400ルックス(平均1200ルックス)で照射されるように配置した。
【0072】
錠剤等の外観検査装置の自動調光制御、すなわち、検査照度の適正化は、図4に示すとおり、錠剤等の明るさデータを取り込み、画像検査処理装置とより各カメラの錠剤等の明るさデータの平均値を算出し、照明用電圧設定器を用いて、平均値が210〜230の場合、照明の電圧値は一定であるが、230以上の場合は照明電圧値を自動的に2%下降させ、210以下の場合は照明電圧値を2%自動的に上昇させるよう、プログラムを設定した。
【0073】
錠剤等の外観検査装置の撮像カメラ台数は3台に設定した。
シート部分(錠剤等以外)の外観検査装置は、図5に示す通り、識別文字と同色の緑色光を照射する照明手段と、該照明手段により照射された検査対象物を撮像する撮像手段と、該撮像手段から出力される映像信号を処理する画像処理装置とで構成されるように設定した。
【0074】
シート部分の外観検査装置の照明手段は、図6に概略を示した通りのものであり、検査対象物の長手方向と平行となるように緑色バー型照明2本を配置し、検査対象物であるPTPシート面と照明光との照射角度θは65°として、シートの全ての部分が900〜1500ルックス(平均1200ルックス)で照射されるように配置した。
【0075】
シートの外観検査装置の自動調光制御、すなわち、検査照度の適正化は、図7に示す通り、各カメラの明るさデータを取り込み、画像検査処理装置により各カメラのシートの明るさデータをもとに平均値を算出し、照明用電圧設定器を用いて、平均値が150〜170の場合、照明の電圧値は一定であるが、170以上の場合は、照明電圧値を自動的に2%下降させ、150以下の場合は照明電圧値を2%自動的に上昇させるよう、プログラムを設定した。
【0076】
シートの外観検査装置の撮像カメラ台数は3台に設定した。
錠剤等とシートの外観検査装置を並列に配置し、PTPシート1枚の全面検査を実施できるように配置した。
【0077】
上記構成でPTPシートの外観検査を実施した結果、錠剤等の検査で100μm角程度からそれ以上のサイズの黒色異物、シート検査で150μm程度からそれ以上の黒色異物が、それぞれ検知可能となった。
【0078】
また、上記構成でPTPシートの検査を実施した結果、良品巻き込み率(良品巻き込み数/検査本数)は0.13%であり、満足できるものであった。
【図面の簡単な説明】
【0079】
【図1】図1は、本発明の検査装置による外観検査に供される被検査対象物のPTPシートをモデル的に示した外観概略正面図である。
【図2】図2は、本発明にかかるPTPシートの錠剤等部分の外観検査をする検査装置の概略構成をモデル的に示した斜視図である。
【図3】図3は、図2に示したPTPシートの錠剤等部分の外観検査をする検査装置における照明セッティングの例をモデル的に示した概略モデル正面図である。
【図4】図4は、図2に示したPTPシートの錠剤等部分の外観検査をする検査装置における自動調光制御法の概要を説明するフロー図である。
【図5】図5は、本発明にかかるPTPシートのカバーフィルム部分の外観検査をする検査装置の概略構成をモデル的に示した斜視図である。
【図6】図6は、図5に示したPTPシートのカバーフィルム部分の外観検査をする検査装置における照明セッティングの例をモデル的に示した概略モデル正面図である。
【図7】図7は、図5に示したPTPシートのカバーフィルム部分の外観検査をする検査装置における自動調光制御法の概要を説明するフロー図である。
【符号の説明】
【0080】
1:PTPシート
2:包装用透明フィルム
3:ポケット部
4:錠剤等
5:カバーフィルム
6:照明手段
7:検査対象のPTPシートを撮像する撮像手段
8:画像検査処理装置
【技術分野】
【0001】
本発明は、錠剤またはカプセル剤(本発明において、以下、これらを総称して「錠剤等」という)が、例えば10個などの相当数の複数個単位で収納、包装されているPTP(Press Through Package)シートの製造に際し用いられる該PTPシートの外観検査装置および外観検査方法に関するものである。
【0002】
本発明において、該「錠剤等」には、PTPシートに収納され得る錠剤またはカプセル剤などの形態を有し、例えば経口剤や座剤として用いられる薬剤が広く含まれるものである。
【背景技術】
【0003】
一般に、PTPシートは、錠剤等の投入されるポケット部が成形されている透明性を有する包装用フィルムと、その包装フィルムにポケット部の開口を密封するようにシールするカバーフィルムによって構成されている。
【0004】
この包装用フィルムに対しカバーフィルムをシールする前段階において、ポケット部には固形製剤やカプセル等の錠剤等が投入される。
【0005】
なお、製品を区別する等のために、錠剤等には捺印や刻印が施され、また、カバーフィルムには識別情報の印刷等が施されているのが通常である。
【0006】
PTPシートの製造に際しては、錠剤等の異物付着や欠け等あるいはシートの異物付着や粉噛み等により製造された不良品の有無を検査するといった外観検査を行う必要があり、この外観検査に際しては、一般に外観検査装置が用いられる。
