
RFIDタグ、RFIDタグの製造方法、および、金型
【課題】人体に触れても違和感を与えることのない、衣服に強固に取付可能なRFIDタグを提供する。
【解決手段】無線通信を行うRFIDタグであって、導電繊維により形成された主アンテナ30と、主アンテナ30と電気的に直接的に導通接続することなく電気的に結合されたループアンテナ12と、ループアンテナ12の端子と電気的に接続された半導体デバイス20と、主アンテナ30、ループアンテナ12、および、半導体デバイス20を一括して封止する樹脂28とを有する。
【解決手段】無線通信を行うRFIDタグであって、導電繊維により形成された主アンテナ30と、主アンテナ30と電気的に直接的に導通接続することなく電気的に結合されたループアンテナ12と、ループアンテナ12の端子と電気的に接続された半導体デバイス20と、主アンテナ30、ループアンテナ12、および、半導体デバイス20を一括して封止する樹脂28とを有する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、導電繊維により形成された主アンテナを有するRFIDタグ、RFIDタグの製造方法、および、RFIDタグの製造に用いられる金型に関する。
【背景技術】
【0002】
従来から、一般的に、RFIDタグは、プラスチックフィルム上に金属箔でアンテナ配線(金属アンテナ)を形成し、かつ、ICチップを実装することにより構成されている。しかしながら、このようなRFIDタグを衣服などの布に用いると、プラスチックフィルムが人体に触れることにより違和感を与えることが多い。また、リネンなどの強烈な洗濯および脱水環境下では、その脆弱さのためにRFIDタグ内部の金属アンテナやICチップが破壊される場合がある。
【0003】
また近年、導電繊維を用いたRFIDタグの構造が提案されている。例えば特許文献1には、タグ情報を記憶保持したタグICチップと、このタグICチップと電気的に接続されたタグアンテナ部とを備えたRFIDタグが開示されている。このタグアンテナ部は、その端部がタグICチップに電気的に接続された導電性を有する炭素繊維の紐で形成されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2009−289003号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、特許文献1の構成では、導電性を有する炭素繊維の紐で形成されたタグアンテナ部がICチップに電気的に接続されている。このため、ICチップが静電気により破壊されるおそれがある。
【0006】
そこで本発明は、人体に触れても違和感を与えることのない、衣服などの布に取付可能な信頼性の高いRFIDタグ、RFIDタグの製造方法、および、RFIDタグの製造に用いられる金型を提供する。
【課題を解決するための手段】
【0007】
本発明の一側面としてのRFIDタグは、無線通信を行うRFIDタグであって、導電繊維により形成された主アンテナと、前記主アンテナと電気的に直接的に導通接続することなく電気的に結合されたループアンテナと、前記ループアンテナの端子と電気的に接続された半導体デバイスと、前記主アンテナ、前記ループアンテナ、および、前記半導体デバイスを一括して封止する樹脂とを有する。
【0008】
本発明の他の側面としてのRFIDタグの製造方法は、無線通信を行うRFIDタグの製造方法であって、ループアンテナを形成する工程と、前記ループアンテナの端子に半導体デバイスを搭載して電気的に接続する工程と、導電繊維で形成された主アンテナと前記ループアンテナとを電気的に導通させることなく電気的に結合させるように、該主アンテナおよび前記ループアンテナを配置する工程と、樹脂を用いて、前記主アンテナ、前記ループアンテナ、および、前記半導体デバイスを一括して封止する工程とを有する。
【0009】
本発明の他の側面としてのRFIDタグの製造方法は、無線通信を行うRFIDタグの製造方法であって、ループアンテナを形成する工程と、前記ループアンテナの端子に半導体デバイスを搭載して電気的に接続する工程と、樹脂を用いて、前記ループアンテナおよび前記半導体デバイスを一括して封止するとともに通し孔を形成する工程と、前記通し孔に導電繊維を通して前記樹脂を布に固定することにより、前記ループアンテナと直接的に導通接続することなく電気的に結合した主アンテナを形成する工程とを有する。
【0010】
本発明の他の側面としての金型は、RFIDタグを製造するために用いられる金型であって、導電繊維により形成された主アンテナ、および、半導体デバイスを搭載したループアンテナを第1の面側から押さえ付ける一方金型と、前記主アンテナおよび前記ループアンテナを前記第1の面とは反対の第2の面側から押さえ付ける他方金型とを有し、前記一方金型および前記他方金型は、キャビティを備え、前記主アンテナおよび前記ループアンテナをクランプして該キャビティの内部に樹脂を射出成形するために用いられ、前記一方金型および前記他方金型の前記キャビティのうち少なくとも一方には、前記主アンテナおよび前記ループアンテナの位置合わせを行うとともに該主アンテナおよび該ループアンテナを支える可動手段が設けられており、前記可動手段は、前記キャビティの内部に充填された前記樹脂の量に応じて移動するように構成されている。
【0011】
本発明の他の目的及び特徴は、以下の実施例において説明される。
【発明の効果】
【0012】
本発明によれば、人体に触れても違和感を与えることのない、衣服などの布に取付可能な信頼性の高いRFIDタグ、RFIDタグの製造方法、および、RFIDタグの製造に用いられる金型を提供することができる。
【図面の簡単な説明】
【0013】
【図1】実施例1におけるRFIDタグの製造工程図である。
【図2】実施例1におけるRFIDタグの製造工程図である。
【図3】実施例1におけるRFIDタグの変形例である。
【図4】実施例2におけるRFIDタグの構成図である。
【図5】実施例2におけるRFIDタグの変形例である。
【図6】実施例3におけるRFIDタグの構成図である。
【図7】実施例3におけるRFIDタグの変形例である。
【図8】実施例4におけるRFIDタグの構成図である。
【図9】実施例4におけるRFIDタグの変形例である。
【図10】実施例5におけるRFIDタグの取り付け方法を示す図である。
【図11】実施例5におけるRFIDタグの変形例である。
【図12】実施例6におけるRFIDタグの構成図である。
【図13】実施例6におけるRFIDタグの変形例である。
【図14】実施例6におけるRFIDタグの変形例である。
【図15】実施例7における金型を用いたRFIDタグの製造工程図である。
【図16】実施例7における金型を用いたRFIDタグの製造工程図である。
【図17】実施例7における金型の構成図である。
【図18】実施例7における金型(他方金型)に樹脂封止前のRFIDタグ構造体をセットした状態を示す図である。
【図19】実施例7における可動ピンのバリエーションを示す図である。
【図20】実施例7における金型(可動ピン)の変形例である。
【図21】実施例8におけるRFIDタグの構成図である。
【図22】実施例8における金型の構成図である。
【図23】実施例8における金型の変形例である。
【図24】本実施例におけるループアンテナを導電繊維で形成した例である。
【図25】本実施例におけるループアンテナをエッジワイズコイルで構成した場合の図である。
【発明を実施するための形態】
【0014】
以下、本発明の実施例について、図面を参照しながら詳細に説明する。各図において、同一の部材については同一の参照番号を付し、重複する説明は省略する。
【実施例1】
【0015】
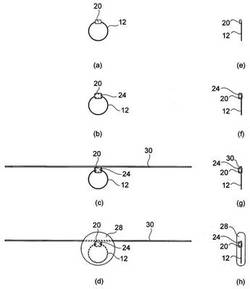
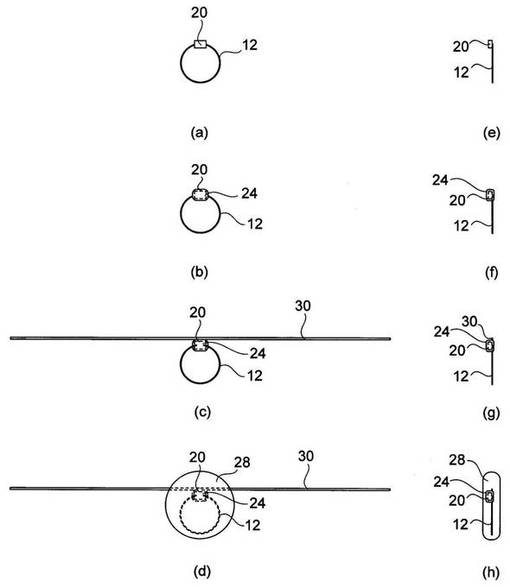
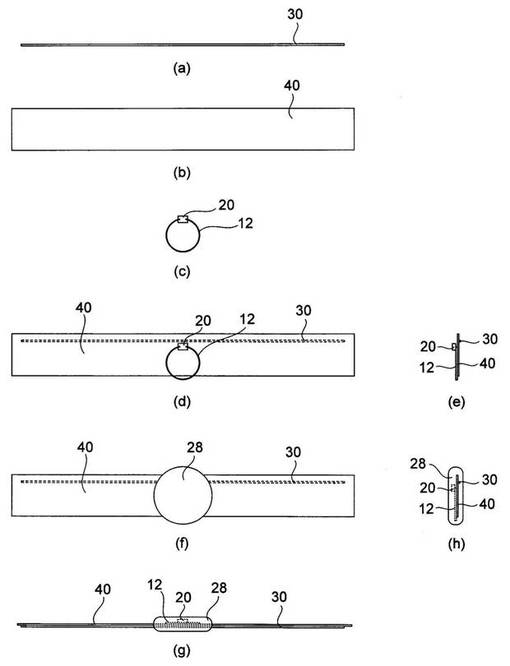
まず、図1および図2を参照して、本発明の実施例1におけるRFIDタグ(Radio Frequency Identification Tag)およびRFIDタグの製造方法について説明する。図1(a)〜(c)および図2(a)〜(h)は本実施例におけるRFIDタグの製造工程図である。
【0016】
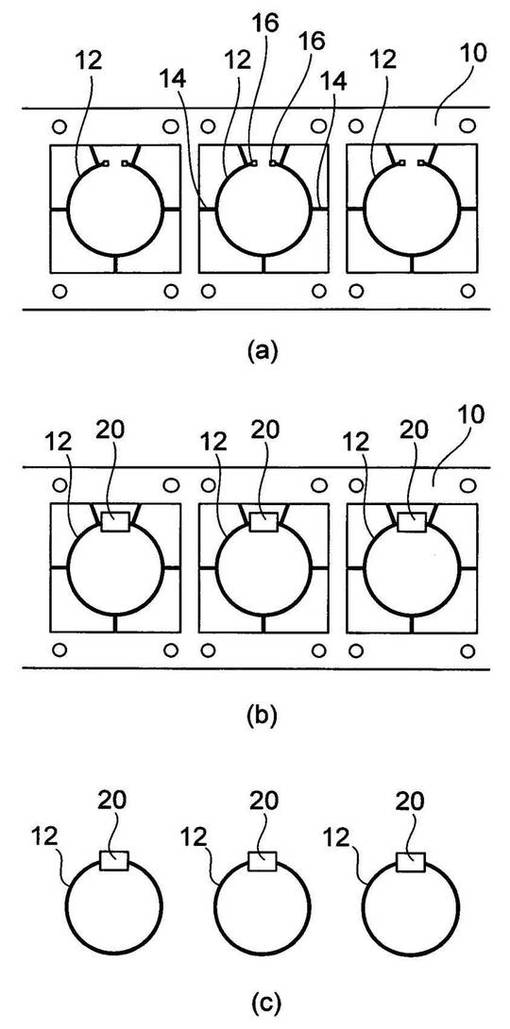
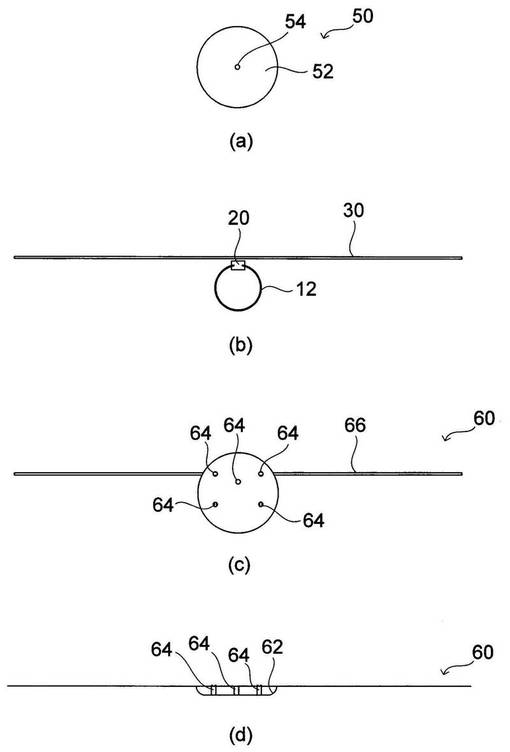
図1(a)は、本実施例のRFIDタグに用いられる(半導体デバイス実装前の)メタルストリップ10の平面図を示している。メタルストリップ10は、例えば0.15mm程度の厚さを有する銅系又は鉄系の金属薄板からなり、スタンピング(プレス加工)又はエッチング加工により形成される。無線通信を行うRFIDタグのアンテナとして機能するループアンテナ(ここでは微小ループアンテナを含む)12、および、後述の半導体デバイスを実装して電気的に接続するための端子16を備えて構成される。またループアンテナ12は、連結部14により保持されている。ただし、本実施例のループアンテナ12および端子16は図1(a)に示されるような構造に限定されるものではない。
【0017】
なお、本実施例のループアンテナ12はメタルストリップの中側で保持されているが、これに限定されるものではない。ループアンテナ12は、例えば後述の主アンテナ30と同様に導電繊維により形成してもよく、また、金属片と導電繊維のハイブリッド構成や、メタルコイルまたはエッジワイズコイル(コイルループ)により形成することもできる。
