
Pbフリーはんだ合金
【課題】 電子部品と基板との接合に必要な強度を有し、かつ濡れ性および加工性に優れた高温用のPbフリーはんだ合金を提供する。
【解決手段】 高温用のPbフリーはんだ合金であって、Znを0.4質量%以上13.5質量%以下含有し、Cuを0.05質量%以上2.0質量%以下含有し、Pは0.500質量%を超えて含有しておらず、残部が不可避不純物を除いてBiからなる。このPbフリーはんだ合金は、さらにAlを0.03質量%以上0.7質量%以下含有してもよい。
【解決手段】 高温用のPbフリーはんだ合金であって、Znを0.4質量%以上13.5質量%以下含有し、Cuを0.05質量%以上2.0質量%以下含有し、Pは0.500質量%を超えて含有しておらず、残部が不可避不純物を除いてBiからなる。このPbフリーはんだ合金は、さらにAlを0.03質量%以上0.7質量%以下含有してもよい。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は鉛を含まないPbフリーはんだ合金に関し、とくに、高温用に用いられるPbフリーはんだ合金、およびそのPbフリーはんだ合金を用いて接合された電子基板に関する。
【背景技術】
【0002】
近年、環境に有害な化学物質に対する規制がますます厳しくなってきており、この規制は電子部品等を基板に接合する目的で使用されるはんだ材料に対しても例外ではない。はんだ材料には古くからPb(鉛)が主成分として使われ続けてきたが、すでにRohs指令などで規制対象物質になっている。このため、Pbを含まないはんだ(以降、Pbフリーはんだとも称する)の開発が盛んに行われている。
【0003】
電子部品を基板に接合する際に使用するはんだは、その使用限界温度によって高温用(約260℃〜400℃)と中低温用(約140℃〜230℃)に大別され、それらのうち、中低温用はんだに関してはSnを主成分とするものでPbフリーが実用化されている。例えば、特許文献1にはSnを主成分とし、Agを1.0〜4.0質量%、Cuを2.0質量%以下、Niを0.5質量%以下、Pを0.2質量%以下含有するPbフリーはんだ合金組成が記載されている。また、特許文献2にはAgを0.5〜3.5質量%、Cuを0.5〜2.0質量%含有し、残部がSnからなる合金組成のPbフリーはんだが記載されている。
【0004】
一方、高温用のPbフリーはんだ材料に関しても、さまざまな機関で開発が行われている。例えば、特許文献3には、Biを30〜80質量%含み、溶融温度が350〜500℃のBi/Agろう材が開示されている。また、特許文献4には、Biを含む共晶合金に2元共晶合金を加え、さらに添加元素を加えたはんだ合金が開示されており、このはんだ合金は、4元系以上の多元系はんだではあるものの、液相線温度の調整とばらつきの減少が可能となることが示されている。
【0005】
さらに特許文献5には、BiにCu−Al−Mn、Cu、またはNiを添加したはんだ合金が開示されており、これらはんだ合金は、Cu層を表面に備えたパワー半導体モジュールや絶縁体基板に使用した場合、はんだとの接合界面において不要な反応生成物が形成されにくくなるため、クラックなどの不具合の発生を抑制できると記載されている。
【0006】
また、特許文献6には、はんだ組成物100質量%のうち、94.5質量%以上のBiからなる第1金属元素と、2.5質量%のAgからなる第2金属元素と、Sn:0.1〜0.5質量%、Cu:0.1〜0.3質量%、In:0.1〜0.5質量%、Sb:0.1〜3.0質量%、およびZn:0.1〜3.0質量%よりなる群から選ばれる少なくとも1種を合計0.1〜3.0質量%含む第3金属元素とからなるはんだ組成物が示されている。
【0007】
また、特許文献7には、副成分としてAg、Cu、ZnおよびSbのうちの少なくとも1種を含有するBi基合金に、0.3〜0.5質量%のNiを含有するPbフリーはんだ組成物が開示されており、このPbフリーはんだは、固相線温度が250℃以上であり、液相線温度が300℃以下であることが記載されている。さらに特許文献8にはBiを含む2元合金が開示されており、この2元合金は、はんだ付け構造体内部において、クラックの発生を抑える効果を有していることが記載されている。
【0008】
さらに特許文献9には、270℃以上の溶融温度を有し、0.2〜0.8質量%のCuと0.2〜0.02質量%のGeとを含んだBi合金に関して記載されており、特許文献10には、少なくとも260℃の固相線温度を有し、2〜18質量%のAgを含むBi合金に関して記載されている。また、特許文献11には、262.5℃以上の固相線温度を有し、98〜82質量%以上のBiを含有するBi合金に関して記載されている。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】特開平11−077366号公報
【特許文献2】特開平8−215880号公報
【特許文献3】特開2002−160089号公報
【特許文献4】特開2006−167790号公報
【特許文献5】特開2007−281412号公報
【特許文献6】特許第3671815号
【特許文献7】特開2004−025232号公報
【特許文献8】特開2007−181880号公報
【特許文献9】特開2007−313526号公報
【特許文献10】特表2004−533327号公報
【特許文献11】特表2004−528992号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
高温用のPbフリーはんだ材料に関しては、上記のようにさまざまな機関で開発されてはいるものの、未だ実用化の面で十分に満足できる特性を有するはんだ材料は見つかっていないのが実情である。
【0011】
すなわち、一般的に電子部品や基板には熱可塑性樹脂や熱硬化性樹脂などの比較的耐熱温度の低い材料が多用されているため、作業温度を400℃未満、望ましくは370℃以下にする必要がある。しかしながら、例えば特許文献3に開示されているBi/Agろう材では、液相線温度が400〜700℃と高いため、接合時の作業温度も400〜700℃以上になると推測され、接合される電子部品や基板の耐熱温度を超えてしまうことになる。
【0012】
また、高温用はんだに一般的に求められる特性としては、高い固相線温度、適度な液相線温度、低温と高温のヒートサイクルに対する高耐久性、良好な熱応力緩和特性、良好な濡れ広がり性などが挙げられるが、はんだ合金の主成分がBiの場合は、これらの諸特性に加えて、Bi系はんだに特有の問題を解決する必要がある。
【0013】
すなわち、Bi系はんだは、脆弱な機械的特性を有しているという問題があり、加えて、はんだとの接合性を高めるために電子部品の表面にNi層が設けられている場合、このNi層がはんだに含まれるBiと急激に反応してNiとBiとの脆い合金を生成する上、Ni層に破壊や剥離が生じてBi中に拡散し、接合強度を著しく低下させることがある。Ni層の上にはAgやAuなどの層が設けられることもあるが、この場合のAgやAuはNi層の酸化防止や濡れ性向上を目的としているため、すぐにはんだ合金中に拡散してしまい、Ni拡散を抑制する効果はほとんどない。
【0014】
しかしながら、特許文献4にはかかるBi系はんだ中へのNi拡散について解決の手段が示されていない。また、Bi系はんだの脆弱な機械的特性に対しても、改善をはかることについて何ら示されていない。
【0015】
特許文献5においても、はんだとの接合表面がCu層ではなくNi層である場合が比較例としてとりあげられており、BiにCu−Al−Mn、Cu、またはNiを添加したはんだ合金では接合界面に多量のBi3Niが形成され、その周囲には多数の空隙が観察されると記載されている。また、このBi3Niは非常に脆い性質を有し、過酷な条件のヒートサイクルに対して信頼性が得られにくいことが確認できたとも記載されている。また、特許文献6〜11のいずれにおいても、Bi中へのNi拡散の防止対策に対しては何も触れられていない。