【0007】
この外観検査装置は、包装用フィルムとカバーフィルムがシールされる前の工程、もしくは、包装用フィルムとカバーフィルムがシールされた後でかつ打抜装置により打ち抜かれる前の工程に設置されている。すなわち、カバーフィルムによるシール前もしくはシール後において設置されており、いずれも、打抜装置により打ち抜かれる以前での検査として行われているものである(特許文献1)。
【0008】
この従来使用されてきている外観検査装置の性能は、一般に、300μm角の黒色異物が検知可能なものであり、本来何も外観異常がない優良品を、不良品として検知してしまう良品巻き込み率(=優良品巻き込み数/総検査枚数)で言えば、概して0.2%以下を示す性能のものである。
【0009】
ところが、上記外観検査装置をPTP包装機の該当箇所に設置する際、該装置設置用の空きスペースが確保できない場合がある。
【0010】
また、外観検査装置をシール後に設置した場合、打抜装置や刻印装置にて異物が付着したPTPシートが市場に流出する可能性があるので、そのような事態が生ずることは避けるべきものであった。
【特許文献1】特開2003−215047号公報
【発明の開示】
【発明が解決しようとする課題】
【0011】
そこで、本発明は、打抜装置により打ち抜かれた後の位置で検査でき、空きスペースが確保しやすいPTPシート打ち抜き後外観検査装置を提供することを目的とする。
【0012】
また、100〜300μm角の黒色異物が付着した錠剤等やシートが市場に流出した場合、苦情により製品回収をせざるを得ない場合がある。
【0013】
そこで、本発明の第二の目的は、100μm角の黒色異物が検知可能であり、かつ、良品巻き込み率(良品巻き込み数/総検査枚数)が0.2%以下で安定した検査ができるPTPシートの外観検査装置と外観検査方法を提供することを目的とする。
【課題を解決するための手段】
【0014】
上述した目的を達成する本発明のPTPシートの外観検査装置の第一は、以下の(1)の構成からなる。
【0015】
(1)包装用透明フィルムが成形されてなるポケット部に錠剤等が収容され、該ポケット部を塞ぐカバーフィルムがシールされ、打抜装置により打抜かれたPTPシートの中の前記錠剤等の外観不良を検査するPTPシート外観検査装置であって、少なくとも前記錠剤等に対して光を照射する照明手段と、該照明手段により照射された検査対象PTPシートを撮像する撮像手段と、該撮像手段から出力される映像信号を処理する画像検査処理装置とを備え、前記照明手段は、検査対象PTPシートの長手方向とバー方向が平行である2本のバー型照明を有するものであり、かつ、前記錠剤等の収容された検査対象PTPシート面と照明光の照射角度が50〜70°の範囲内であり、さらに検査対象PTPシート内の錠剤等について800ルックス以上で照射する構成とされてなることを特徴とするPTPシート外観検査装置。
【0016】
また、かかる第一の本発明のPTPシート外観検査装置は、好ましくは、以下の(2)〜(3)のいずれかの具体的構成を有するものである。
【0017】
(2)前記映像信号によって得られる画像イメージデータを用いて、前記画像検査処理装置により前記錠剤等のデータを二値化処理し、該二値化した前記錠剤等部分の値の平均値を算出し、該平均値が錠剤等の二値化目標値を外れた場合に照明電圧の補正を行うことを特徴とする上記(1)記載のPTPシート外観検査装置。
【0018】
(3)前記撮像手段が、打ち抜き後、PTPシート1枚に対して複数台のカメラにより構成されてなるものであることを特徴とする上記(1)または(2)記載のPTPシート外観検査装置。
【0019】
また、上述した目的を達成する本発明のPTPシートの外観検査装置の第二は、以下の(4)の構成からなる。
【0020】
(4)包装用透明フィルムが成形されてなるポケット部に錠剤等が収容され、該ポケット部を塞ぐカバーフィルムがシールされ、打抜装置により打抜かれたPTPシートの外観不良を検査するPTPシート外観検査装置であって、少なくとも前記包装用透明フィルム側から前記カバーフィルムに対して光を照射する照明手段と、該照明手段により照射された検査対象PTPシートを撮像する撮像手段と、該撮像手段から出力される映像信号を処理する画像検査処理装置とを備え、前記照明手段は、検査対象PTPシートの長手方向とバー方向が平行である2本のバー型照明を有するものであり、該検査対象PTPシート面と照明光の照射角度が55〜75°の範囲内であり、さらに検査対象PTPシートのカバーフィルムについて800ルックス以上で照射する構成にされてなることを特徴とするPTPシート外観検査装置。
【0021】
また、かかる第二の本発明のPTPシート外観検査装置は、好ましくは、以下の(5)〜(6)のいずれかの具体的構成を有するものである。
【0022】
(5)前記映像信号によって得られる画像イメージデータを用いて、前記画像検査処理装置により前記カバーフィルムのデータを二値化処理し、該二値化した前記カバーフィルムの値の平均値を算出し、該平均値がカバーフィルムの二値化目標値を外れた場合に照明電圧の補正を行うことを特徴とする上記(4)記載のPTPシート外観検査装置。
