
PTPシート用包装体と該包装体を備えるカード型包装体

【課題】PTPシートを包装して封止する際に、PTPシートに収容された薬剤に対する熱的影響がほとんどない包装体を提供する。
【解決手段】 基材と、基材に設けられたヒートシール性熱可塑性樹脂層と、を備える包装体であって、ヒートシール性熱可塑性樹脂層は、ポリエステルと直鎖状低密度ポリオレフィンとを含む、包装体を開示する。ポリエステルは、ポリエチレンテレフタレートを含み、直鎖状低密度ポリオレフィンは、直鎖状低密度ポリエチレンを含み、基材は、ポリエチレンテレフタレートまたはポリプロピレンを含む合成紙である。
【解決手段】 基材と、基材に設けられたヒートシール性熱可塑性樹脂層と、を備える包装体であって、ヒートシール性熱可塑性樹脂層は、ポリエステルと直鎖状低密度ポリオレフィンとを含む、包装体を開示する。ポリエステルは、ポリエチレンテレフタレートを含み、直鎖状低密度ポリオレフィンは、直鎖状低密度ポリエチレンを含み、基材は、ポリエチレンテレフタレートまたはポリプロピレンを含む合成紙である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、PTPシートを包装する包装体に係り、より詳細には、比較的低温度で強力なシール強度が得られる、PTPシートを包装する包装体に関する。
【背景技術】
【0002】
従来から、薬剤の包装技術の一つとして、Press Through Package(以下、単に「PTP」という。)包装が知られている。かかる包装には、いわゆるPTPシートが用いられ、このシートの収容部に薬剤を収容し、必要に応じて、前記収容部を押圧してアルミニウム薄膜を破り、薬剤を取り出す。このPTPシートには、薬剤を投与する者に、薬剤の種類や服用上の注意等の必要な情報を与えるために、文字などの情報が記載できるように工夫されている(たとえば、特許文献1参照)。また、PTPシートに収容されている薬剤の数自体を、服用する数に合わせるために、長手方向に7個が、幅方向に一日の服用個数の薬剤収容部空間部を備えて一単位を構成する薬剤包装技術も開示されている(たとえば、特許文献2参照)。
【0003】
上記の薬剤包装には、PTPシートに直接文字等の情報が記載されている。既知の症例に対する投薬の段階では、薬剤を服用する形態がある程度決まっているため、このような直接印刷であっても特に不都合はなかった。しかし、たとえば、臨床試験の段階の薬剤では、投薬の形態が確定していないため、かつ、多種多様な注意事項を患者に伝える必要があるため、前述のような直接印刷が、薬剤包装には不向きな場合もある。
【0004】
そのため、PTPシートに情報を直接印刷するのではなく、PTPシートを、情報が記載された包装体によりパッキングして、多種多様な使用上の注意、服薬履歴、症状のメモ等の各種情報を確実に患者、医師、薬剤師その他消費者等に伝達する要請があった。そこで、薬剤が収容されたPTPシートを、服用上の留意事項を記載した一対の厚紙から構成された包装体によって封止されたカード型包装体が提案されている(たとえば、特許文献3参照)。
【特許文献1】実開昭61−113259号
【特許文献2】実開平2−17137号
【特許文献3】特開平10−59415号
【発明の開示】
【発明が解決しようとする課題】
【0005】
しかしながら、上記カード型包装体において、一対の厚紙でPTPシートを包装して封止する際に、一対の厚紙の背面に感熱糊等を予め付し、この厚紙で前記PTPシートを挟持しながら、前記感熱糊等を一定の温度以上の押圧状態でヒートシールする工程が必要である。そのため、PTPシートに収容された薬剤に、ヒートシール時の熱が及んでその薬剤が変質するおそれがあった。
【0006】
そこで、本発明は、上記事情に鑑み、流通時や、患者さんが繰り返し使用する際にも、破損することのないシール強度を有するPTPシートを提供することを目的とする。また、本発明は、ヒートシール時に薬剤に影響を与えないため、ヒートシールの際、従来よりも低温でも、十分なシール強度を有する包装体を提供することをも目的とする。さらに、本発明は、吸湿性のない包装体を提供することも目的とする。
【課題を解決するための手段】
【0007】
本発明者は、PTPシートを包装する際のヒートシール用材料を鋭意研究した結果、特定の熱可塑性樹脂の組み合わせからなる樹脂層を採用すると、比較的低温度でヒートシールすることができ、かつ、強力なシール強度が得られるという知見を得て、本発明を完成するに至った。
【0008】
すなわち、第一の態様では、本発明は、基材と、前記基材に設けられたヒートシール性熱可塑性樹脂層と、を備える包装体であって、前記樹脂層は、ポリエステルと直鎖状低密度ポリオレフィンとを含む、包装体を提供する。ヒートシール性熱可塑性樹脂層を特定の樹脂の組み合わせとすることで、比較的低温度でも強力なシール強度を実現することができる。
【0009】
本発明に係る包装体の好ましい態様では、前記ポリエステルは、ポリエチレンテレフタレートを含む。ポリエステルのうち、ポリエチレンテレフタレートを用いた場合、ヒートシール後の引張強度等のシート強度が優れている。
【0010】
本発明に係る包装体の好ましい態様では、前記直鎖状低密度ポリオレフィンは、直鎖状低密度ポリエチレンを含む。直鎖状低密度ポリオレフィンのうち、直鎖状低密度ポリエチレンを用いた場合、ヒートシール後の引張強度等のシート強度が優れている。ヒートシール後の包装体の引張強度の観点から、基材に対して、ポリエチレンテレフタレート、直鎖状低密度ポリエチレンの順に積層したヒートシール性熱可塑性樹脂層を設けることが好適である。
【0011】
本発明に係る包装体の好ましい態様では、前記基材は、ポリエチレンテレフタレートまたはポリプロピレンを含む合成紙である。この合成紙を採用することで、合成紙自体に耐水性があり、多種多様な使用上の注意、服薬履歴、症状のメモ等の各種情報を記載できる。
【0012】
本発明に係る包装体の好ましい態様では、前記包装体はミシン線をさらに備え、前記基材と前記樹脂層とを貫通する開口部であって、前記ミシン線に対して対称的に位置する、少なくとも一対の開口部を有する。かかる開口部を介して、本発明による包装体は、PTPシートにおいて薬剤を収容する収容部を受容して包装することができる。
【0013】
また、第二の態様では、本発明は、少なくとも一つの収容部を有する熱可塑性樹脂層と、前記収容部の開放部を覆い、前記熱可塑性樹脂層を被覆する金属薄膜と、を備えるPTPシートと、基材と、前記基材に設けられたヒートシール性熱可塑性樹脂層と、を備える包装体であって、前記包装体がミシン線を有し、前記基材と前記樹脂層とを貫通し、前記ミシン線に対して対称的に位置する、少なくとも一対の開口部を有し、前記PTPシートの収容部を受容する開口部を備える包装体と、を備えるカード型包装体であって、前記ヒートシール性熱可塑性樹脂層は、ポリエステルと直鎖状低密度ポリオレフィンとを含む、カード型包装体を提供する。PTPシートを、ヒートシール性熱可塑性樹脂層として特定の樹脂の組み合わせを採用した包装体で包装されたカード型包装体において、強力なシール強度が実現される。
【0014】