【0016】
以上述べたように、Biを主成分とする鉛フリーはんだにおいては、機械的特性の改善をはかることに加えて、電子部品に設けられたNi層のBi系はんだ中への拡散を防ぐことができなければ、電子部品と基板との接合に必要な強度が得られず、実質的にBi系はんだを使用することはできない。
【0017】
すなわち、本発明は、実質的に固相温度が260℃以上で高温用として使用できるBi系はんだ合金において、Bi系はんだに特有の課題である脆弱な機械的特性の改善とBi中へのNi拡散の抑制とが可能なはんだ合金を提供することを目的としている。
【課題を解決するための手段】
【0018】
上記目的を達成するため、本発明が提供するPbフリーはんだ合金は、Znを0.4質量%以上13.5質量%以下含有し、Cuを0.05質量%以上2.0質量%以下含有し、Pは0.500質量%を超えて含有しておらず、残部が不可避不純物を除いてBiからなることを特徴としている。この本発明のPbフリーはんだ合金は、さらにAlを0.03質量%以上0.7質量%以下含有してもよい。また、本発明は、上記のPbフリーはんだ合金を用いて電子部品が接合されている電子基板を提供する。
【発明の効果】
【0019】
本発明によれば、電子部品と基板との接合に必要な強度を有し、かつ濡れ性および加工性に優れた高温用のPbフリーはんだ合金を提供することができる。すなわち、主成分としてのBiに、必須元素としてZnおよびCuを所定の含有率となるように添加することによって、濡れ性および加工性に優れるとともに実質的にリフロー温度260℃以上の耐熱温度を有し、かつ電子部品等が有するNi層とはんだ合金中のBiとの反応や、Bi系はんだ中へのNi拡散を抑えることが可能なBi系はんだ合金を提供することができる。これにより高温でのPbフリーのはんだ付けの信頼性を著しく高めることができるので、工業的な貢献度は極めて高い。
【図面の簡単な説明】
【0020】
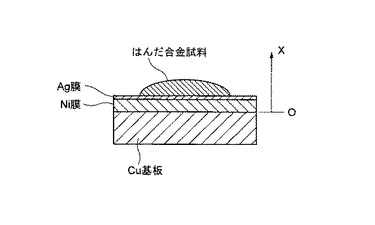
【図1】Ni膜を有するCu基板上に実施例の各試料のはんだ合金が接合された状態を示す断面図である。
【発明を実施するための形態】
【0021】
一般に、高温用のPbフリーはんだ合金は、約260℃のリフロー温度に耐える必要がある。さらにBi系はんだの場合は、BiとNiとの反応やBi中へのNi拡散を抑えなければならない。これが不十分であると、電子部品等に一般的に設けられているNi層がはんだに含まれるBiと反応し、脆いBi−Ni合金を生成するとともにBi中にNiが拡散して接合部を脆化させるおそれがある。その結果、接合強度が低下し、このはんだ合金で接合されている電子基板を備えた装置の信頼性が損なわれてしまう。
【0022】
そこで本発明者はNiとの反応性について様々な元素を調べた結果、ZnがBiよりも優先的にNi層と反応し、合金化することを見出した。また、BiにZnのみを添加した2元系合金の場合は、加工性はある程度確保できるものの、Znは還元性が強いため濡れ性が悪くなり、接合性が低下するという知見を得た。
【0023】
さらに、Ni拡散抑制に加え加工性や濡れ性を向上させるためには、このBi−Zn合金をベースとし、各種元素を添加することが有効であるという知見を得た。例えば、はんだの信頼性、すなわち、強度およびヒートサイクルに対する耐久性などを向上させるためにはCuの添加が非常に有効であり、さらにAlを加えることにより効果が増すことが確認できた。
【0024】
一方、濡れ性はCuの添加で向上するが、より高い濡れ性を得るためには、はんだ表面の酸化膜等の形成を制御することが必要となり、その方策として、Pの添加が有効であることをつきとめた。以下、これら特徴的な効果を有する本発明のPbフリーはんだ合金に含まれている元素、必要に応じて含まれる元素、および不可避的に含まれる場合を除いて含まれてはならない元素に関して説明を行う。
【0025】
<Bi>
Biは本発明の高温用Pbフリーはんだ合金の第1元素、すなわち主成分である。BiはVa族元素(N、P、As、Sb、Bi)に属し、その結晶構造は、対称性の低い三方晶(菱面体晶)で非常に脆い金属であり、引張試験などを行うとその破面は脆性破面であることが容易に見て取れる。つまり純Biは延性的な性質に乏しい金属である。
【0026】
このようなBiの脆さを克服するため、後述する各種元素が添加される。添加する元素の種類や量は、Biが有する脆さ等の諸特性のうちどの特性をどの程度改善するかによって異なる。したがって、添加する元素の種類やその含有量に応じて、はんだ合金中のBiの含有量は必然的に変化する。なお、Va族元素の中からBiを選定した理由は、Va族元素はBiを除き、半金属、非金属に分類され、Biよりもさらに脆いためである。また、Biは融点が271℃であり、高温はんだの使用条件である約260℃のリフロー温度を超えているからである。
【0027】
<Zn>
Znは本発明の高温用Pbフリーはんだ合金において、必須の添加元素である。BiにZnを添加することによって、脆さを克服することができる上、Bi中にZnが固溶して加工性が改善される。ZnをBiとの共晶点よりも多く添加する場合は、Znリッチな相がより多く発現されることになって、より一層加工性が向上する。
【0028】
また、Znの添加により、BiとNiとの反応の抑制や、Bi系はんだ中へのNiの拡散の抑制が可能になるという重要な効果も得られる。このような効果が得られる理由は、ZnはNiとの反応においてBiよりも反応性が高く、Ni層の上面に薄いZn−Ni層を作り、これがバリアーとなってNiとBiの反応を抑えることによる。その結果、脆いBi−Ni合金が生成されず、さらにはNiがBi中に拡散することもなく、強固な接合性を実現することができる。
【0029】
このような優れた効果を発揮するZnの最適な含有量は、Ni層の厚さやリフロー温度、リフロー時間等に左右されるものの、概ね0.4質量%以上13.5質量%以下である。この含有量が0.4質量%未満では、Ni拡散の抑制効果が不十分であったり、Ni拡散の抑制にZnが消費されて良好な加工性が得られなかったりする。
【0030】
一方、この含有量が13.5質量%より多いと、液相線温度が400℃を超えてしまい、良好な接合ができなくなってしまう。さらにこの組成範囲内のZnが含まれるはんだ合金に、後述するAlを適宜調整して添加することによって、Znリッチ相の加工性をより一層改善することが可能となり、Znの添加による効果をより大きく引き出すことができる。
【0031】
<Cu>
Cuは、本発明の高温用鉛フリーはんだ合金において、必須の添加元素である。Cuの添加によりZnとCuの金属間化合物が形成される。このZn−Cu金属間化合物は、Bi中に微細に分散し、母合金を微結晶化するとともにフィラー的な役割を担い、強度および加工性を向上させる。すなわち、組織の微細化とフィラーとしての効果によりBiの脆性改善効果が期待できる。はんだの脆性的な性質が改善されると、当然の結果として接合強度が向上し、ヒートサイクルに対する耐久性も大きく向上する。よって、はんだの接合信頼性が著しく向上する。
【0032】
さらに、はんだにCuを添加すると、このはんだが接合する母材の接合面がCuである場合、同じ金属同士となるため良好な濡れ性が得られる。母材の接合面がNi面であっても同様に良好な濡れ性が得られるが、この場合の理由は、Cuは酸化しにくいため、はんだ母相が酸化しにくくなるからであると考えられる。
【0033】