【0023】
(6)前記撮像手段が、打ち抜き後、PTPシート1枚に対し複数台のカメラにより構成されることを特徴とする上記(4)または(5)記載のPTPシート外観検査装置。
【0024】
また、より好ましくは、以下の(7)の構成を有するPTPシート外観検査装置である。
【0025】
(7)上記(1)、(2)または(3)記載のPTPシート外観検査装置と、上記(4)、(5)または(6)記載のPTPシート外観検査装置の双方を有して構成されてなるPTPシート外観検査装置。
【0026】
また、上述した目的を達成する第三の本発明のPTPシートの外観検査方法は、以下の(8)または(9)のPTPシート外観の検査方法である。
【0027】
(8)包装用透明フィルムに成形されたポケット部に錠剤等が収容され、該ポケット部を塞ぐカバーフィルムがシールされ、打抜装置により打抜かれたPTPシートの中の錠剤等の外観不良を検査するに際して、少なくとも前記錠剤等に対して光を照射する照明手段と、該照明手段により照射された検査対象PTPシートを撮像する撮像手段と、該撮像手段から出力される映像信号を処理する画像検査処理装置を用い、前記照明手段を、検査対象PTPシートの長手方向と平行となるバー型照明手段を用いて該錠剤等の収容されたPTPシート面と照明光の照射角度が50〜70°の範囲内にし、かつ錠剤等について800ルックス以上で照射して前記撮像を行い、前記映像信号を得ることを特徴とするPTPシート外観の検査方法。
【0028】
(9)包装用透明フィルムに成形されたポケット部に錠剤等が収容され、該ポケット部を塞ぐカバーフィルムがシールされ、打抜装置により打抜かれたPTPシートの外観不良を検査するに際して、少なくとも包装用透明フィルム側から前記カバーフィルムに対して光を照射する照明手段と、該照明手段により照射された検査対象PTPシートを撮像する撮像手段と、該撮像手段から出力される映像信号を処理する画像検査処理装置を用い、前記照明手段を、検査対象PTPシートの長手方向と平行となるバー型照明手段を用いて該PTPシート面と照明光の照射角度が55〜75°の範囲内にし、かつカバーフィルムについて800ルックス以上で照射して前記撮像を行い、前記映像信号を得ることを特徴とするPTPシート外観の検査方法。
【発明の効果】
【0029】
請求項1にかかる本発明によれば、錠剤等に施されている刻印の溝による影響を最小限にでき、そうした状態での錠剤等外観不良の正確な検査、ひいてはPTPシートの正確な外観検査を行うことができるという効果を奏する。
【0030】
請求項2にかかる本発明によれば、錠剤等の物性等のバラツキや照明の照度劣化に起因する撮像画像の明るさのバラツキを直すことができ、より正確なPTPシート外観の検査を行うことができるようになる。
【0031】
請求項3にかかる本発明によれば、100μm角の黒色異物を検知することが可能となり、かつ、PTPシートの各部分における明るさのバラツキを補正することができ、より正確なPTPシート外観の検査を行うことができるようになる。
【0032】
請求項4にかかる本発明によれば、PTPシートの網目による影響が最小限となり、より正確なPTPシート外観の検査を行うことができるようになる。
【0033】
請求項5にかかる発明によれば、包装用フィルムの物性等のバラツキや照明の照度劣化に起因する撮像画像の明るさのバラツキを直すことができ、より正確なPTPシート外観の検査を行うことができるようになる。
【0034】
請求項6にかかる本発明によれば、100μm角の黒色異物を検知することが可能となり、かつ、PTPシートの各部分における明るさのバラツキを補正することができ、より正確なPTPシート外観の検査を行うことができるようになる。
【0035】
請求項7にかかる本発明によれば、PTPシート外観の全面において、より正確なPTPシート外観の検査を行うことができるようになる。
【0036】
請求項8にかかる発明によれば、錠剤等に施されている刻印の溝による影響を最小限にでき、そうした状態での錠剤等外観不良の正確な検査、ひいてはPTPシートの正確な外観検査を行うことができるという効果を奏する。
【0037】
請求項9にかかる発明によれば、PTPシートの網目状の凹凸表面形態による影響が最小限となり、より正確なPTPシート外観の検査を行うことができるようになる。
【発明を実施するための最良の形態】
【0038】
以下、更に詳しく本発明のPTPシートの外観検査装置と外観検査方法について、図面等を参照しながら説明する。
【0039】
まず、検査対象物である打抜装置により打ち抜かれたPTPシートについて、図1に基づいて説明をする。
【0040】
図1に示した如く、PTPシート1は、包装用透明フィルム2が成形されてなるポケット部3に錠剤等4が収容され、裏面側では、該ポケット部3を塞ぐカバーフィルム5がシールされ、打抜き装置により打抜かれたシートであり、図1に示したものは5列×2例の計10個の錠剤等が収納されているシートである。このPTPシートの長手方向とは5個の錠剤等が並んでいる方向であり、2個の錠剤等が並んでいる方向を本発明ではPTPシートの幅方向と呼ぶ。
