
PTPシート搬送装置
【課題】PTPシートの搬送時間を短縮できると共に、十分な受渡し時間を確保することのできるPTPシート搬送装置を提供する。
【解決手段】PTPシート搬送装置11は反転装置12を備え、反転装置12にはハウジング16の周囲に90度間隔で固定クランプ装置21Aと可動クランプ装置21Bとが1つおきに交互に設けられている。反転装置12は、可動クランプ装置21Bの回動軸18の傘歯車26と、ハウジング16の駆動軸14と同心で回転可能に設けられ、傘歯車26に噛合される傘歯車27と、傘歯車27の回転及び停止を駆動制御する駆動制御機構とを備えている。そして、受取り区間や第1受渡し区間等に可動クランプ装置21Bが在る場合においては、傘歯車27をハウジング16と同期して回転させることにより、可動クランプ装置21Bが回転軸18の軸線回りに回転しない構成となる。
【解決手段】PTPシート搬送装置11は反転装置12を備え、反転装置12にはハウジング16の周囲に90度間隔で固定クランプ装置21Aと可動クランプ装置21Bとが1つおきに交互に設けられている。反転装置12は、可動クランプ装置21Bの回動軸18の傘歯車26と、ハウジング16の駆動軸14と同心で回転可能に設けられ、傘歯車26に噛合される傘歯車27と、傘歯車27の回転及び停止を駆動制御する駆動制御機構とを備えている。そして、受取り区間や第1受渡し区間等に可動クランプ装置21Bが在る場合においては、傘歯車27をハウジング16と同期して回転させることにより、可動クランプ装置21Bが回転軸18の軸線回りに回転しない構成となる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ブリスタ包装シート(以下、「PTPシート」という)を搬送するためのPTPシート搬送装置に関するものである。
【背景技術】
【0002】
一般に、PTPシートは、錠剤等が収容される複数のポケット部を備えている。かかるPTPシートは、ポケット部が形成された長尺状のフィルムを移送させつつポケット部に錠剤を投入する工程、アルミニウム等よりなるカバーフィルムを貼着する工程、PTPシート単位に打ち抜く工程等を経て製造される。そして、上記工程を経て製造されたPTPシートは、例えばパッケージング工程(封止や箱詰等を含む)等へと供される。
【0003】
パッケージング工程が行われる前段階には、PTPシートを複数段に積載する集積工程が行われる。集積形態としては、PTPシートを2枚一組とし、ポケット部が互いに向き合う向きで重ね合わせる「抱き合せ」や、PTPシートを同じ向きで積み重ねる「積み上げ」等が挙げられる。
【0004】
例えば「抱き合せ」を行う集積工程へPTPシートを搬送する際には、次に示すような反転装置を備えた搬送装置が用いられる(例えば、特許文献1参照)。
【0005】
反転装置は、回転可能に設けられたハウジングと、当該ハウジングの周囲において90度間隔で設けられた複数のクランプ装置と備えている。複数のクランプ装置は、ハウジングに対し固定された固定クランプ装置と、ハウジングに対し自転可能に設けられた可動クランプ装置からなり、両者が1つおきに交互に配置されている。
【0006】
可動クランプ装置の駆動軸に設けられた傘歯車は、ハウジングの駆動軸の傘歯車と噛合している。両傘歯車のギア比は1:1に設定されており、ハウジングが180度回動する毎に、可動クランプ装置も180度自転する構成となっている。
【0007】
このような反転装置を有した搬送装置を用いることにより、上流側機構から所定の受取り位置へ順次一定姿勢、例えば表面(ポケット部)が下を向いた状態で搬送されてくるPTPシートが、各クランプ装置により把持されてハウジング周りに180度旋回して下流側機構へ受け渡される際、固定クランプ装置により搬送されるPTPシートは、表面が上を向いた状態で下流側機構に受け渡される一方、可動クランプ装置により搬送されるPTPシートは、180度捻転(自転)して表面が下を向いた状態で下流側機構に受け渡されることとなる。これらのPTPシートを順次重ね合わせて行けば、下流側機構の集積装置で、2枚1組のPTPシートを抱き合わせた状態で集積することができる。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特許2506362号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
上流側機構から反転装置へのPTPシートの受渡しや、反転装置から下流側機構へのPTPシートの受渡しを行う際には、反転装置のクランプ装置や下流側機構の受取り手段が相手側から適切にPTPシートを受取れるよう、反転装置においては、空のクランプ装置や、PTPシートを把持したクランプ装置を一定時間、適切な受渡し姿勢で安定させる必要がある。そのため、従来では、所定の受取りポジションや受渡しポジションにて可動クランプ装置が適切な受渡し姿勢となった状態で、受渡しに必要な一定時間、反転装置を停止させる等していた。
【0010】
しかしながら、生産性向上のため、PTPシートの搬送時間を短縮しようとした場合には、必然的に受取りポジションや受渡しポジションにおけるクランプ装置の停止時間も短縮せざるを得ず、上流側機構や下流側機構とのPTPシートの受渡し時間を十分に確保することが困難となるおそれがあった。
【0011】
本発明は、上記事情に鑑みてなされたものであり、PTPシートの搬送時間を短縮できると共に、十分な受渡し時間を確保することのできるPTPシート搬送装置を提供することを主たる目的の一つとしている。
【課題を解決するための手段】
【0012】
以下、上記課題を解決するのに適した各手段につき項分けして説明する。なお、必要に応じて対応する手段に特有の作用効果を付記する。
【0013】
手段1.ポケット部を備えたPTPシートを搬送するPTPシート搬送装置であって、
回転可能に設けられた回転体と、当該回転体の周囲においてその回転方向に等間隔(例えば90度間隔)で配設され、PTPシートを把持可能な複数(例えば4つ)の把持手段とを有し、所定の受取り位置に一定姿勢で送られてくるPTPシートを順次把持して搬送し、当該受取り位置から前記回転体の駆動軸を中心に所定角度(例えば90度や180度)回転した所定の受渡し位置にて所定の受取り手段に対し順次PTPシートを受渡す反転装置を備え、
前記複数の把持手段が、前記回転体に対し固定された第1把持手段と、前記回転体の駆動軸に直交する自身の駆動軸を中心に当該回転体に対し自転可能に設けられた第2把持手段とからなり、
前記第1把持手段と前記第2把持手段とが前記回転体の回転方向に1つおきに交互に配置され、
前記第2把持手段の駆動軸に設けられた遊星歯車と、
前記回転体の駆動軸と同心で回転可能に設けられ、前記遊星歯車に噛合される太陽歯車と、
前記太陽歯車の回転及び停止を駆動制御する駆動制御手段とを備え、
前記受取り位置にて前記第2把持手段に把持されたPTPシートが、前記受渡し位置にて、当該第2把持手段の駆動軸を中心に所定角度(例えば180度や360度)自転した状態で前記受取り手段に対し受渡される構成において、
前記受取り位置及びその近傍を含む前記回転体の回転方向所定区間、並びに前記受渡し位置及びその近傍を含む前記回転体の回転方向所定区間に前記第2把持手段が在る場合において、前記太陽歯車を前記回転体と同方向へ回転させることにより、当該各区間における前記第2把持手段の自転速度が他の区間における自転速度よりも遅くなるようにしたことを特徴とするPTPシート搬送装置。
【0014】
上記手段1によれば、受取り位置及び受渡し位置並びにその近傍においては、第2把持手段の自転速度が通常搬送区間の自転速度よりも遅くなる。つまり、受取り位置及び受渡し位置並びにその近傍においては、第2把持手段の自転量が小さくなり、その姿勢が適切な受渡し姿勢又はそれに近い姿勢に維持される。このため、受取り位置や受渡し位置のみならず、その近傍に第2把持手段が在る状態においても、当該第2把持手段と受取り手段等との間におけるPTPシートの受渡し動作が可能となる。
【0015】
結果として、受取り位置や受渡し位置における把持手段の停止時間を比較的短くした場合や、把持手段を受取り位置や受渡し位置にて停止させないようにした場合においても、その近傍を含め、PTPシートの受渡し時間を十分に確保することができる。ひいては、PTPシートの搬送時間を短縮することができる。
【0016】
手段2.ポケット部を備えたPTPシートを搬送するPTPシート搬送装置であって、
回転可能に設けられた回転体と、当該回転体の周囲においてその回転方向に等間隔で配設され、PTPシートを把持可能な複数の把持手段とを有し、所定の受取り位置に一定姿勢で送られてくるPTPシートを順次把持して搬送し、当該受取り位置から前記回転体の駆動軸を中心に所定角度回転した所定の受渡し位置にて所定の受取り手段に対し順次PTPシートを受渡す反転装置を備え、
前記複数の把持手段が、前記回転体に対し固定された第1把持手段と、前記回転体の駆動軸に直交する自身の駆動軸を中心に当該回転体に対し自転可能に設けられた第2把持手段とからなり、
前記第1把持手段と前記第2把持手段とが前記回転体の回転方向に1つおきに交互に配置され、
前記第2把持手段の駆動軸に設けられた遊星歯車と、
前記回転体の駆動軸と同心で回転可能に設けられ、前記遊星歯車に噛合される太陽歯車と、
前記太陽歯車の回転及び停止を駆動制御する駆動制御手段とを備え、
前記受取り位置にて前記第2把持手段に把持されたPTPシートが、前記受渡し位置にて、当該第2把持手段の駆動軸を中心に所定角度自転した状態で前記受取り手段に対し受渡される構成において、
前記受取り位置及びその近傍を含む前記回転体の回転方向所定区間、並びに前記受渡し位置及びその近傍を含む前記回転体の回転方向所定区間に前記第2把持手段が在る場合において、前記太陽歯車を前記回転体と同期して回転させることにより、当該第2把持手段の自転が停止するようにしたことを特徴とするPTPシート搬送装置。
【0017】
上記手段2によれば、受取り位置及び受渡し位置並びにその近傍においては、第2把持手段の自転が停止する。つまり、受取り位置及び受渡し位置並びにその近傍においては、第2把持手段がその姿勢を変化させず、適切な受渡し姿勢に維持される。このため、受取り位置や受渡し位置のみならず、その近傍に第2把持手段が在る状態においても、当該第2把持手段と受取り手段等との間におけるPTPシートの受渡し動作が可能となる。結果として、上記手段1と同様の作用効果が奏される。本手段2では、受取り位置及び受渡し位置並びにその近傍において、第2把持手段の姿勢が全く変化しないため、その作用効果はより高められる。
【0018】
手段3.前記回転体がA度(例えば90度)回転して、前記第2把持手段がB度(例えば180度)自転する構成において、
前記遊星歯車と前記太陽歯車とのギア比を1:X(例えば1:2.4)とし、
前記受取り位置又は前記受渡し位置を挟む前後α度(例えば7.5度)区間を前記回転方向所定区間としたとき、
2α=A−(B/X)