本発明に係るカード包装体の好ましい態様では、前記PTPシートを包むように、前記ミシン線に沿って前記樹脂層を内側に折り曲げて、前記ヒートシール性熱可塑性樹脂層を接着させる。かかる構成により、比較的低温度でも優れたシール強度を有するカード包装体が提供される。
【0015】
さらに、第三の態様では、本発明は、カード型包装体の製造方法であって、(1)少なくとも一つの収容部を有する熱可塑性樹脂層と、前記収容部の開放部を覆い、前記熱可塑性樹脂層を被覆する金属薄膜と、を備えるPTPシートを準備する工程、または、基材と、前記基材に設けられたヒートシール性熱可塑性樹脂層と、を備える包装体であって、前記包装体がミシン線を有し、前記基材と前記ヒートシール性熱可塑性樹脂層とを貫通し、前記ミシン線に対して対称的に位置する、少なくとも一対の開口部を有し、前記PTPシートの収容部を受容する開口部を備える包装体を準備する工程と、(2)前記開口部が前記収容部を受容し、前記PTPシートを包むように、前記ミシン線に沿って前記ヒートシール性熱可塑性樹脂層を内側に折り曲げる工程と、(3)前記ヒートシール性熱可塑性樹脂層を接着させるように、前記ヒートシール性熱可塑性樹脂層に熱を印加する工程と、
を含み、前記ヒートシール性熱可塑性樹脂層は、ポリエステルと直鎖状低密度ポリオレフィンとを含む製造方法を提供する。かかる製造方法により、PTPシートが、比較的低温度でも強力なシール強度を有する包装体で包装され得る。
【0016】
本発明に係る製造方法の好ましい態様では、前記熱印加工程は、100〜300℃、好ましくは150〜260℃、さらに好ましくは190〜230℃の温度で実行される。本発明に係る製造方法では、従来の製造方法と比して、比較的低温度であっても、同程度またはそれ以上のシール強度を得ることができる。
【発明の効果】
【0017】
本発明に係る包装体によれば、比較的低温度でも、具体的には、300℃以下でも優れたシール強度が得られ、PTPシートをかかる包装体で包装したカード型包装体が提供される。
【発明を実施するための最良の形態】
【0018】
本発明の実施の形態について、図面を参照しつつ説明する。以下の実施形態は、本発明を説明するための例示であり、本発明をこの実施形態にのみ限定する趣旨ではない。本発明は、その要旨を逸脱しない限り、さまざまな形態で実施することができる。
【0019】
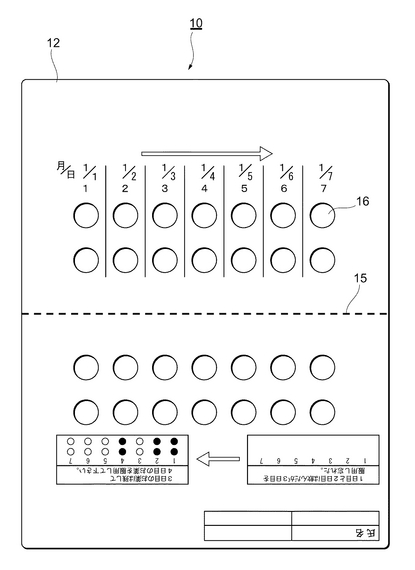
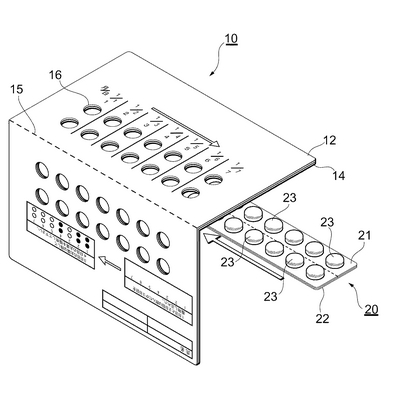
図1は、本発明に係る包装体10の概略斜視図である。図1に示すように、包装体10は、基材12と、その基材12に設けられたヒートシール性熱可塑性樹脂層14と、を備える。包装体10は、ミシン線15を有し、該ミシン線15に対して対称的な位置に、少なくとも一対の開口部16を有する。図1では、例示として7つの対の開口部を有するが、これは、一日2錠服用の薬剤の場合、一週間分に相当する薬剤を有するPTPシートを収容することができる。また、1日1錠服用の薬剤の場合には、2週間分に相当する薬剤の入ったPTPシートを収容することができる。この開口部16は、薬剤を収容するPTPシートの収容部を受容するように、前記基材12と前記ヒートシール性熱可塑性樹脂層14とを貫通する開口部である。
【0020】
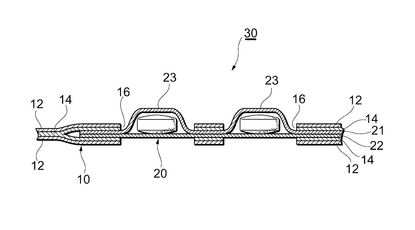
ここで、PTPシート20とは、図2に示すように、ポリプロピレンのような熱可塑性樹脂21から構成され、薬剤を収容する凸部形状の収容部23が列設けられた構造を有し、その個々の収容部に一つの薬剤を収容する。そして、PTPシートの収容部との反対面には、アルミニウム薄膜に代表される金属薄膜22でPTPシート全面が被覆されている。そのため、収容部23の開放端(前記熱可塑性樹脂の裏面にて開放している。)が金属薄膜22により覆われていることになる。この収容部23をその反対面に向けて押圧することによって、収容部23内の薬剤が金属薄膜22を破り、該薬剤がPTPシートの外へ放出される。
【0021】
再び図1に目を向けると、本発明に用いる基材12としては、機械的、物理的、化学的性質等において優れた性質を有し、強度および強靭性を有し、かつ、耐熱性、耐吸湿性を有する樹脂のフィルムないしシートを使用することができる。具体的には、ポリエステル系樹脂、ポリアミド系樹脂、ポリアラミド系樹脂、ポリオレフィン系樹脂、ポリカーボネート系樹脂、ポリスチレン系樹脂、ポリアセタール系樹脂、フッ素系樹脂等を挙げることができる。上記樹脂のフィルムないしシートは、未延伸フィルム、一軸方向または二軸方向に延伸した延伸フィルム等のいずれのものでも使用することができる。また、本発明で用いる基材12としては、たとえば、紙層を構成する各種の紙基材を使用することができる。具体的には、純白ロール紙、クラフト紙、板紙、加工紙等を挙げることができる。さらに、本発明で用いる基材12としては、合成高分子を主な成分として、紙的性質を付与した合成紙を挙げることができ、具体的には、ポリプロピレンやポリエチレンテレフタレートを含む合成紙が、耐水性等の観点から好ましい。本発明で用いる基材12としての厚さは、50μm〜500μm、好ましくは100μm〜300μmである。なお、本発明で用いる基材12の表面には、図1に例示されているように、文字、図形、記号、絵柄、模様等の所望の印刷絵柄等を通常の印刷手法により施されてもよい。たとえば、薬品名、患者の氏名、服用する日等の情報を記載したり、服用の確認チェック等を記載することができる。
【0022】
本発明で用いるヒートシール性熱可塑性樹脂層14は、熱によって溶融し融着し得る樹脂のフィルムないしシートである。特に、本発明で用いるヒートシール性熱可塑性樹脂層14は、比較的低温度でヒートシールしても、引張強度等に関して、強力なシール強度が得られる。本発明で用いるヒートシール性熱可塑性樹脂層14は、ポリエステルと、直鎖状低密度ポリオレフィンとを含む。ここで、ポリエステルとは、主鎖中にカルボン酸エステル基を含むポリマーである。本発明に用いるポリエステルとしては、酸成分としてテレフタル酸、イソフタル酸、フタル酸やナフタレンジカルボン酸などの芳香族ジカルボン酸;1,4−シクロヘキサンジカルボン酸などの脂環族ジカルボン酸;アジピン酸、セバシン酸、ドデカンジオン酸、エイコ酸などの脂肪族ジカルボン酸;トリメリット酸やピロメリット酸などの多官能酸;などが挙げられ、アルコール成分としては、エチレングリコール、プロピレングリコール、1,4−ブタンジオール、1,5−ペンタンジオール、1,6−ヘキサンジオール、ネオペンチオルグリコール、ジエチレングリコール、1,4−シクロヘキサンジメタノールなどが挙げられ、これらの成分から合成されるポリエステル等が挙げられる。以上のポリエステルをホモポリマーとして使用することも、共重合ポリマーとして使用することもできる。また、2種類以上のホモポリマーおよび/または共重合ポリマーをブレンドして使用することも可能である。ホモポリマーとしては、ポリエチレンテレフタレート、ポリトリメチレンテレフタレート、ポリブチレンテレフタレート、ポリヘキサメチレンテレフタレート、ポリペンタメチレンテレフタレート、ポリエチレン−2,6−ナフタレート、ポリ乳酸等が挙げられる。本発明に用いるポリエステルとして、好ましくは、酸成分としてテレフタル酸を、アルコール成分としてエチレングリコールを使用したポリエチレンテレフタレートである。