【0041】
本発明では、このようなPTPシートの外観検査を行うに際して、課題を解決するための手段として上述した(1)と(8)は、該PTPシートの外観検査にあたり、中に収納されている錠剤等についての外観検査を行う装置と方法に関するものであり、上述した(4)と(9)は、該PTPシートの外観検査にあたり、該PTPシートを直接的に外観検査に供する装置と方法に関するものものである。
【0042】
そして、上述した(7)は、錠剤等についての外観検査を行う上述(1)の検査装置と、PTPシートの外観検査を行う上述(4)の検査装置の双方を有してなるものである。
【0043】
まず、上述した(1)の検査装置について説明をする。
かかる検査装置は、包装用透明フィルムが成形されてなるポケット部に錠剤等4が収容され、該ポケット部を塞ぐカバーフィルムがシールされ、打抜装置により打抜かれたPTPシートの中の前記錠剤等4の外観不良を検査するPTPシート外観検査装置であって、少なくとも該錠剤等4に対して光を照射する照明手段6と、該照明手段6により照射された検査対象PTPシートを撮像する撮像手段7と、該撮像手段7から出力される映像信号を処理する画像検査処理装置8とを備え、該照明手段6は、検査対象PTPシート1の長手方向とバー方向が平行である2本のバー型照明を有するものであり、かつ、錠剤等4の収容された検査対象PTPシート1面と照明光の照射角度が50〜70°の範囲内であり、さらに検査対象PTPシート1内の錠剤等について800ルックス以上で照射する構成にされてなることを特徴とする。
【0044】
PTPシートの錠剤等部分を外観検査する装置構成を説明する。図2のとおり、外観検査装置は、PTPシート1に光を照射する照明6と、照明により照射された検査対象物を撮像する複数台の撮像カメラ7と、該撮像カメラから出力される映像信号を処理する画像検査処理装置8とで構成される。
【0045】
照明は、検査対象物の長手方向と平行になるようにバー型照明6を2本配置する。すなわち、長方形の検査対象物の全領域に対して均質な光を照射する形態として、バー型照明6の2本を平行に配置し、かつ、検査対象PTPシート1の長手方向とバー方向が平行になるように該2本のバー型照明6を配置するものである。
【0046】
また、該バー型照明6は、検査をより正確に行うことができるように、各種の有色光を照射できるようにされていることが良く、照射光は錠剤等と同系色の光を選択して照射するのが良い。同系色の光を選択することで異物部分と錠剤等部分との明確なコントラストを得ることができるようになり、より正確な検査が可能となるからである。なお、「有色光」は、有彩色(緑色系、青色系、赤色系など)であれば好ましいが、白色系などの無彩色系のものでもよい。
【0047】
また、照明光は、図3に示すとおり、PTPシート1面とバー型照明6から照射される照明光の照射角度θを50°から70°とすることが必要である。錠剤等4に施される刻印の溝による影響を最小限とする観点からであり、本発明者等の知見によれば、60°前後(±2.5°程度)の角度で照射することが好ましい。
【0048】
また、照明の照度は、前記した撮像カメラの一つの画面内に撮像されて、一回の検査の対象となる錠剤等の実質的に全てが平均800ルックス以上で照射される必要がある。異物部分と錠剤等部分との明確なコントラストを得る観点からであり、特に、本発明者らの知見によれば、最適なコントラスト状態を得るために1000〜3000ルックスの安定した光で照射することが好ましく、より好ましくは、1800〜2300ルックスの範囲内である。
【0049】
検査対象物を適切な明るさで安定して検査するための自動調光制御の仕組みを図4に示したブロック図にて説明する。まず、撮像カメラの一つの画面内に撮像され、一回の検査対象となる錠剤等の中から1個の錠剤等を任意に選択し、その錠剤等の明るさデータを画像検査処理装置に取り込む。ここで、「明るさデータ」とは、撮像されたPTPシートの画像から採取した採取した二値化データのことである。二値化とは、画像の明るさを256段階に区切った値を示しているものであり、当該数値データは、0から256の範囲内の整数である。
【0050】
該明るさ代表値がa以上b未満の範囲内であった場合、照明の電圧値は一定にしておいてよいものであるが、b以上の場合には、照明電圧値をx%自動的に下降させ、a未満の場合は照明電圧値をx%自動的に上昇させるものである。
【0051】
aの値は180〜220、bの値は220以上、xの値は1〜10%に設定する必要がある。ハレーションや異物部分と錠剤等部分との明確なコントラストを得る観点から、aの値は210、bの値は230に設定することが好ましい。
【0052】
また、包装用フィルム切換え時などに適正な照度で検査するため、xの値は2で設定することが好ましい。
【0053】
現像カメラは、複数台を設置することが望ましい。複数台を設けると、例えば100μm角の黒色異物などでも比較的簡単に検知可能となり、かつ、PTPシートのカバーフィルムの各部分における明るさのバラツキを補正する観点から、3台以上を設置するのがよい。そして、図2や図5に図示したようにPTPシートの長さ方向にバー方向が平行になるようにするものである。