の関係式を満たすことを特徴とする手段2に記載のPTPシート搬送装置。
【0019】
上記手段3によれば、太陽歯車を回転体と同期して回転させる区間(第2把持手段を自転させない区間)である回転方向所定区間2αを設けるために、遊星歯車と太陽歯車とのギア比を大きくし、通常搬送区間(他の区間)における第2把持手段の自転量で、回転方向所定区間(受渡し位置)に達するまでに必要な自転量を確保するようにしている。
【0020】
通常、回転体が90度回転して、第2把持手段が180度自転する構成としようとした場合には、遊星歯車と太陽歯車とのギア比を1:2とすればよい。しかし、かかるギア比のまま、第2把持手段を自転させない区間を設けようとした場合には、通常搬送区間にて太陽歯車を逆回転させる等して180度の自転量を確保しなければならず、第2把持手段の自転速度が速くなる。第2把持手段の自転速度が速くなると、把持されたPTPシートが振り落とされる等といった不具合が生じるおそれがある。この点、本手段の構成とすることで、通常搬送区間における第2把持手段の自転速度を必要以上に速くせずともよく、上記不具合の発生を抑制することができる。
【図面の簡単な説明】
【0021】
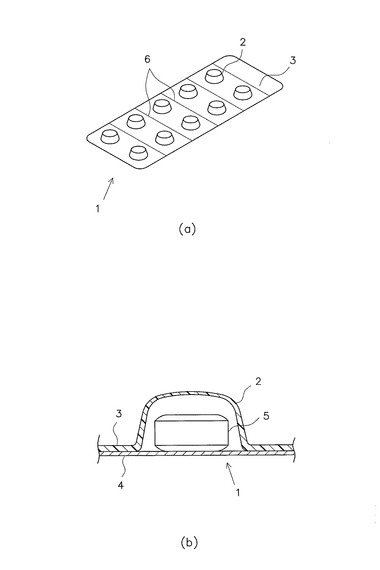
【図1】(a)はPTPシートを示す斜視図であり、(b)はPTPシートの部分拡大断面図である。
【図2】PTPシート搬送装置を示す一部破断側面図である。
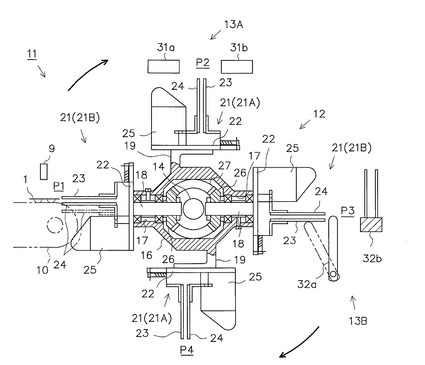
【図3】反転装置を示す一部破断平面図である。
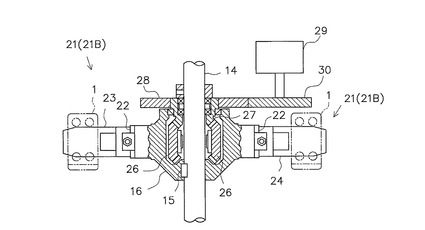
【図4】反転装置の反転機構を説明するための部分斜視図である。
【図5】可動クランプ装置の自転が停止する範囲等を説明するための模式図である。
【図6】抱き合せ集積形態に対応したPTPシート搬送装置の動作を説明するための図である。
【図7】抱き合せ集積形態に対応したPTPシート搬送装置の動作を説明するための図である。
【図8】抱き合せ集積形態に対応したPTPシート搬送装置の動作を説明するための図である。
【図9】抱き合せ集積形態に対応したPTPシート搬送装置の動作を説明するための図である。
【図10】抱き合せ集積形態に対応したPTPシート搬送装置の動作を説明するための図である。
【図11】積み上げ集積形態に対応したPTPシート搬送装置の動作を説明するための図である。
【図12】積み上げ集積形態に対応したPTPシート搬送装置の動作を説明するための図である。
【図13】積み上げ集積形態に対応したPTPシート搬送装置の動作を説明するための図である。
【図14】積み上げ集積形態に対応したPTPシート搬送装置の動作を説明するための図である。
【発明を実施するための形態】
【0022】
以下、一実施形態について図面を参照しつつ説明する。
【0023】
図1(a),(b)に示すように、本実施形態におけるPTPシート1は、複数のポケット部2を備えた容器フィルム3と、ポケット部2を塞ぐようにして容器フィルム3に取着されたカバーフィルム4とを有している。容器フィルム3はPP(ポロプロピレン)等の樹脂材料により構成され、カバーフィルム4はアルミニウムによって構成されている。
【0024】
また、各ポケット部2には被充填物としての錠剤5が1つずつ収容されている。PTPシート1の容器フィルム3には、例えば2つのポケット部2が含まれたペア小片に切り離すことができるように複数の横スリット6が形成されている。もちろん縦スリットが形成されていてもよいし、スリットを省略してもよい。
【0025】
PTPシート1は、従来と同様、錠剤投入工程、カバーフィルム貼着工程、打抜工程等を経て製造される。そして、上記各種工程を経て製造されたPTPシート1は、所定の搬送装置によって搬送され、集積される。そして、次なるパッケージング工程へと搬送され、箱詰等されることとなる。
【0026】
ここで、PTPシート1を集積工程へ搬送するPTPシート搬送装置11について図2,3等を参照して詳しく説明する。
【0027】
上記各工程を経て製造されたPTPシート1は、コンベア10など公知の搬送機構により順次、受取り位置P1まで搬送されてくる。このとき、各PTPシート1は一定の方向に向けられて案内されてくる。本実施形態では、ポケット部2が下を向いた状態で案内されてくる。
【0028】
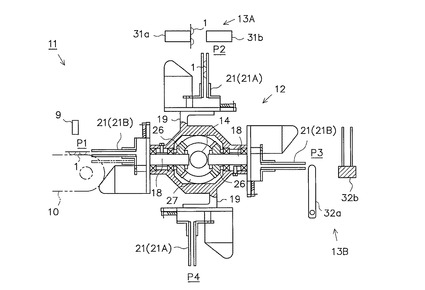
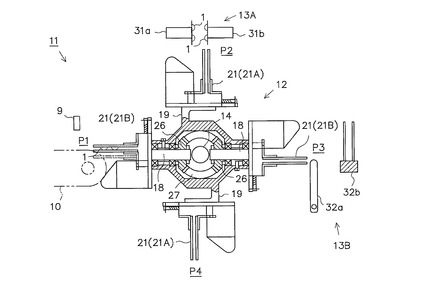
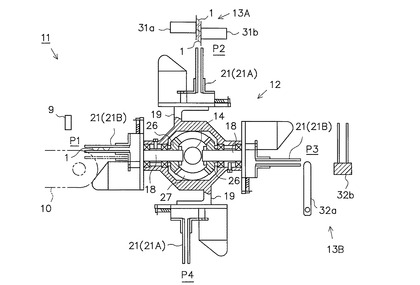
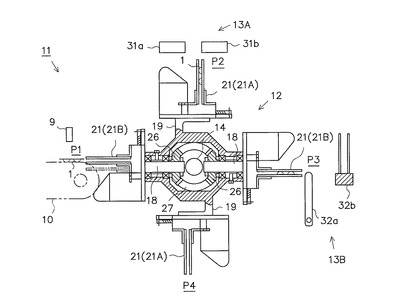
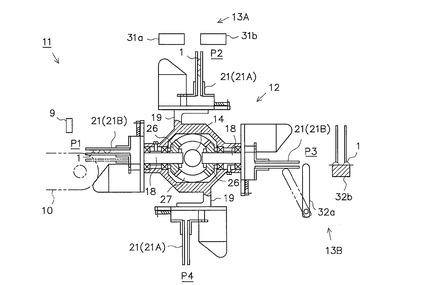
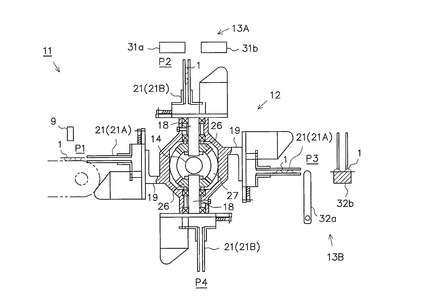
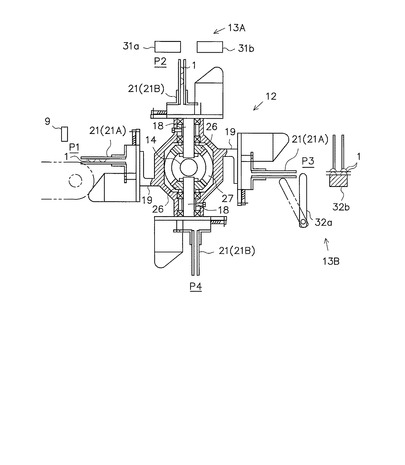
PTPシート搬送装置11は、反転装置12と、第1の受取り手段としての第1受取り装置13Aと、第2受取り手段としての第2受取り装置13Bとを備えている。
【0029】
まず反転装置12について説明する。反転装置12は、コンベア10の終端位置に近接して設けられている。
【0030】
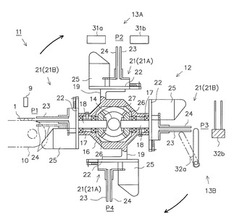
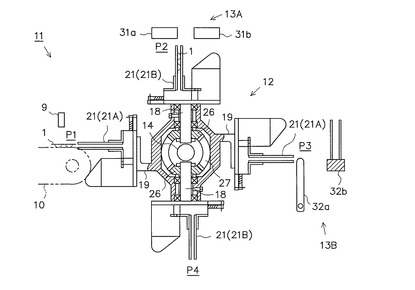
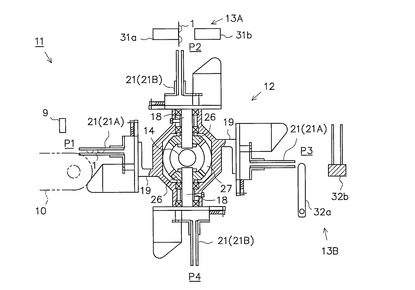
図2,3に示すように、反転装置12は、回転可能に支持された駆動軸14と、駆動軸14に取付けられ、キー15により駆動軸14とともに回転するよう支持された回転体としてのハウジング16とを備えている。駆動軸14は 図示しないモータ等の駆動機構に接続されており、所定方向(図2の時計回り方向)へ連続的に回転されるようになっている。
【0031】
ハウジング16には駆動軸14の直径方向に延びる一対の軸受け孔17が形成されている。軸受け孔17内には回転軸18が挿通されており、該回転軸18はハウジング16にベアリング機構を介して回転可能に支持されている。また、ハウジング16には、回転軸18に直交するようにして固定軸19が立設固定されている。
【0032】
固定軸19及び回転軸18の外側端にはPTPシート1を把持するための把持手段としてのクランプ装置21が取り付けられている。つまり、クランプ装置21は、ハウジング16に対し固定された第1把持手段としての固定クランプ装置21Aと、ハウジング16に対し自転可能に設けられた第2把持手段としての可動クランプ装置21Bとからなる。回転軸18が第2把持手段の駆動軸に相当する。
【0033】
クランプ装置21(21A,21B)は、固定軸19及び回転軸18に固定された本体22と、該本体22に固定された板状の固定爪23と、前記本体22に対し各軸18,19の軸線と直交する方向に移動可能に設けられた可動爪24と、該可動爪24をスライドさせるためのスライド機構25とを有している。可動爪24は、スライド機構25に設けられたバネ等により固定爪23側に付勢されている。また、クランプ装置21においては前記スライド機構25が作動することで固定爪23に対し可動爪24が離間する方向へスライドさせられ、両爪23,24間にPTPシート1が送り込まれるようになっている。
【0034】
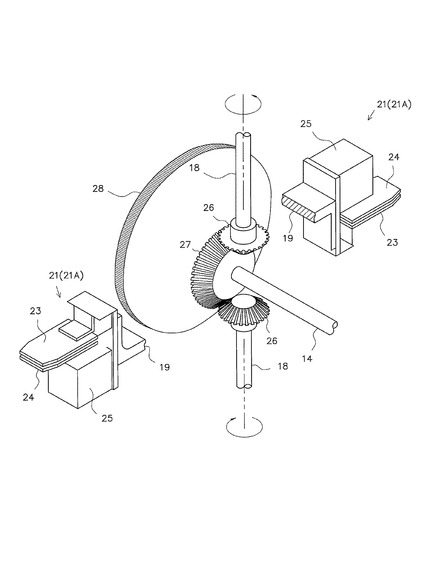
図4に示すように、回転軸18のハウジング16側の端部には傘歯車26がそれぞれ取付けられている。該傘歯車26は、駆動軸14に対して回転可能に取付けられた傘歯車27と噛み合っている。傘歯車27には平歯車28が嵌合固定されており、その平歯車28は傘歯車27とともに回転するようになっている。傘歯車26が本実施形態における遊星歯車に相当し、傘歯車27が太陽歯車に相当する。
【0035】
平歯車28は、駆動制御手段としての駆動制御機構と接続されている。当該駆動制御機構は、モータ29と、その回転軸に連結された平歯車30とから構成される。平歯車30は、平歯車28と噛み合っている。これにより、平歯車28は、択一的に停止保持されるか又は駆動軸14と同期して(同方向に同速度で)回転されるようになっている。
【0036】
上記構成の下、傘歯車27及び平歯車28を駆動制御機構により停止保持した状態で、駆動軸14を図2の時計回り方向に回転させると、ハウジング16もそれとともに回転する。従って、各クランプ装置21は駆動軸14の軸線回りで旋回する。このとき、回転軸18に関しては、傘歯車26,27の作用により駆動軸14の回りで旋回しながら、自身の軸線の回りに回転する。このため、回転軸18に設けられた可動クランプ装置21Bは回転軸18の軸線回りで回転するようになっている。
【0037】
一方、傘歯車27及び平歯車28を駆動軸14と同期して回転させた場合には、回転軸18がハウジング16に対して回転しない、すなわち可動クランプ装置21Bが回転軸18の軸線回りで回転しないようになっている。
【0038】
なお、本実施形態では、傘歯車26,27のギヤ比が1:2.4に設定されている。このため、本来であれば、ハウジング16が駆動軸14の軸線回りに90度回転する間に、可動クランプ装置21Bは回転軸18の軸線回りに216度回転することとなるが、本実施形態では、傘歯車27が適宜、ハウジング16と同期して回転することにより、ハウジング16が駆動軸14の軸線回りに90度回転する間に、可動クランプ装置21Bが回転軸18の軸線回りに180度回転する構成となっている。
【0039】
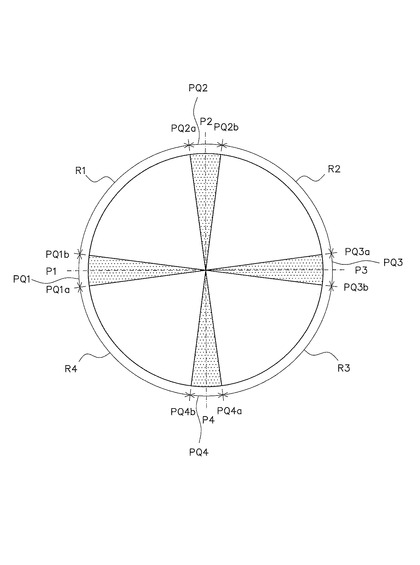
より詳しくは、図5の模式図を参照して分かるとおり、本実施形態では、ハウジング16の回転方向に90度間隔で設定された、後述する受取り位置P1、第1受渡し位置P2、第2受渡し位置P3及び待機位置P4をそれぞれ含むように、受取り区間PQ1、第1受渡し区間PQ2、第2受渡し区間PQ3、待機区間PQ4が設定されており、当該各区間PQ1〜PQ4においては、可動クランプ装置21Bが回転軸18の軸線回りに回転しないようになっている。本実施形態では、ハウジング16の回転方向に対しそれぞれ受取り位置P1、第1受渡し位置P2、第2受渡し位置P3及び待機位置P4を挟む前後7.5度区間(計15度区間)が、前記各区間PQ1〜PQ4として設定されている。当該各区間PQ1〜PQ4が本実施形態における回転方向所定区間に相当する。
【0040】
つまり、受取り区間PQ1の終端位置PQ1bから第1受渡し区間PQ2の始端位置PQ2aまでの間の通常搬送区間R1、第1受渡し区間PQ2の終端位置PQ2bから第2受渡し区間PQ3の始端位置PQ3aまでの間の通常搬送区間R2、第2受渡し区間PQ3の終端位置PQ3bから待機区間PQ4の始端位置PQ4aまでの間の通常搬送区間R3、待機区間PQ4の終端位置PQ4bから受取り区間PQ1の始端位置PQ1aまでの間の通常搬送区間R4において、それぞれ可動クランプ装置21Bが駆動軸14の軸線回りに75度旋回する間に、可動クランプ装置21Bは回転軸18の軸線回りに180度回転することとなる。