【0023】
また、本発明に用いる直鎖状低密度ポリオレフィンとは、分子構造の相違により高密度と低密度ポリオレフィンに分けられたポリオレフィンのうち、低密度ポリオレフィンであって、主鎖が直線的なものをいう。直鎖状低密度ポリオレフィンの具体例としては、直鎖状低密度ポリエチレン等が挙げられる。本発明に用いる直鎖状低密度ポリエチレンとしては、エチレン単独重合体であってもよく、また、エチレンと炭素数3〜10のα−オレフィンとの共重合体であってもよい。また、上記エチレンとα−オレフィンとの共重合体はランダム共重合体であっても、ブロック共重合体であってもよい。上記炭素数3〜10のα−オレフィンとしては、たとえば、プロピレン、1−ブテン、1−ペンテン、1−ヘキセン、4−メチル−1−ペンテン、1−ヘプテン、1−オクテン、1−ノネン、1−デセン等が挙げられ、これらのα−オレフィンは1種であってもよく、また、2種以上が併用されていてもよい。
【0024】
本発明で用いる直鎖状低密度ポリエチレンの密度は、0.918g/cm3〜0.940g/cm3の範囲にある。密度が0.941g/cm3以上である高密度ポリエチレンを用いると、剛性、引張強度、耐熱性が向上するが、衝撃強度、耐クラック性、引き裂き強度、透明性、低温シール性が低下する。
【0025】
さらに、本発明で用いるヒートシール性熱可塑性樹脂層14は、ポリエステル/直鎖状低密度ポリオレフィンを、基材12に対して積層する、または後述するように、コーティングにより塗設することができる。ヒートシール性熱可塑性樹脂層14の厚さとしては、70μm〜600μmであり、好ましくは100μm〜400μm、さらに好ましくは130〜360μmである。そのヒートシール性熱可塑性樹脂層14は、前記基材12に対して、ドライラミネートにより積層することができる。
【0026】
一方、本発明で用いるヒートシール性熱可塑性樹脂層14を、基材12に塗設する方法は、本発明のポリエステル/直鎖状低密度ポリオレフィンに、任意の添加剤を添加し、溶剤に溶解したコーティング組成物を作製し、これを、たとえば、ロールコート法、グラビアコート法、スプレイコート法、エアナイフコート法、キスコート法などのコーティング法等を利用する方法等が挙げられる。また、基材12に対して、ヒートシール性熱可塑性樹脂層14を押し出しコーティングすることで、前記樹脂層14を基材12に塗設することもできる。
【0027】
図3は、本発明による包装体10の一の実施形態を示す概略正面図である。包装体10を構成する基材12には、治験段階に必要な比較的詳細に及ぶ投薬上の留意事項等が記載されている。このような投薬を受ける患者等は、この比較的詳細な留意事項を参照して、薬剤を服用することができる。なお、図3に例示する包装体10も、1週間分の薬剤が収容されている。
【0028】
図4は、本発明による包装体10と、該包装体10により包装されるPTPシート20と、を備えるカード型包装体30の分解斜視図を示す。図4に示すように、カード型包装体30は、全体が矩形である、本発明による包装体10の間に、薬剤を収容したPTPシート20を包装する構造である。PTPシート20は、本発明による包装体10のヒートシール性熱可塑性樹脂層14を内側として、その樹脂層14で包まれるように配置される。次いで、PTPシート20の収容部23が、包装体10の開口部16に受容され、その収容部23の反対面に、前記開口部16と対となる開口部を配置させる。その後、包装体10を、ミシン線15に沿って折り曲げ、PTPシート10に収容される薬剤へ熱的影響がないように、包装体10に熱印加して、ヒートシール性熱可塑性樹脂層14を接着させる。このようにして、PTPシート20を本発明による包装体10により包装することができる。包装されたカード型包装体30は、本発明によるヒートシール性熱可塑性樹脂層14により、比較的低温度、たとえば、190℃でも引張強度の値が大きいシール強度を有するため、PTPシート20が収容する薬剤に与える熱的影響はほとんどない。
【0029】
図5は、本発明によるカード型包装体30の概略側面図である。前述のように、本発明による包装体10のヒートシール性熱可塑性樹脂層14を熱により接着させることにより、PTPシート20を包装することができる。薬剤を投与する際には、収容部23を上から人の指などで押圧し、アルミニウム薄膜22を破り、薬剤を取り出すことができる。
【0030】
図6は、本発明によるカード型包装体30の製造方法を説明する工程図である。図6に示すように、第一に、PTPシート20を準備する(工程S10参照)。このPTPシート20の構成は、図2で説明したものと同様である。次いで、工程S11にて、本発明による包装体10を準備する。この包装体10の構成は図1で説明したものと同様である。なお、図6の説明では、PTPシート20を準備する工程を先に行ったが、本発明による包装体10を準備する工程を先に実行してもよい。
【0031】
このようにして、工程S10および工程S11にて、PTPシート20と包装体10とを予め準備した後、工程S12にて、前記包装体10のヒートシール性熱可塑性樹脂層14を内側として、その内側の領域内に、前記PTPシート20を配置させる。ヒートシール性熱可塑性樹脂層14を内側として、前記PTPシート20を包むように、包装体10のミシン線15に沿って包装体10を折り曲げる。この折り曲げの際、包装体10の一対の開口部16の一方が、PTPシート20の収容部23を受容するように折り曲げる。また、一対の開口部16の他方は、PTPシート20の収容部23に対向する開放部の真下に位置するように折り曲げる。そうすることにより、包装体10から、PTPシートの収容部23が突出する構造となり、薬剤使用時に、この突出した収容部23を押圧することにより、薬剤を取り出すことができる。
【0032】
工程12の後、PTPシート20を包み込んだ本発明による包装体10を、押圧状態で熱を印加する、いわゆるヒートシールすることにより、PTPシート20を包装した包装体10を備えるカード型包装体30が完成する。これは、ヒートシール性熱可塑性樹脂層14が、一定の温度以上の押圧状態で加熱されると融解し、当該樹脂層同士が貼着して一体化される。本発明による包装体10へ印加する熱の温度としては、100℃〜300℃、好ましくは150℃〜260℃、さらに好ましくは190〜230℃である。なお、熱を印加する際、薬剤を収容した収容部と熱源との接触を回避する必要がある。また、熱印加の方法としては、以下のものに限定されるわけではないが、カード包装体30を適当な台座に載置し、カード包装体30の上からヒータなどの加熱源を圧接することにより、樹脂層14同士をヒートシールすることができる。さらに、接着側にホットメルトなどの粘着剤を逐次塗布して、PTPシートをカード内に挟み込み、カード包装体内面同士を押圧して接着させる方法なども挙げられる。本発明におけるヒートシールを実行する具体的な装置として、カードシール機(長倉機械産業(株)製 ナガクラ自動箔押し機600S)等を挙げることができる。熱印加における条件としての圧力、加熱時間等は、カード包装体30の厚み、材質、面積やカードシール機の構造、加熱板の熱容量や加熱板の面積などにより適宜調整されるが、たとえば、シール圧が0.4〜0.6MPa、好ましくは、0.45〜0.55MPaであり、加熱時間が1〜5秒、好ましくは2〜4秒である条件を挙げられる。