【0054】
本発明の検査装置では、さらに、好ましくは、上述の映像信号によって得られる画像イメージデータを用いて、画像検査処理装置により錠剤等のデータを二値化し、該二値化した錠剤等部分の値の平均値を算出し、該平均値が錠剤等データの二値化目標値を外れた場合に、照明電圧の補正を行うのがよい。
【0055】
ここで、「錠剤等の二値化目標値」とは、錠剤等と異物とのコントラストが明確であり、ハレーションが起こらない値として決められる。本発明者等の知見によれば、該目標値は、200〜250の範囲内に入るように設定するのが良く、より好ましくは、220前後である。また、「補正」とは、照明電圧値を最適な値にすることをいい、このようにして補正を行うことにより、撮像されたPTPシートの明るさが適正となるので、より正確な検査ができるようになる。なお、「補正」は、より簡易に行うことができるように、予め、特定の補正量を固定化しておき、その固定化された状態に設定することが良い。
【0056】
該補正は、装置構成としては、検査対象のPTPシートに光を照射する照明手段と、該照明手段により照射された検査対象PTPシートを撮像する撮像手段と、該撮像手段から出力される映像信号を処理する画像検査処理装置で行うものであり、異物などの不良検査の場合と同様の構成で行うことができるものである。
【0057】
次に、PTPシートのカバーフィルム部分(錠剤等以外の部分)を外観検査する装置の構成を説明する。
【0058】
図5のとおり、外観検査装置は、PTPシート1に光を照射する照明6と、該照明6により照射された検査対象PTPシートを撮像する複数台の撮像カメラ7と、該撮像カメラから出力される映像信号を処理する画像検査処理装置8とで構成されていおり、基本的な構成は、図2に示した錠剤等の外観検査する装置とほぼ同様である。
【0059】
照明6は、検査対象PTPシート1の長手方向と平行となるように、バー型照明2本を配置して構成されており、長方形の検査対象PTPシートの全領域に対して均質な光を照射する形態として、バー型照明2本を配置するのが最適なものである。
【0060】
また、該バー型照明6は、検査をより正確に行うことができるように、各種の有色光を照射できるようにされていることが良く、照射光は検査対象PTPシートの識別情報(印字部)と同系色の光を選択して照射することが良い。同系色の光を選択することで異物部分と通常のシートの識別情報(印字部)部分との明確なコントラストを得ることができるようになり、より正確な検査が可能となるからである。なお、「有色光」は、有彩色(緑色系、青色系、赤色系など)であれば好ましいが、白色系などの無彩色系のものでもよい。
【0061】
また、照明は、図6に示したとおり、PTPシート面と照明光の照射角度が55°から75°とすることが重要である。このようにすることによりシートの網目状の凹凸表面形態による影響を最小限とすることができ、特に好ましくは、65°前後(±2.5°程度)の照射角度で照射するのがよい。
【0062】
また、照明の照度は、撮像カメラの一つの画面内に撮像されて、一回の検査の対象となるシートのカバーフィルム部分が800ルックス以上で照射されるように構成することが重要である。
【0063】
なお、異物部分とシートの識別情報(印字部)部分との明確なコントラストを得る観点から、1000〜3000ルックスの安定した光で照射することが好ましく、より好ましくは、1800〜2300ルックスの範囲内である。
【0064】
検査対象物を適切な明るさで安定して検査するための自動調光制御の仕組みを図7に示したブロック図にて説明する。まず、撮像カメラの一つの画面内に撮像されて、一回の検査の対象となる全てのカバーフィルム部分の明るさデータを画像検査処理装置に取り込む。ここで、「カバーフィルムの明るさデータ」とは、前述したのと同様である。「カバーフィルムのデータの二値化目標値」とは、カバーフィルムと異物とのコントラストが明確であり、ハレーションが起こらない値として決められる。
【0065】
そして、複数台の各カメラのカバーフィルムの明るさデータを平均化し、明るさ代表値を算出する。明るさ代表値がcからdの範囲内であった場合、照明の電圧値は一定であるが、d以上の場合は、照明電圧値を自動的にy%下降させ、c以下の場合は照明電圧値をy%自動的に上昇させる。cの値は140〜170、dの場合は160〜190、yの値は1〜10に設定することが重要である。ハレーションや異物部分と錠剤等部分との明確なコントラストを得る観点から、cの値は150、dの値は170に設定することが好ましい。また、包装用フィルム切り換え時などに適正な照度で検査するため、xの値は2で設定することが好ましい。
【0066】
補正は、装置構成としては、検査対象のPTPシートに光を照射する照明手段と、該照明手段により照射された検査対象PTPシートを撮像する撮像手段と、該撮像手段から出力される映像信号を処理する画像検査処理装置で行うものであり、異物などの不良検査の場合と同様の構成で行うことができる。