【0041】
次に、第1受取り装置13Aについて説明する。第1受取り装置13Aは、反転装置12にて第1受渡し位置P2(第1受渡し区間PQ2)へ搬送されてくるPTPシート1を保持する一対のアーム31a,31bを備えている。各アーム31a,31bは、それぞれ図示しない吸引機構(吸引手段)を備えており、PTPシート1をそれぞれ吸引保持できる構成となっている。
【0042】
より詳しくは、一方のアーム31aが可動クランプ装置21BからPTPシート1を受取り、他方のアーム31bが固定クランプ装置21AからPTPシート1を受取る構成となっている。そして、後述するように、各クランプ装置21から順次、PTPシート1を受取り、2枚1組の抱き合せ状態として、図示しない次工程の集積装置へと送り出す構成となっている。
【0043】
次に、第2受取り装置13Bについて説明する。第2受取り装置13Bは、反転装置12にて第2受渡し位置P3(第2受渡し区間PQ3)へ搬送されてくるPTPシート1を受取るアーム32aと、当該受取ったPTPシート1を順次、積み上げていくホルダ32bとを備えている。そして、後述するように、各クランプ装置21から順次、PTPシート1を受取り、複数のPTPシート1を同じ向きで積み上げた状態として、図示しない次工程の集積装置へと送り出す構成となっている。
【0044】
以下、上記のように構成されたPTPシート搬送装置11の作用について説明する。
【0045】
まず、抱き合せ集積形態に対応してPTPシート搬送装置11を作動させる場合について説明する。
【0046】
反転装置12の1つの可動クランプ装置21Bが通常搬送区間R4から受取り区間PQ1の始端位置PQ1aに達すると、駆動制御機構の制御により傘歯車27がハウジング16と同期するように回転し始める。これにより、可動クランプ装置21Bは、その自転を一旦停止させ、固定クランプ装置21Aと同様の姿勢に維持された状態で旋回を続ける。
【0047】
図2に示すように、可動クランプ装置21Bが受取り位置P1を通過する際には、スライド機構25が作動して可動爪24が押し下げられるとともに、所定の送り機構(図示略)によってコンベア10からPTPシート1がポケット部2を下にした状態で固定爪23及び可動爪24間に入れられる。その後、スライド機構25の作動が解除されて可動爪24が上方へスライドし、PTPシート1を把持する。
【0048】
この可動クランプ装置21Bが受取り区間PQ1の終端位置PQ1bを通過し、通常搬送区間R1に入ると、駆動制御機構の制御により傘歯車27が停止保持される。これにより、可動クランプ装置21Bは再び自転を開始する。
【0049】
PTPシート1を把持した可動クランプ装置21Bが、通常搬送区間R1を通過し、第1受渡し区間PQ2の始端位置PQ2aに達すると、その向きは回転軸18の軸線回りに180度回転した状態となる。これにより、当該PTPシート1は表裏面が反転しポケット部2が可動クランプ装置21Bの進行方向(図2の時計回り方向)に向いた状態となる。当該可動クランプ装置21Bが第1受渡し区間PQ2に移動していくと同時に、空の固定クランプ装置21Aが受取り区間PQ1へと移動してくる。
【0050】
可動クランプ装置21Bが第1受渡し区間PQ2に在る間には、上記同様、傘歯車27はハウジング16と同期して回転する。つまり、可動クランプ装置21Bは、その自転を一旦停止させ、固定クランプ装置21Aと同様の姿勢に維持された状態で旋回を続ける(図6参照)。
【0051】
可動クランプ装置21Bが第1受渡し位置P2を通過する際には、表裏反転したPTPシート1がアーム31aにより吸着保持される(図7参照)。一方、受取り位置P1では、上記同様、固定クランプ装置21AによってPTPシート1が把持される。
【0052】
さらに、駆動軸14が90度回転すると、固定クランプ装置21Aが、把持したPTPシート1の向きを反転することなく第1受渡し位置P2(第1受渡し区間PQ2)へ移動する(図8参照)。つまり、当該PTPシート1は、ポケット部2が固定クランプ装置21Aの進行方向とは反対方向(図8の反時計回り方向)に向いた状態となっている。同時に、新たな可動クランプ装置21Bが受取り位置P1(受取り区間PQ1)へ移動してくる。
【0053】
そして、図9に示すように、受取り位置P1(受取り区間PQ1)では、上記同様、可動クランプ装置21BによってPTPシート1が把持される。一方、第1受渡し位置P2(第1受渡し区間PQ2)では、固定クランプ装置21Aにより把持されていたPTPシート1が、その向きを反転させることなく、アーム31bにより吸着保持される。
【0054】
このように、第1受取り装置13Aでは、反転装置12によって1つおきに交互に表裏反転されたPTPシート1を順次受取って、図10に示すように、2枚1組の抱き合せ状態として、図示しない次工程の集積装置へと送り出す。そして、以後、上記動作が繰り返し行われることにより、抱き合せ状態のPTPシート1が集積装置にて集積されていくこととなる。
【0055】
次に、積み上げ集積形態に対応してPTPシート搬送装置11を作動させる場合について説明する。
【0056】
抱き合せ集積形態の場合と同様、受取り位置P1(受取り区間PQ1)にて、反転装置12の可動クランプ装置21BによってPTPシート1が把持された後、駆動軸14が回転すると、PTPシート1を把持した可動クランプ装置21Bはその向きを回転軸18の軸線回りに180度回転しつつ、第1受渡し位置P2(第1受渡し区間PQ2)へ移動する(図6参照)。同時に、空の固定クランプ装置21Aが受取り位置P1(受取り区間PQ1)へと移動してくる。
【0057】
受取り位置P1(受取り区間PQ1)では、上記同様、固定クランプ装置21AによってPTPシート1が把持される(図7参照)。一方、第1受渡し位置P2(第1受渡し区間PQ2)では、抱き合せ集積形態の場合と異なり、第1受取り装置13Aは作動しない。
【0058】
PTPシート1を把持した可動クランプ装置21Bが第1受渡し区間PQ2の終端位置PQ2bを通過し、通常搬送区間R2に入ると、傘歯車27が停止保持され、当該可動クランプ装置21Bは再び自転を開始する。
【0059】
さらに、この可動クランプ装置21Bが通常搬送区間R2を通過し、第2受渡し区間PQ3の始端位置PQ3aに達すると、その向きを回転軸18の軸線回りにさらに180度回転させた状態となる。つまり、当該可動クランプ装置21Bにより把持されたPTPシート1は、受取り位置P1(受取り区間PQ1)にて受け渡された状態から回転軸18回りに360度回転した状態となる(図11参照)。
【0060】
当該可動クランプ装置21Bが第2受渡し位置P3(第2受渡し区間PQ3)に移動していくと同時に、PTPシート1を把持した固定クランプ装置21Aが、把持したPTPシート1の向きを反転することなく第1受渡し位置P2(第1受渡し区間PQ2)へ移動する。また、新たな空の可動クランプ装置21Bが受取り位置P1(受取り区間PQ1)へ移動してくる。
【0061】
可動クランプ装置21Bが第2受渡し区間PQ3に在る間には、上記同様、傘歯車27はハウジング16と同期して回転する。つまり、可動クランプ装置21Bは、その自転を一旦停止させ、固定クランプ装置21Aと同様の姿勢に維持された状態で旋回を続ける。
【0062】
可動クランプ装置21Bが第2受渡し位置P3を通過する際には、可動クランプ装置21Bにより把持されていたPTPシート1が、第2受取り装置13Bのアーム32aにより受取られ、ホルダ32bに積み上げられる(図12参照)。一方、受取り位置P1では、上記同様、別の可動クランプ装置21BによってPTPシート1が把持される。
【0063】
さらに、空となった可動クランプ装置21Bが第2受渡し区間PQ3の終端位置PQ3bを通過し、通常搬送区間R3に入ると、傘歯車27が停止保持され、当該可動クランプ装置21Bが再び自転を開始する。
【0064】
そして、当該可動クランプ装置21Bが通常搬送区間R3を通過し、待機区間PQ4の始端位置PQ4aに達すると、その向きを回転軸18の軸線回りにさらに180度回転させた状態となる(図13参照)。
【0065】
当該可動クランプ装置21Bが待機位置P4(待機区間PQ4)へ移動するのと同時に、PTPシート1を把持した固定クランプ装置21Aは、把持したPTPシート1の向きを反転することなく、第2受渡し位置P3(第2受渡し区間PQ3)へ移動する。また、新たな固定クランプ装置21Aが受取り位置P1(受取り区間PQ1)へ移動してくる。
【0066】
そして、上記同様、第2受渡し位置P3(第2受渡し区間PQ3)では、固定クランプ装置21Aにより把持されていたPTPシート1が、第2受取り装置13Bのアーム32aにより受取られ、ホルダ32bに積み上げられたPTPシート1の最下部に差し込まれる(図14参照)。
【0067】
このように、第2受取り装置13Bでは、上記動作が繰り返し行われることにより、複数のPTPシート1が同じ向きで積み上げられていく。そして、図示しない次工程の集積装置へと順次、送り出され、集積されていくこととなる。
【0068】
尚、本実施形態では、図2等に示すように、コンベア10の終端位置において、PTPシート1の有無を検知可能な検出手段としてのセンサ9を備えており、当該センサ9によりPTPシート1が検知されない場合には、反転装置12が作動しない構成となっている。
【0069】
コンベア10の終端位置にPTPシート1が送られてきていないにもかかわらず、反転装置12が作動してしまうと、第1受渡し位置P2の第1受取り装置13Aによって、2枚1組のPTPシート1を抱き合せ状態とする際に、片方が欠落したペアが作られてしまう。その結果、その後の検査工程等において、正常な他方のPTPシート1まで不良品扱いとなり、排除されてしまうおそれがある。
【0070】
以上詳述したように、本実施形態では、受取り区間PQ1や第1受渡し区間PQ2等に可動クランプ装置21Bが在る場合においては、傘歯車27をハウジング16と同期して回転させることにより、可動クランプ装置21Bが回転軸18の軸線回りに回転しない構成されている。つまり、受取り区間PQ1や第1受渡し区間PQ2等においては、可動クランプ装置21Bがその姿勢を変化させず、固定クランプ装置21Aと同様の適切な受渡し姿勢を維持した状態で旋回を続けることとなる。このため、受取り位置P1や第1受渡し位置P2等のみならず、その近傍に可動クランプ装置21Bが在る状態においても、当該可動クランプ装置21Bと第1受取り装置13A等との間におけるPTPシート1の受渡し動作が可能となる。
【0071】
結果として、本願のように、クランプ装置21を受取り位置P1や第1受渡し位置P2等にて停止させないようにした場合においても、その近傍を含め、PTPシート1の受渡し時間を十分に確保することができる。ひいては、PTPシート1の搬送時間を短縮することができる。
【0072】