【0018】
続いて、図1(b)に示されるように、メタルストリップ10の端子16の上に半導体デバイス20を実装する。図1(b)は、半導体デバイス実装後のメタルストリップ10の平面図である。半導体デバイス20は、メタルストリップ10の端子16の上に実装され、半田を用いてループアンテナ12(端子16)と電気的に接続される。本実施例において、半導体デバイス20は、樹脂でパッケージ化されていない半導体チップ(ベアチップ)である。なお本実施例では、ベアチップである半導体デバイス20は、フリップチップ実装により端子16との間の電気的接続をとっているが、これに限定されるものではなく、例えば片方の端子にチップをダイボンディングし、もう一方へのワイヤボンディングにより端子16との間の電気的接続をとるように構成してもよい。また、ハンダ接続、溶着、カシメにより電気的接続を行ってもよい。
【0019】
なお、半導体デバイス20として、ベアチップを樹脂封止して構成された半導体パッケージ(ICパッケージ)を用いてもよい。この場合、好ましくは面実装型半導体パッケージが用いられる。半導体デバイス20として半導体パッケージを用いた場合、以下のようなメリットがある。例えば、RFIDタグをクリーンルームで製造する必要がなく、RFIDタグを低コストで製造可能となる。また、半導体デバイス20として予め良品のみの半導体デバイスを選択して端子16(ループ端子)の上に実装することができる。さらに、端子16にメッキ等の表面処理を行う必要がない。
【0020】
続いて、図1(c)に示されるように、メタルストリップ10は、連結部14にてカットされ、個片化される。図1(c)は、個片化後において、半導体デバイス20を搭載したループアンテナ12の平面図を示している。また図2(a)は、図1(c)に示される3つのループアンテナ12の一つの平面図であり、図2(e)は図2(a)の側面図である。図2(a)、(e)に示されるように、ループアンテナ12の上に半導体デバイス20が実装されている。後述のように、ループアンテナ12は、主アンテナ30と電気的に導通することなく電気的に結合(電磁結合)される。なお本実施例では、メタルストリップ10の連結部14をカットしてループアンテナ12を個片化した後に樹脂封止(一次成形)が行われるが、連結部14のカット前に(個片化前に)樹脂封止を行ってもよい。
【0021】
続いて、図2(b)の平面図および図2(f)の側面図に示されるように、半導体デバイス20(ベアチップ)を樹脂24(一次成形樹脂)で封止する。樹脂24は、エポキシ樹脂などの熱硬化性樹脂であり、少なくとも、メタルストリップ10上に搭載した半導体デバイス20、半田、および、端子16を封止する(覆う)。このように樹脂24を用いてICチップとしての半導体デバイス20を保護することにより、効果的に強度を向上させることができる。本実施例において、樹脂24による一次成形はポッティング成形により行われる。ただし本実施例はこれに限定されるものではなく、トランスファモールドや圧縮成形により樹脂封止を行うこともできる。
【0022】
後述の二次成形で用いられる樹脂28(熱可塑性樹脂)は、その溶融温度が200〜300℃であり、二次成形時に半田の接合が破壊される可能性があるため、融点の高い鉛フリー半田を用いることが望ましい。一方、樹脂24(熱硬化性樹脂)の溶融温度は160℃程度であるため、半田の溶融温度に達しない。このため、樹脂24を用いた一次成形を行うことにより、後述の樹脂28(熱可塑性樹脂)を用いた樹脂封止の際(二次成形時)に半田が融けるのを防止することができる。また、熱可塑性樹脂を用いた樹脂封止の場合、熱硬化性樹脂の場合よりも射出圧が高い。このため、一次成形を行うことにより、半導体デバイス20とメタルストリップ10(端子16)との間の接合破壊を防止することができる。さらに、熱可塑性樹脂は、一般的に0.3mm以下の小さな隙間に充填することは困難である。このため、半導体デバイス20とメタルストリップ10との間の半田接合部の近傍に空洞(エアだまり)が生じやすい。このような空洞が存在すると、温度変化によるエアの膨張及び収縮により半田接合部が破壊される可能性がある。一方、熱硬化性樹脂は、例えば数μmの小さな隙間にも充填可能である。
【0023】
このように、樹脂24(熱硬化性樹脂)を用いた一次成形は、半導体デバイス20とメタルストリップ10との間の接合(半田)を後述の二次成形時における熱および射出圧等から保護するために行われる。なお本実施例において、樹脂24としては例えばエポキシ樹脂が用いられるが、これに限定されるものではなく、フェノール系樹脂やシリコーン系樹脂などを用いてもよい。また、半導体デバイス20の全体を樹脂24で覆う代わりに、半導体デバイス20とメタルストリップ10(端子16)との間のみをFC接続およびアンダーフィル成形してもよい。なお、本実施例では、樹脂24(一次成形樹脂)として熱硬化性樹脂が用いられるが、半田接続部の信頼性が確保される場合には熱可塑性樹脂を用いてもよい。
【0024】
続いて図2(c)の平面図および図2(g)の側面図に示されるように、導電繊維により形成された主アンテナ30をループアンテナ12の近傍に配置する。導電繊維とは、例えば、SUSや銅などの金属細線繊維、SUSや銅などを有機物で被覆した金属細線繊維、導電性フィラーを練りこんだ繊維、金属被覆繊維、導電性有機ポリマー繊維であるが、これらに限定されるものではない。また、本実施例の導電繊維としては、拠り線が用いられる。拠り線を用いると、樹脂封止後の導電繊維の抜けをより効果的に防ぐことができる。ただし本実施例はこれに限定されるものではなく、導電繊維として単線を用いてもよい。
【0025】
このように本実施例では、導電繊維を用いて主アンテナ30を形成しているため、衣服などの布に容易に取り付けることができる。また、導電繊維の糸を用いれば、主アンテナ30を縫製によって所望の形状にすることができ、線状に限定されずにヘリカルアンテナなどの立体アンテナにも応用可能となる。従来、RFIDタグのアンテナは、耐環境性を考慮してフィルムや樹脂などで被覆されているが、このとき電波損失を引き起こして通信距離の妨げになる場合がある。一方、本実施例のように導電繊維を露出させることで、低コストで電波損失を改善することができる。
【0026】
続いて図2(d)の平面図および図2(h)の側面図に示されるように、樹脂封止された半導体デバイス20を搭載したループアンテナ12、および、導電繊維で形成された主アンテナ30の中央の両方を樹脂28(熱可塑性樹脂)で封止する。なお、本実施例の樹脂28は、熱可塑性樹脂に限定されるものではなく、熱硬化性樹脂を用いて形成してもよい。熱硬化性樹脂を用いる場合など、樹脂24の一次成形を行うことなく、ループアンテナ12と主アンテナ30を一括で所定の位置に配置し、所定の形状に封止してもよい。
【0027】
このように本実施例では、主アンテナ30はループアンテナ12に電気的に導通していない(空間的に互いに離れている)。しかし、主アンテナ30とループアンテナ12は互いに近接しており、電磁結合されている。このため、ループアンテナ12および主アンテナ30の両方が組み合わさることにより、RFIDタグのアンテナとしての機能を有する。このように、電磁結合による給電を行うことで、直接的な電気的接続を行うことなくアンテナとして機能するため、導電繊維からなる主アンテナ30を露出しても静電気により半導体デバイス20が破壊される可能性は小さい。またこのとき、主アンテナ30としてSUS金属細線などの強靭性、耐火性、耐腐食性、柔軟性を有する導電繊維を用いれば、使用時のRFIDタグの耐環境性能を向上させることができる。
【0028】
本実施例のRFIDタグは、後述のように衣服などの布に取り付けられて(固着させて)用いられる。このため、導電繊維により形成された主アンテナ30をループアンテナ12に電気的に導通することなく電磁結合させる。このような構成を備えることで、衣服などの布に直接取り付けられる主アンテナ30は、半導体デバイス20を搭載したループアンテナ12と直接接触することなく(空間的に互いに離れた状態で)、アンテナ部としての機能を発揮することができる。このため、本実施例のRFIDタグは、主アンテナ30を布に取り付けた場合でも、半導体デバイス20およびループアンテナ12は破壊されにくい。
【0029】
また、主アンテナ30とループアンテナ12とは空間的に互いに離れているため、所望の電磁結合を行うためにはこれらの空間的な距離(間隔)を一定に保つ必要がある。本実施例において、主アンテナ30およびループアンテナ12は、樹脂28で一括封止(一体成形)することにより、これらの間隔を一定に保つことができるため、信頼性の高いRFIDタグを提供することが可能となる。
【0030】
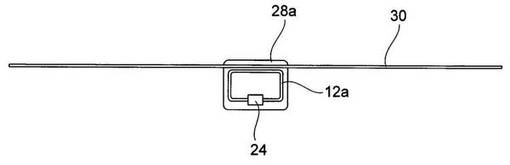
図3は、本実施例におけるRFIDタグの変形例であり、RFIDタグの平面図を示している。図3のRFIDタグは、図1および図2を参照して説明した円形状(楕円形状を含む)のループアンテナ12の代わりに、長方形状(四角形状)のループアンテナ12aを備えている。これに伴い、ループアンテナ12aおよび半導体デバイス20を封止した樹脂24の両方を一括して封止する樹脂28aも長方形状となっている。長方形状のループアンテナ12aを用いると、ループアンテナ12aと主アンテナ30とが最短間隔となる領域が増加するため、より高性能なRFIDタグを提供することができる。また、ループアンテナ12aと主アンテナ30との間隔を一定にすることが容易になり、より電磁結合の強いRFIDタグを提供することが可能である。