はんだ合金中のCuの含有量は、Bi等への固溶量も加味しつつ加工性や濡れ性等の特性を考慮して定められる。具体的なCuの含有量は0.05質量%以上2.0質量%以下であり、0.05質量%以上1.0質量%未満であれば上記効果がより一層現れるので好ましい。この量が2.0質量%より多くなると、融点の高いCuが偏析してしまい、接合性を落とすなどの問題を生じてしまう。
【0034】
一方、下限値の0.05質量%未満では期待した加工性や濡れ性向上の効果は実質的に得られないことを確認している。なお、Cuの含有量は、0.05質量%以上2.0質量%以下であれば、はんだ合金全体に比べてさほど多くはないため、はんだに要求される他の特性に悪影響を及ぼすことはない。
【0035】
<Al>
Alは、加工性や濡れ性をさらに向上させたい場合に添加する元素である。Alの添加で濡れ性が向上する理由は、Alは還元性が強いため自ら酸化し、少量の添加ではんだ母相の酸化を抑制することができるからである。一方、Alの添加で加工性が向上する理由は、以下に示す2つメカニズムによる。
【0036】
第1のメカニズムはCuの添加の際と同様である。すなわち、Alの添加によりZnとAlとの金属間化合物が形成され、このZn−Al金属間化合物がBi中に微細に分散し、母合金を微結晶化するとともにフィラー的な役割を担う。これにより、はんだ合金の強度および加工性を向上させる。つまり、組織の微細化とフィラーとしての効果によってBiの脆性を改善するものである。
【0037】
第2のメカニズムは、ZnとAlとが合金化し、とくにZn−Al共晶組成付近で微細化して加工性を向上させるものである。このように、Alの添加による加工性向上は、2つの異なるメカニズムにより効果が発揮されるのである。Alを添加する場合の最適な含有量は、0.03質量%以上0.7質量%以下である。この量が0.03質量%未満では少なすぎて、とくに加工性を要求される用途に対しては、十分とは言えない。一方、0.7質量%を超えると融点が高くなりすぎたりAlの偏析が生じたりする。さらには、Zn−Alの共晶組成からずれて、加工性の向上の効果を奏しなくなる。
【0038】
Alは、上記したZnもしくはCuまたはそれら両方が、はんだ中に許容される含有量の範囲の上限近くまで添加されている場合は、添加しないのが好ましい。なぜなら、ZnやCuが上限近くまで添加されている場合、すでに液相温度がかなり高くなっており、さらに融点の高いAlを添加してしまうと液相温度が高くなりすぎ、良好な接合ができなくなってしまうからである。
【0039】
<P>
Pは必要に応じて添加する元素であり、Pを添加することによって、Bi−Zn−Cu合金の濡れ性および接合性をさらに向上させることができる。この効果は、Alが添加されている場合においても同様に発揮される。Pの添加により濡れ性向上の効果が大きくなる理由は、Pは還元性が強く、自ら酸化することによりはんだ合金表面の酸化を抑制することによる。とくに本発明では、酸化しやすいZnがBiとの合金における共晶点である2.7質量%よりもZnリッチ側に添加されることがあるため、P添加による濡れ性向上の効果は大きい。
【0040】
Pの添加は、さらに接合時にボイドの発生を低減させる効果がある。これは、前述したように、Pは自らが酸化しやすいため、接合時にはんだの主成分であるBi、さらにはZnよりも優先的に酸化が進むことによる。これにより、はんだ母相の酸化が抑えられ、濡れ性を確保することができる。その結果、良好な接合が可能となり、ボイドの生成も起こりにくくなる。
【0041】
Pは、前述したように非常に還元性が強いため、微量の添加でも濡れ性向上の効果を発揮する。逆にある含有量以上では添加しても濡れ性向上の効果は変わらず、過剰な添加ではPの酸化物がはんだ表面に生成されたり、Pが脆弱な相を作り脆化したりするおそれがある。したがって、Pは微量添加が好ましい。
【0042】
具体的には、はんだ合金中のPの含有量が0.001質量%以上となるように添加するのが好ましく、その上限値は0.500質量%である。Pがこの上限値を超えると、その酸化物がはんだ表面を覆い、濡れ性を落とすおそれがある。さらに、PはBiへの固溶量が非常に少ないため、含有量が多いと脆いP酸化物が偏析するなどして信頼性を低下させる。とくにワイヤなどを加工する場合に、断線の原因になりやすいことを確認している。一方、Pの含有量が0.001質量%未満では期待する還元効果が得られず、添加する意味がない。
【0043】
<Ag>
本発明の高温用Pbフリーはんだ合金は、Agを含有していないことを特徴としている。これにより、NiとBiとの反応、およびBi系はんだ中へのNi拡散を抑えることができる。この理由は、Agは非常に濡れ性がよく、電子部品等のNi層ともよく反応するため、Agが含まれていると、単にBiとNiだけの反応より反応が進み易くなってNi−Biの反応を促進してしまい、Niの拡散も進行しやすくなるからである。なお、このAgによる影響は、Agの含有量が0.4質量%以上の場合にとくに顕著になる。
【0044】
これに関し、特許文献6では、90重量部以上のBiと9.9重量部以下で2元共晶し得る第2金属元素として、Ag、Cu、Zn等が示されているが、BiとNiの反応に対してAgとZnは互いに全く逆方向に作用し、第2元素として同じ機能を示すことはあり得ない。すなわち、前述したように、ZnはNiとBiとの反応を抑制してBi中へのNi拡散を抑制する重要な作用があるのに対して、AgはNiとBiとの反応を促進する作用を有している。このため本発明においてはAgを含有していないのである。
【0045】
以上説明した本発明の高温用Pbフリーはんだ合金を、電子部品と基板との接合に使用することによって、ヒートサイクルが繰り返される環境などの過酷な条件下で使用される場合であっても、耐久性のある信頼性の高い電子基板を提供することができる。よって、この電子基板を、例えば、サイリスタやインバータなどのパワー半導体装置、自動車などに搭載される各種制御装置、太陽電池などの過酷な条件下で使用される装置に搭載することによって、それら各種装置の信頼性をより一層高めることができる。
【実施例】
【0046】
以下、具体的な実施例を示して本発明をさらに説明するが、本発明はこの実施例に限定されることはない。
【0047】
まず、原料として、それぞれ純度99.99質量%以上のBi、Zn、Cu、Al、P、およびAgを準備した。大きな薄片やバルク状の原料については、溶解後の合金においてサンプリング場所による組成のバラツキがなく均一になるように留意しながら切断、粉砕等を行い、3mm以下の大きさに細かくした。次に、高周波溶解炉用グラファイトるつぼに、これら原料から所定量を秤量して入れた。溶融しにくい高融点金属については、あらかじめ固溶しやすい金属と溶融させて合金を作り、砕いて再溶解させた。
【0048】
原料の入ったるつぼを高周波溶解炉に入れ、酸化を抑制するために窒素を原料1kg当たり0.7L/分以上の流量で流した。この状態で溶解炉の電源を入れ、原料を加熱溶融させた。金属が溶融しはじめたら混合棒でよく攪拌し、局所的な組成のばらつきが起きないように均一に混ぜた。十分溶融したことを確認した後、高周波電源を切り、速やかにるつぼを取り出してるつぼ内の溶湯をはんだ母合金の鋳型に流し込んだ。鋳型には、はんだ合金の製造の際に一般的に使用している形状と同様のものを使用した。
【0049】
このようにして各原料の混合比率を変えることにより試料1〜20のはんだ母合金を作製した。これら試料1〜20のはんだ母合金の組成を、ICP発光分光分析器(SHIMAZU S−8100)を用いて分析した。その分析結果を下記の表1に示す。
【0050】
【表1】

【0051】