【0067】
撮像カメラは、複数台設置することが望ましい。一般的には、100μm角の黒色異物が検知可能となり、かつ、PTPシートの各部分における明るさのバラツキを補正する観点から、3台以上設置することが好ましい。
【実施例】
【0068】
包装用塩ビフィルムから成形されたポケット部に刻印が施された白色錠剤等が収容され、ポケット部を塞ぐように緑色で識別情報が印字されたアルミフィルムによりシールされ、打抜装置により打ち抜かれた図1に示すようなPTPシートを検査対象物とした。
【0069】
PTPシートの錠数は10剤(5列×2列)と21錠(7列×3列)を対象とした。また、10錠シートの搬送速度は130シート/分、21錠シートの搬送速度は90シート/分とした。
【0070】
錠剤等部分の外観検査装置は、図2に概略を示したものと同様であり、錠剤等と同色である白色光を照射する照明手段と、該照明手段により照射された検査対象物を撮像する撮像手段と、該撮像手段から出力される映像信号を処理する画像検査処理装置とで構成される。
【0071】
錠剤等部分の外観検査装置の照明手段は、図3に示した通り、検査対象物の長手方向と平行になるように白色バー型照明2本を配置し、検査対象物であるPTPシート面と照明光との角度θを60°に設定して、錠剤等が1100〜1400ルックス(平均1200ルックス)で照射されるように配置した。
【0072】
錠剤等の外観検査装置の自動調光制御、すなわち、検査照度の適正化は、図4に示すとおり、錠剤等の明るさデータを取り込み、画像検査処理装置とより各カメラの錠剤等の明るさデータの平均値を算出し、照明用電圧設定器を用いて、平均値が210〜230の場合、照明の電圧値は一定であるが、230以上の場合は照明電圧値を自動的に2%下降させ、210以下の場合は照明電圧値を2%自動的に上昇させるよう、プログラムを設定した。
【0073】
錠剤等の外観検査装置の撮像カメラ台数は3台に設定した。
シート部分(錠剤等以外)の外観検査装置は、図5に示す通り、識別文字と同色の緑色光を照射する照明手段と、該照明手段により照射された検査対象物を撮像する撮像手段と、該撮像手段から出力される映像信号を処理する画像処理装置とで構成されるように設定した。
【0074】
シート部分の外観検査装置の照明手段は、図6に概略を示した通りのものであり、検査対象物の長手方向と平行となるように緑色バー型照明2本を配置し、検査対象物であるPTPシート面と照明光との照射角度θは65°として、シートの全ての部分が900〜1500ルックス(平均1200ルックス)で照射されるように配置した。
【0075】
シートの外観検査装置の自動調光制御、すなわち、検査照度の適正化は、図7に示す通り、各カメラの明るさデータを取り込み、画像検査処理装置により各カメラのシートの明るさデータをもとに平均値を算出し、照明用電圧設定器を用いて、平均値が150〜170の場合、照明の電圧値は一定であるが、170以上の場合は、照明電圧値を自動的に2%下降させ、150以下の場合は照明電圧値を2%自動的に上昇させるよう、プログラムを設定した。
【0076】
シートの外観検査装置の撮像カメラ台数は3台に設定した。
錠剤等とシートの外観検査装置を並列に配置し、PTPシート1枚の全面検査を実施できるように配置した。
【0077】
上記構成でPTPシートの外観検査を実施した結果、錠剤等の検査で100μm角程度からそれ以上のサイズの黒色異物、シート検査で150μm程度からそれ以上の黒色異物が、それぞれ検知可能となった。
【0078】
また、上記構成でPTPシートの検査を実施した結果、良品巻き込み率(良品巻き込み数/検査本数)は0.13%であり、満足できるものであった。
【図面の簡単な説明】
【0079】
【図1】図1は、本発明の検査装置による外観検査に供される被検査対象物のPTPシートをモデル的に示した外観概略正面図である。
【図2】図2は、本発明にかかるPTPシートの錠剤等部分の外観検査をする検査装置の概略構成をモデル的に示した斜視図である。
【図3】図3は、図2に示したPTPシートの錠剤等部分の外観検査をする検査装置における照明セッティングの例をモデル的に示した概略モデル正面図である。
【図4】図4は、図2に示したPTPシートの錠剤等部分の外観検査をする検査装置における自動調光制御法の概要を説明するフロー図である。
【図5】図5は、本発明にかかるPTPシートのカバーフィルム部分の外観検査をする検査装置の概略構成をモデル的に示した斜視図である。
【図6】図6は、図5に示したPTPシートのカバーフィルム部分の外観検査をする検査装置における照明セッティングの例をモデル的に示した概略モデル正面図である。
【図7】図7は、図5に示したPTPシートのカバーフィルム部分の外観検査をする検査装置における自動調光制御法の概要を説明するフロー図である。
【符号の説明】
【0080】
1:PTPシート
2:包装用透明フィルム
3:ポケット部
4:錠剤等
5:カバーフィルム
6:照明手段
7:検査対象のPTPシートを撮像する撮像手段
8:画像検査処理装置
【特許請求の範囲】
【請求項1】