【実施例】
【0033】
本発明を以下の実施例によってさらに詳細に説明するが、本発明の範囲はこれに限定されるものではない。本発明の記載に基づき、種々の変更、修飾が当業者には可能であり、これらの変更、修飾も本発明に包含される。
【0034】
基材としてのポリエチレンテレフタレート樹脂(厚さ:250μm;商品名「クリスパー」:東洋紡績(株)製)に、実施例お1よび比較例1ないし4を含む、以下の5種類のヒートシール性熱可塑性樹脂層を、富士機械工業(株)製FL2 ドライラミネーターを用いて形成した。
(実施例1)
(1)ポリエチレンテレフタレート(東レ(株):商品名「ルミラー T60」)12μmと直鎖状低密度ポリエチレン(20μm)(出光興産(株):商品名「モアテック 0138」)を、基材に対して順に設けた。
(比較例1)
(2)二軸延伸ポリプロピレン20μm(出光興産(株):商品名「IDEMITSU PP F−200S」)と前述の直鎖状低密度ポリエチレン(20μm)を、基材に対して順に設けた。
(比較例2)
(3)ポリエチレンテレフタレート12μmとポリエチレン(20μm)(三井化学(株):商品名「ミラソン 10P」)を、基材に対して順に設けた。
(比較例3)
(4)前述の二軸延伸ポリプロピレン20μmと前述のポリエチレン(20μm)を、基材に対して順に設けた。
(比較例4)
(5)ポリエチレンテレフタレート(旭化成サンテックLP L1850A)12μmと、前述のポリエチレン(20μm)とを、基材に対して順に設けた。
【0035】
このように調製した包装体を、カードシール機(長倉機械産業(株)製 ナガクラ自動箔押し機600S)を用いて、機械圧を0.49MPa±0.1MPaとして、190℃〜230℃の範囲で10℃ずつ変化させた温度で、ヒートシール性熱可塑性樹脂層を接着させた。引張強度は、引張試験器((株)東洋精機製作所製 ストログラフV1−C)を用いて測定した。測定は、ヒートシールされたカード型包装体を、15mm幅でカットした試験片を、ストログラフのチャック部分にセットし易いように折り曲げる。引張速度を50mm/minでクロスヘッドを可動させて引張強度を測定した。なお、各包装体につき、5つの包装体を作製し、その平均を各包装体の引張強度の値とした。
【0036】
図7は、本発明の実施例および比較例による包装体の引張強度を、温度条件を変化させた場合の結果を示す図である。図7に示す結果から、本発明における包装体において、本発明の実施例であるポリエチレンテレフタレートと直鎖状低密度ポリエチレンから構成されたヒートシール性熱可塑性樹脂層は、190℃〜230℃の温度範囲において、本発明の比較例である他のヒートシール性熱可塑性樹脂層と比して、引張強度の値は大きい。また、本発明によるポリエチレンテレフタレートと直鎖状低密度ポリエチレンから構成されたヒートシール性熱可塑性樹脂層を用いた場合、200℃以上の温度でのヒートシールでは、30N以上の引張強度を示す包装体が得られた。
【図面の簡単な説明】
【0037】
【図1】図1は、本発明に係る包装体10の概略斜視図である。
【図2】図2は、PTPシートの概略斜視図である。
【図3】図3は、本発明による包装体10の一の実施形態を示す概略正面図である。
【図4】図4は、本発明による包装体10と、該包装体10により包装されるPTPシート20と、を備えるカード型包装体30の分解斜視図を示す。
【図5】図5は、本発明によるカード型包装体30の概略側面図である。
【図6】図6は、本発明によるカード型包装体30の製造方法を説明する工程図である。
【図7】図7は、本発明の実施例および比較例による包装体の引張強度の結果を示す図である。図中、PETは、ポリエチレンテレフタレートを示し、LLDPEは直鎖状低密度ポリエチレンを示し、OPPは二軸延伸ポリプロピレンを示し、PEはポリエチレンを示す。
【符号の説明】
【0038】
10・・・本発明による包装体、12・・・基材、14・・・ヒートシール性熱可塑性樹脂層、15・・・ミシン線、16・・・開口部、20・・・PTPシート、21・・・熱可塑性樹脂、22・・・金属薄膜、23・・・収容部、30・・・カード包装体
【技術分野】
【0001】
本発明は、PTPシートを包装する包装体に係り、より詳細には、比較的低温度で強力なシール強度が得られる、PTPシートを包装する包装体に関する。
【背景技術】
【0002】
従来から、薬剤の包装技術の一つとして、Press Through Package(以下、単に「PTP」という。)包装が知られている。かかる包装には、いわゆるPTPシートが用いられ、このシートの収容部に薬剤を収容し、必要に応じて、前記収容部を押圧してアルミニウム薄膜を破り、薬剤を取り出す。このPTPシートには、薬剤を投与する者に、薬剤の種類や服用上の注意等の必要な情報を与えるために、文字などの情報が記載できるように工夫されている(たとえば、特許文献1参照)。また、PTPシートに収容されている薬剤の数自体を、服用する数に合わせるために、長手方向に7個が、幅方向に一日の服用個数の薬剤収容部空間部を備えて一単位を構成する薬剤包装技術も開示されている(たとえば、特許文献2参照)。
【0003】
上記の薬剤包装には、PTPシートに直接文字等の情報が記載されている。既知の症例に対する投薬の段階では、薬剤を服用する形態がある程度決まっているため、このような直接印刷であっても特に不都合はなかった。しかし、たとえば、臨床試験の段階の薬剤では、投薬の形態が確定していないため、かつ、多種多様な注意事項を患者に伝える必要があるため、前述のような直接印刷が、薬剤包装には不向きな場合もある。
【0004】
そのため、PTPシートに情報を直接印刷するのではなく、PTPシートを、情報が記載された包装体によりパッキングして、多種多様な使用上の注意、服薬履歴、症状のメモ等の各種情報を確実に患者、医師、薬剤師その他消費者等に伝達する要請があった。そこで、薬剤が収容されたPTPシートを、服用上の留意事項を記載した一対の厚紙から構成された包装体によって封止されたカード型包装体が提案されている(たとえば、特許文献3参照)。
【特許文献1】実開昭61−113259号
【特許文献2】実開平2−17137号
【特許文献3】特開平10−59415号
【発明の開示】
【発明が解決しようとする課題】
【0005】
しかしながら、上記カード型包装体において、一対の厚紙でPTPシートを包装して封止する際に、一対の厚紙の背面に感熱糊等を予め付し、この厚紙で前記PTPシートを挟持しながら、前記感熱糊等を一定の温度以上の押圧状態でヒートシールする工程が必要である。そのため、PTPシートに収容された薬剤に、ヒートシール時の熱が及んでその薬剤が変質するおそれがあった。