次に、上記表1に示す試料1〜20のはんだ母合金の各々に対して、下記に示す濡れ性(接合性)評価、EPMAライン分析(Ni拡散防止効果の評価)、ヒートサイクル試験を行った。なお、はんだの濡れ性等の評価は、通常、はんだ形状に依存しないため、ワイヤ、ボール、ペーストなどの形状で評価してもよいが、本実施例においては、下記アトマイズ法を用いてボールに成形して評価した。
【0052】
(アトマイズ法によるボール成形)
アトマイズ法は気相中、液相中どちらで行ってもよい。液中アトマイズ法は金属に合わせて液温を調整でき、高品質のボールを得やすい。とくに、液体に油を用いるのが好ましく、その理由は、調整できる温度幅が広くなる上、溶融状態のはんだ母合金を徐冷しながら凝固させることが可能となるからである。
【0053】
このように徐冷することによって、Biが凝固膨張する際、ボール表面に突起ができたり、大きく変形したりすることが避けられ、ボールの真球度を大きく上げることができる。逆に急冷した場合はボールに突起ができる割合が多くなり、収率が下がるなどの問題を引き起こしてしまう。金属を溶融させるためのヒーターには、短時間で加熱溶融できて温度制御が容易な高周波溶解式のものがよい。以下、高周波溶解式の油中アトマイズ法について説明する。
【0054】
まず、アトマイズ装置の油をアトマイズする金属に合わせて所定温度まで加熱する。本発明はBiを主成分とするため、所定温度をBiの融点よりも若干高い約280℃とした。次に、上記作製したはんだ母合金の試料をノズルに入れてアトマイズ装置に取り付け、さらにノズルの上に圧縮ガス供給用の冶具を取り付けた。
【0055】
次にヒーター電源を入れ、200℃/分の昇温速度で750℃まで加熱し、はんだ母合金を溶融させた。約750℃に達してからの加熱保持時間は約10分とした。これは、アトマイズするはんだ母合金の溶け残りや偏析が無いようにするためであり、高融点のはんだ母合金を用いる場合は適宜加熱保持時間を長く調整した。
【0056】
溶け残りがないように十分に加熱した後、ノズル先端の蓋を開けると同時に不活性ガスで溶融状態のはんだ母合金を加圧して吐出させた。なお、はんだ母合金を吐出する吐出圧は15kPaとした。また、安定した吐出状態が確保されるように、吐出圧を15.0±0.3kPaの範囲内に制御した。これは、吐出圧が低すぎると溶融したはんだ母合金が詰まって吐出できなくなる場合があり、逆に吐出圧が高すぎると溶融状態のはんだ母合金を大きく歪ませてしまい、変形したボールができてしまうからである。
【0057】
吐出終了後、装置下部のバルブを開けて、一部の油とともにボールを回収した。回収したボールは油が多量に付着しているため洗浄した。洗浄の際、金属ボールを酸化させないため、洗浄液には揮発性が高いアルコールを使用し、7回デカンテーションを行った。1回のアルコール使用量は試料1kgに対しアルコール500ccの割合とし、容器に入れてよく攪拌し、ろ過した。洗浄およびろ過後は、酸化が進まないようにすばやく乾燥機に入れて乾燥した。なお、この乾燥は、酸化させないために真空中で行った。乾燥時間は3時間とした。
【0058】
<濡れ性(接合性)評価>
濡れ性(接合性)評価は、上記ボール状のはんだ合金を用いて行った。まず、濡れ性試験機(装置名:雰囲気制御式濡れ性試験機)を起動し、加熱するヒーター部分に2重のカバーをしてヒーター部の周囲4箇所から窒素を流した(窒素流量:各12L/分)。その後、ヒーター設定温度を340℃にして加熱した。
【0059】
ヒーター温度が340℃で安定した後、Ni膜(膜厚:1.3〜1.6μm)とその上層のAg膜(膜厚:0.1μm)とを備えたCu基板(板厚:約0.70mm)をヒーター部にセッティングし、25秒加熱した。次に、はんだ合金を上記Cu基板の上に載せ、ガラス棒で円状につぶすように攪拌しながら25秒加熱した。加熱が完了した後はCu基板をヒーター部から取り上げてその横の窒素雰囲気が保たれている場所に一旦移して冷却した。十分に冷却した後、大気中に取り出して接合部分を確認した。
【0060】
確認の結果、接合できなかった場合を「×」、接合できたが濡れ広がりが悪かった場合(はんだが盛り上がった状態)を「△」、接合でき良好に濡れ広がった場合(はんだが薄く濡れ広がった状態)を「○」と評価した。さらに評価が「○」であった試料について、ガラス棒での攪拌をせず、他は上記と同じ方法で濡れ性の評価を行った。その結果、ガラス棒で攪拌しなくてもはんだが薄く濡れ広がった場合を「◎」と評価した。
【0061】
<EPMAライン分析(Ni拡散防止効果の評価)>
Cu基板に設けたNi膜がBiと反応して薄くなったり、NiがBi中に拡散したりする問題が生じているか否かを確認するためにEMPAによるライン分析を行った。なお、この分析は、上記濡れ性評価と同様にして得たはんだ合金が接合されたCu基板を用いて行った。まず、濡れ性評価で得たはんだ合金が接合されたCu基板を樹脂に埋め込み、研磨機を用いて粗い研磨紙から順に細かいものを用いて研磨し、最後にバフ研磨を行った。その後、EPMA(装置名:SHIMADZU EPMA−1600)を用いてライン分析を行い、Niの拡散状態等を調べた。
【0062】
測定方法は、はんだ合金が接合されたCu基板を横から見たときの断面において、Cu基板とNi膜の接合面を原点Oとしてはんだ側をX軸のプラス方向とした(図1参照)。測定においては任意に5箇所を測定して最も平均的なものを採用した。Ni膜が反応してNi膜厚が10%以上減少していたり、Niが層状ではんだ中に拡散している場合を「×」、Ni膜の厚みが初期状態とほとんど変わらずNiがはんだ中に拡散していない場合を「○」と評価した。
【0063】
<ヒートサイクル試験>
はんだ接合の信頼性を評価するためにヒートサイクル試験を行った。なお、この試験は、上記濡れ性評価と同様にして得たはんだ合金が接合されたCu基板を用いて行った。まず、はんだ合金が接合されたCu基板に対して、−50℃の冷却と125℃の加熱を1サイクルとして、これを所定のサイクル繰り返した。
【0064】
その後、はんだ合金が接合されたCu基板を樹脂に埋め込み、断面研磨を行い、SEM(装置名:HITACHI S−4800)により接合面の観察を行った。接合面に剥がれやはんだにクラックが入っていた場合を「×」、そのような不良がなく、初期状態と同様の接合面を保っていた場合を「○」とした。上記の評価および試験の結果を表2に示す。
【0065】
【表2】
【0066】
上記表2から分かるように、本発明の要件を満たしている試料1〜12のはんだ母合金は、各評価項目において良好な特性を示している。つまり、濡れ性は良好であり、とくに試料1〜5および7〜12ではガラス棒で攪拌をしなくてもはんだが薄く濡れ広がり非常に良好な濡れ性を示した。また、Bi中へのNiの拡散は生じておらず、ヒートサイクル試験においても300サイクル経過しても不良が発生しなかった。
【0067】
一方、本発明の要件を満たしていない比較例の試料13〜20のはんだ母合金は、少なくともいずれかの特性において好ましくない結果となった。具体的には、試料14、17、18はCu基板に接合できず、試料15、16、19、20は濡れ広がりが悪かった。さらに試料13やAgを含有する試料19、20はBi中にNi拡散していた。そして、ヒートサイクル試験を行った試料13、15、16、19、20は、100サイクルまでに全て不良が発生した。
【技術分野】
【0001】
本発明は鉛を含まないPbフリーはんだ合金に関し、とくに、高温用に用いられるPbフリーはんだ合金、およびそのPbフリーはんだ合金を用いて接合された電子基板に関する。
【背景技術】
【0002】
近年、環境に有害な化学物質に対する規制がますます厳しくなってきており、この規制は電子部品等を基板に接合する目的で使用されるはんだ材料に対しても例外ではない。はんだ材料には古くからPb(鉛)が主成分として使われ続けてきたが、すでにRohs指令などで規制対象物質になっている。このため、Pbを含まないはんだ(以降、Pbフリーはんだとも称する)の開発が盛んに行われている。