包装用透明フィルムが成形されてなるポケット部に錠剤等が収容され、該ポケット部を塞ぐカバーフィルムがシールされ、打抜装置により打抜かれたPTPシートの中の前記錠剤等の外観不良を検査するPTPシート外観検査装置であって、少なくとも前記錠剤等に対して光を照射する照明手段と、該照明手段により照射された検査対象PTPシートを撮像する撮像手段と、該撮像手段から出力される映像信号を処理する画像検査処理装置とを備え、前記照明手段は、検査対象PTPシートの長手方向とバー方向が平行である2本のバー型照明を有するものであり、かつ、前記錠剤等の収容された検査対象PTPシート面と照明光の照射角度が50〜70°の範囲内であり、さらに検査対象PTPシート内の錠剤等について800ルックス以上で照射する構成とされてなることを特徴とするPTPシート外観検査装置。
【請求項2】
前記映像信号によって得られる画像イメージデータを用いて、前記画像検査処理装置により前記錠剤等のデータを二値化処理し、該二値化した前記錠剤等部分の値の平均値を算出し、該平均値が錠剤等の二値化目標値を外れた場合に照明電圧の補正を行うことを特徴とする請求項1記載のPTPシート外観検査装置。
【請求項3】
前記撮像手段が、打ち抜き後、PTPシート1枚に対して複数台のカメラにより構成されてなるものであることを特徴とする請求項1または2記載のPTPシート外観検査装置。
【請求項4】
包装用透明フィルムが成形されてなるポケット部に錠剤等が収容され、該ポケット部を塞ぐカバーフィルムがシールされ、打抜装置により打抜かれたPTPシートの外観不良を検査するPTPシート外観検査装置であって、少なくとも前記包装用透明フィルム側から前記カバーフィルムに対して光を照射する照明手段と、該照明手段により照射された検査対象PTPシートを撮像する撮像手段と、該撮像手段から出力される映像信号を処理する画像検査処理装置とを備え、前記照明手段は、検査対象PTPシートの長手方向とバー方向が平行である2本のバー型照明を有するものであり、該検査対象PTPシート面と照明光の照射角度が55〜75°の範囲内であり、さらに検査対象PTPシートのカバーフィルムについて800ルックス以上で照射する構成にされてなることを特徴とするPTPシート外観検査装置。
【請求項5】
前記映像信号によって得られる画像イメージデータを用いて、前記画像検査処理装置により前記カバーフィルムのデータを二値化処理し、該二値化した前記カバーフィルムの値の平均値を算出し、該平均値がカバーフィルムの二値化目標値を外れた場合に照明電圧の補正を行うことを特徴とする請求項4記載のPTPシート外観検査装置。
【請求項6】
前記撮像手段が、打ち抜き後、PTPシート1枚に対し複数台のカメラにより構成されることを特徴とする請求項4または5記載のPTPシート外観検査装置。
【請求項7】
請求項1、2または3記載のPTPシート外観検査装置と、請求項4、5または6記載のPTPシート外観検査装置の双方を有して構成されてなるPTPシート外観検査装置。
【請求項8】
包装用透明フィルムに成形されたポケット部に錠剤等が収容され、該ポケット部を塞ぐカバーフィルムがシールされ、打抜装置により打抜かれたPTPシートの中の錠剤等の外観不良を検査するに際して、少なくとも前記錠剤等に対して光を照射する照明手段と、該照明手段により照射された検査対象PTPシートを撮像する撮像手段と、該撮像手段から出力される映像信号を処理する画像検査処理装置を用い、前記照明手段を、検査対象PTPシートの長手方向と平行となるバー型照明手段を用いて該錠剤等の収容されたPTPシート面と照明光の照射角度が50〜70°の範囲内にし、かつ検査対象PTPシート内の錠剤等について800ルックス以上で照射して前記撮像を行い、前記映像信号を得ることを特徴とするPTPシート外観の検査方法。
【請求項9】
包装用透明フィルムに成形されたポケット部に錠剤等が収容され、該ポケット部を塞ぐカバーフィルムがシールされ、打抜装置により打抜かれたPTPシートの外観不良を検査するに際して、少なくとも包装用透明フィルム側から前記カバーフィルムに対して光を照射する照明手段と、該照明手段により照射された検査対象PTPシートを撮像する撮像手段と、該撮像手段から出力される映像信号を処理する画像検査処理装置を用い、前記照明手段を、検査対象PTPシートの長手方向と平行となるバー型照明手段を用いて該PTPシート面と照明光の照射角度が55〜75°の範囲内にし、かつ検査対象PTPシートのカバーフィルムについて平均800ルックス以上で照射して前記撮像を行い、前記映像信号を得ることを特徴とするPTPシート外観の検査方法。
【請求項1】
包装用透明フィルムが成形されてなるポケット部に錠剤等が収容され、該ポケット部を塞ぐカバーフィルムがシールされ、打抜装置により打抜かれたPTPシートの中の前記錠剤等の外観不良を検査するPTPシート外観検査装置であって、少なくとも前記錠剤等に対して光を照射する照明手段と、該照明手段により照射された検査対象PTPシートを撮像する撮像手段と、該撮像手段から出力される映像信号を処理する画像検査処理装置とを備え、前記照明手段は、検査対象PTPシートの長手方向とバー方向が平行である2本のバー型照明を有するものであり、かつ、前記錠剤等の収容された検査対象PTPシート面と照明光の照射角度が50〜70°の範囲内であり、さらに検査対象PTPシート内の錠剤等について800ルックス以上で照射する構成とされてなることを特徴とするPTPシート外観検査装置。