また、本実施形態では、傘歯車27をハウジング16と同期して回転させる区間(可動クランプ装置21Bを自転させない区間)である受取り区間PQ1や第1受渡し区間PQ2等を設けるために、傘歯車26,27のギヤ比を1:2.4と大きくし、通常搬送区間R1等における可動クランプ装置21Bの自転量で、受取り区間PQ1や第1受渡し区間PQ2等に達するまでに必要な自転量を確保するようにしている。
【0073】
通常、ハウジング16が90度回転して、可動クランプ装置21Bが180度自転する構成としようとした場合には、傘歯車26,27のギヤ比を1:2とすればよい。しかし、かかるギア比のまま、可動クランプ装置21Bを自転させない区間を設けようとした場合には、通常搬送区間R1等にて傘歯車27を逆回転させる等して180度の自転量を確保しなければならず、可動クランプ装置21Bの自転速度が速くなる。可動クランプ装置21Bの自転速度が速くなると、把持されたPTPシート1が振り落とされる等といった不具合が生じるおそれがある。この点、本実施形態によれば、通常搬送区間R1等における可動クランプ装置21Bの自転速度を必要以上に速くせずともよく、上記不具合の発生を抑制することができる。
【0074】
尚、上記実施形態の記載内容に限定されず、例えば次のように実施してもよい。勿論、以下において例示しない他の応用例、変更例も当然可能である。
【0075】
(a)上記実施形態では、被充填物として固形製剤である錠剤5が収容されるPTPシート1について具体化しているが、必ずしも被充填物は錠剤5に限られるものではない。また、対応するポケット部2の形状等も上記実施形態に限定されるものではない。例えば、被充填物としてカプセル錠等が収容されるPTPシートに具体化することもできるし、食品等が収容されるPTPシートに具体化することもできる。
【0076】
(b)PTPシート1単位のポケット部2の配列や、個数も上記実施形態の態様(2列、10個)に何ら限定されるものではなく、様々な配列、個数からなるPTPシートを採用することができる。勿論、1つのシート小片に包含されるポケット部の数も上記実施形態に何ら限定されるものではない。
【0077】
(c)上記実施形態では、固定クランプ装置21Aと可動クランプ装置21Bとが90度間隔で1つおきに交互に計4つ設けられた構成となっている。反転装置12に設けられるクランプ装置21の個数は4つに限定されるものではなく、例えば6つでもよいし、8つでもよい。但し、受取り位置P1、第1受渡し位置P2及び第2受渡し位置P3との位置関係や、傘歯車27,26のギヤ比との関係で適切な個数設けられることが好ましい。
【0078】
(d)上記実施形態では、傘歯車26,27のギヤ比が1:2.4に設定されているが、両者のギヤ比はこれに限定されるものではない。例えば、ギヤ比を1:2としてもよい。かかる場合、通常搬送区間R1等にて傘歯車27を逆回転させる等して、可動クランプ装置21Bの自転量を大きくすることにより、受取り区間PQ1や第1受渡し区間PQ2等、傘歯車27をハウジング16と同期して回転させる区間(可動クランプ装置21Bを自転させない区間)を確保することができる。
【0079】
(e)上記実施形態では、傘歯車27をハウジング16と同期して回転させることにより、受取り区間PQ1や第1受渡し区間PQ2等において、可動クランプ装置21Bが回転軸18の軸線回りに回転しない構成されている。これに限らず、傘歯車27をハウジング16と同方向へ、ハウジング16と異なる速度で回転させることにより、受取り区間PQ1や第1受渡し区間PQ2等における可動クランプ装置21Bの自転速度が通常搬送区間R1等における自転速度よりも遅くなるようにした構成としてもよい。かかる構成によれば、可動クランプ装置21Bの自転は停止しないものの、その自転量が小さくなり、受取り区間PQ1や第1受渡し区間PQ2等における可動クランプ装置21Bの姿勢を適切な受渡し姿勢又はそれに近い姿勢に維持できるため、上記実施形態と同様の作用効果が奏される。
【0080】
(f)上記実施形態では、ハウジング16の回転方向に対しそれぞれ受取り位置P1、第1受渡し位置P2、第2受渡し位置P3及び待機位置P4を挟む前後7.5度区間(計15度区間)が、受取り区間PQ1、第1受渡し区間PQ2、第2受渡し区間PQ3及び待機区間PQ4として設定されている。各区間PQ1〜PQ4の範囲はこれに限定されるものではない。
【0081】
但し、受取り区間PQ1や第1受渡し区間PQ2等の範囲が大きくなり過ぎると、通常搬送区間R1等の範囲が小さくなるため、通常搬送区間R1等における可動クランプ装置21Bの自転速度が速くなってしまい、把持されたPTPシート1が振り落とされる等の不具合が生じるおそれがある。
【0082】
このような不具合の発生を抑制するためには、ハウジング16がA度(上記実施形態では90度)回転して、可動クランプ装置21BがB度(上記実施形態では180度)自転する構成において、傘歯車26,27のギア比を1:X(上記実施形態では1:2.4)とし、受取り位置P1や第1受渡し位置P2等を挟む前後α度(上記実施形態では7.5度)区間を受取り区間PQ1や第1受渡し区間PQ2等としたとき、以下の関係式(1)を満たす構成とすることが好ましい。
【0083】
2α=A−(B/X)…(1)
また、受取り区間PQ1、第1受渡し区間PQ2、第2受渡し区間PQ3及び待機区間PQ4は、それぞれ受取り位置P1、第1受渡し位置P2、第2受渡し位置P3及び待機位置P4を挟み、前後均等に設けられる必要はなく、例えば第1受渡し位置P2が第1受渡し区間PQ2の始端位置又は終端位置となる構成としてもよい。
【0084】
(g)第1受取り装置13Aや第2受取り装置13B等の構成は、上記実施形態に限定されるものではない。例えば、第1受取り装置13Aのアーム31a,31bがPTPシート1を吸引保持する構成に代えて、チャック等によりPTPシート1を挟持する構成を採用してもよい。
【0085】
また、コンベア10や第2受取り装置13B等に代えて、上記反転装置12と同様に複数のクランプ装置が旋回してPTPシート1を順次搬送する装置を備えた構成としてもよい。かかる構成において、例えばPTPシート1の受渡し側を連続動作とし、受取り側を間欠動作とした場合、受渡し時における互いのクランプ装置の姿勢が同じ向きとなる時間が限られるため、PTPシート1の受渡し時間が十分に確保できないおそれがある。この点、本願発明を採用することで、連続動作する装置と、間欠動作する装置との間でも比較的容易にPTPシート1の受渡しを行うことができる。勿論、このような作用効果は、反転装置12と、これと同様の構成を有する装置との間におけるPTPシート1の受渡しに限定されるものではなく、コンベア10や第2受取り装置13B等が連続動作(又は間欠動作)を行い、これに対して反転装置12が間欠動作(又は連続動作)を行うような場合においても同様に奏される。
【0086】
(h)上記実施形態では、第1受渡し位置P2の第1受取り装置13Aと、第2受渡し位置P3の第2受取り装置13Bとを使い分けることで、異なる集積形態に対応することができるよう構成されているが、これに限らず、1つの集積形態にのみ対応した構成としてもよい。
【0087】
(i)上記実施形態では、クランプ装置21が受取り位置P1や第1受渡し位置P2等にて停止しない構成となっているが、これに限らず、クランプ装置21が受取り位置P1や第1受渡し位置P2等にて一旦停止する構成としてもよい。
【0088】
(j)上記実施形態では、ハウジング16が駆動軸14の軸線回りに90度回転する間に、可動クランプ装置21Bが回転軸18の軸線回りに180度回転する構成となっている。これに限らず、例えばハウジング16が駆動軸14の軸線回りに180度回転する間に、可動クランプ装置21Bが回転軸18の軸線回りに180度回転する構成としてもよし、ハウジング16が駆動軸14の軸線回りに60度回転する間に、可動クランプ装置21Bが回転軸18の軸線回りに180度回転する構成としてもよい。
【符号の説明】
【0089】
1…PTPシート、2…ポケット部、11…PTPシート搬送装置、12…反転装置、13A…第1受取り装置、13B…第2受取り装置、14…駆動軸、16…ハウジング、18…回転軸、19…固定軸、21…クランプ装置、21A…固定クランプ装置、21B…可動クランプ装置、26…傘歯車、27…傘歯車、28…平歯車、29…モータ、30…平歯車、P1…受取り位置、P2…第1受渡し位置、P3…第2受渡し位置、P4…待機位置、PQ1…受取り区間、PQ2…第1受渡し区間、PQ3…第2受渡し区間、PQ4…待機区間。
【技術分野】
【0001】
本発明は、ブリスタ包装シート(以下、「PTPシート」という)を搬送するためのPTPシート搬送装置に関するものである。
【背景技術】
【0002】
一般に、PTPシートは、錠剤等が収容される複数のポケット部を備えている。かかるPTPシートは、ポケット部が形成された長尺状のフィルムを移送させつつポケット部に錠剤を投入する工程、アルミニウム等よりなるカバーフィルムを貼着する工程、PTPシート単位に打ち抜く工程等を経て製造される。そして、上記工程を経て製造されたPTPシートは、例えばパッケージング工程(封止や箱詰等を含む)等へと供される。
【0003】
パッケージング工程が行われる前段階には、PTPシートを複数段に積載する集積工程が行われる。集積形態としては、PTPシートを2枚一組とし、ポケット部が互いに向き合う向きで重ね合わせる「抱き合せ」や、PTPシートを同じ向きで積み重ねる「積み上げ」等が挙げられる。
【0004】
例えば「抱き合せ」を行う集積工程へPTPシートを搬送する際には、次に示すような反転装置を備えた搬送装置が用いられる(例えば、特許文献1参照)。
【0005】
反転装置は、回転可能に設けられたハウジングと、当該ハウジングの周囲において90度間隔で設けられた複数のクランプ装置と備えている。複数のクランプ装置は、ハウジングに対し固定された固定クランプ装置と、ハウジングに対し自転可能に設けられた可動クランプ装置からなり、両者が1つおきに交互に配置されている。
【0006】
可動クランプ装置の駆動軸に設けられた傘歯車は、ハウジングの駆動軸の傘歯車と噛合している。両傘歯車のギア比は1:1に設定されており、ハウジングが180度回動する毎に、可動クランプ装置も180度自転する構成となっている。
【0007】
このような反転装置を有した搬送装置を用いることにより、上流側機構から所定の受取り位置へ順次一定姿勢、例えば表面(ポケット部)が下を向いた状態で搬送されてくるPTPシートが、各クランプ装置により把持されてハウジング周りに180度旋回して下流側機構へ受け渡される際、固定クランプ装置により搬送されるPTPシートは、表面が上を向いた状態で下流側機構に受け渡される一方、可動クランプ装置により搬送されるPTPシートは、180度捻転(自転)して表面が下を向いた状態で下流側機構に受け渡されることとなる。これらのPTPシートを順次重ね合わせて行けば、下流側機構の集積装置で、2枚1組のPTPシートを抱き合わせた状態で集積することができる。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特許2506362号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