【0003】
電子部品を基板に接合する際に使用するはんだは、その使用限界温度によって高温用(約260℃〜400℃)と中低温用(約140℃〜230℃)に大別され、それらのうち、中低温用はんだに関してはSnを主成分とするものでPbフリーが実用化されている。例えば、特許文献1にはSnを主成分とし、Agを1.0〜4.0質量%、Cuを2.0質量%以下、Niを0.5質量%以下、Pを0.2質量%以下含有するPbフリーはんだ合金組成が記載されている。また、特許文献2にはAgを0.5〜3.5質量%、Cuを0.5〜2.0質量%含有し、残部がSnからなる合金組成のPbフリーはんだが記載されている。
【0004】
一方、高温用のPbフリーはんだ材料に関しても、さまざまな機関で開発が行われている。例えば、特許文献3には、Biを30〜80質量%含み、溶融温度が350〜500℃のBi/Agろう材が開示されている。また、特許文献4には、Biを含む共晶合金に2元共晶合金を加え、さらに添加元素を加えたはんだ合金が開示されており、このはんだ合金は、4元系以上の多元系はんだではあるものの、液相線温度の調整とばらつきの減少が可能となることが示されている。
【0005】
さらに特許文献5には、BiにCu−Al−Mn、Cu、またはNiを添加したはんだ合金が開示されており、これらはんだ合金は、Cu層を表面に備えたパワー半導体モジュールや絶縁体基板に使用した場合、はんだとの接合界面において不要な反応生成物が形成されにくくなるため、クラックなどの不具合の発生を抑制できると記載されている。
【0006】
また、特許文献6には、はんだ組成物100質量%のうち、94.5質量%以上のBiからなる第1金属元素と、2.5質量%のAgからなる第2金属元素と、Sn:0.1〜0.5質量%、Cu:0.1〜0.3質量%、In:0.1〜0.5質量%、Sb:0.1〜3.0質量%、およびZn:0.1〜3.0質量%よりなる群から選ばれる少なくとも1種を合計0.1〜3.0質量%含む第3金属元素とからなるはんだ組成物が示されている。
【0007】
また、特許文献7には、副成分としてAg、Cu、ZnおよびSbのうちの少なくとも1種を含有するBi基合金に、0.3〜0.5質量%のNiを含有するPbフリーはんだ組成物が開示されており、このPbフリーはんだは、固相線温度が250℃以上であり、液相線温度が300℃以下であることが記載されている。さらに特許文献8にはBiを含む2元合金が開示されており、この2元合金は、はんだ付け構造体内部において、クラックの発生を抑える効果を有していることが記載されている。
【0008】
さらに特許文献9には、270℃以上の溶融温度を有し、0.2〜0.8質量%のCuと0.2〜0.02質量%のGeとを含んだBi合金に関して記載されており、特許文献10には、少なくとも260℃の固相線温度を有し、2〜18質量%のAgを含むBi合金に関して記載されている。また、特許文献11には、262.5℃以上の固相線温度を有し、98〜82質量%以上のBiを含有するBi合金に関して記載されている。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】特開平11−077366号公報
【特許文献2】特開平8−215880号公報
【特許文献3】特開2002−160089号公報
【特許文献4】特開2006−167790号公報
【特許文献5】特開2007−281412号公報
【特許文献6】特許第3671815号
【特許文献7】特開2004−025232号公報
【特許文献8】特開2007−181880号公報
【特許文献9】特開2007−313526号公報
【特許文献10】特表2004−533327号公報
【特許文献11】特表2004−528992号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
高温用のPbフリーはんだ材料に関しては、上記のようにさまざまな機関で開発されてはいるものの、未だ実用化の面で十分に満足できる特性を有するはんだ材料は見つかっていないのが実情である。
【0011】
すなわち、一般的に電子部品や基板には熱可塑性樹脂や熱硬化性樹脂などの比較的耐熱温度の低い材料が多用されているため、作業温度を400℃未満、望ましくは370℃以下にする必要がある。しかしながら、例えば特許文献3に開示されているBi/Agろう材では、液相線温度が400〜700℃と高いため、接合時の作業温度も400〜700℃以上になると推測され、接合される電子部品や基板の耐熱温度を超えてしまうことになる。
【0012】
また、高温用はんだに一般的に求められる特性としては、高い固相線温度、適度な液相線温度、低温と高温のヒートサイクルに対する高耐久性、良好な熱応力緩和特性、良好な濡れ広がり性などが挙げられるが、はんだ合金の主成分がBiの場合は、これらの諸特性に加えて、Bi系はんだに特有の問題を解決する必要がある。
【0013】
すなわち、Bi系はんだは、脆弱な機械的特性を有しているという問題があり、加えて、はんだとの接合性を高めるために電子部品の表面にNi層が設けられている場合、このNi層がはんだに含まれるBiと急激に反応してNiとBiとの脆い合金を生成する上、Ni層に破壊や剥離が生じてBi中に拡散し、接合強度を著しく低下させることがある。Ni層の上にはAgやAuなどの層が設けられることもあるが、この場合のAgやAuはNi層の酸化防止や濡れ性向上を目的としているため、すぐにはんだ合金中に拡散してしまい、Ni拡散を抑制する効果はほとんどない。
【0014】
しかしながら、特許文献4にはかかるBi系はんだ中へのNi拡散について解決の手段が示されていない。また、Bi系はんだの脆弱な機械的特性に対しても、改善をはかることについて何ら示されていない。
【0015】
特許文献5においても、はんだとの接合表面がCu層ではなくNi層である場合が比較例としてとりあげられており、BiにCu−Al−Mn、Cu、またはNiを添加したはんだ合金では接合界面に多量のBi3Niが形成され、その周囲には多数の空隙が観察されると記載されている。また、このBi3Niは非常に脆い性質を有し、過酷な条件のヒートサイクルに対して信頼性が得られにくいことが確認できたとも記載されている。また、特許文献6〜11のいずれにおいても、Bi中へのNi拡散の防止対策に対しては何も触れられていない。
【0016】
以上述べたように、Biを主成分とする鉛フリーはんだにおいては、機械的特性の改善をはかることに加えて、電子部品に設けられたNi層のBi系はんだ中への拡散を防ぐことができなければ、電子部品と基板との接合に必要な強度が得られず、実質的にBi系はんだを使用することはできない。
【0017】
すなわち、本発明は、実質的に固相温度が260℃以上で高温用として使用できるBi系はんだ合金において、Bi系はんだに特有の課題である脆弱な機械的特性の改善とBi中へのNi拡散の抑制とが可能なはんだ合金を提供することを目的としている。
【課題を解決するための手段】
【0018】
上記目的を達成するため、本発明が提供するPbフリーはんだ合金は、Znを0.4質量%以上13.5質量%以下含有し、Cuを0.05質量%以上2.0質量%以下含有し、Pは0.500質量%を超えて含有しておらず、残部が不可避不純物を除いてBiからなることを特徴としている。この本発明のPbフリーはんだ合金は、さらにAlを0.03質量%以上0.7質量%以下含有してもよい。また、本発明は、上記のPbフリーはんだ合金を用いて電子部品が接合されている電子基板を提供する。
【発明の効果】
【0019】