【請求項2】
前記映像信号によって得られる画像イメージデータを用いて、前記画像検査処理装置により前記錠剤等のデータを二値化処理し、該二値化した前記錠剤等部分の値の平均値を算出し、該平均値が錠剤等の二値化目標値を外れた場合に照明電圧の補正を行うことを特徴とする請求項1記載のPTPシート外観検査装置。
【請求項3】
前記撮像手段が、打ち抜き後、PTPシート1枚に対して複数台のカメラにより構成されてなるものであることを特徴とする請求項1または2記載のPTPシート外観検査装置。
【請求項4】
包装用透明フィルムが成形されてなるポケット部に錠剤等が収容され、該ポケット部を塞ぐカバーフィルムがシールされ、打抜装置により打抜かれたPTPシートの外観不良を検査するPTPシート外観検査装置であって、少なくとも前記包装用透明フィルム側から前記カバーフィルムに対して光を照射する照明手段と、該照明手段により照射された検査対象PTPシートを撮像する撮像手段と、該撮像手段から出力される映像信号を処理する画像検査処理装置とを備え、前記照明手段は、検査対象PTPシートの長手方向とバー方向が平行である2本のバー型照明を有するものであり、該検査対象PTPシート面と照明光の照射角度が55〜75°の範囲内であり、さらに検査対象PTPシートのカバーフィルムについて800ルックス以上で照射する構成にされてなることを特徴とするPTPシート外観検査装置。
【請求項5】
前記映像信号によって得られる画像イメージデータを用いて、前記画像検査処理装置により前記カバーフィルムのデータを二値化処理し、該二値化した前記カバーフィルムの値の平均値を算出し、該平均値がカバーフィルムの二値化目標値を外れた場合に照明電圧の補正を行うことを特徴とする請求項4記載のPTPシート外観検査装置。
【請求項6】
前記撮像手段が、打ち抜き後、PTPシート1枚に対し複数台のカメラにより構成されることを特徴とする請求項4または5記載のPTPシート外観検査装置。
【請求項7】
請求項1、2または3記載のPTPシート外観検査装置と、請求項4、5または6記載のPTPシート外観検査装置の双方を有して構成されてなるPTPシート外観検査装置。
【請求項8】
包装用透明フィルムに成形されたポケット部に錠剤等が収容され、該ポケット部を塞ぐカバーフィルムがシールされ、打抜装置により打抜かれたPTPシートの中の錠剤等の外観不良を検査するに際して、少なくとも前記錠剤等に対して光を照射する照明手段と、該照明手段により照射された検査対象PTPシートを撮像する撮像手段と、該撮像手段から出力される映像信号を処理する画像検査処理装置を用い、前記照明手段を、検査対象PTPシートの長手方向と平行となるバー型照明手段を用いて該錠剤等の収容されたPTPシート面と照明光の照射角度が50〜70°の範囲内にし、かつ検査対象PTPシート内の錠剤等について800ルックス以上で照射して前記撮像を行い、前記映像信号を得ることを特徴とするPTPシート外観の検査方法。
【請求項9】
包装用透明フィルムに成形されたポケット部に錠剤等が収容され、該ポケット部を塞ぐカバーフィルムがシールされ、打抜装置により打抜かれたPTPシートの外観不良を検査するに際して、少なくとも包装用透明フィルム側から前記カバーフィルムに対して光を照射する照明手段と、該照明手段により照射された検査対象PTPシートを撮像する撮像手段と、該撮像手段から出力される映像信号を処理する画像検査処理装置を用い、前記照明手段を、検査対象PTPシートの長手方向と平行となるバー型照明手段を用いて該PTPシート面と照明光の照射角度が55〜75°の範囲内にし、かつ検査対象PTPシートのカバーフィルムについて平均800ルックス以上で照射して前記撮像を行い、前記映像信号を得ることを特徴とするPTPシート外観の検査方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2008−116304(P2008−116304A)
【公開日】平成20年5月22日(2008.5.22)
【国際特許分類】
【出願番号】特願2006−299264(P2006−299264)
【出願日】平成18年11月2日(2006.11.2)
【出願人】(000003159)東レ株式会社 (7,677)
【出願人】(000137904)株式会社ミューチュアル (37)
【出願人】(506369911)株式会社日本電商ビジョンシステム (4)
【Fターム(参考)】
【公開日】平成20年5月22日(2008.5.22)
【国際特許分類】
【出願日】平成18年11月2日(2006.11.2)
【出願人】(000003159)東レ株式会社 (7,677)
【出願人】(000137904)株式会社ミューチュアル (37)
【出願人】(506369911)株式会社日本電商ビジョンシステム (4)
【Fターム(参考)】
[ Back to top ]