【0006】
そこで、本発明は、上記事情に鑑み、流通時や、患者さんが繰り返し使用する際にも、破損することのないシール強度を有するPTPシートを提供することを目的とする。また、本発明は、ヒートシール時に薬剤に影響を与えないため、ヒートシールの際、従来よりも低温でも、十分なシール強度を有する包装体を提供することをも目的とする。さらに、本発明は、吸湿性のない包装体を提供することも目的とする。
【課題を解決するための手段】
【0007】
本発明者は、PTPシートを包装する際のヒートシール用材料を鋭意研究した結果、特定の熱可塑性樹脂の組み合わせからなる樹脂層を採用すると、比較的低温度でヒートシールすることができ、かつ、強力なシール強度が得られるという知見を得て、本発明を完成するに至った。
【0008】
すなわち、第一の態様では、本発明は、基材と、前記基材に設けられたヒートシール性熱可塑性樹脂層と、を備える包装体であって、前記樹脂層は、ポリエステルと直鎖状低密度ポリオレフィンとを含む、包装体を提供する。ヒートシール性熱可塑性樹脂層を特定の樹脂の組み合わせとすることで、比較的低温度でも強力なシール強度を実現することができる。
【0009】
本発明に係る包装体の好ましい態様では、前記ポリエステルは、ポリエチレンテレフタレートを含む。ポリエステルのうち、ポリエチレンテレフタレートを用いた場合、ヒートシール後の引張強度等のシート強度が優れている。
【0010】
本発明に係る包装体の好ましい態様では、前記直鎖状低密度ポリオレフィンは、直鎖状低密度ポリエチレンを含む。直鎖状低密度ポリオレフィンのうち、直鎖状低密度ポリエチレンを用いた場合、ヒートシール後の引張強度等のシート強度が優れている。ヒートシール後の包装体の引張強度の観点から、基材に対して、ポリエチレンテレフタレート、直鎖状低密度ポリエチレンの順に積層したヒートシール性熱可塑性樹脂層を設けることが好適である。
【0011】
本発明に係る包装体の好ましい態様では、前記基材は、ポリエチレンテレフタレートまたはポリプロピレンを含む合成紙である。この合成紙を採用することで、合成紙自体に耐水性があり、多種多様な使用上の注意、服薬履歴、症状のメモ等の各種情報を記載できる。
【0012】
本発明に係る包装体の好ましい態様では、前記包装体はミシン線をさらに備え、前記基材と前記樹脂層とを貫通する開口部であって、前記ミシン線に対して対称的に位置する、少なくとも一対の開口部を有する。かかる開口部を介して、本発明による包装体は、PTPシートにおいて薬剤を収容する収容部を受容して包装することができる。
【0013】
また、第二の態様では、本発明は、少なくとも一つの収容部を有する熱可塑性樹脂層と、前記収容部の開放部を覆い、前記熱可塑性樹脂層を被覆する金属薄膜と、を備えるPTPシートと、基材と、前記基材に設けられたヒートシール性熱可塑性樹脂層と、を備える包装体であって、前記包装体がミシン線を有し、前記基材と前記樹脂層とを貫通し、前記ミシン線に対して対称的に位置する、少なくとも一対の開口部を有し、前記PTPシートの収容部を受容する開口部を備える包装体と、を備えるカード型包装体であって、前記ヒートシール性熱可塑性樹脂層は、ポリエステルと直鎖状低密度ポリオレフィンとを含む、カード型包装体を提供する。PTPシートを、ヒートシール性熱可塑性樹脂層として特定の樹脂の組み合わせを採用した包装体で包装されたカード型包装体において、強力なシール強度が実現される。
【0014】
本発明に係るカード包装体の好ましい態様では、前記PTPシートを包むように、前記ミシン線に沿って前記樹脂層を内側に折り曲げて、前記ヒートシール性熱可塑性樹脂層を接着させる。かかる構成により、比較的低温度でも優れたシール強度を有するカード包装体が提供される。
【0015】
さらに、第三の態様では、本発明は、カード型包装体の製造方法であって、(1)少なくとも一つの収容部を有する熱可塑性樹脂層と、前記収容部の開放部を覆い、前記熱可塑性樹脂層を被覆する金属薄膜と、を備えるPTPシートを準備する工程、または、基材と、前記基材に設けられたヒートシール性熱可塑性樹脂層と、を備える包装体であって、前記包装体がミシン線を有し、前記基材と前記ヒートシール性熱可塑性樹脂層とを貫通し、前記ミシン線に対して対称的に位置する、少なくとも一対の開口部を有し、前記PTPシートの収容部を受容する開口部を備える包装体を準備する工程と、(2)前記開口部が前記収容部を受容し、前記PTPシートを包むように、前記ミシン線に沿って前記ヒートシール性熱可塑性樹脂層を内側に折り曲げる工程と、(3)前記ヒートシール性熱可塑性樹脂層を接着させるように、前記ヒートシール性熱可塑性樹脂層に熱を印加する工程と、
を含み、前記ヒートシール性熱可塑性樹脂層は、ポリエステルと直鎖状低密度ポリオレフィンとを含む製造方法を提供する。かかる製造方法により、PTPシートが、比較的低温度でも強力なシール強度を有する包装体で包装され得る。
【0016】
本発明に係る製造方法の好ましい態様では、前記熱印加工程は、100〜300℃、好ましくは150〜260℃、さらに好ましくは190〜230℃の温度で実行される。本発明に係る製造方法では、従来の製造方法と比して、比較的低温度であっても、同程度またはそれ以上のシール強度を得ることができる。
【発明の効果】
【0017】
本発明に係る包装体によれば、比較的低温度でも、具体的には、300℃以下でも優れたシール強度が得られ、PTPシートをかかる包装体で包装したカード型包装体が提供される。
【発明を実施するための最良の形態】
【0018】
本発明の実施の形態について、図面を参照しつつ説明する。以下の実施形態は、本発明を説明するための例示であり、本発明をこの実施形態にのみ限定する趣旨ではない。本発明は、その要旨を逸脱しない限り、さまざまな形態で実施することができる。
【0019】
図1は、本発明に係る包装体10の概略斜視図である。図1に示すように、包装体10は、基材12と、その基材12に設けられたヒートシール性熱可塑性樹脂層14と、を備える。包装体10は、ミシン線15を有し、該ミシン線15に対して対称的な位置に、少なくとも一対の開口部16を有する。図1では、例示として7つの対の開口部を有するが、これは、一日2錠服用の薬剤の場合、一週間分に相当する薬剤を有するPTPシートを収容することができる。また、1日1錠服用の薬剤の場合には、2週間分に相当する薬剤の入ったPTPシートを収容することができる。この開口部16は、薬剤を収容するPTPシートの収容部を受容するように、前記基材12と前記ヒートシール性熱可塑性樹脂層14とを貫通する開口部である。
【0020】
ここで、PTPシート20とは、図2に示すように、ポリプロピレンのような熱可塑性樹脂21から構成され、薬剤を収容する凸部形状の収容部23が列設けられた構造を有し、その個々の収容部に一つの薬剤を収容する。そして、PTPシートの収容部との反対面には、アルミニウム薄膜に代表される金属薄膜22でPTPシート全面が被覆されている。そのため、収容部23の開放端(前記熱可塑性樹脂の裏面にて開放している。)が金属薄膜22により覆われていることになる。この収容部23をその反対面に向けて押圧することによって、収容部23内の薬剤が金属薄膜22を破り、該薬剤がPTPシートの外へ放出される。