【0031】
また、図2を参照して説明した半導体デバイス20(樹脂24)は、ループアンテナ12のうち主アンテナ30に最も近い位置に配置されているが、本実施例はこれに限定されるものではない。半導体デバイス20(樹脂24)を、図3に示されるように、ループアンテナ12aのうち主アンテナ30から最も遠い位置に配置しても、本実施例の効果を得ることができる。この点は、円形状のループアンテナ12および長方形状のループアンテナ12aのいずれの場合でも同様である。
【実施例2】
【0032】
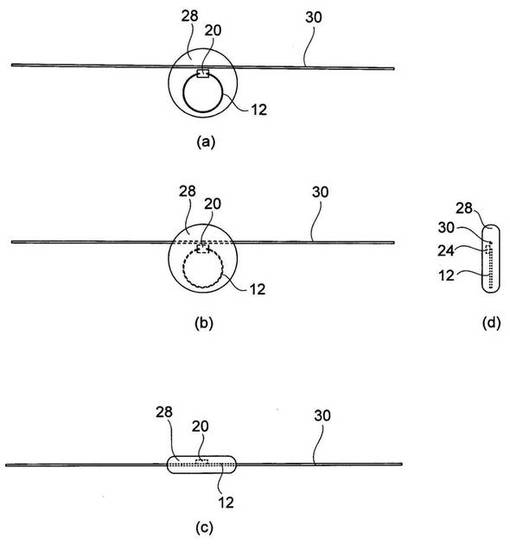
次に、本発明の実施例2におけるRFIDタグについて説明する。図4は、本実施例におけるRFIDタグの構成図である。図4(a)はRFIDタグの内部を示す構成図、図4(b)はRFIDタグの平面図、図4(c)は図4(b)の下側から見た図(正面図)、図4(d)は図4(b)の右側から見た図(側面図)である。図4に示されるように、本実施例のRFIDタグは、半導体デバイス20を直接、樹脂28を用いて主アンテナ30とループアンテナ12とともに一括封止している点で、半導体デバイス20を樹脂24(一次成形樹脂)で封止した後に樹脂28(二次成形樹脂)で一括封止している実施例1と異なる。
【0033】
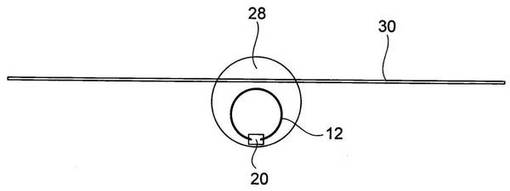
図5は、本実施例におけるRFIDタグの変形例である。図4を参照して説明した半導体デバイス20は、ループアンテナ12のうち主アンテナ30に最も近い位置に配置されているが、本実施例はこれに限定されるものではない。図5に示されるように、半導体デバイス20をループアンテナ12のうち主アンテナ30から最も遠い位置に配置しても、本実施例の効果を得ることができる。
【実施例3】
【0034】
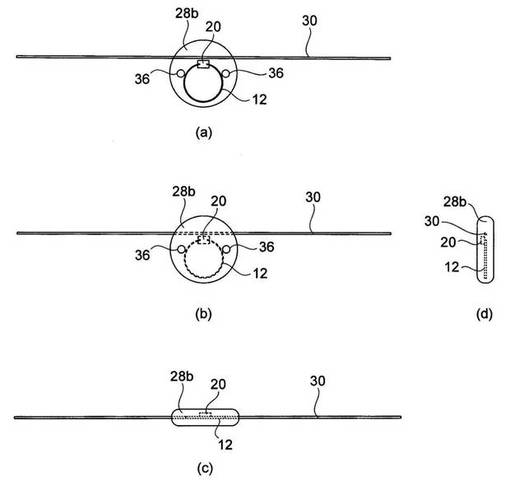
次に、本発明の実施例3におけるRFIDタグについて説明する。図6は、本実施例におけるRFIDタグの構成図である。図6(a)はRFIDタグの内部を示す構成図、図6(b)はRFIDタグの平面図、図6(c)は図6(b)の下側から見た図(正面図)、図6(d)は図6(b)の右側から見た図(側面図)である。本実施例のRFIDタグでは、主アンテナ30、ループアンテナ12、および、半導体デバイス20を一括して封止する樹脂28bに2つの通し孔36が形成されている点で、実施例2とは異なる。このような通し孔36を樹脂28bに形成することで、通し孔36に糸を通すことができる。この結果、RFIDタグを止めボタンと同様に扱うことができ、RFIDタグを衣服などの布に容易に取り付けることが可能となる。また、主アンテナ30は布に刺繍糸により縫い付けても良いし、接着剤により固定しても良い。
【0035】
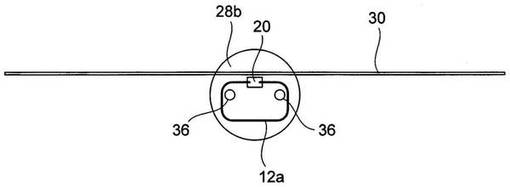
図7は、本実施例におけるRFIDタグの変形例である。図7のRFIDタグは、図6を参照して説明した円形状のループアンテナ12の代わりに、長方形状(四角形状)のループアンテナ12aを備えている。そして、通し孔36が形成された樹脂28bを用いて、ループアンテナ12aおよび半導体デバイス20の両方を一括して封止している。図7に示されるような長方形状のループアンテナ12aを用いると、ループアンテナ12aと主アンテナ30とが最短間隔となる領域が増加するため、より電磁結合の強いRFIDタグを提供することができる。また、ループアンテナ12aと主アンテナ30との間隔を一定にすることが容易になり、より信頼性の高いRFIDタグを提供することが可能である。
【実施例4】
【0036】
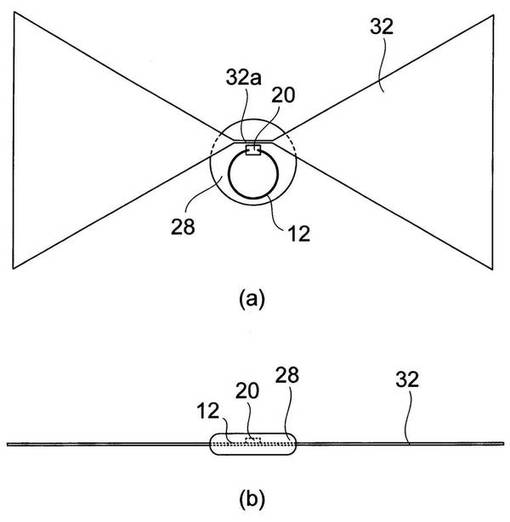
次に、本発明の実施例4におけるRFIDタグについて説明する。図8(a)は本実施例におけるRFIDタグの内部を示す構成図を横にスライスした断面図であり、図8(b)は図8(a)の下側から見た図(正面図)である。
【0037】
図8(a)、(b)に示されるように、本実施例のRFIDタグは、導電繊維により形成された導電布32を備えている。導電布32は、ループアンテナ12(半導体デバイス20)の近傍に配置された電磁結合部32aを有し、主アンテナを構成している。また、導電布32の少なくとも一部(電磁結合部32aの周辺)は、ループアンテナ12および半導体デバイス20とともに樹脂28で封止されている。このように本実施例のRFIDタグは、導電布32を一体成形して構成され、導電布32を主アンテナとして利用する。本実施例では、裁断やプレス加工などにより導電布32を所望の形状にすることができる。
【0038】
本実施例の構成によれば、導電布32(電磁結合部32a)とループアンテナ12とを電気的に導通することなく電磁結合し、かつ、導電布32(電磁結合部32a)とループアンテナ12との間の距離を一定に保つことができるため、信頼性の高いRFIDタグを提供することが可能である。
【0039】
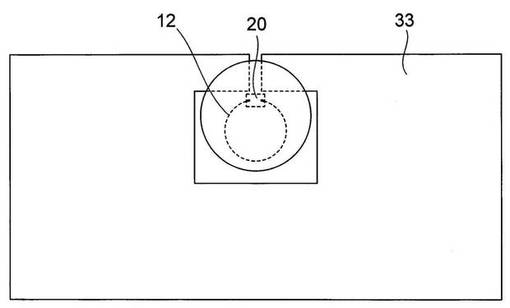
図9は、本実施例におけるRFIDタグの変形例である。本変形例では、導電布32に代えて、導電布33が用いられている。導電布33は、ループアンテナ12の形状と同様に、図中の上側(半導体デバイス20の近傍)に開口部が形成されている。このような構成においても、本実施例の効果を達成することができる。
【実施例5】
【0040】
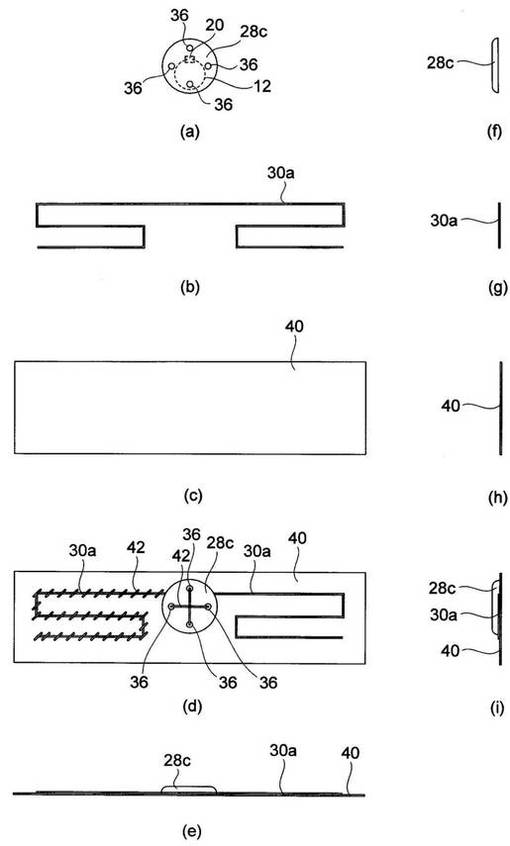
次に、本発明の実施例5におけるRFIDタグについて説明する。図10は、本実施例におけるRFIDタグの取り付け方法を示す図である。図10(a)および図10(f)はそれぞれ、RFIDタグの平面図および側面図である。図10(b)および図10(g)はそれぞれ、導電繊維から形成された主アンテナ30aの平面図および側面図である。図10(c)および図10(h)はそれぞれ、衣服などの布40の平面図および側面図である。図10(d)、図10(e)、図10(i)はそれぞれ、RFIDタグを布40に取り付けた状態の構造を示す平面図、正面図、および、側面図である。
【0041】
図10(a)に示されるように、半導体デバイスとループアンテナは、4つの通し孔36が形成された樹脂28cにより一体成形され、内蔵されており、ボタン状の部品となっている。図10(b)に示されるように、本実施例の主アンテナ30aは、複数の折り曲がり部を備えている。ただし本実施例はこれに限定されるものではなく、直線状の主アンテナを採用してもよい。なお、図10(b)、(g)に示される主アンテナ30aは、図10(a)、(f)に示されるRFIDタグとは別体に形成している。
【0042】
図10(d)に示されるように、ボタン状部品は、通し孔36に糸42を通すことで布40の上に取り付けられる。主アンテナ30aは、図10(d)中の左側に示されるように、30aアンテナ糸自身で縫いつける、または、糸42を用いた刺繍により布40の上に取り付けることができる。また、主アンテナ30aは、図10(d)中の右側に示されるように、接着剤を用いて(糸42を用いずに)布40の上に固定してもよい。
【0043】
本実施例において、導電繊維から形成される主アンテナ30aは、布40を作るときに、布40を構成する横糸または縦糸を用いて(横糸または縦糸と一緒に)形成した後、図10(a)、(f)のボタン状部品を縫い付けてもよい。また、主アンテナ30aは、布40の裏側(RFID樹脂成形体(樹脂28c)の取付面とは反対側)に取り付けてもよい。最終的にはボタン状部品内のループアンテナと主アンテナ30aで、電磁結合され、RFIDタグとして機能する。
【0044】
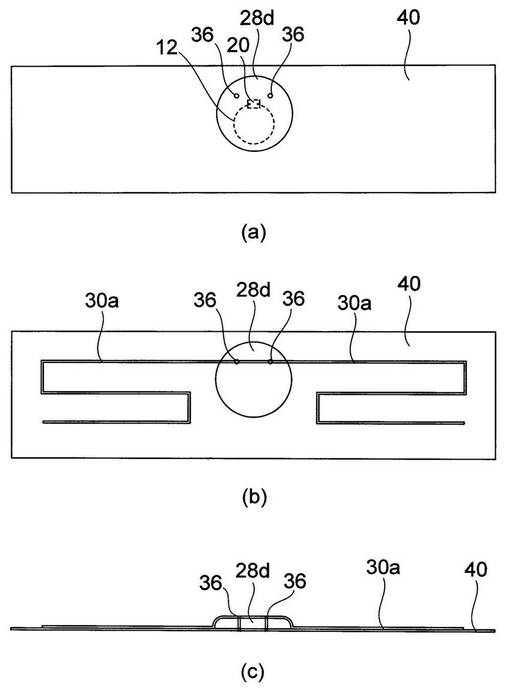
図11は、本実施例におけるRFIDタグの変形例である。図11(a)は樹脂成形体(樹脂28d)を別体の布40の上に単に配置した状態を示す平面図であり、図11(b)は樹脂成形体を主アンテナ30a自体で布40の上に縫い付け又は接着剤により取り付けた状態を示す平面図、図11(c)は図11(b)を下から見た図(正面図)である。図11(c)では主アンテナ30aが布40の上面に描かれているが、主アンテナ30aの導電繊維を糸として縫い付けた場合は、下側にも主アンテナ30aは露出する。図は模式的に記載している。
【0045】
本変形例のRFIDタグは、図11(a)に示されるように2つの通し孔36(ボタン孔)が形成された樹脂28d(半導体デバイスとループアンテナ内蔵の樹脂成形体)を有する。この樹脂成形体は、布40の上の所定の位置に配置された後、図11(b)、(c)に示されるように、導電繊維(ミシン糸)で形成された主アンテナ30aを用いて縫われる。このように本変形例では、樹脂28dを用いてループアンテナ12および半導体デバイス20を一括して封止するとともに通し孔36を形成する。そして、通し孔36に導電繊維を通して樹脂28dを布40に固定することにより、ループアンテナ12と電磁結合した主アンテナ30aが形成される。
【0046】
本変形例では、主アンテナ30a(導電繊維)をミシン糸で構成し、主アンテナ30a自体を用いて樹脂成形体を布40の上に取り付ける。この場合、布40が主アンテナ30aで縫われることでループアンテナ12と電磁結合されるように、通し孔36は樹脂28dの所定の位置に形成されている。このため、ループアンテナ12と主アンテナ30aとの間隔を容易に一定にすることができる。また、本実施例によれば、RFID樹脂成形体(ボタン)を取り外すと、ループアンテナと主アンテナとが分離して通信距離性能が失われるため、プライバシーの保護強化になる。