上流側機構から反転装置へのPTPシートの受渡しや、反転装置から下流側機構へのPTPシートの受渡しを行う際には、反転装置のクランプ装置や下流側機構の受取り手段が相手側から適切にPTPシートを受取れるよう、反転装置においては、空のクランプ装置や、PTPシートを把持したクランプ装置を一定時間、適切な受渡し姿勢で安定させる必要がある。そのため、従来では、所定の受取りポジションや受渡しポジションにて可動クランプ装置が適切な受渡し姿勢となった状態で、受渡しに必要な一定時間、反転装置を停止させる等していた。
【0010】
しかしながら、生産性向上のため、PTPシートの搬送時間を短縮しようとした場合には、必然的に受取りポジションや受渡しポジションにおけるクランプ装置の停止時間も短縮せざるを得ず、上流側機構や下流側機構とのPTPシートの受渡し時間を十分に確保することが困難となるおそれがあった。
【0011】
本発明は、上記事情に鑑みてなされたものであり、PTPシートの搬送時間を短縮できると共に、十分な受渡し時間を確保することのできるPTPシート搬送装置を提供することを主たる目的の一つとしている。
【課題を解決するための手段】
【0012】
以下、上記課題を解決するのに適した各手段につき項分けして説明する。なお、必要に応じて対応する手段に特有の作用効果を付記する。
【0013】
手段1.ポケット部を備えたPTPシートを搬送するPTPシート搬送装置であって、
回転可能に設けられた回転体と、当該回転体の周囲においてその回転方向に等間隔(例えば90度間隔)で配設され、PTPシートを把持可能な複数(例えば4つ)の把持手段とを有し、所定の受取り位置に一定姿勢で送られてくるPTPシートを順次把持して搬送し、当該受取り位置から前記回転体の駆動軸を中心に所定角度(例えば90度や180度)回転した所定の受渡し位置にて所定の受取り手段に対し順次PTPシートを受渡す反転装置を備え、
前記複数の把持手段が、前記回転体に対し固定された第1把持手段と、前記回転体の駆動軸に直交する自身の駆動軸を中心に当該回転体に対し自転可能に設けられた第2把持手段とからなり、
前記第1把持手段と前記第2把持手段とが前記回転体の回転方向に1つおきに交互に配置され、
前記第2把持手段の駆動軸に設けられた遊星歯車と、
前記回転体の駆動軸と同心で回転可能に設けられ、前記遊星歯車に噛合される太陽歯車と、
前記太陽歯車の回転及び停止を駆動制御する駆動制御手段とを備え、
前記受取り位置にて前記第2把持手段に把持されたPTPシートが、前記受渡し位置にて、当該第2把持手段の駆動軸を中心に所定角度(例えば180度や360度)自転した状態で前記受取り手段に対し受渡される構成において、
前記受取り位置及びその近傍を含む前記回転体の回転方向所定区間、並びに前記受渡し位置及びその近傍を含む前記回転体の回転方向所定区間に前記第2把持手段が在る場合において、前記太陽歯車を前記回転体と同方向へ回転させることにより、当該各区間における前記第2把持手段の自転速度が他の区間における自転速度よりも遅くなるようにしたことを特徴とするPTPシート搬送装置。
【0014】
上記手段1によれば、受取り位置及び受渡し位置並びにその近傍においては、第2把持手段の自転速度が通常搬送区間の自転速度よりも遅くなる。つまり、受取り位置及び受渡し位置並びにその近傍においては、第2把持手段の自転量が小さくなり、その姿勢が適切な受渡し姿勢又はそれに近い姿勢に維持される。このため、受取り位置や受渡し位置のみならず、その近傍に第2把持手段が在る状態においても、当該第2把持手段と受取り手段等との間におけるPTPシートの受渡し動作が可能となる。
【0015】
結果として、受取り位置や受渡し位置における把持手段の停止時間を比較的短くした場合や、把持手段を受取り位置や受渡し位置にて停止させないようにした場合においても、その近傍を含め、PTPシートの受渡し時間を十分に確保することができる。ひいては、PTPシートの搬送時間を短縮することができる。
【0016】
手段2.ポケット部を備えたPTPシートを搬送するPTPシート搬送装置であって、
回転可能に設けられた回転体と、当該回転体の周囲においてその回転方向に等間隔で配設され、PTPシートを把持可能な複数の把持手段とを有し、所定の受取り位置に一定姿勢で送られてくるPTPシートを順次把持して搬送し、当該受取り位置から前記回転体の駆動軸を中心に所定角度回転した所定の受渡し位置にて所定の受取り手段に対し順次PTPシートを受渡す反転装置を備え、
前記複数の把持手段が、前記回転体に対し固定された第1把持手段と、前記回転体の駆動軸に直交する自身の駆動軸を中心に当該回転体に対し自転可能に設けられた第2把持手段とからなり、
前記第1把持手段と前記第2把持手段とが前記回転体の回転方向に1つおきに交互に配置され、
前記第2把持手段の駆動軸に設けられた遊星歯車と、
前記回転体の駆動軸と同心で回転可能に設けられ、前記遊星歯車に噛合される太陽歯車と、
前記太陽歯車の回転及び停止を駆動制御する駆動制御手段とを備え、
前記受取り位置にて前記第2把持手段に把持されたPTPシートが、前記受渡し位置にて、当該第2把持手段の駆動軸を中心に所定角度自転した状態で前記受取り手段に対し受渡される構成において、
前記受取り位置及びその近傍を含む前記回転体の回転方向所定区間、並びに前記受渡し位置及びその近傍を含む前記回転体の回転方向所定区間に前記第2把持手段が在る場合において、前記太陽歯車を前記回転体と同期して回転させることにより、当該第2把持手段の自転が停止するようにしたことを特徴とするPTPシート搬送装置。
【0017】
上記手段2によれば、受取り位置及び受渡し位置並びにその近傍においては、第2把持手段の自転が停止する。つまり、受取り位置及び受渡し位置並びにその近傍においては、第2把持手段がその姿勢を変化させず、適切な受渡し姿勢に維持される。このため、受取り位置や受渡し位置のみならず、その近傍に第2把持手段が在る状態においても、当該第2把持手段と受取り手段等との間におけるPTPシートの受渡し動作が可能となる。結果として、上記手段1と同様の作用効果が奏される。本手段2では、受取り位置及び受渡し位置並びにその近傍において、第2把持手段の姿勢が全く変化しないため、その作用効果はより高められる。
【0018】
手段3.前記回転体がA度(例えば90度)回転して、前記第2把持手段がB度(例えば180度)自転する構成において、
前記遊星歯車と前記太陽歯車とのギア比を1:X(例えば1:2.4)とし、
前記受取り位置又は前記受渡し位置を挟む前後α度(例えば7.5度)区間を前記回転方向所定区間としたとき、
2α=A−(B/X)
の関係式を満たすことを特徴とする手段2に記載のPTPシート搬送装置。
【0019】
上記手段3によれば、太陽歯車を回転体と同期して回転させる区間(第2把持手段を自転させない区間)である回転方向所定区間2αを設けるために、遊星歯車と太陽歯車とのギア比を大きくし、通常搬送区間(他の区間)における第2把持手段の自転量で、回転方向所定区間(受渡し位置)に達するまでに必要な自転量を確保するようにしている。
【0020】
通常、回転体が90度回転して、第2把持手段が180度自転する構成としようとした場合には、遊星歯車と太陽歯車とのギア比を1:2とすればよい。しかし、かかるギア比のまま、第2把持手段を自転させない区間を設けようとした場合には、通常搬送区間にて太陽歯車を逆回転させる等して180度の自転量を確保しなければならず、第2把持手段の自転速度が速くなる。第2把持手段の自転速度が速くなると、把持されたPTPシートが振り落とされる等といった不具合が生じるおそれがある。この点、本手段の構成とすることで、通常搬送区間における第2把持手段の自転速度を必要以上に速くせずともよく、上記不具合の発生を抑制することができる。
【図面の簡単な説明】
【0021】
【図1】(a)はPTPシートを示す斜視図であり、(b)はPTPシートの部分拡大断面図である。
【図2】PTPシート搬送装置を示す一部破断側面図である。
【図3】反転装置を示す一部破断平面図である。
【図4】反転装置の反転機構を説明するための部分斜視図である。
【図5】可動クランプ装置の自転が停止する範囲等を説明するための模式図である。
【図6】抱き合せ集積形態に対応したPTPシート搬送装置の動作を説明するための図である。
【図7】抱き合せ集積形態に対応したPTPシート搬送装置の動作を説明するための図である。
【図8】抱き合せ集積形態に対応したPTPシート搬送装置の動作を説明するための図である。
【図9】抱き合せ集積形態に対応したPTPシート搬送装置の動作を説明するための図である。
【図10】抱き合せ集積形態に対応したPTPシート搬送装置の動作を説明するための図である。
【図11】積み上げ集積形態に対応したPTPシート搬送装置の動作を説明するための図である。
【図12】積み上げ集積形態に対応したPTPシート搬送装置の動作を説明するための図である。
【図13】積み上げ集積形態に対応したPTPシート搬送装置の動作を説明するための図である。
【図14】積み上げ集積形態に対応したPTPシート搬送装置の動作を説明するための図である。
【発明を実施するための形態】
【0022】
以下、一実施形態について図面を参照しつつ説明する。
【0023】
図1(a),(b)に示すように、本実施形態におけるPTPシート1は、複数のポケット部2を備えた容器フィルム3と、ポケット部2を塞ぐようにして容器フィルム3に取着されたカバーフィルム4とを有している。容器フィルム3はPP(ポロプロピレン)等の樹脂材料により構成され、カバーフィルム4はアルミニウムによって構成されている。
【0024】
また、各ポケット部2には被充填物としての錠剤5が1つずつ収容されている。PTPシート1の容器フィルム3には、例えば2つのポケット部2が含まれたペア小片に切り離すことができるように複数の横スリット6が形成されている。もちろん縦スリットが形成されていてもよいし、スリットを省略してもよい。
【0025】
PTPシート1は、従来と同様、錠剤投入工程、カバーフィルム貼着工程、打抜工程等を経て製造される。そして、上記各種工程を経て製造されたPTPシート1は、所定の搬送装置によって搬送され、集積される。そして、次なるパッケージング工程へと搬送され、箱詰等されることとなる。
【0026】
ここで、PTPシート1を集積工程へ搬送するPTPシート搬送装置11について図2,3等を参照して詳しく説明する。
【0027】
上記各工程を経て製造されたPTPシート1は、コンベア10など公知の搬送機構により順次、受取り位置P1まで搬送されてくる。このとき、各PTPシート1は一定の方向に向けられて案内されてくる。本実施形態では、ポケット部2が下を向いた状態で案内されてくる。
【0028】