【0021】
再び図1に目を向けると、本発明に用いる基材12としては、機械的、物理的、化学的性質等において優れた性質を有し、強度および強靭性を有し、かつ、耐熱性、耐吸湿性を有する樹脂のフィルムないしシートを使用することができる。具体的には、ポリエステル系樹脂、ポリアミド系樹脂、ポリアラミド系樹脂、ポリオレフィン系樹脂、ポリカーボネート系樹脂、ポリスチレン系樹脂、ポリアセタール系樹脂、フッ素系樹脂等を挙げることができる。上記樹脂のフィルムないしシートは、未延伸フィルム、一軸方向または二軸方向に延伸した延伸フィルム等のいずれのものでも使用することができる。また、本発明で用いる基材12としては、たとえば、紙層を構成する各種の紙基材を使用することができる。具体的には、純白ロール紙、クラフト紙、板紙、加工紙等を挙げることができる。さらに、本発明で用いる基材12としては、合成高分子を主な成分として、紙的性質を付与した合成紙を挙げることができ、具体的には、ポリプロピレンやポリエチレンテレフタレートを含む合成紙が、耐水性等の観点から好ましい。本発明で用いる基材12としての厚さは、50μm〜500μm、好ましくは100μm〜300μmである。なお、本発明で用いる基材12の表面には、図1に例示されているように、文字、図形、記号、絵柄、模様等の所望の印刷絵柄等を通常の印刷手法により施されてもよい。たとえば、薬品名、患者の氏名、服用する日等の情報を記載したり、服用の確認チェック等を記載することができる。
【0022】
本発明で用いるヒートシール性熱可塑性樹脂層14は、熱によって溶融し融着し得る樹脂のフィルムないしシートである。特に、本発明で用いるヒートシール性熱可塑性樹脂層14は、比較的低温度でヒートシールしても、引張強度等に関して、強力なシール強度が得られる。本発明で用いるヒートシール性熱可塑性樹脂層14は、ポリエステルと、直鎖状低密度ポリオレフィンとを含む。ここで、ポリエステルとは、主鎖中にカルボン酸エステル基を含むポリマーである。本発明に用いるポリエステルとしては、酸成分としてテレフタル酸、イソフタル酸、フタル酸やナフタレンジカルボン酸などの芳香族ジカルボン酸;1,4−シクロヘキサンジカルボン酸などの脂環族ジカルボン酸;アジピン酸、セバシン酸、ドデカンジオン酸、エイコ酸などの脂肪族ジカルボン酸;トリメリット酸やピロメリット酸などの多官能酸;などが挙げられ、アルコール成分としては、エチレングリコール、プロピレングリコール、1,4−ブタンジオール、1,5−ペンタンジオール、1,6−ヘキサンジオール、ネオペンチオルグリコール、ジエチレングリコール、1,4−シクロヘキサンジメタノールなどが挙げられ、これらの成分から合成されるポリエステル等が挙げられる。以上のポリエステルをホモポリマーとして使用することも、共重合ポリマーとして使用することもできる。また、2種類以上のホモポリマーおよび/または共重合ポリマーをブレンドして使用することも可能である。ホモポリマーとしては、ポリエチレンテレフタレート、ポリトリメチレンテレフタレート、ポリブチレンテレフタレート、ポリヘキサメチレンテレフタレート、ポリペンタメチレンテレフタレート、ポリエチレン−2,6−ナフタレート、ポリ乳酸等が挙げられる。本発明に用いるポリエステルとして、好ましくは、酸成分としてテレフタル酸を、アルコール成分としてエチレングリコールを使用したポリエチレンテレフタレートである。
【0023】
また、本発明に用いる直鎖状低密度ポリオレフィンとは、分子構造の相違により高密度と低密度ポリオレフィンに分けられたポリオレフィンのうち、低密度ポリオレフィンであって、主鎖が直線的なものをいう。直鎖状低密度ポリオレフィンの具体例としては、直鎖状低密度ポリエチレン等が挙げられる。本発明に用いる直鎖状低密度ポリエチレンとしては、エチレン単独重合体であってもよく、また、エチレンと炭素数3〜10のα−オレフィンとの共重合体であってもよい。また、上記エチレンとα−オレフィンとの共重合体はランダム共重合体であっても、ブロック共重合体であってもよい。上記炭素数3〜10のα−オレフィンとしては、たとえば、プロピレン、1−ブテン、1−ペンテン、1−ヘキセン、4−メチル−1−ペンテン、1−ヘプテン、1−オクテン、1−ノネン、1−デセン等が挙げられ、これらのα−オレフィンは1種であってもよく、また、2種以上が併用されていてもよい。
【0024】
本発明で用いる直鎖状低密度ポリエチレンの密度は、0.918g/cm3〜0.940g/cm3の範囲にある。密度が0.941g/cm3以上である高密度ポリエチレンを用いると、剛性、引張強度、耐熱性が向上するが、衝撃強度、耐クラック性、引き裂き強度、透明性、低温シール性が低下する。
【0025】
さらに、本発明で用いるヒートシール性熱可塑性樹脂層14は、ポリエステル/直鎖状低密度ポリオレフィンを、基材12に対して積層する、または後述するように、コーティングにより塗設することができる。ヒートシール性熱可塑性樹脂層14の厚さとしては、70μm〜600μmであり、好ましくは100μm〜400μm、さらに好ましくは130〜360μmである。そのヒートシール性熱可塑性樹脂層14は、前記基材12に対して、ドライラミネートにより積層することができる。
【0026】
一方、本発明で用いるヒートシール性熱可塑性樹脂層14を、基材12に塗設する方法は、本発明のポリエステル/直鎖状低密度ポリオレフィンに、任意の添加剤を添加し、溶剤に溶解したコーティング組成物を作製し、これを、たとえば、ロールコート法、グラビアコート法、スプレイコート法、エアナイフコート法、キスコート法などのコーティング法等を利用する方法等が挙げられる。また、基材12に対して、ヒートシール性熱可塑性樹脂層14を押し出しコーティングすることで、前記樹脂層14を基材12に塗設することもできる。
【0027】
図3は、本発明による包装体10の一の実施形態を示す概略正面図である。包装体10を構成する基材12には、治験段階に必要な比較的詳細に及ぶ投薬上の留意事項等が記載されている。このような投薬を受ける患者等は、この比較的詳細な留意事項を参照して、薬剤を服用することができる。なお、図3に例示する包装体10も、1週間分の薬剤が収容されている。
【0028】
図4は、本発明による包装体10と、該包装体10により包装されるPTPシート20と、を備えるカード型包装体30の分解斜視図を示す。図4に示すように、カード型包装体30は、全体が矩形である、本発明による包装体10の間に、薬剤を収容したPTPシート20を包装する構造である。PTPシート20は、本発明による包装体10のヒートシール性熱可塑性樹脂層14を内側として、その樹脂層14で包まれるように配置される。次いで、PTPシート20の収容部23が、包装体10の開口部16に受容され、その収容部23の反対面に、前記開口部16と対となる開口部を配置させる。その後、包装体10を、ミシン線15に沿って折り曲げ、PTPシート10に収容される薬剤へ熱的影響がないように、包装体10に熱印加して、ヒートシール性熱可塑性樹脂層14を接着させる。このようにして、PTPシート20を本発明による包装体10により包装することができる。包装されたカード型包装体30は、本発明によるヒートシール性熱可塑性樹脂層14により、比較的低温度、たとえば、190℃でも引張強度の値が大きいシール強度を有するため、PTPシート20が収容する薬剤に与える熱的影響はほとんどない。