【実施例6】
【0047】
次に、本発明の実施例6におけるRFIDタグについて説明する。図12は、本実施例におけるRFIDタグの構成図であり、RFIDタグの製造工程を示している。図12(a)は主アンテナ30の平面図、図12(b)は布40の平面図、図12(c)はループアンテナ12及びその上に搭載された半導体デバイス20の平面図である。まず本実施例では、図12(a)〜(c)に示される各構成要素を準備する。
【0048】
続いて図12(d)、(e)に示されるように、布40の表面(一方の面)に半導体デバイス20を搭載したループアンテナ12を配置し、布40の裏面(他方の面)に導電繊維からなる主アンテナ30を配置する。図12(d)はこの状態の平面図であり、図12(e)はその側面図である。
【0049】
続いて図12(f)〜(h)に示されるように、ループアンテナ12および半導体デバイス20を樹脂28で一体的に封止(一体成形)する。このとき、布40の一部も樹脂28で封止される。図12(f)はこの状態のRFIDタグの平面図、図12(g)はその正面図、図12(h)はその側面図である。樹脂28による一体成形は、不図示の金型で図12(d)、(e)に示される各構成要素をクランプして行われる。
【0050】
このように本実施例では、樹脂28を成形することによりRFID樹脂成形体が布40と一体化したRFIDタグを提供することができる。
【0051】
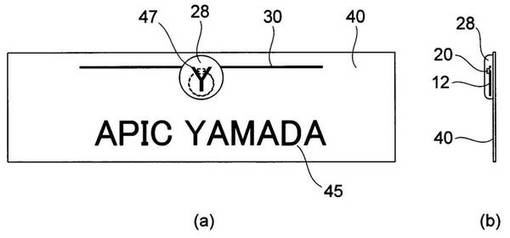
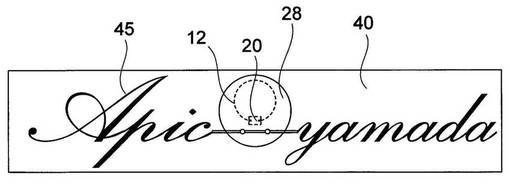
図13は、本実施例におけるRFIDタグの変形例である。図13(a)はRFIDタグの平面図、図13(b)はその側面図である。本変形例では、RFID樹脂成形体(樹脂28)をボタン(RFIDボタン)として扱い、RFID樹脂成形体の近傍において、布40(アップリケ)に所定のマーク45(本実施例では「APIC YAMADA」の文字)を刺繍し、RFID樹脂成形体の上にロゴマーク47(本実施例では「Y」)を設けている。また、図14は、直線状の主アンテナ30の代わりに、導電繊維の糸(ミシン糸)を用いて所定のマーク45(例えば、一筆書きで「Apic yamada」の文字)を布40に刺繍することで、マーク45に主アンテナ30としての機能を持たせる(または、主アンテナにマークとしての機能を持たせる)ことも可能である。
【実施例7】
【0052】
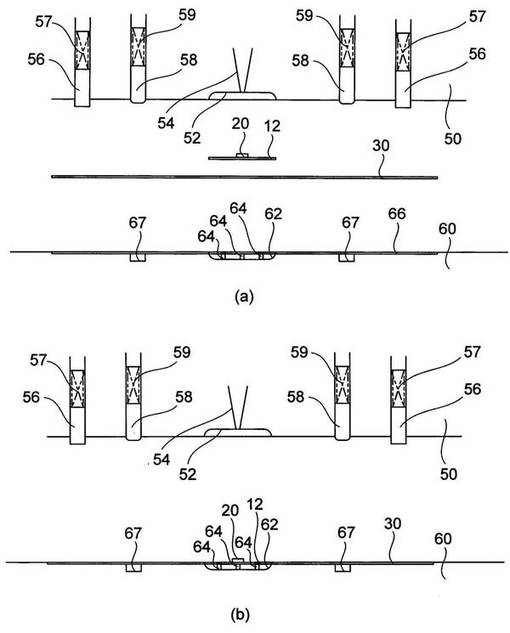
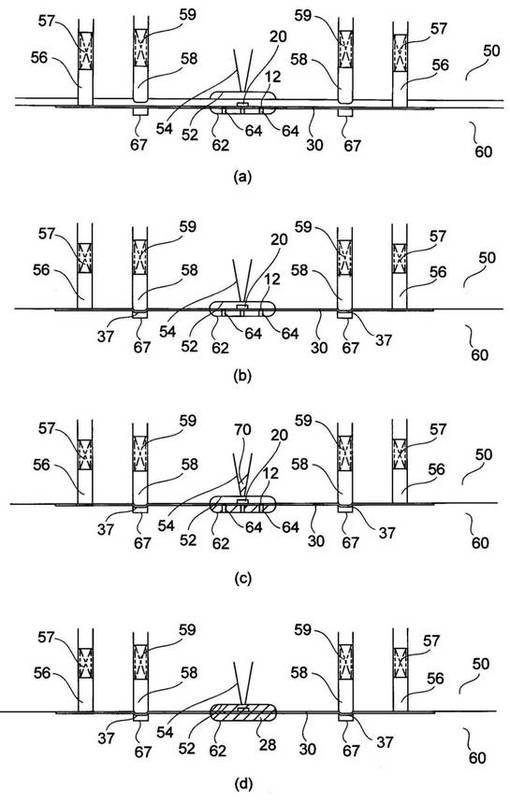
次に、本発明の実施例7におけるRFIDタグの製造方法(樹脂成形方法)およびその樹脂成形の際に用いられる金型について説明する。図15および図16は、本実施例における金型を用いたRFIDタグの製造工程図である。図15はクランプ前における金型の断面図であり、図15(a)は一方金型50と他方金型60のいずれも主アンテナ30から離れている状態(型開状態)、図15(b)は主アンテナ30が他方金型60の上に配置されている状態(型セット状態)をそれぞれ示している。また、図16はクランプ工程およびクランプ後における金型の断面図であり、図16(a)はクランプブロックにて主アンテナをクランプした状態、図16(b)は、さらに金型が閉じてテンションブロックで主アンテナを他方金型にある凹溝に押し込みテンションをかけた状態、図16(c)は樹脂封止中の状態(射出開始状態)、図16(d)は樹脂封止後の状態(充填完了状態)をそれぞれ示している。
【0053】
本実施例の金型は、主に、一方金型50および他方金型60を備えて構成されている。本実施例の樹脂封止は、一方金型50と他方金型60とを用いて、半導体デバイス20が搭載されたループアンテナ12(または、半導体デバイス20およびループアンテナ12の一部が樹脂24で覆われた構造体)に対して樹脂28を射出成形することにより行われる。図15(a)、(b)に示されるように、一方金型50および他方金型60は、RFIDタグのパッケージ外形を形成するためのキャビティ52、62(凹部)をそれぞれ備える。樹脂28は、これらのキャビティの内部に射出成形される。
【0054】
一方金型50には、樹脂28を射出するためのスプル54が設けられている。本実施例では、樹脂28として熱可塑性樹脂を用いているが、これに限定されるものではなく、弾性を有したエラストマー樹脂等の他の樹脂でもよい。また、熱硬化性樹脂でトランスファ成形又は圧縮成形で封止してもよい。
【0055】
また一方金型50には、クランプブロック56およびテンションブロック58が設けられている。クランプブロック56は、導電繊維からなる主アンテナ30をクランプするように構成されている。このためクランプブロック56は、スプリング57により図15(a)中の下方向に付勢されている。テンションブロック58は、他方金型60の設けられた後述の凹溝67に主アンテナ30を押し込み、テンションを加えるように構成されている。このためテンションブロック58は、スプリング57により図15(a)中の下方向に付勢されている。
【0056】
他方金型60は、RFIDタグのパッケージ外形、ループアンテナ12、および、主アンテナ30が所望の位置関係(パッケージの厚さ方向やパッケージの主面方向における位置関係)となるように位置合わせを行う可動ピン64(可動手段)を備える。このように、樹脂28は、主アンテナ30、ループアンテナ12、および、半導体デバイス20の位置合わせを行う可動ピン64を備えた金型でクランプして封止される。なお、本実施例において、可動ピン64の詳細については後述する。
【0057】
また、他方金型60には主アンテナ30を載置するための凹部66が形成されている。凹部66は、主アンテナ30に対応する形状および大きさ(長さ)を有し、図15(b)に示されるように主アンテナ30を載置可能に構成されている。更に、他方金型60には凹溝67が形成されている。凹溝67は、一方金型50のテンションブロック58に対応する位置に設けられており、テンションブロック58が押し込まれる(挿入される)ように構成されている。
【0058】
樹脂封止を行う際には、まず図16(a)に示されるように、一方金型50と他方金型60とを用いて、主アンテナ30および半導体デバイス20を搭載したループアンテナ12(ループアンテナ組立体)の両方をクランプする。スプル54が設けられた一方金型50は、第1の面側(半導体デバイス20の搭載面側)から主アンテナ30およびループアンテナ12を押さえ付ける。他方金型60は、第1の面とは反対の第2の面側から主アンテナ30およびループアンテナ12を押さえ付ける。図16(a)に示される時点において、主アンテナ30はクランプブロック56で押さえ付けられており、テンションブロック58は主アンテナ30に接触していない。このとき、主アンテナ30およびループアンテナ12は、可動ピン64(可動手段)により支えられるとともに、可動ピン64により位置合わせが行われる。ただし、テンションブロック58により主アンテナ30にテンション(張力)を加える構成を採用すれば、主アンテナ30を支えるための可動ピンを用いなくてもよい。張力をかける方法はこれに限定されるものではなく、例えば、金型外部にテンション制御のユニットを用いることもできる。
【0059】
続いて図16(b)に示されるように、一方金型50を更に押し下げると、一方金型50のテンションブロック58が他方金型60の凹溝67に押し込まれる(型閉じ)。このとき、主アンテナ30のブロック接触部37は、テンションブロック58により凹溝67に押し込まれ、主アンテナ30にはテンション(張力)が加えられる。このとき、一方金型50と他方金型60とは完全に主アンテナ30をクランプし、キャビティ52、62によりRFID樹脂成形体(樹脂28)の形状を決定する空間が形成される。
【0060】
続いて図16(c)に示されるように、一方金型50に設けられたスプル54から溶融樹脂29をキャビティ52、62の内部に供給する。このため、溶融樹脂29は一方側から射出成形される。このとき、主アンテナ30およびループアンテナ12を支えていた可動ピン64は、キャビティ52、62の内部に所定量の溶融樹脂29が充填されると(例えば、キャビティの半分程度が溶融樹脂29で充填されると)、下側に引っ込む(移動してキャビティ62の内部から退避する)。このように本実施例の可動ピン64は、キャビティの内部に充填された樹脂の量に応じて移動するように構成されている。ただし、主アンテナ30およびループアンテナ12は、キャビティ内部の半分程度が溶融樹脂29で充填されているため、溶融樹脂29により支えられており、可動ピン64により決定された位置を維持する。
【0061】
そして図16(d)に示されるように、溶融樹脂29がキャビティ52、62の内部に行き渡って完全に充填されると、樹脂封止は完了する。このとき、可動ピン64はキャビティ内部から退避しているため、キャビティ52、62に応じた外形を有する樹脂28が形成される。
【0062】
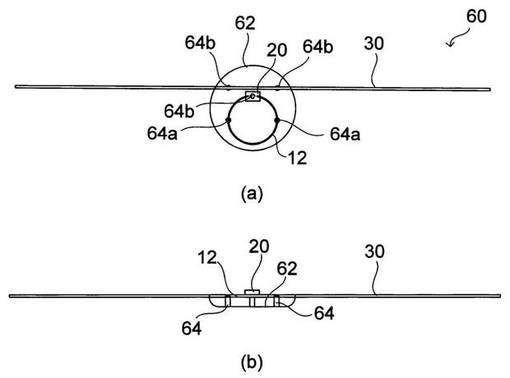
図17は、本実施例における金型の構成図であり、図17(a)は一方金型50の平面図、図17(b)は樹脂封止前のRFIDタグ構造体(主アンテナ30および半導体デバイス20を搭載したループアンテナ12)、図17(c)は他方金型60の平面図、図17(d)は他方金型60の断面図である。図17(a)に示されるように、一方金型50には成形樹脂の外形となるキャビティ52(凹部)が形成されており、また、キャビティ52の内部に溶融樹脂29を供給するためのスプル54が形成されている。