PTPシート搬送装置11は、反転装置12と、第1の受取り手段としての第1受取り装置13Aと、第2受取り手段としての第2受取り装置13Bとを備えている。
【0029】
まず反転装置12について説明する。反転装置12は、コンベア10の終端位置に近接して設けられている。
【0030】
図2,3に示すように、反転装置12は、回転可能に支持された駆動軸14と、駆動軸14に取付けられ、キー15により駆動軸14とともに回転するよう支持された回転体としてのハウジング16とを備えている。駆動軸14は 図示しないモータ等の駆動機構に接続されており、所定方向(図2の時計回り方向)へ連続的に回転されるようになっている。
【0031】
ハウジング16には駆動軸14の直径方向に延びる一対の軸受け孔17が形成されている。軸受け孔17内には回転軸18が挿通されており、該回転軸18はハウジング16にベアリング機構を介して回転可能に支持されている。また、ハウジング16には、回転軸18に直交するようにして固定軸19が立設固定されている。
【0032】
固定軸19及び回転軸18の外側端にはPTPシート1を把持するための把持手段としてのクランプ装置21が取り付けられている。つまり、クランプ装置21は、ハウジング16に対し固定された第1把持手段としての固定クランプ装置21Aと、ハウジング16に対し自転可能に設けられた第2把持手段としての可動クランプ装置21Bとからなる。回転軸18が第2把持手段の駆動軸に相当する。
【0033】
クランプ装置21(21A,21B)は、固定軸19及び回転軸18に固定された本体22と、該本体22に固定された板状の固定爪23と、前記本体22に対し各軸18,19の軸線と直交する方向に移動可能に設けられた可動爪24と、該可動爪24をスライドさせるためのスライド機構25とを有している。可動爪24は、スライド機構25に設けられたバネ等により固定爪23側に付勢されている。また、クランプ装置21においては前記スライド機構25が作動することで固定爪23に対し可動爪24が離間する方向へスライドさせられ、両爪23,24間にPTPシート1が送り込まれるようになっている。
【0034】
図4に示すように、回転軸18のハウジング16側の端部には傘歯車26がそれぞれ取付けられている。該傘歯車26は、駆動軸14に対して回転可能に取付けられた傘歯車27と噛み合っている。傘歯車27には平歯車28が嵌合固定されており、その平歯車28は傘歯車27とともに回転するようになっている。傘歯車26が本実施形態における遊星歯車に相当し、傘歯車27が太陽歯車に相当する。
【0035】
平歯車28は、駆動制御手段としての駆動制御機構と接続されている。当該駆動制御機構は、モータ29と、その回転軸に連結された平歯車30とから構成される。平歯車30は、平歯車28と噛み合っている。これにより、平歯車28は、択一的に停止保持されるか又は駆動軸14と同期して(同方向に同速度で)回転されるようになっている。
【0036】
上記構成の下、傘歯車27及び平歯車28を駆動制御機構により停止保持した状態で、駆動軸14を図2の時計回り方向に回転させると、ハウジング16もそれとともに回転する。従って、各クランプ装置21は駆動軸14の軸線回りで旋回する。このとき、回転軸18に関しては、傘歯車26,27の作用により駆動軸14の回りで旋回しながら、自身の軸線の回りに回転する。このため、回転軸18に設けられた可動クランプ装置21Bは回転軸18の軸線回りで回転するようになっている。
【0037】
一方、傘歯車27及び平歯車28を駆動軸14と同期して回転させた場合には、回転軸18がハウジング16に対して回転しない、すなわち可動クランプ装置21Bが回転軸18の軸線回りで回転しないようになっている。
【0038】
なお、本実施形態では、傘歯車26,27のギヤ比が1:2.4に設定されている。このため、本来であれば、ハウジング16が駆動軸14の軸線回りに90度回転する間に、可動クランプ装置21Bは回転軸18の軸線回りに216度回転することとなるが、本実施形態では、傘歯車27が適宜、ハウジング16と同期して回転することにより、ハウジング16が駆動軸14の軸線回りに90度回転する間に、可動クランプ装置21Bが回転軸18の軸線回りに180度回転する構成となっている。
【0039】
より詳しくは、図5の模式図を参照して分かるとおり、本実施形態では、ハウジング16の回転方向に90度間隔で設定された、後述する受取り位置P1、第1受渡し位置P2、第2受渡し位置P3及び待機位置P4をそれぞれ含むように、受取り区間PQ1、第1受渡し区間PQ2、第2受渡し区間PQ3、待機区間PQ4が設定されており、当該各区間PQ1〜PQ4においては、可動クランプ装置21Bが回転軸18の軸線回りに回転しないようになっている。本実施形態では、ハウジング16の回転方向に対しそれぞれ受取り位置P1、第1受渡し位置P2、第2受渡し位置P3及び待機位置P4を挟む前後7.5度区間(計15度区間)が、前記各区間PQ1〜PQ4として設定されている。当該各区間PQ1〜PQ4が本実施形態における回転方向所定区間に相当する。
【0040】
つまり、受取り区間PQ1の終端位置PQ1bから第1受渡し区間PQ2の始端位置PQ2aまでの間の通常搬送区間R1、第1受渡し区間PQ2の終端位置PQ2bから第2受渡し区間PQ3の始端位置PQ3aまでの間の通常搬送区間R2、第2受渡し区間PQ3の終端位置PQ3bから待機区間PQ4の始端位置PQ4aまでの間の通常搬送区間R3、待機区間PQ4の終端位置PQ4bから受取り区間PQ1の始端位置PQ1aまでの間の通常搬送区間R4において、それぞれ可動クランプ装置21Bが駆動軸14の軸線回りに75度旋回する間に、可動クランプ装置21Bは回転軸18の軸線回りに180度回転することとなる。
【0041】
次に、第1受取り装置13Aについて説明する。第1受取り装置13Aは、反転装置12にて第1受渡し位置P2(第1受渡し区間PQ2)へ搬送されてくるPTPシート1を保持する一対のアーム31a,31bを備えている。各アーム31a,31bは、それぞれ図示しない吸引機構(吸引手段)を備えており、PTPシート1をそれぞれ吸引保持できる構成となっている。
【0042】
より詳しくは、一方のアーム31aが可動クランプ装置21BからPTPシート1を受取り、他方のアーム31bが固定クランプ装置21AからPTPシート1を受取る構成となっている。そして、後述するように、各クランプ装置21から順次、PTPシート1を受取り、2枚1組の抱き合せ状態として、図示しない次工程の集積装置へと送り出す構成となっている。
【0043】
次に、第2受取り装置13Bについて説明する。第2受取り装置13Bは、反転装置12にて第2受渡し位置P3(第2受渡し区間PQ3)へ搬送されてくるPTPシート1を受取るアーム32aと、当該受取ったPTPシート1を順次、積み上げていくホルダ32bとを備えている。そして、後述するように、各クランプ装置21から順次、PTPシート1を受取り、複数のPTPシート1を同じ向きで積み上げた状態として、図示しない次工程の集積装置へと送り出す構成となっている。
【0044】
以下、上記のように構成されたPTPシート搬送装置11の作用について説明する。
【0045】
まず、抱き合せ集積形態に対応してPTPシート搬送装置11を作動させる場合について説明する。
【0046】
反転装置12の1つの可動クランプ装置21Bが通常搬送区間R4から受取り区間PQ1の始端位置PQ1aに達すると、駆動制御機構の制御により傘歯車27がハウジング16と同期するように回転し始める。これにより、可動クランプ装置21Bは、その自転を一旦停止させ、固定クランプ装置21Aと同様の姿勢に維持された状態で旋回を続ける。
【0047】
図2に示すように、可動クランプ装置21Bが受取り位置P1を通過する際には、スライド機構25が作動して可動爪24が押し下げられるとともに、所定の送り機構(図示略)によってコンベア10からPTPシート1がポケット部2を下にした状態で固定爪23及び可動爪24間に入れられる。その後、スライド機構25の作動が解除されて可動爪24が上方へスライドし、PTPシート1を把持する。
【0048】
この可動クランプ装置21Bが受取り区間PQ1の終端位置PQ1bを通過し、通常搬送区間R1に入ると、駆動制御機構の制御により傘歯車27が停止保持される。これにより、可動クランプ装置21Bは再び自転を開始する。
【0049】
PTPシート1を把持した可動クランプ装置21Bが、通常搬送区間R1を通過し、第1受渡し区間PQ2の始端位置PQ2aに達すると、その向きは回転軸18の軸線回りに180度回転した状態となる。これにより、当該PTPシート1は表裏面が反転しポケット部2が可動クランプ装置21Bの進行方向(図2の時計回り方向)に向いた状態となる。当該可動クランプ装置21Bが第1受渡し区間PQ2に移動していくと同時に、空の固定クランプ装置21Aが受取り区間PQ1へと移動してくる。
【0050】
可動クランプ装置21Bが第1受渡し区間PQ2に在る間には、上記同様、傘歯車27はハウジング16と同期して回転する。つまり、可動クランプ装置21Bは、その自転を一旦停止させ、固定クランプ装置21Aと同様の姿勢に維持された状態で旋回を続ける(図6参照)。
【0051】
可動クランプ装置21Bが第1受渡し位置P2を通過する際には、表裏反転したPTPシート1がアーム31aにより吸着保持される(図7参照)。一方、受取り位置P1では、上記同様、固定クランプ装置21AによってPTPシート1が把持される。
【0052】
さらに、駆動軸14が90度回転すると、固定クランプ装置21Aが、把持したPTPシート1の向きを反転することなく第1受渡し位置P2(第1受渡し区間PQ2)へ移動する(図8参照)。つまり、当該PTPシート1は、ポケット部2が固定クランプ装置21Aの進行方向とは反対方向(図8の反時計回り方向)に向いた状態となっている。同時に、新たな可動クランプ装置21Bが受取り位置P1(受取り区間PQ1)へ移動してくる。
【0053】
そして、図9に示すように、受取り位置P1(受取り区間PQ1)では、上記同様、可動クランプ装置21BによってPTPシート1が把持される。一方、第1受渡し位置P2(第1受渡し区間PQ2)では、固定クランプ装置21Aにより把持されていたPTPシート1が、その向きを反転させることなく、アーム31bにより吸着保持される。
【0054】
このように、第1受取り装置13Aでは、反転装置12によって1つおきに交互に表裏反転されたPTPシート1を順次受取って、図10に示すように、2枚1組の抱き合せ状態として、図示しない次工程の集積装置へと送り出す。そして、以後、上記動作が繰り返し行われることにより、抱き合せ状態のPTPシート1が集積装置にて集積されていくこととなる。
【0055】
次に、積み上げ集積形態に対応してPTPシート搬送装置11を作動させる場合について説明する。
【0056】