本発明によれば、電子部品と基板との接合に必要な強度を有し、かつ濡れ性および加工性に優れた高温用のPbフリーはんだ合金を提供することができる。すなわち、主成分としてのBiに、必須元素としてZnおよびCuを所定の含有率となるように添加することによって、濡れ性および加工性に優れるとともに実質的にリフロー温度260℃以上の耐熱温度を有し、かつ電子部品等が有するNi層とはんだ合金中のBiとの反応や、Bi系はんだ中へのNi拡散を抑えることが可能なBi系はんだ合金を提供することができる。これにより高温でのPbフリーのはんだ付けの信頼性を著しく高めることができるので、工業的な貢献度は極めて高い。
【図面の簡単な説明】
【0020】
【図1】Ni膜を有するCu基板上に実施例の各試料のはんだ合金が接合された状態を示す断面図である。
【発明を実施するための形態】
【0021】
一般に、高温用のPbフリーはんだ合金は、約260℃のリフロー温度に耐える必要がある。さらにBi系はんだの場合は、BiとNiとの反応やBi中へのNi拡散を抑えなければならない。これが不十分であると、電子部品等に一般的に設けられているNi層がはんだに含まれるBiと反応し、脆いBi−Ni合金を生成するとともにBi中にNiが拡散して接合部を脆化させるおそれがある。その結果、接合強度が低下し、このはんだ合金で接合されている電子基板を備えた装置の信頼性が損なわれてしまう。
【0022】
そこで本発明者はNiとの反応性について様々な元素を調べた結果、ZnがBiよりも優先的にNi層と反応し、合金化することを見出した。また、BiにZnのみを添加した2元系合金の場合は、加工性はある程度確保できるものの、Znは還元性が強いため濡れ性が悪くなり、接合性が低下するという知見を得た。
【0023】
さらに、Ni拡散抑制に加え加工性や濡れ性を向上させるためには、このBi−Zn合金をベースとし、各種元素を添加することが有効であるという知見を得た。例えば、はんだの信頼性、すなわち、強度およびヒートサイクルに対する耐久性などを向上させるためにはCuの添加が非常に有効であり、さらにAlを加えることにより効果が増すことが確認できた。
【0024】
一方、濡れ性はCuの添加で向上するが、より高い濡れ性を得るためには、はんだ表面の酸化膜等の形成を制御することが必要となり、その方策として、Pの添加が有効であることをつきとめた。以下、これら特徴的な効果を有する本発明のPbフリーはんだ合金に含まれている元素、必要に応じて含まれる元素、および不可避的に含まれる場合を除いて含まれてはならない元素に関して説明を行う。
【0025】
<Bi>
Biは本発明の高温用Pbフリーはんだ合金の第1元素、すなわち主成分である。BiはVa族元素(N、P、As、Sb、Bi)に属し、その結晶構造は、対称性の低い三方晶(菱面体晶)で非常に脆い金属であり、引張試験などを行うとその破面は脆性破面であることが容易に見て取れる。つまり純Biは延性的な性質に乏しい金属である。
【0026】
このようなBiの脆さを克服するため、後述する各種元素が添加される。添加する元素の種類や量は、Biが有する脆さ等の諸特性のうちどの特性をどの程度改善するかによって異なる。したがって、添加する元素の種類やその含有量に応じて、はんだ合金中のBiの含有量は必然的に変化する。なお、Va族元素の中からBiを選定した理由は、Va族元素はBiを除き、半金属、非金属に分類され、Biよりもさらに脆いためである。また、Biは融点が271℃であり、高温はんだの使用条件である約260℃のリフロー温度を超えているからである。
【0027】
<Zn>
Znは本発明の高温用Pbフリーはんだ合金において、必須の添加元素である。BiにZnを添加することによって、脆さを克服することができる上、Bi中にZnが固溶して加工性が改善される。ZnをBiとの共晶点よりも多く添加する場合は、Znリッチな相がより多く発現されることになって、より一層加工性が向上する。
【0028】
また、Znの添加により、BiとNiとの反応の抑制や、Bi系はんだ中へのNiの拡散の抑制が可能になるという重要な効果も得られる。このような効果が得られる理由は、ZnはNiとの反応においてBiよりも反応性が高く、Ni層の上面に薄いZn−Ni層を作り、これがバリアーとなってNiとBiの反応を抑えることによる。その結果、脆いBi−Ni合金が生成されず、さらにはNiがBi中に拡散することもなく、強固な接合性を実現することができる。
【0029】
このような優れた効果を発揮するZnの最適な含有量は、Ni層の厚さやリフロー温度、リフロー時間等に左右されるものの、概ね0.4質量%以上13.5質量%以下である。この含有量が0.4質量%未満では、Ni拡散の抑制効果が不十分であったり、Ni拡散の抑制にZnが消費されて良好な加工性が得られなかったりする。
【0030】
一方、この含有量が13.5質量%より多いと、液相線温度が400℃を超えてしまい、良好な接合ができなくなってしまう。さらにこの組成範囲内のZnが含まれるはんだ合金に、後述するAlを適宜調整して添加することによって、Znリッチ相の加工性をより一層改善することが可能となり、Znの添加による効果をより大きく引き出すことができる。
【0031】
<Cu>
Cuは、本発明の高温用鉛フリーはんだ合金において、必須の添加元素である。Cuの添加によりZnとCuの金属間化合物が形成される。このZn−Cu金属間化合物は、Bi中に微細に分散し、母合金を微結晶化するとともにフィラー的な役割を担い、強度および加工性を向上させる。すなわち、組織の微細化とフィラーとしての効果によりBiの脆性改善効果が期待できる。はんだの脆性的な性質が改善されると、当然の結果として接合強度が向上し、ヒートサイクルに対する耐久性も大きく向上する。よって、はんだの接合信頼性が著しく向上する。
【0032】
さらに、はんだにCuを添加すると、このはんだが接合する母材の接合面がCuである場合、同じ金属同士となるため良好な濡れ性が得られる。母材の接合面がNi面であっても同様に良好な濡れ性が得られるが、この場合の理由は、Cuは酸化しにくいため、はんだ母相が酸化しにくくなるからであると考えられる。
【0033】
はんだ合金中のCuの含有量は、Bi等への固溶量も加味しつつ加工性や濡れ性等の特性を考慮して定められる。具体的なCuの含有量は0.05質量%以上2.0質量%以下であり、0.05質量%以上1.0質量%未満であれば上記効果がより一層現れるので好ましい。この量が2.0質量%より多くなると、融点の高いCuが偏析してしまい、接合性を落とすなどの問題を生じてしまう。
【0034】
一方、下限値の0.05質量%未満では期待した加工性や濡れ性向上の効果は実質的に得られないことを確認している。なお、Cuの含有量は、0.05質量%以上2.0質量%以下であれば、はんだ合金全体に比べてさほど多くはないため、はんだに要求される他の特性に悪影響を及ぼすことはない。
【0035】
<Al>
Alは、加工性や濡れ性をさらに向上させたい場合に添加する元素である。Alの添加で濡れ性が向上する理由は、Alは還元性が強いため自ら酸化し、少量の添加ではんだ母相の酸化を抑制することができるからである。一方、Alの添加で加工性が向上する理由は、以下に示す2つメカニズムによる。
【0036】
第1のメカニズムはCuの添加の際と同様である。すなわち、Alの添加によりZnとAlとの金属間化合物が形成され、このZn−Al金属間化合物がBi中に微細に分散し、母合金を微結晶化するとともにフィラー的な役割を担う。これにより、はんだ合金の強度および加工性を向上させる。つまり、組織の微細化とフィラーとしての効果によってBiの脆性を改善するものである。
【0037】