【0063】
図17(c)に示されるように、他方金型60には成形樹脂の外形となるキャビティ62(凹部)が形成されている。キャビティ62の内部には5つの可動ピン64が設けられている。また、図17(b)に示されるように、本実施例のRFIDタグ構造体は導電繊維からなる主アンテナ30を備える。このため本実施例の金型(他方金型60)は、半導体デバイス20を搭載したループアンテナ12に加えて、主アンテナ30についてもクランプする必要がある。なお、主アンテナのクランプは必ずしも必要なものではないため、成形条件によってはクランプしない場合もある。そこで他方金型60には、主アンテナ30を配置(収納)するための凹部66が設けられている。
【0064】
図18は、本実施例における金型(他方金型60)に樹脂封止前のRFIDタグ構造体をセットした状態を示す図である。図18(a)は他方金型60の平面図、図18(b)はその断面図をそれぞれ示している。図18(a)に示されるように、他方金型60の上にRFIDタグ構造体を配置すると、ループアンテナ12は2つの可動ピン64aにより支持され、主アンテナ30は2つの可動ピン64bにより支持され、半導体デバイス20は1つの可動ピン64cにより支持される。前述のように、可動ピン64(64a、64b、64c)は樹脂封止中に移動してキャビティ内部から退避する。なお、主アンテナのクランプ64bは必ずしも必要なものではないため、成形条件によってはクランプしない場合もある。このため、成形樹脂の外形(パッケージ外形)に影響を与えることなく、主アンテナ30、および、半導体デバイス20を搭載したループアンテナ12の位置合わせを行うとともにこれらを支えることができるため、信頼性の高いRFIDタグを製造することが可能となる。なお、本実施例では合計5つの可動ピンを用いているが、これに限定されるものではない。各種の可動ピンの個数や位置は、必要に応じて適宜変更可能である。
【0065】
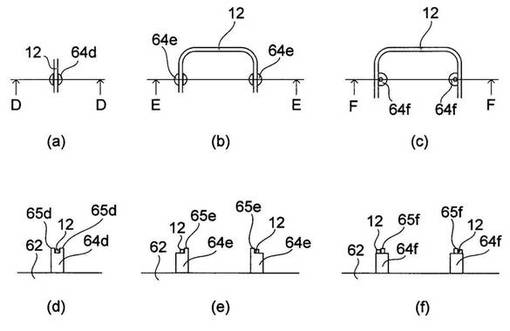
図19は、本実施例における可動ピンのバリエーションである。図19(a)〜(c)はそれぞれ種類の異なる可動ピン64d〜64fの平面図を示し、図19(d)〜(f)はそれぞれ図19(a)〜(c)の可動ピン64d〜64fのD−D面、E−E面、F−F面での断面図を示す。
【0066】
図19(a)、(d)に示される可動ピン64dは、両側に凸部65dを有する(両側に凸部65d(壁面)を備えた凹部を有する)可動ピン(U字型ピン)である。ループアンテナ12は、可動ピン64dの凹部に収納されることで支えられ、移動が制限される。図19(b)、(e)に示される可動ピン64eは、ループアンテナ12のループ内側にのみ凸部65eを有する可動ピン(片側凸型ピン)である。ループアンテナ12は、凸部65eにより移動が制限される。図19(c)、(f)に示される可動ピン64fは、その中央部に突起部65fを有する可動ピン(中心凸型ピン)である。ループアンテナ12は、可動ピン64fの凸部65fにより移動が制限される。
【0067】
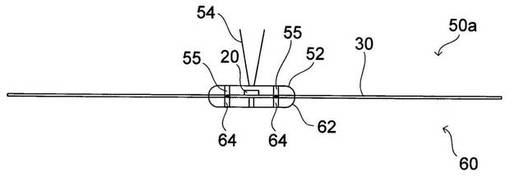
図20は、本実施例における金型(可動ピン)の変形例である。本変形例では、他方金型60に可動ピン64が設けられているのに加えて、一方金型50aにも可動ピン55が設けられている。可動ピン55は、溶融樹脂が所定量だけキャビティ内部に充填されると、上側に引っ込む(退避する)。このような構成により、ループアンテナ12は可動ピン64、55によりその両面側から保持される。また、主アンテナ30または半導体デバイス20についてもその両面側から保持するように可動ピンを設けてもよい。本変形例によれば、両面側に可動ピンを設けることにより、より安定的で高信頼性の樹脂封止が可能となる。
【実施例8】
【0068】
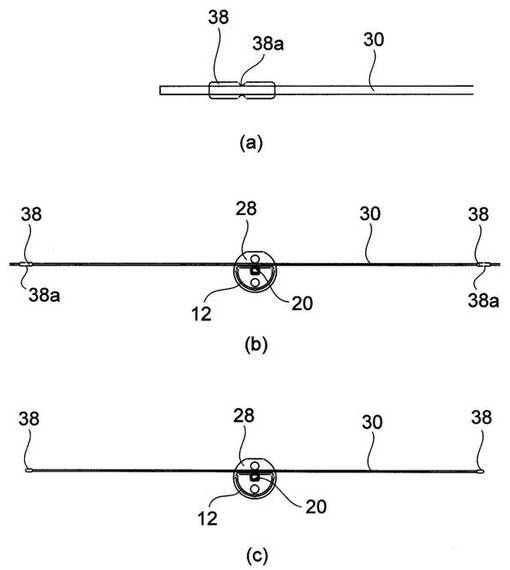
次に、本発明の実施例8におけるRFIDタグについて説明する。図21は、本実施例におけるRFIDタグの構成図であり、図21(a)は主アンテナ30の所定の位置に成形した樹脂38の拡大断面図、図21(b)はRFIDタグの全体図、図21(c)は樹脂38のカット位置でカットしたRFIDタグの構成図である。本実施例のRFIDタグは、図21(b)に示されるような全体構造を有する。この状態は、RFIDタグ構造体が複数個繋がっている状態であり、一つのRFIDタグ構造体に分離する必要がある。なお、必ずしも複数個繋がっている必要はなく、個片であってもよい。この分離は、主アンテナ30に成形された樹脂38の凹部においてカットすることにより行われる。
【0069】
図21(a)に示されるように、主アンテナ30の所定の位置(カット位置)には、樹脂38が成形されている。樹脂38の中央部には凹部38aが形成されており、凹部38aにおいて主アンテナ30(樹脂38)はカットされる。カット後、図21(b)の繋がった構造(複数のRFIDタグ)は、図21(c)に示されるように個片化される。カット後の主アンテナ30の端部(両端部)には、樹脂38が形成されている。
【0070】
本実施例の構成によれば、主アンテナ30(導電繊維)に樹脂38が成形されているため、主アンテナ30のほつれを防止することができる。カット時に主アンテナ30のほつれが大きい場合、外観が良くなく、RFIDタグを対象物に取り付ける際に手間が生じる。このため、本実施例によれば、対象物に取り付け容易なRFIDタグを提供することができる。また、高性能なアンテナ機能を有するには、主アンテナ30の長さが重要である。このため、主アンテナ30に樹脂38を成形することにより、樹脂38がカット位置の目印となり均一で高性能なアンテナ機能を有するRFIDタグを提供することができる。
【0071】
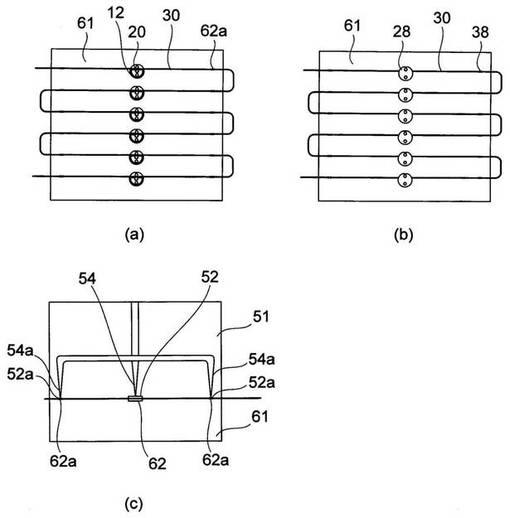
図22は、本実施例のRFIDタグを成形する際に用いられる金型の構成図である。図22(a)および図22(b)は、金型(他方金型)の平面図であり、それぞれ、樹脂成形前および樹脂成形後のRFIDタグを配置した状態を示している。図22(c)は、金型(一方金型51、他方金型61)の断面図を示している。
【0072】
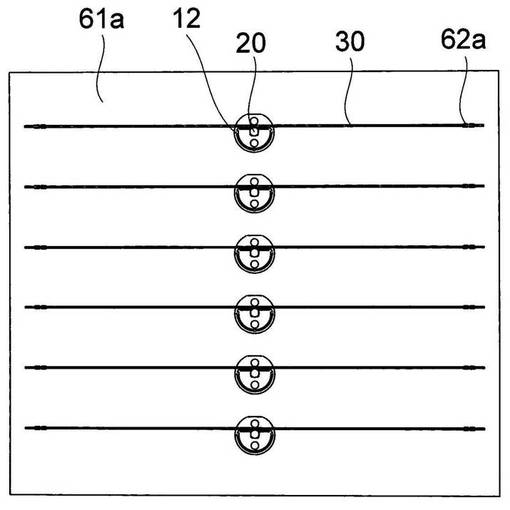
図22(a)〜(c)に示されるように、本実施例の金型(一方金型51、他方金型61)は、同時に複数(6個)のRFIDタグを樹脂封止可能に構成されている。ただし同時に樹脂封止可能なRFIDタグの個数はこれに限定されるものではない。樹脂成形の際(RFIDタグ構造体のセット時)には、導電繊維からなる主アンテナ30は繋がっており、所定の位置(カット位置)に樹脂38を成形するためのキャビティ52a、62a(凹部)が設けられている。一方金型51および他方金型61を用いてRFIDタグ構造体をクランプし、スプル54、54aからキャビティ52、62、52a、62aに向けて樹脂を射出することにより、キャビティ52、62、52a、62aの内部は樹脂28、38で充填される。ただし本実施例はこれに限定されるものではなく、複数のRFIDタグ構造体の主アンテナ30が互いに分離されている場合(隣り合う主アンテナ30が繋がっていない場合)にも、図23に示されるような金型(他方金型61a)を用いることにより適用可能である。
【0073】
上記各実施例によれば、RFIDタグ構造体(主アンテナ、ループアンテナ、半導体デバイス)を成形樹脂圧から保護しながら安定的に固定した状態で信頼性の高い樹脂成形を行うことができる。このため、人体に触れても違和感を与えることのない、衣服などの布に取付可能な信頼性の高いRFIDタグ、RFIDタグの製造方法、および、RFIDタグの製造に用いられる金型を提供することができる。
【0074】
以上、本発明の実施例について具体的に説明した。ただし本発明は上記実施例として記載された事項に限定されるものではなく、本発明の技術思想を逸脱しない範囲内で適宜変更が可能である。
【0075】
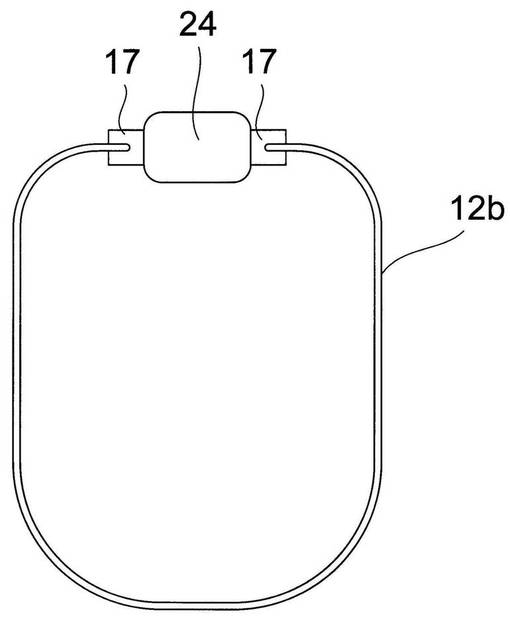
例えば、主アンテナとループアンテナは必ずしも電磁結合である必要はなく、電界結合、誘電結合、磁界結合、電磁界結合であっても、主アンテナとループアンテナが物理的に直接的に導通接続せずに間接的に電気的に結合されればよい。また本実施例ではループアンテナを金属薄板で形成したが、図24に示されるように、主アンテナと同様にループアンテナを導電繊維で形成することもできる。この場合、接続用の金属板17を用い、導電繊維からなるループアンテナ12bの両端を金属板17の上に溶着する。更に、半導体デバイス20を封止した樹脂24(熱硬化性樹脂)を、金属板17の上に実装してループアンテナ12bと電気的に接続させる。
【0076】
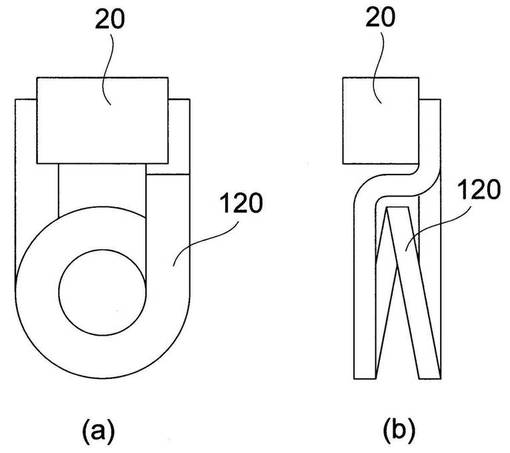
また、図25(図25(a)の平面図、図25(b)の側面図)および実施例1に記載されているように、エッジワイズコイル120(メタルコイルループ)でループアンテナを形成してもよい。
【符号の説明】
【0077】
10 メタルストリップ
12 ループアンテナ
16 端子
20 半導体デバイス
24、28、38 樹脂
30 主アンテナ
32 導電布
36 通し孔