【0029】
図5は、本発明によるカード型包装体30の概略側面図である。前述のように、本発明による包装体10のヒートシール性熱可塑性樹脂層14を熱により接着させることにより、PTPシート20を包装することができる。薬剤を投与する際には、収容部23を上から人の指などで押圧し、アルミニウム薄膜22を破り、薬剤を取り出すことができる。
【0030】
図6は、本発明によるカード型包装体30の製造方法を説明する工程図である。図6に示すように、第一に、PTPシート20を準備する(工程S10参照)。このPTPシート20の構成は、図2で説明したものと同様である。次いで、工程S11にて、本発明による包装体10を準備する。この包装体10の構成は図1で説明したものと同様である。なお、図6の説明では、PTPシート20を準備する工程を先に行ったが、本発明による包装体10を準備する工程を先に実行してもよい。
【0031】
このようにして、工程S10および工程S11にて、PTPシート20と包装体10とを予め準備した後、工程S12にて、前記包装体10のヒートシール性熱可塑性樹脂層14を内側として、その内側の領域内に、前記PTPシート20を配置させる。ヒートシール性熱可塑性樹脂層14を内側として、前記PTPシート20を包むように、包装体10のミシン線15に沿って包装体10を折り曲げる。この折り曲げの際、包装体10の一対の開口部16の一方が、PTPシート20の収容部23を受容するように折り曲げる。また、一対の開口部16の他方は、PTPシート20の収容部23に対向する開放部の真下に位置するように折り曲げる。そうすることにより、包装体10から、PTPシートの収容部23が突出する構造となり、薬剤使用時に、この突出した収容部23を押圧することにより、薬剤を取り出すことができる。
【0032】
工程12の後、PTPシート20を包み込んだ本発明による包装体10を、押圧状態で熱を印加する、いわゆるヒートシールすることにより、PTPシート20を包装した包装体10を備えるカード型包装体30が完成する。これは、ヒートシール性熱可塑性樹脂層14が、一定の温度以上の押圧状態で加熱されると融解し、当該樹脂層同士が貼着して一体化される。本発明による包装体10へ印加する熱の温度としては、100℃〜300℃、好ましくは150℃〜260℃、さらに好ましくは190〜230℃である。なお、熱を印加する際、薬剤を収容した収容部と熱源との接触を回避する必要がある。また、熱印加の方法としては、以下のものに限定されるわけではないが、カード包装体30を適当な台座に載置し、カード包装体30の上からヒータなどの加熱源を圧接することにより、樹脂層14同士をヒートシールすることができる。さらに、接着側にホットメルトなどの粘着剤を逐次塗布して、PTPシートをカード内に挟み込み、カード包装体内面同士を押圧して接着させる方法なども挙げられる。本発明におけるヒートシールを実行する具体的な装置として、カードシール機(長倉機械産業(株)製 ナガクラ自動箔押し機600S)等を挙げることができる。熱印加における条件としての圧力、加熱時間等は、カード包装体30の厚み、材質、面積やカードシール機の構造、加熱板の熱容量や加熱板の面積などにより適宜調整されるが、たとえば、シール圧が0.4〜0.6MPa、好ましくは、0.45〜0.55MPaであり、加熱時間が1〜5秒、好ましくは2〜4秒である条件を挙げられる。
【実施例】
【0033】
本発明を以下の実施例によってさらに詳細に説明するが、本発明の範囲はこれに限定されるものではない。本発明の記載に基づき、種々の変更、修飾が当業者には可能であり、これらの変更、修飾も本発明に包含される。
【0034】
基材としてのポリエチレンテレフタレート樹脂(厚さ:250μm;商品名「クリスパー」:東洋紡績(株)製)に、実施例お1よび比較例1ないし4を含む、以下の5種類のヒートシール性熱可塑性樹脂層を、富士機械工業(株)製FL2 ドライラミネーターを用いて形成した。
(実施例1)
(1)ポリエチレンテレフタレート(東レ(株):商品名「ルミラー T60」)12μmと直鎖状低密度ポリエチレン(20μm)(出光興産(株):商品名「モアテック 0138」)を、基材に対して順に設けた。
(比較例1)
(2)二軸延伸ポリプロピレン20μm(出光興産(株):商品名「IDEMITSU PP F−200S」)と前述の直鎖状低密度ポリエチレン(20μm)を、基材に対して順に設けた。
(比較例2)
(3)ポリエチレンテレフタレート12μmとポリエチレン(20μm)(三井化学(株):商品名「ミラソン 10P」)を、基材に対して順に設けた。
(比較例3)
(4)前述の二軸延伸ポリプロピレン20μmと前述のポリエチレン(20μm)を、基材に対して順に設けた。
(比較例4)
(5)ポリエチレンテレフタレート(旭化成サンテックLP L1850A)12μmと、前述のポリエチレン(20μm)とを、基材に対して順に設けた。
【0035】
このように調製した包装体を、カードシール機(長倉機械産業(株)製 ナガクラ自動箔押し機600S)を用いて、機械圧を0.49MPa±0.1MPaとして、190℃〜230℃の範囲で10℃ずつ変化させた温度で、ヒートシール性熱可塑性樹脂層を接着させた。引張強度は、引張試験器((株)東洋精機製作所製 ストログラフV1−C)を用いて測定した。測定は、ヒートシールされたカード型包装体を、15mm幅でカットした試験片を、ストログラフのチャック部分にセットし易いように折り曲げる。引張速度を50mm/minでクロスヘッドを可動させて引張強度を測定した。なお、各包装体につき、5つの包装体を作製し、その平均を各包装体の引張強度の値とした。
【0036】
図7は、本発明の実施例および比較例による包装体の引張強度を、温度条件を変化させた場合の結果を示す図である。図7に示す結果から、本発明における包装体において、本発明の実施例であるポリエチレンテレフタレートと直鎖状低密度ポリエチレンから構成されたヒートシール性熱可塑性樹脂層は、190℃〜230℃の温度範囲において、本発明の比較例である他のヒートシール性熱可塑性樹脂層と比して、引張強度の値は大きい。また、本発明によるポリエチレンテレフタレートと直鎖状低密度ポリエチレンから構成されたヒートシール性熱可塑性樹脂層を用いた場合、200℃以上の温度でのヒートシールでは、30N以上の引張強度を示す包装体が得られた。
【図面の簡単な説明】
【0037】
【図1】図1は、本発明に係る包装体10の概略斜視図である。
【図2】図2は、PTPシートの概略斜視図である。
【図3】図3は、本発明による包装体10の一の実施形態を示す概略正面図である。
【図4】図4は、本発明による包装体10と、該包装体10により包装されるPTPシート20と、を備えるカード型包装体30の分解斜視図を示す。
【図5】図5は、本発明によるカード型包装体30の概略側面図である。
【図6】図6は、本発明によるカード型包装体30の製造方法を説明する工程図である。