第2のメカニズムは、ZnとAlとが合金化し、とくにZn−Al共晶組成付近で微細化して加工性を向上させるものである。このように、Alの添加による加工性向上は、2つの異なるメカニズムにより効果が発揮されるのである。Alを添加する場合の最適な含有量は、0.03質量%以上0.7質量%以下である。この量が0.03質量%未満では少なすぎて、とくに加工性を要求される用途に対しては、十分とは言えない。一方、0.7質量%を超えると融点が高くなりすぎたりAlの偏析が生じたりする。さらには、Zn−Alの共晶組成からずれて、加工性の向上の効果を奏しなくなる。
【0038】
Alは、上記したZnもしくはCuまたはそれら両方が、はんだ中に許容される含有量の範囲の上限近くまで添加されている場合は、添加しないのが好ましい。なぜなら、ZnやCuが上限近くまで添加されている場合、すでに液相温度がかなり高くなっており、さらに融点の高いAlを添加してしまうと液相温度が高くなりすぎ、良好な接合ができなくなってしまうからである。
【0039】
<P>
Pは必要に応じて添加する元素であり、Pを添加することによって、Bi−Zn−Cu合金の濡れ性および接合性をさらに向上させることができる。この効果は、Alが添加されている場合においても同様に発揮される。Pの添加により濡れ性向上の効果が大きくなる理由は、Pは還元性が強く、自ら酸化することによりはんだ合金表面の酸化を抑制することによる。とくに本発明では、酸化しやすいZnがBiとの合金における共晶点である2.7質量%よりもZnリッチ側に添加されることがあるため、P添加による濡れ性向上の効果は大きい。
【0040】
Pの添加は、さらに接合時にボイドの発生を低減させる効果がある。これは、前述したように、Pは自らが酸化しやすいため、接合時にはんだの主成分であるBi、さらにはZnよりも優先的に酸化が進むことによる。これにより、はんだ母相の酸化が抑えられ、濡れ性を確保することができる。その結果、良好な接合が可能となり、ボイドの生成も起こりにくくなる。
【0041】
Pは、前述したように非常に還元性が強いため、微量の添加でも濡れ性向上の効果を発揮する。逆にある含有量以上では添加しても濡れ性向上の効果は変わらず、過剰な添加ではPの酸化物がはんだ表面に生成されたり、Pが脆弱な相を作り脆化したりするおそれがある。したがって、Pは微量添加が好ましい。
【0042】
具体的には、はんだ合金中のPの含有量が0.001質量%以上となるように添加するのが好ましく、その上限値は0.500質量%である。Pがこの上限値を超えると、その酸化物がはんだ表面を覆い、濡れ性を落とすおそれがある。さらに、PはBiへの固溶量が非常に少ないため、含有量が多いと脆いP酸化物が偏析するなどして信頼性を低下させる。とくにワイヤなどを加工する場合に、断線の原因になりやすいことを確認している。一方、Pの含有量が0.001質量%未満では期待する還元効果が得られず、添加する意味がない。
【0043】
<Ag>
本発明の高温用Pbフリーはんだ合金は、Agを含有していないことを特徴としている。これにより、NiとBiとの反応、およびBi系はんだ中へのNi拡散を抑えることができる。この理由は、Agは非常に濡れ性がよく、電子部品等のNi層ともよく反応するため、Agが含まれていると、単にBiとNiだけの反応より反応が進み易くなってNi−Biの反応を促進してしまい、Niの拡散も進行しやすくなるからである。なお、このAgによる影響は、Agの含有量が0.4質量%以上の場合にとくに顕著になる。
【0044】
これに関し、特許文献6では、90重量部以上のBiと9.9重量部以下で2元共晶し得る第2金属元素として、Ag、Cu、Zn等が示されているが、BiとNiの反応に対してAgとZnは互いに全く逆方向に作用し、第2元素として同じ機能を示すことはあり得ない。すなわち、前述したように、ZnはNiとBiとの反応を抑制してBi中へのNi拡散を抑制する重要な作用があるのに対して、AgはNiとBiとの反応を促進する作用を有している。このため本発明においてはAgを含有していないのである。
【0045】
以上説明した本発明の高温用Pbフリーはんだ合金を、電子部品と基板との接合に使用することによって、ヒートサイクルが繰り返される環境などの過酷な条件下で使用される場合であっても、耐久性のある信頼性の高い電子基板を提供することができる。よって、この電子基板を、例えば、サイリスタやインバータなどのパワー半導体装置、自動車などに搭載される各種制御装置、太陽電池などの過酷な条件下で使用される装置に搭載することによって、それら各種装置の信頼性をより一層高めることができる。
【実施例】
【0046】
以下、具体的な実施例を示して本発明をさらに説明するが、本発明はこの実施例に限定されることはない。
【0047】
まず、原料として、それぞれ純度99.99質量%以上のBi、Zn、Cu、Al、P、およびAgを準備した。大きな薄片やバルク状の原料については、溶解後の合金においてサンプリング場所による組成のバラツキがなく均一になるように留意しながら切断、粉砕等を行い、3mm以下の大きさに細かくした。次に、高周波溶解炉用グラファイトるつぼに、これら原料から所定量を秤量して入れた。溶融しにくい高融点金属については、あらかじめ固溶しやすい金属と溶融させて合金を作り、砕いて再溶解させた。
【0048】
原料の入ったるつぼを高周波溶解炉に入れ、酸化を抑制するために窒素を原料1kg当たり0.7L/分以上の流量で流した。この状態で溶解炉の電源を入れ、原料を加熱溶融させた。金属が溶融しはじめたら混合棒でよく攪拌し、局所的な組成のばらつきが起きないように均一に混ぜた。十分溶融したことを確認した後、高周波電源を切り、速やかにるつぼを取り出してるつぼ内の溶湯をはんだ母合金の鋳型に流し込んだ。鋳型には、はんだ合金の製造の際に一般的に使用している形状と同様のものを使用した。
【0049】
このようにして各原料の混合比率を変えることにより試料1〜20のはんだ母合金を作製した。これら試料1〜20のはんだ母合金の組成を、ICP発光分光分析器(SHIMAZU S−8100)を用いて分析した。その分析結果を下記の表1に示す。
【0050】
【表1】
【0051】
次に、上記表1に示す試料1〜20のはんだ母合金の各々に対して、下記に示す濡れ性(接合性)評価、EPMAライン分析(Ni拡散防止効果の評価)、ヒートサイクル試験を行った。なお、はんだの濡れ性等の評価は、通常、はんだ形状に依存しないため、ワイヤ、ボール、ペーストなどの形状で評価してもよいが、本実施例においては、下記アトマイズ法を用いてボールに成形して評価した。
【0052】
(アトマイズ法によるボール成形)
アトマイズ法は気相中、液相中どちらで行ってもよい。液中アトマイズ法は金属に合わせて液温を調整でき、高品質のボールを得やすい。とくに、液体に油を用いるのが好ましく、その理由は、調整できる温度幅が広くなる上、溶融状態のはんだ母合金を徐冷しながら凝固させることが可能となるからである。
【0053】
このように徐冷することによって、Biが凝固膨張する際、ボール表面に突起ができたり、大きく変形したりすることが避けられ、ボールの真球度を大きく上げることができる。逆に急冷した場合はボールに突起ができる割合が多くなり、収率が下がるなどの問題を引き起こしてしまう。金属を溶融させるためのヒーターには、短時間で加熱溶融できて温度制御が容易な高周波溶解式のものがよい。以下、高周波溶解式の油中アトマイズ法について説明する。
【0054】
まず、アトマイズ装置の油をアトマイズする金属に合わせて所定温度まで加熱する。本発明はBiを主成分とするため、所定温度をBiの融点よりも若干高い約280℃とした。次に、上記作製したはんだ母合金の試料をノズルに入れてアトマイズ装置に取り付け、さらにノズルの上に圧縮ガス供給用の冶具を取り付けた。
【0055】