40 布
50、51 一方金型
52、62 キャビティ
54 スプル
56 クランプブロック
58 テンションブロック
60、61 他方金型
64 可動ピン
120 エッジワイズコイル
【技術分野】
【0001】
本発明は、導電繊維により形成された主アンテナを有するRFIDタグ、RFIDタグの製造方法、および、RFIDタグの製造に用いられる金型に関する。
【背景技術】
【0002】
従来から、一般的に、RFIDタグは、プラスチックフィルム上に金属箔でアンテナ配線(金属アンテナ)を形成し、かつ、ICチップを実装することにより構成されている。しかしながら、このようなRFIDタグを衣服などの布に用いると、プラスチックフィルムが人体に触れることにより違和感を与えることが多い。また、リネンなどの強烈な洗濯および脱水環境下では、その脆弱さのためにRFIDタグ内部の金属アンテナやICチップが破壊される場合がある。
【0003】
また近年、導電繊維を用いたRFIDタグの構造が提案されている。例えば特許文献1には、タグ情報を記憶保持したタグICチップと、このタグICチップと電気的に接続されたタグアンテナ部とを備えたRFIDタグが開示されている。このタグアンテナ部は、その端部がタグICチップに電気的に接続された導電性を有する炭素繊維の紐で形成されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2009−289003号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、特許文献1の構成では、導電性を有する炭素繊維の紐で形成されたタグアンテナ部がICチップに電気的に接続されている。このため、ICチップが静電気により破壊されるおそれがある。
【0006】
そこで本発明は、人体に触れても違和感を与えることのない、衣服などの布に取付可能な信頼性の高いRFIDタグ、RFIDタグの製造方法、および、RFIDタグの製造に用いられる金型を提供する。
【課題を解決するための手段】
【0007】
本発明の一側面としてのRFIDタグは、無線通信を行うRFIDタグであって、導電繊維により形成された主アンテナと、前記主アンテナと電気的に直接的に導通接続することなく電気的に結合されたループアンテナと、前記ループアンテナの端子と電気的に接続された半導体デバイスと、前記主アンテナ、前記ループアンテナ、および、前記半導体デバイスを一括して封止する樹脂とを有する。
【0008】
本発明の他の側面としてのRFIDタグの製造方法は、無線通信を行うRFIDタグの製造方法であって、ループアンテナを形成する工程と、前記ループアンテナの端子に半導体デバイスを搭載して電気的に接続する工程と、導電繊維で形成された主アンテナと前記ループアンテナとを電気的に導通させることなく電気的に結合させるように、該主アンテナおよび前記ループアンテナを配置する工程と、樹脂を用いて、前記主アンテナ、前記ループアンテナ、および、前記半導体デバイスを一括して封止する工程とを有する。
【0009】
本発明の他の側面としてのRFIDタグの製造方法は、無線通信を行うRFIDタグの製造方法であって、ループアンテナを形成する工程と、前記ループアンテナの端子に半導体デバイスを搭載して電気的に接続する工程と、樹脂を用いて、前記ループアンテナおよび前記半導体デバイスを一括して封止するとともに通し孔を形成する工程と、前記通し孔に導電繊維を通して前記樹脂を布に固定することにより、前記ループアンテナと直接的に導通接続することなく電気的に結合した主アンテナを形成する工程とを有する。
【0010】
本発明の他の側面としての金型は、RFIDタグを製造するために用いられる金型であって、導電繊維により形成された主アンテナ、および、半導体デバイスを搭載したループアンテナを第1の面側から押さえ付ける一方金型と、前記主アンテナおよび前記ループアンテナを前記第1の面とは反対の第2の面側から押さえ付ける他方金型とを有し、前記一方金型および前記他方金型は、キャビティを備え、前記主アンテナおよび前記ループアンテナをクランプして該キャビティの内部に樹脂を射出成形するために用いられ、前記一方金型および前記他方金型の前記キャビティのうち少なくとも一方には、前記主アンテナおよび前記ループアンテナの位置合わせを行うとともに該主アンテナおよび該ループアンテナを支える可動手段が設けられており、前記可動手段は、前記キャビティの内部に充填された前記樹脂の量に応じて移動するように構成されている。
【0011】
本発明の他の目的及び特徴は、以下の実施例において説明される。
【発明の効果】
【0012】
本発明によれば、人体に触れても違和感を与えることのない、衣服などの布に取付可能な信頼性の高いRFIDタグ、RFIDタグの製造方法、および、RFIDタグの製造に用いられる金型を提供することができる。
【図面の簡単な説明】
【0013】
【図1】実施例1におけるRFIDタグの製造工程図である。
【図2】実施例1におけるRFIDタグの製造工程図である。
【図3】実施例1におけるRFIDタグの変形例である。
【図4】実施例2におけるRFIDタグの構成図である。
【図5】実施例2におけるRFIDタグの変形例である。
【図6】実施例3におけるRFIDタグの構成図である。
【図7】実施例3におけるRFIDタグの変形例である。
【図8】実施例4におけるRFIDタグの構成図である。
【図9】実施例4におけるRFIDタグの変形例である。
【図10】実施例5におけるRFIDタグの取り付け方法を示す図である。
【図11】実施例5におけるRFIDタグの変形例である。
【図12】実施例6におけるRFIDタグの構成図である。
【図13】実施例6におけるRFIDタグの変形例である。
【図14】実施例6におけるRFIDタグの変形例である。
【図15】実施例7における金型を用いたRFIDタグの製造工程図である。
【図16】実施例7における金型を用いたRFIDタグの製造工程図である。
【図17】実施例7における金型の構成図である。
【図18】実施例7における金型(他方金型)に樹脂封止前のRFIDタグ構造体をセットした状態を示す図である。
【図19】実施例7における可動ピンのバリエーションを示す図である。
【図20】実施例7における金型(可動ピン)の変形例である。
【図21】実施例8におけるRFIDタグの構成図である。
【図22】実施例8における金型の構成図である。
【図23】実施例8における金型の変形例である。
【図24】本実施例におけるループアンテナを導電繊維で形成した例である。
【図25】本実施例におけるループアンテナをエッジワイズコイルで構成した場合の図である。
【発明を実施するための形態】
【0014】
以下、本発明の実施例について、図面を参照しながら詳細に説明する。各図において、同一の部材については同一の参照番号を付し、重複する説明は省略する。
【実施例1】
【0015】
まず、図1および図2を参照して、本発明の実施例1におけるRFIDタグ(Radio Frequency Identification Tag)およびRFIDタグの製造方法について説明する。図1(a)〜(c)および図2(a)〜(h)は本実施例におけるRFIDタグの製造工程図である。
【0016】
図1(a)は、本実施例のRFIDタグに用いられる(半導体デバイス実装前の)メタルストリップ10の平面図を示している。メタルストリップ10は、例えば0.15mm程度の厚さを有する銅系又は鉄系の金属薄板からなり、スタンピング(プレス加工)又はエッチング加工により形成される。無線通信を行うRFIDタグのアンテナとして機能するループアンテナ(ここでは微小ループアンテナを含む)12、および、後述の半導体デバイスを実装して電気的に接続するための端子16を備えて構成される。またループアンテナ12は、連結部14により保持されている。ただし、本実施例のループアンテナ12および端子16は図1(a)に示されるような構造に限定されるものではない。
【0017】
なお、本実施例のループアンテナ12はメタルストリップの中側で保持されているが、これに限定されるものではない。ループアンテナ12は、例えば後述の主アンテナ30と同様に導電繊維により形成してもよく、また、金属片と導電繊維のハイブリッド構成や、メタルコイルまたはエッジワイズコイル(コイルループ)により形成することもできる。
【0018】
続いて、図1(b)に示されるように、メタルストリップ10の端子16の上に半導体デバイス20を実装する。図1(b)は、半導体デバイス実装後のメタルストリップ10の平面図である。半導体デバイス20は、メタルストリップ10の端子16の上に実装され、半田を用いてループアンテナ12(端子16)と電気的に接続される。本実施例において、半導体デバイス20は、樹脂でパッケージ化されていない半導体チップ(ベアチップ)である。なお本実施例では、ベアチップである半導体デバイス20は、フリップチップ実装により端子16との間の電気的接続をとっているが、これに限定されるものではなく、例えば片方の端子にチップをダイボンディングし、もう一方へのワイヤボンディングにより端子16との間の電気的接続をとるように構成してもよい。また、ハンダ接続、溶着、カシメにより電気的接続を行ってもよい。
【0019】
なお、半導体デバイス20として、ベアチップを樹脂封止して構成された半導体パッケージ(ICパッケージ)を用いてもよい。この場合、好ましくは面実装型半導体パッケージが用いられる。半導体デバイス20として半導体パッケージを用いた場合、以下のようなメリットがある。例えば、RFIDタグをクリーンルームで製造する必要がなく、RFIDタグを低コストで製造可能となる。また、半導体デバイス20として予め良品のみの半導体デバイスを選択して端子16(ループ端子)の上に実装することができる。さらに、端子16にメッキ等の表面処理を行う必要がない。