抱き合せ集積形態の場合と同様、受取り位置P1(受取り区間PQ1)にて、反転装置12の可動クランプ装置21BによってPTPシート1が把持された後、駆動軸14が回転すると、PTPシート1を把持した可動クランプ装置21Bはその向きを回転軸18の軸線回りに180度回転しつつ、第1受渡し位置P2(第1受渡し区間PQ2)へ移動する(図6参照)。同時に、空の固定クランプ装置21Aが受取り位置P1(受取り区間PQ1)へと移動してくる。
【0057】
受取り位置P1(受取り区間PQ1)では、上記同様、固定クランプ装置21AによってPTPシート1が把持される(図7参照)。一方、第1受渡し位置P2(第1受渡し区間PQ2)では、抱き合せ集積形態の場合と異なり、第1受取り装置13Aは作動しない。
【0058】
PTPシート1を把持した可動クランプ装置21Bが第1受渡し区間PQ2の終端位置PQ2bを通過し、通常搬送区間R2に入ると、傘歯車27が停止保持され、当該可動クランプ装置21Bは再び自転を開始する。
【0059】
さらに、この可動クランプ装置21Bが通常搬送区間R2を通過し、第2受渡し区間PQ3の始端位置PQ3aに達すると、その向きを回転軸18の軸線回りにさらに180度回転させた状態となる。つまり、当該可動クランプ装置21Bにより把持されたPTPシート1は、受取り位置P1(受取り区間PQ1)にて受け渡された状態から回転軸18回りに360度回転した状態となる(図11参照)。
【0060】
当該可動クランプ装置21Bが第2受渡し位置P3(第2受渡し区間PQ3)に移動していくと同時に、PTPシート1を把持した固定クランプ装置21Aが、把持したPTPシート1の向きを反転することなく第1受渡し位置P2(第1受渡し区間PQ2)へ移動する。また、新たな空の可動クランプ装置21Bが受取り位置P1(受取り区間PQ1)へ移動してくる。
【0061】
可動クランプ装置21Bが第2受渡し区間PQ3に在る間には、上記同様、傘歯車27はハウジング16と同期して回転する。つまり、可動クランプ装置21Bは、その自転を一旦停止させ、固定クランプ装置21Aと同様の姿勢に維持された状態で旋回を続ける。
【0062】
可動クランプ装置21Bが第2受渡し位置P3を通過する際には、可動クランプ装置21Bにより把持されていたPTPシート1が、第2受取り装置13Bのアーム32aにより受取られ、ホルダ32bに積み上げられる(図12参照)。一方、受取り位置P1では、上記同様、別の可動クランプ装置21BによってPTPシート1が把持される。
【0063】
さらに、空となった可動クランプ装置21Bが第2受渡し区間PQ3の終端位置PQ3bを通過し、通常搬送区間R3に入ると、傘歯車27が停止保持され、当該可動クランプ装置21Bが再び自転を開始する。
【0064】
そして、当該可動クランプ装置21Bが通常搬送区間R3を通過し、待機区間PQ4の始端位置PQ4aに達すると、その向きを回転軸18の軸線回りにさらに180度回転させた状態となる(図13参照)。
【0065】
当該可動クランプ装置21Bが待機位置P4(待機区間PQ4)へ移動するのと同時に、PTPシート1を把持した固定クランプ装置21Aは、把持したPTPシート1の向きを反転することなく、第2受渡し位置P3(第2受渡し区間PQ3)へ移動する。また、新たな固定クランプ装置21Aが受取り位置P1(受取り区間PQ1)へ移動してくる。
【0066】
そして、上記同様、第2受渡し位置P3(第2受渡し区間PQ3)では、固定クランプ装置21Aにより把持されていたPTPシート1が、第2受取り装置13Bのアーム32aにより受取られ、ホルダ32bに積み上げられたPTPシート1の最下部に差し込まれる(図14参照)。
【0067】
このように、第2受取り装置13Bでは、上記動作が繰り返し行われることにより、複数のPTPシート1が同じ向きで積み上げられていく。そして、図示しない次工程の集積装置へと順次、送り出され、集積されていくこととなる。
【0068】
尚、本実施形態では、図2等に示すように、コンベア10の終端位置において、PTPシート1の有無を検知可能な検出手段としてのセンサ9を備えており、当該センサ9によりPTPシート1が検知されない場合には、反転装置12が作動しない構成となっている。
【0069】
コンベア10の終端位置にPTPシート1が送られてきていないにもかかわらず、反転装置12が作動してしまうと、第1受渡し位置P2の第1受取り装置13Aによって、2枚1組のPTPシート1を抱き合せ状態とする際に、片方が欠落したペアが作られてしまう。その結果、その後の検査工程等において、正常な他方のPTPシート1まで不良品扱いとなり、排除されてしまうおそれがある。
【0070】
以上詳述したように、本実施形態では、受取り区間PQ1や第1受渡し区間PQ2等に可動クランプ装置21Bが在る場合においては、傘歯車27をハウジング16と同期して回転させることにより、可動クランプ装置21Bが回転軸18の軸線回りに回転しない構成されている。つまり、受取り区間PQ1や第1受渡し区間PQ2等においては、可動クランプ装置21Bがその姿勢を変化させず、固定クランプ装置21Aと同様の適切な受渡し姿勢を維持した状態で旋回を続けることとなる。このため、受取り位置P1や第1受渡し位置P2等のみならず、その近傍に可動クランプ装置21Bが在る状態においても、当該可動クランプ装置21Bと第1受取り装置13A等との間におけるPTPシート1の受渡し動作が可能となる。
【0071】
結果として、本願のように、クランプ装置21を受取り位置P1や第1受渡し位置P2等にて停止させないようにした場合においても、その近傍を含め、PTPシート1の受渡し時間を十分に確保することができる。ひいては、PTPシート1の搬送時間を短縮することができる。
【0072】
また、本実施形態では、傘歯車27をハウジング16と同期して回転させる区間(可動クランプ装置21Bを自転させない区間)である受取り区間PQ1や第1受渡し区間PQ2等を設けるために、傘歯車26,27のギヤ比を1:2.4と大きくし、通常搬送区間R1等における可動クランプ装置21Bの自転量で、受取り区間PQ1や第1受渡し区間PQ2等に達するまでに必要な自転量を確保するようにしている。
【0073】
通常、ハウジング16が90度回転して、可動クランプ装置21Bが180度自転する構成としようとした場合には、傘歯車26,27のギヤ比を1:2とすればよい。しかし、かかるギア比のまま、可動クランプ装置21Bを自転させない区間を設けようとした場合には、通常搬送区間R1等にて傘歯車27を逆回転させる等して180度の自転量を確保しなければならず、可動クランプ装置21Bの自転速度が速くなる。可動クランプ装置21Bの自転速度が速くなると、把持されたPTPシート1が振り落とされる等といった不具合が生じるおそれがある。この点、本実施形態によれば、通常搬送区間R1等における可動クランプ装置21Bの自転速度を必要以上に速くせずともよく、上記不具合の発生を抑制することができる。
【0074】
尚、上記実施形態の記載内容に限定されず、例えば次のように実施してもよい。勿論、以下において例示しない他の応用例、変更例も当然可能である。
【0075】
(a)上記実施形態では、被充填物として固形製剤である錠剤5が収容されるPTPシート1について具体化しているが、必ずしも被充填物は錠剤5に限られるものではない。また、対応するポケット部2の形状等も上記実施形態に限定されるものではない。例えば、被充填物としてカプセル錠等が収容されるPTPシートに具体化することもできるし、食品等が収容されるPTPシートに具体化することもできる。
【0076】
(b)PTPシート1単位のポケット部2の配列や、個数も上記実施形態の態様(2列、10個)に何ら限定されるものではなく、様々な配列、個数からなるPTPシートを採用することができる。勿論、1つのシート小片に包含されるポケット部の数も上記実施形態に何ら限定されるものではない。
【0077】
(c)上記実施形態では、固定クランプ装置21Aと可動クランプ装置21Bとが90度間隔で1つおきに交互に計4つ設けられた構成となっている。反転装置12に設けられるクランプ装置21の個数は4つに限定されるものではなく、例えば6つでもよいし、8つでもよい。但し、受取り位置P1、第1受渡し位置P2及び第2受渡し位置P3との位置関係や、傘歯車27,26のギヤ比との関係で適切な個数設けられることが好ましい。
【0078】
(d)上記実施形態では、傘歯車26,27のギヤ比が1:2.4に設定されているが、両者のギヤ比はこれに限定されるものではない。例えば、ギヤ比を1:2としてもよい。かかる場合、通常搬送区間R1等にて傘歯車27を逆回転させる等して、可動クランプ装置21Bの自転量を大きくすることにより、受取り区間PQ1や第1受渡し区間PQ2等、傘歯車27をハウジング16と同期して回転させる区間(可動クランプ装置21Bを自転させない区間)を確保することができる。
【0079】
(e)上記実施形態では、傘歯車27をハウジング16と同期して回転させることにより、受取り区間PQ1や第1受渡し区間PQ2等において、可動クランプ装置21Bが回転軸18の軸線回りに回転しない構成されている。これに限らず、傘歯車27をハウジング16と同方向へ、ハウジング16と異なる速度で回転させることにより、受取り区間PQ1や第1受渡し区間PQ2等における可動クランプ装置21Bの自転速度が通常搬送区間R1等における自転速度よりも遅くなるようにした構成としてもよい。かかる構成によれば、可動クランプ装置21Bの自転は停止しないものの、その自転量が小さくなり、受取り区間PQ1や第1受渡し区間PQ2等における可動クランプ装置21Bの姿勢を適切な受渡し姿勢又はそれに近い姿勢に維持できるため、上記実施形態と同様の作用効果が奏される。
【0080】
(f)上記実施形態では、ハウジング16の回転方向に対しそれぞれ受取り位置P1、第1受渡し位置P2、第2受渡し位置P3及び待機位置P4を挟む前後7.5度区間(計15度区間)が、受取り区間PQ1、第1受渡し区間PQ2、第2受渡し区間PQ3及び待機区間PQ4として設定されている。各区間PQ1〜PQ4の範囲はこれに限定されるものではない。
【0081】
但し、受取り区間PQ1や第1受渡し区間PQ2等の範囲が大きくなり過ぎると、通常搬送区間R1等の範囲が小さくなるため、通常搬送区間R1等における可動クランプ装置21Bの自転速度が速くなってしまい、把持されたPTPシート1が振り落とされる等の不具合が生じるおそれがある。
【0082】
このような不具合の発生を抑制するためには、ハウジング16がA度(上記実施形態では90度)回転して、可動クランプ装置21BがB度(上記実施形態では180度)自転する構成において、傘歯車26,27のギア比を1:X(上記実施形態では1:2.4)とし、受取り位置P1や第1受渡し位置P2等を挟む前後α度(上記実施形態では7.5度)区間を受取り区間PQ1や第1受渡し区間PQ2等としたとき、以下の関係式(1)を満たす構成とすることが好ましい。
【0083】
2α=A−(B/X)…(1)
また、受取り区間PQ1、第1受渡し区間PQ2、第2受渡し区間PQ3及び待機区間PQ4は、それぞれ受取り位置P1、第1受渡し位置P2、第2受渡し位置P3及び待機位置P4を挟み、前後均等に設けられる必要はなく、例えば第1受渡し位置P2が第1受渡し区間PQ2の始端位置又は終端位置となる構成としてもよい。