次にヒーター電源を入れ、200℃/分の昇温速度で750℃まで加熱し、はんだ母合金を溶融させた。約750℃に達してからの加熱保持時間は約10分とした。これは、アトマイズするはんだ母合金の溶け残りや偏析が無いようにするためであり、高融点のはんだ母合金を用いる場合は適宜加熱保持時間を長く調整した。
【0056】
溶け残りがないように十分に加熱した後、ノズル先端の蓋を開けると同時に不活性ガスで溶融状態のはんだ母合金を加圧して吐出させた。なお、はんだ母合金を吐出する吐出圧は15kPaとした。また、安定した吐出状態が確保されるように、吐出圧を15.0±0.3kPaの範囲内に制御した。これは、吐出圧が低すぎると溶融したはんだ母合金が詰まって吐出できなくなる場合があり、逆に吐出圧が高すぎると溶融状態のはんだ母合金を大きく歪ませてしまい、変形したボールができてしまうからである。
【0057】
吐出終了後、装置下部のバルブを開けて、一部の油とともにボールを回収した。回収したボールは油が多量に付着しているため洗浄した。洗浄の際、金属ボールを酸化させないため、洗浄液には揮発性が高いアルコールを使用し、7回デカンテーションを行った。1回のアルコール使用量は試料1kgに対しアルコール500ccの割合とし、容器に入れてよく攪拌し、ろ過した。洗浄およびろ過後は、酸化が進まないようにすばやく乾燥機に入れて乾燥した。なお、この乾燥は、酸化させないために真空中で行った。乾燥時間は3時間とした。
【0058】
<濡れ性(接合性)評価>
濡れ性(接合性)評価は、上記ボール状のはんだ合金を用いて行った。まず、濡れ性試験機(装置名:雰囲気制御式濡れ性試験機)を起動し、加熱するヒーター部分に2重のカバーをしてヒーター部の周囲4箇所から窒素を流した(窒素流量:各12L/分)。その後、ヒーター設定温度を340℃にして加熱した。
【0059】
ヒーター温度が340℃で安定した後、Ni膜(膜厚:1.3〜1.6μm)とその上層のAg膜(膜厚:0.1μm)とを備えたCu基板(板厚:約0.70mm)をヒーター部にセッティングし、25秒加熱した。次に、はんだ合金を上記Cu基板の上に載せ、ガラス棒で円状につぶすように攪拌しながら25秒加熱した。加熱が完了した後はCu基板をヒーター部から取り上げてその横の窒素雰囲気が保たれている場所に一旦移して冷却した。十分に冷却した後、大気中に取り出して接合部分を確認した。
【0060】
確認の結果、接合できなかった場合を「×」、接合できたが濡れ広がりが悪かった場合(はんだが盛り上がった状態)を「△」、接合でき良好に濡れ広がった場合(はんだが薄く濡れ広がった状態)を「○」と評価した。さらに評価が「○」であった試料について、ガラス棒での攪拌をせず、他は上記と同じ方法で濡れ性の評価を行った。その結果、ガラス棒で攪拌しなくてもはんだが薄く濡れ広がった場合を「◎」と評価した。
【0061】
<EPMAライン分析(Ni拡散防止効果の評価)>
Cu基板に設けたNi膜がBiと反応して薄くなったり、NiがBi中に拡散したりする問題が生じているか否かを確認するためにEMPAによるライン分析を行った。なお、この分析は、上記濡れ性評価と同様にして得たはんだ合金が接合されたCu基板を用いて行った。まず、濡れ性評価で得たはんだ合金が接合されたCu基板を樹脂に埋め込み、研磨機を用いて粗い研磨紙から順に細かいものを用いて研磨し、最後にバフ研磨を行った。その後、EPMA(装置名:SHIMADZU EPMA−1600)を用いてライン分析を行い、Niの拡散状態等を調べた。
【0062】
測定方法は、はんだ合金が接合されたCu基板を横から見たときの断面において、Cu基板とNi膜の接合面を原点Oとしてはんだ側をX軸のプラス方向とした(図1参照)。測定においては任意に5箇所を測定して最も平均的なものを採用した。Ni膜が反応してNi膜厚が10%以上減少していたり、Niが層状ではんだ中に拡散している場合を「×」、Ni膜の厚みが初期状態とほとんど変わらずNiがはんだ中に拡散していない場合を「○」と評価した。
【0063】
<ヒートサイクル試験>
はんだ接合の信頼性を評価するためにヒートサイクル試験を行った。なお、この試験は、上記濡れ性評価と同様にして得たはんだ合金が接合されたCu基板を用いて行った。まず、はんだ合金が接合されたCu基板に対して、−50℃の冷却と125℃の加熱を1サイクルとして、これを所定のサイクル繰り返した。
【0064】
その後、はんだ合金が接合されたCu基板を樹脂に埋め込み、断面研磨を行い、SEM(装置名:HITACHI S−4800)により接合面の観察を行った。接合面に剥がれやはんだにクラックが入っていた場合を「×」、そのような不良がなく、初期状態と同様の接合面を保っていた場合を「○」とした。上記の評価および試験の結果を表2に示す。
【0065】
【表2】
【0066】
上記表2から分かるように、本発明の要件を満たしている試料1〜12のはんだ母合金は、各評価項目において良好な特性を示している。つまり、濡れ性は良好であり、とくに試料1〜5および7〜12ではガラス棒で攪拌をしなくてもはんだが薄く濡れ広がり非常に良好な濡れ性を示した。また、Bi中へのNiの拡散は生じておらず、ヒートサイクル試験においても300サイクル経過しても不良が発生しなかった。
【0067】
一方、本発明の要件を満たしていない比較例の試料13〜20のはんだ母合金は、少なくともいずれかの特性において好ましくない結果となった。具体的には、試料14、17、18はCu基板に接合できず、試料15、16、19、20は濡れ広がりが悪かった。さらに試料13やAgを含有する試料19、20はBi中にNi拡散していた。そして、ヒートサイクル試験を行った試料13、15、16、19、20は、100サイクルまでに全て不良が発生した。
【特許請求の範囲】
【請求項1】
Znを0.4質量%以上13.5質量%以下含有し、Cuを0.05質量%以上2.0質量%以下含有し、Pは0.500質量%を超えて含有しておらず、残部が不可避不純物を除いてBiからなることを特徴とするPbフリーはんだ合金。
【請求項2】
Alを0.03質量%以上0.7質量%以下含有していることを特徴とする、請求項1に記載のPbフリーはんだ合金。
【請求項3】
請求項1または請求項2に記載のPbフリーはんだ合金を用いて電子部品が接合されていることを特徴とする電子基板。
【請求項1】
Znを0.4質量%以上13.5質量%以下含有し、Cuを0.05質量%以上2.0質量%以下含有し、Pは0.500質量%を超えて含有しておらず、残部が不可避不純物を除いてBiからなることを特徴とするPbフリーはんだ合金。
【請求項2】
Alを0.03質量%以上0.7質量%以下含有していることを特徴とする、請求項1に記載のPbフリーはんだ合金。
【請求項3】
請求項1または請求項2に記載のPbフリーはんだ合金を用いて電子部品が接合されていることを特徴とする電子基板。
【図1】

【公開番号】特開2012−6067(P2012−6067A)
【公開日】平成24年1月12日(2012.1.12)
【国際特許分類】
【出願番号】特願2010−146378(P2010−146378)
【出願日】平成22年6月28日(2010.6.28)
【特許番号】特許第4807465号(P4807465)
【特許公報発行日】平成23年11月2日(2011.11.2)
【出願人】(000183303)住友金属鉱山株式会社 (2,015)
【Fターム(参考)】
【公開日】平成24年1月12日(2012.1.12)
【国際特許分類】
【出願日】平成22年6月28日(2010.6.28)
【特許番号】特許第4807465号(P4807465)
【特許公報発行日】平成23年11月2日(2011.11.2)
【出願人】(000183303)住友金属鉱山株式会社 (2,015)
【Fターム(参考)】
[ Back to top ]