【0020】
続いて、図1(c)に示されるように、メタルストリップ10は、連結部14にてカットされ、個片化される。図1(c)は、個片化後において、半導体デバイス20を搭載したループアンテナ12の平面図を示している。また図2(a)は、図1(c)に示される3つのループアンテナ12の一つの平面図であり、図2(e)は図2(a)の側面図である。図2(a)、(e)に示されるように、ループアンテナ12の上に半導体デバイス20が実装されている。後述のように、ループアンテナ12は、主アンテナ30と電気的に導通することなく電気的に結合(電磁結合)される。なお本実施例では、メタルストリップ10の連結部14をカットしてループアンテナ12を個片化した後に樹脂封止(一次成形)が行われるが、連結部14のカット前に(個片化前に)樹脂封止を行ってもよい。
【0021】
続いて、図2(b)の平面図および図2(f)の側面図に示されるように、半導体デバイス20(ベアチップ)を樹脂24(一次成形樹脂)で封止する。樹脂24は、エポキシ樹脂などの熱硬化性樹脂であり、少なくとも、メタルストリップ10上に搭載した半導体デバイス20、半田、および、端子16を封止する(覆う)。このように樹脂24を用いてICチップとしての半導体デバイス20を保護することにより、効果的に強度を向上させることができる。本実施例において、樹脂24による一次成形はポッティング成形により行われる。ただし本実施例はこれに限定されるものではなく、トランスファモールドや圧縮成形により樹脂封止を行うこともできる。
【0022】
後述の二次成形で用いられる樹脂28(熱可塑性樹脂)は、その溶融温度が200〜300℃であり、二次成形時に半田の接合が破壊される可能性があるため、融点の高い鉛フリー半田を用いることが望ましい。一方、樹脂24(熱硬化性樹脂)の溶融温度は160℃程度であるため、半田の溶融温度に達しない。このため、樹脂24を用いた一次成形を行うことにより、後述の樹脂28(熱可塑性樹脂)を用いた樹脂封止の際(二次成形時)に半田が融けるのを防止することができる。また、熱可塑性樹脂を用いた樹脂封止の場合、熱硬化性樹脂の場合よりも射出圧が高い。このため、一次成形を行うことにより、半導体デバイス20とメタルストリップ10(端子16)との間の接合破壊を防止することができる。さらに、熱可塑性樹脂は、一般的に0.3mm以下の小さな隙間に充填することは困難である。このため、半導体デバイス20とメタルストリップ10との間の半田接合部の近傍に空洞(エアだまり)が生じやすい。このような空洞が存在すると、温度変化によるエアの膨張及び収縮により半田接合部が破壊される可能性がある。一方、熱硬化性樹脂は、例えば数μmの小さな隙間にも充填可能である。
【0023】
このように、樹脂24(熱硬化性樹脂)を用いた一次成形は、半導体デバイス20とメタルストリップ10との間の接合(半田)を後述の二次成形時における熱および射出圧等から保護するために行われる。なお本実施例において、樹脂24としては例えばエポキシ樹脂が用いられるが、これに限定されるものではなく、フェノール系樹脂やシリコーン系樹脂などを用いてもよい。また、半導体デバイス20の全体を樹脂24で覆う代わりに、半導体デバイス20とメタルストリップ10(端子16)との間のみをFC接続およびアンダーフィル成形してもよい。なお、本実施例では、樹脂24(一次成形樹脂)として熱硬化性樹脂が用いられるが、半田接続部の信頼性が確保される場合には熱可塑性樹脂を用いてもよい。
【0024】
続いて図2(c)の平面図および図2(g)の側面図に示されるように、導電繊維により形成された主アンテナ30をループアンテナ12の近傍に配置する。導電繊維とは、例えば、SUSや銅などの金属細線繊維、SUSや銅などを有機物で被覆した金属細線繊維、導電性フィラーを練りこんだ繊維、金属被覆繊維、導電性有機ポリマー繊維であるが、これらに限定されるものではない。また、本実施例の導電繊維としては、拠り線が用いられる。拠り線を用いると、樹脂封止後の導電繊維の抜けをより効果的に防ぐことができる。ただし本実施例はこれに限定されるものではなく、導電繊維として単線を用いてもよい。
【0025】
このように本実施例では、導電繊維を用いて主アンテナ30を形成しているため、衣服などの布に容易に取り付けることができる。また、導電繊維の糸を用いれば、主アンテナ30を縫製によって所望の形状にすることができ、線状に限定されずにヘリカルアンテナなどの立体アンテナにも応用可能となる。従来、RFIDタグのアンテナは、耐環境性を考慮してフィルムや樹脂などで被覆されているが、このとき電波損失を引き起こして通信距離の妨げになる場合がある。一方、本実施例のように導電繊維を露出させることで、低コストで電波損失を改善することができる。
【0026】
続いて図2(d)の平面図および図2(h)の側面図に示されるように、樹脂封止された半導体デバイス20を搭載したループアンテナ12、および、導電繊維で形成された主アンテナ30の中央の両方を樹脂28(熱可塑性樹脂)で封止する。なお、本実施例の樹脂28は、熱可塑性樹脂に限定されるものではなく、熱硬化性樹脂を用いて形成してもよい。熱硬化性樹脂を用いる場合など、樹脂24の一次成形を行うことなく、ループアンテナ12と主アンテナ30を一括で所定の位置に配置し、所定の形状に封止してもよい。
【0027】
このように本実施例では、主アンテナ30はループアンテナ12に電気的に導通していない(空間的に互いに離れている)。しかし、主アンテナ30とループアンテナ12は互いに近接しており、電磁結合されている。このため、ループアンテナ12および主アンテナ30の両方が組み合わさることにより、RFIDタグのアンテナとしての機能を有する。このように、電磁結合による給電を行うことで、直接的な電気的接続を行うことなくアンテナとして機能するため、導電繊維からなる主アンテナ30を露出しても静電気により半導体デバイス20が破壊される可能性は小さい。またこのとき、主アンテナ30としてSUS金属細線などの強靭性、耐火性、耐腐食性、柔軟性を有する導電繊維を用いれば、使用時のRFIDタグの耐環境性能を向上させることができる。
【0028】
本実施例のRFIDタグは、後述のように衣服などの布に取り付けられて(固着させて)用いられる。このため、導電繊維により形成された主アンテナ30をループアンテナ12に電気的に導通することなく電磁結合させる。このような構成を備えることで、衣服などの布に直接取り付けられる主アンテナ30は、半導体デバイス20を搭載したループアンテナ12と直接接触することなく(空間的に互いに離れた状態で)、アンテナ部としての機能を発揮することができる。このため、本実施例のRFIDタグは、主アンテナ30を布に取り付けた場合でも、半導体デバイス20およびループアンテナ12は破壊されにくい。
【0029】
また、主アンテナ30とループアンテナ12とは空間的に互いに離れているため、所望の電磁結合を行うためにはこれらの空間的な距離(間隔)を一定に保つ必要がある。本実施例において、主アンテナ30およびループアンテナ12は、樹脂28で一括封止(一体成形)することにより、これらの間隔を一定に保つことができるため、信頼性の高いRFIDタグを提供することが可能となる。
【0030】
図3は、本実施例におけるRFIDタグの変形例であり、RFIDタグの平面図を示している。図3のRFIDタグは、図1および図2を参照して説明した円形状(楕円形状を含む)のループアンテナ12の代わりに、長方形状(四角形状)のループアンテナ12aを備えている。これに伴い、ループアンテナ12aおよび半導体デバイス20を封止した樹脂24の両方を一括して封止する樹脂28aも長方形状となっている。長方形状のループアンテナ12aを用いると、ループアンテナ12aと主アンテナ30とが最短間隔となる領域が増加するため、より高性能なRFIDタグを提供することができる。また、ループアンテナ12aと主アンテナ30との間隔を一定にすることが容易になり、より電磁結合の強いRFIDタグを提供することが可能である。
【0031】
また、図2を参照して説明した半導体デバイス20(樹脂24)は、ループアンテナ12のうち主アンテナ30に最も近い位置に配置されているが、本実施例はこれに限定されるものではない。半導体デバイス20(樹脂24)を、図3に示されるように、ループアンテナ12aのうち主アンテナ30から最も遠い位置に配置しても、本実施例の効果を得ることができる。この点は、円形状のループアンテナ12および長方形状のループアンテナ12aのいずれの場合でも同様である。
【実施例2】
【0032】
次に、本発明の実施例2におけるRFIDタグについて説明する。図4は、本実施例におけるRFIDタグの構成図である。図4(a)はRFIDタグの内部を示す構成図、図4(b)はRFIDタグの平面図、図4(c)は図4(b)の下側から見た図(正面図)、図4(d)は図4(b)の右側から見た図(側面図)である。図4に示されるように、本実施例のRFIDタグは、半導体デバイス20を直接、樹脂28を用いて主アンテナ30とループアンテナ12とともに一括封止している点で、半導体デバイス20を樹脂24(一次成形樹脂)で封止した後に樹脂28(二次成形樹脂)で一括封止している実施例1と異なる。
【0033】