【図7】図7は、本発明の実施例および比較例による包装体の引張強度の結果を示す図である。図中、PETは、ポリエチレンテレフタレートを示し、LLDPEは直鎖状低密度ポリエチレンを示し、OPPは二軸延伸ポリプロピレンを示し、PEはポリエチレンを示す。
【符号の説明】
【0038】
10・・・本発明による包装体、12・・・基材、14・・・ヒートシール性熱可塑性樹脂層、15・・・ミシン線、16・・・開口部、20・・・PTPシート、21・・・熱可塑性樹脂、22・・・金属薄膜、23・・・収容部、30・・・カード包装体
【特許請求の範囲】
【請求項1】
基材と、前記基材に設けられたヒートシール性熱可塑性樹脂層と、を備える包装体であって、
前記ヒートシール性熱可塑性樹脂層は、ポリエステルと直鎖状低密度ポリオレフィンとを含む、包装体。
【請求項2】
前記ポリエステルは、ポリエチレンテレフタレートを含む、請求項1に記載の包装体。
【請求項3】
前記直鎖状低密度ポリオレフィンは、直鎖状低密度ポリエチレンを含む、請求項1または2に記載の包装体。
【請求項4】
前記基材は、ポリエチレンテレフタレートまたはポリプロピレンを含む合成紙である、請求項1ないし3のうち何れか一項に記載の包装体。
【請求項5】
ミシン線をさらに備え、前記基材と前記樹脂層とを貫通する開口部であって、前記ミシン線に対して対称的に位置する、少なくとも一対の開口部を有する、請求項1ないし4のうち何れか一項に記載の包装体。
【請求項6】
少なくとも一つの収容部を有する熱可塑性樹脂層と、前記収容部の開放部を覆い、前記熱可塑性樹脂層を被覆する金属薄膜と、を備えるPTPシートと、
基材と、前記基材に設けられたヒートシール性熱可塑性樹脂層と、を備える包装体であって、前記包装体がミシン線を有し、前記基材と前記樹脂層とを貫通し、前記ミシン線に対して対称的に位置する、少なくとも一対の開口部を有し、前記PTPシートの収容部を受容する開口部を備える包装体と、を備えるカード型包装体であって、
前記ヒートシール性熱可塑性樹脂層は、ポリエステルと直鎖状低密度ポリオレフィンとを含む、カード型包装体。
【請求項7】
前記包装体は、前記PTPシートを包むように、前記ミシン線に沿って前記樹脂層を内側に折り曲げて、前記ヒートシール性熱可塑性樹脂層を接着させる、請求項6に記載のカード型包装体。
【請求項8】
カード型包装体の製造方法であって、
(1)少なくとも一つの収容部を有する熱可塑性樹脂層と、前記収容部の開放部を覆い、前記熱可塑性樹脂層を被覆する金属薄膜と、を備えるPTPシートを準備する工程、または、
基材と、前記基材に設けられたヒートシール性熱可塑性樹脂層と、を備える包装体であって、前記包装体がミシン線を有し、前記基材と前記ヒートシール性熱可塑性樹脂層とを貫通し、前記ミシン線に対して対称的に位置する、少なくとも一対の開口部を有し、前記PTPシートの収容部を受容する開口部を備える包装体を準備する工程と、
(2)前記開口部が前記収容部を受容し、前記PTPシートを包むように、前記ミシン線に沿って前記ヒートシール性熱可塑性樹脂層を内側に折り曲げる工程と、
(3)前記ヒートシール性熱可塑性樹脂層を接着させるように、前記ヒートシール性熱可塑性樹脂層に熱を印加する工程と、
を含み、
前記ヒートシール性熱可塑性樹脂層は、ポリエステルと直鎖状低密度ポリオレフィンとを含む、製造方法。
【請求項9】
前記熱印加工程は、100〜300℃で実行される、請求項8に記載の製造方法。
【請求項1】
基材と、前記基材に設けられたヒートシール性熱可塑性樹脂層と、を備える包装体であって、
前記ヒートシール性熱可塑性樹脂層は、ポリエステルと直鎖状低密度ポリオレフィンとを含む、包装体。
【請求項2】
前記ポリエステルは、ポリエチレンテレフタレートを含む、請求項1に記載の包装体。
【請求項3】
前記直鎖状低密度ポリオレフィンは、直鎖状低密度ポリエチレンを含む、請求項1または2に記載の包装体。
【請求項4】
前記基材は、ポリエチレンテレフタレートまたはポリプロピレンを含む合成紙である、請求項1ないし3のうち何れか一項に記載の包装体。
【請求項5】
ミシン線をさらに備え、前記基材と前記樹脂層とを貫通する開口部であって、前記ミシン線に対して対称的に位置する、少なくとも一対の開口部を有する、請求項1ないし4のうち何れか一項に記載の包装体。
【請求項6】
少なくとも一つの収容部を有する熱可塑性樹脂層と、前記収容部の開放部を覆い、前記熱可塑性樹脂層を被覆する金属薄膜と、を備えるPTPシートと、
基材と、前記基材に設けられたヒートシール性熱可塑性樹脂層と、を備える包装体であって、前記包装体がミシン線を有し、前記基材と前記樹脂層とを貫通し、前記ミシン線に対して対称的に位置する、少なくとも一対の開口部を有し、前記PTPシートの収容部を受容する開口部を備える包装体と、を備えるカード型包装体であって、
前記ヒートシール性熱可塑性樹脂層は、ポリエステルと直鎖状低密度ポリオレフィンとを含む、カード型包装体。
【請求項7】
前記包装体は、前記PTPシートを包むように、前記ミシン線に沿って前記樹脂層を内側に折り曲げて、前記ヒートシール性熱可塑性樹脂層を接着させる、請求項6に記載のカード型包装体。
【請求項8】
カード型包装体の製造方法であって、
(1)少なくとも一つの収容部を有する熱可塑性樹脂層と、前記収容部の開放部を覆い、前記熱可塑性樹脂層を被覆する金属薄膜と、を備えるPTPシートを準備する工程、または、
基材と、前記基材に設けられたヒートシール性熱可塑性樹脂層と、を備える包装体であって、前記包装体がミシン線を有し、前記基材と前記ヒートシール性熱可塑性樹脂層とを貫通し、前記ミシン線に対して対称的に位置する、少なくとも一対の開口部を有し、前記PTPシートの収容部を受容する開口部を備える包装体を準備する工程と、
(2)前記開口部が前記収容部を受容し、前記PTPシートを包むように、前記ミシン線に沿って前記ヒートシール性熱可塑性樹脂層を内側に折り曲げる工程と、
(3)前記ヒートシール性熱可塑性樹脂層を接着させるように、前記ヒートシール性熱可塑性樹脂層に熱を印加する工程と、
を含み、
前記ヒートシール性熱可塑性樹脂層は、ポリエステルと直鎖状低密度ポリオレフィンとを含む、製造方法。
【請求項9】
前記熱印加工程は、100〜300℃で実行される、請求項8に記載の製造方法。
【図1】



【図2】

【図3】
【図4】
【図5】
【図6】

【図7】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2006−248545(P2006−248545A)
【公開日】平成18年9月21日(2006.9.21)
【国際特許分類】
【出願番号】特願2005−64548(P2005−64548)
【出願日】平成17年3月8日(2005.3.8)
【出願人】(000000217)エーザイ株式会社 (102)
【Fターム(参考)】
【公開日】平成18年9月21日(2006.9.21)
【国際特許分類】
【出願日】平成17年3月8日(2005.3.8)
【出願人】(000000217)エーザイ株式会社 (102)
【Fターム(参考)】
[ Back to top ]