【0084】
(g)第1受取り装置13Aや第2受取り装置13B等の構成は、上記実施形態に限定されるものではない。例えば、第1受取り装置13Aのアーム31a,31bがPTPシート1を吸引保持する構成に代えて、チャック等によりPTPシート1を挟持する構成を採用してもよい。
【0085】
また、コンベア10や第2受取り装置13B等に代えて、上記反転装置12と同様に複数のクランプ装置が旋回してPTPシート1を順次搬送する装置を備えた構成としてもよい。かかる構成において、例えばPTPシート1の受渡し側を連続動作とし、受取り側を間欠動作とした場合、受渡し時における互いのクランプ装置の姿勢が同じ向きとなる時間が限られるため、PTPシート1の受渡し時間が十分に確保できないおそれがある。この点、本願発明を採用することで、連続動作する装置と、間欠動作する装置との間でも比較的容易にPTPシート1の受渡しを行うことができる。勿論、このような作用効果は、反転装置12と、これと同様の構成を有する装置との間におけるPTPシート1の受渡しに限定されるものではなく、コンベア10や第2受取り装置13B等が連続動作(又は間欠動作)を行い、これに対して反転装置12が間欠動作(又は連続動作)を行うような場合においても同様に奏される。
【0086】
(h)上記実施形態では、第1受渡し位置P2の第1受取り装置13Aと、第2受渡し位置P3の第2受取り装置13Bとを使い分けることで、異なる集積形態に対応することができるよう構成されているが、これに限らず、1つの集積形態にのみ対応した構成としてもよい。
【0087】
(i)上記実施形態では、クランプ装置21が受取り位置P1や第1受渡し位置P2等にて停止しない構成となっているが、これに限らず、クランプ装置21が受取り位置P1や第1受渡し位置P2等にて一旦停止する構成としてもよい。
【0088】
(j)上記実施形態では、ハウジング16が駆動軸14の軸線回りに90度回転する間に、可動クランプ装置21Bが回転軸18の軸線回りに180度回転する構成となっている。これに限らず、例えばハウジング16が駆動軸14の軸線回りに180度回転する間に、可動クランプ装置21Bが回転軸18の軸線回りに180度回転する構成としてもよし、ハウジング16が駆動軸14の軸線回りに60度回転する間に、可動クランプ装置21Bが回転軸18の軸線回りに180度回転する構成としてもよい。
【符号の説明】
【0089】
1…PTPシート、2…ポケット部、11…PTPシート搬送装置、12…反転装置、13A…第1受取り装置、13B…第2受取り装置、14…駆動軸、16…ハウジング、18…回転軸、19…固定軸、21…クランプ装置、21A…固定クランプ装置、21B…可動クランプ装置、26…傘歯車、27…傘歯車、28…平歯車、29…モータ、30…平歯車、P1…受取り位置、P2…第1受渡し位置、P3…第2受渡し位置、P4…待機位置、PQ1…受取り区間、PQ2…第1受渡し区間、PQ3…第2受渡し区間、PQ4…待機区間。
【特許請求の範囲】
【請求項1】
ポケット部を備えたPTPシートを搬送するPTPシート搬送装置であって、
回転可能に設けられた回転体と、当該回転体の周囲においてその回転方向に等間隔で配設され、PTPシートを把持可能な複数の把持手段とを有し、所定の受取り位置に一定姿勢で送られてくるPTPシートを順次把持して搬送し、当該受取り位置から前記回転体の駆動軸を中心に所定角度回転した所定の受渡し位置にて所定の受取り手段に対し順次PTPシートを受渡す反転装置を備え、
前記複数の把持手段が、前記回転体に対し固定された第1把持手段と、前記回転体の駆動軸に直交する自身の駆動軸を中心に当該回転体に対し自転可能に設けられた第2把持手段とからなり、
前記第1把持手段と前記第2把持手段とが前記回転体の回転方向に1つおきに交互に配置され、
前記第2把持手段の駆動軸に設けられた遊星歯車と、
前記回転体の駆動軸と同心で回転可能に設けられ、前記遊星歯車に噛合される太陽歯車と、
前記太陽歯車の回転及び停止を駆動制御する駆動制御手段とを備え、
前記受取り位置にて前記第2把持手段に把持されたPTPシートが、前記受渡し位置にて、当該第2把持手段の駆動軸を中心に所定角度自転した状態で前記受取り手段に対し受渡される構成において、
前記受取り位置及びその近傍を含む前記回転体の回転方向所定区間、並びに前記受渡し位置及びその近傍を含む前記回転体の回転方向所定区間に前記第2把持手段が在る場合において、前記太陽歯車を前記回転体と同方向へ回転させることにより、当該各区間における前記第2把持手段の自転速度が他の区間における自転速度よりも遅くなるようにしたことを特徴とするPTPシート搬送装置。
【請求項2】
ポケット部を備えたPTPシートを搬送するPTPシート搬送装置であって、
回転可能に設けられた回転体と、当該回転体の周囲においてその回転方向に等間隔で配設され、PTPシートを把持可能な複数の把持手段とを有し、所定の受取り位置に一定姿勢で送られてくるPTPシートを順次把持して搬送し、当該受取り位置から前記回転体の駆動軸を中心に所定角度回転した所定の受渡し位置にて所定の受取り手段に対し順次PTPシートを受渡す反転装置を備え、
前記複数の把持手段が、前記回転体に対し固定された第1把持手段と、前記回転体の駆動軸に直交する自身の駆動軸を中心に当該回転体に対し自転可能に設けられた第2把持手段とからなり、
前記第1把持手段と前記第2把持手段とが前記回転体の回転方向に1つおきに交互に配置され、
前記第2把持手段の駆動軸に設けられた遊星歯車と、
前記回転体の駆動軸と同心で回転可能に設けられ、前記遊星歯車に噛合される太陽歯車と、
前記太陽歯車の回転及び停止を駆動制御する駆動制御手段とを備え、
前記受取り位置にて前記第2把持手段に把持されたPTPシートが、前記受渡し位置にて、当該第2把持手段の駆動軸を中心に所定角度自転した状態で前記受取り手段に対し受渡される構成において、
前記受取り位置及びその近傍を含む前記回転体の回転方向所定区間、並びに前記受渡し位置及びその近傍を含む前記回転体の回転方向所定区間に前記第2把持手段が在る場合において、前記太陽歯車を前記回転体と同期して回転させることにより、当該第2把持手段の自転が停止するようにしたことを特徴とするPTPシート搬送装置。
【請求項3】
前記回転体がA度回転して、前記第2把持手段がB度自転する構成において、
前記遊星歯車と前記太陽歯車とのギア比を1:Xとし、
前記受取り位置又は前記受渡し位置を挟む前後α度区間を前記回転方向所定区間としたとき、
2α=A−(B/X)
の関係式を満たすことを特徴とする請求項2に記載のPTPシート搬送装置。
【請求項1】
ポケット部を備えたPTPシートを搬送するPTPシート搬送装置であって、
回転可能に設けられた回転体と、当該回転体の周囲においてその回転方向に等間隔で配設され、PTPシートを把持可能な複数の把持手段とを有し、所定の受取り位置に一定姿勢で送られてくるPTPシートを順次把持して搬送し、当該受取り位置から前記回転体の駆動軸を中心に所定角度回転した所定の受渡し位置にて所定の受取り手段に対し順次PTPシートを受渡す反転装置を備え、
前記複数の把持手段が、前記回転体に対し固定された第1把持手段と、前記回転体の駆動軸に直交する自身の駆動軸を中心に当該回転体に対し自転可能に設けられた第2把持手段とからなり、
前記第1把持手段と前記第2把持手段とが前記回転体の回転方向に1つおきに交互に配置され、
前記第2把持手段の駆動軸に設けられた遊星歯車と、
前記回転体の駆動軸と同心で回転可能に設けられ、前記遊星歯車に噛合される太陽歯車と、
前記太陽歯車の回転及び停止を駆動制御する駆動制御手段とを備え、
前記受取り位置にて前記第2把持手段に把持されたPTPシートが、前記受渡し位置にて、当該第2把持手段の駆動軸を中心に所定角度自転した状態で前記受取り手段に対し受渡される構成において、
前記受取り位置及びその近傍を含む前記回転体の回転方向所定区間、並びに前記受渡し位置及びその近傍を含む前記回転体の回転方向所定区間に前記第2把持手段が在る場合において、前記太陽歯車を前記回転体と同方向へ回転させることにより、当該各区間における前記第2把持手段の自転速度が他の区間における自転速度よりも遅くなるようにしたことを特徴とするPTPシート搬送装置。
【請求項2】
ポケット部を備えたPTPシートを搬送するPTPシート搬送装置であって、
回転可能に設けられた回転体と、当該回転体の周囲においてその回転方向に等間隔で配設され、PTPシートを把持可能な複数の把持手段とを有し、所定の受取り位置に一定姿勢で送られてくるPTPシートを順次把持して搬送し、当該受取り位置から前記回転体の駆動軸を中心に所定角度回転した所定の受渡し位置にて所定の受取り手段に対し順次PTPシートを受渡す反転装置を備え、
前記複数の把持手段が、前記回転体に対し固定された第1把持手段と、前記回転体の駆動軸に直交する自身の駆動軸を中心に当該回転体に対し自転可能に設けられた第2把持手段とからなり、
前記第1把持手段と前記第2把持手段とが前記回転体の回転方向に1つおきに交互に配置され、
前記第2把持手段の駆動軸に設けられた遊星歯車と、
前記回転体の駆動軸と同心で回転可能に設けられ、前記遊星歯車に噛合される太陽歯車と、
前記太陽歯車の回転及び停止を駆動制御する駆動制御手段とを備え、
前記受取り位置にて前記第2把持手段に把持されたPTPシートが、前記受渡し位置にて、当該第2把持手段の駆動軸を中心に所定角度自転した状態で前記受取り手段に対し受渡される構成において、
前記受取り位置及びその近傍を含む前記回転体の回転方向所定区間、並びに前記受渡し位置及びその近傍を含む前記回転体の回転方向所定区間に前記第2把持手段が在る場合において、前記太陽歯車を前記回転体と同期して回転させることにより、当該第2把持手段の自転が停止するようにしたことを特徴とするPTPシート搬送装置。
【請求項3】
前記回転体がA度回転して、前記第2把持手段がB度自転する構成において、
前記遊星歯車と前記太陽歯車とのギア比を1:Xとし、
前記受取り位置又は前記受渡し位置を挟む前後α度区間を前記回転方向所定区間としたとき、
2α=A−(B/X)
の関係式を満たすことを特徴とする請求項2に記載のPTPシート搬送装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【公開番号】特開2012−62086(P2012−62086A)
【公開日】平成24年3月29日(2012.3.29)
【国際特許分類】
【出願番号】特願2010−207689(P2010−207689)
【出願日】平成22年9月16日(2010.9.16)
【出願人】(000106760)シーケーディ株式会社 (627)
【Fターム(参考)】
【公開日】平成24年3月29日(2012.3.29)
【国際特許分類】
【出願日】平成22年9月16日(2010.9.16)
【出願人】(000106760)シーケーディ株式会社 (627)
【Fターム(参考)】
[ Back to top ]