図5は、本実施例におけるRFIDタグの変形例である。図4を参照して説明した半導体デバイス20は、ループアンテナ12のうち主アンテナ30に最も近い位置に配置されているが、本実施例はこれに限定されるものではない。図5に示されるように、半導体デバイス20をループアンテナ12のうち主アンテナ30から最も遠い位置に配置しても、本実施例の効果を得ることができる。
【実施例3】
【0034】
次に、本発明の実施例3におけるRFIDタグについて説明する。図6は、本実施例におけるRFIDタグの構成図である。図6(a)はRFIDタグの内部を示す構成図、図6(b)はRFIDタグの平面図、図6(c)は図6(b)の下側から見た図(正面図)、図6(d)は図6(b)の右側から見た図(側面図)である。本実施例のRFIDタグでは、主アンテナ30、ループアンテナ12、および、半導体デバイス20を一括して封止する樹脂28bに2つの通し孔36が形成されている点で、実施例2とは異なる。このような通し孔36を樹脂28bに形成することで、通し孔36に糸を通すことができる。この結果、RFIDタグを止めボタンと同様に扱うことができ、RFIDタグを衣服などの布に容易に取り付けることが可能となる。また、主アンテナ30は布に刺繍糸により縫い付けても良いし、接着剤により固定しても良い。
【0035】
図7は、本実施例におけるRFIDタグの変形例である。図7のRFIDタグは、図6を参照して説明した円形状のループアンテナ12の代わりに、長方形状(四角形状)のループアンテナ12aを備えている。そして、通し孔36が形成された樹脂28bを用いて、ループアンテナ12aおよび半導体デバイス20の両方を一括して封止している。図7に示されるような長方形状のループアンテナ12aを用いると、ループアンテナ12aと主アンテナ30とが最短間隔となる領域が増加するため、より電磁結合の強いRFIDタグを提供することができる。また、ループアンテナ12aと主アンテナ30との間隔を一定にすることが容易になり、より信頼性の高いRFIDタグを提供することが可能である。
【実施例4】
【0036】
次に、本発明の実施例4におけるRFIDタグについて説明する。図8(a)は本実施例におけるRFIDタグの内部を示す構成図を横にスライスした断面図であり、図8(b)は図8(a)の下側から見た図(正面図)である。
【0037】
図8(a)、(b)に示されるように、本実施例のRFIDタグは、導電繊維により形成された導電布32を備えている。導電布32は、ループアンテナ12(半導体デバイス20)の近傍に配置された電磁結合部32aを有し、主アンテナを構成している。また、導電布32の少なくとも一部(電磁結合部32aの周辺)は、ループアンテナ12および半導体デバイス20とともに樹脂28で封止されている。このように本実施例のRFIDタグは、導電布32を一体成形して構成され、導電布32を主アンテナとして利用する。本実施例では、裁断やプレス加工などにより導電布32を所望の形状にすることができる。
【0038】
本実施例の構成によれば、導電布32(電磁結合部32a)とループアンテナ12とを電気的に導通することなく電磁結合し、かつ、導電布32(電磁結合部32a)とループアンテナ12との間の距離を一定に保つことができるため、信頼性の高いRFIDタグを提供することが可能である。
【0039】
図9は、本実施例におけるRFIDタグの変形例である。本変形例では、導電布32に代えて、導電布33が用いられている。導電布33は、ループアンテナ12の形状と同様に、図中の上側(半導体デバイス20の近傍)に開口部が形成されている。このような構成においても、本実施例の効果を達成することができる。
【実施例5】
【0040】
次に、本発明の実施例5におけるRFIDタグについて説明する。図10は、本実施例におけるRFIDタグの取り付け方法を示す図である。図10(a)および図10(f)はそれぞれ、RFIDタグの平面図および側面図である。図10(b)および図10(g)はそれぞれ、導電繊維から形成された主アンテナ30aの平面図および側面図である。図10(c)および図10(h)はそれぞれ、衣服などの布40の平面図および側面図である。図10(d)、図10(e)、図10(i)はそれぞれ、RFIDタグを布40に取り付けた状態の構造を示す平面図、正面図、および、側面図である。
【0041】
図10(a)に示されるように、半導体デバイスとループアンテナは、4つの通し孔36が形成された樹脂28cにより一体成形され、内蔵されており、ボタン状の部品となっている。図10(b)に示されるように、本実施例の主アンテナ30aは、複数の折り曲がり部を備えている。ただし本実施例はこれに限定されるものではなく、直線状の主アンテナを採用してもよい。なお、図10(b)、(g)に示される主アンテナ30aは、図10(a)、(f)に示されるRFIDタグとは別体に形成している。
【0042】
図10(d)に示されるように、ボタン状部品は、通し孔36に糸42を通すことで布40の上に取り付けられる。主アンテナ30aは、図10(d)中の左側に示されるように、30aアンテナ糸自身で縫いつける、または、糸42を用いた刺繍により布40の上に取り付けることができる。また、主アンテナ30aは、図10(d)中の右側に示されるように、接着剤を用いて(糸42を用いずに)布40の上に固定してもよい。
【0043】
本実施例において、導電繊維から形成される主アンテナ30aは、布40を作るときに、布40を構成する横糸または縦糸を用いて(横糸または縦糸と一緒に)形成した後、図10(a)、(f)のボタン状部品を縫い付けてもよい。また、主アンテナ30aは、布40の裏側(RFID樹脂成形体(樹脂28c)の取付面とは反対側)に取り付けてもよい。最終的にはボタン状部品内のループアンテナと主アンテナ30aで、電磁結合され、RFIDタグとして機能する。
【0044】
図11は、本実施例におけるRFIDタグの変形例である。図11(a)は樹脂成形体(樹脂28d)を別体の布40の上に単に配置した状態を示す平面図であり、図11(b)は樹脂成形体を主アンテナ30a自体で布40の上に縫い付け又は接着剤により取り付けた状態を示す平面図、図11(c)は図11(b)を下から見た図(正面図)である。図11(c)では主アンテナ30aが布40の上面に描かれているが、主アンテナ30aの導電繊維を糸として縫い付けた場合は、下側にも主アンテナ30aは露出する。図は模式的に記載している。
【0045】
本変形例のRFIDタグは、図11(a)に示されるように2つの通し孔36(ボタン孔)が形成された樹脂28d(半導体デバイスとループアンテナ内蔵の樹脂成形体)を有する。この樹脂成形体は、布40の上の所定の位置に配置された後、図11(b)、(c)に示されるように、導電繊維(ミシン糸)で形成された主アンテナ30aを用いて縫われる。このように本変形例では、樹脂28dを用いてループアンテナ12および半導体デバイス20を一括して封止するとともに通し孔36を形成する。そして、通し孔36に導電繊維を通して樹脂28dを布40に固定することにより、ループアンテナ12と電磁結合した主アンテナ30aが形成される。
【0046】
本変形例では、主アンテナ30a(導電繊維)をミシン糸で構成し、主アンテナ30a自体を用いて樹脂成形体を布40の上に取り付ける。この場合、布40が主アンテナ30aで縫われることでループアンテナ12と電磁結合されるように、通し孔36は樹脂28dの所定の位置に形成されている。このため、ループアンテナ12と主アンテナ30aとの間隔を容易に一定にすることができる。また、本実施例によれば、RFID樹脂成形体(ボタン)を取り外すと、ループアンテナと主アンテナとが分離して通信距離性能が失われるため、プライバシーの保護強化になる。
【実施例6】
【0047】
次に、本発明の実施例6におけるRFIDタグについて説明する。図12は、本実施例におけるRFIDタグの構成図であり、RFIDタグの製造工程を示している。図12(a)は主アンテナ30の平面図、図12(b)は布40の平面図、図12(c)はループアンテナ12及びその上に搭載された半導体デバイス20の平面図である。まず本実施例では、図12(a)〜(c)に示される各構成要素を準備する。
【0048】
続いて図12(d)、(e)に示されるように、布40の表面(一方の面)に半導体デバイス20を搭載したループアンテナ12を配置し、布40の裏面(他方の面)に導電繊維からなる主アンテナ30を配置する。図12(d)はこの状態の平面図であり、図12(e)はその側面図である。
【0049】
続いて図12(f)〜(h)に示されるように、ループアンテナ12および半導体デバイス20を樹脂28で一体的に封止(一体成形)する。このとき、布40の一部も樹脂28で封止される。図12(f)はこの状態のRFIDタグの平面図、図12(g)はその正面図、図12(h)はその側面図である。樹脂28による一体成形は、不図示の金型で図12(d)、(e)に示される各構成要素をクランプして行われる。
【0050】
このように本実施例では、樹脂28を成形することによりRFID樹脂成形体が布40と一体化したRFIDタグを提供することができる。
【0051】
図13は、本実施例におけるRFIDタグの変形例である。図13(a)はRFIDタグの平面図、図13(b)はその側面図である。本変形例では、RFID樹脂成形体(樹脂28)をボタン(RFIDボタン)として扱い、RFID樹脂成形体の近傍において、布40(アップリケ)に所定のマーク45(本実施例では「APIC YAMADA」の文字)を刺繍し、RFID樹脂成形体の上にロゴマーク47(本実施例では「Y」)を設けている。また、図14は、直線状の主アンテナ30の代わりに、導電繊維の糸(ミシン糸)を用いて所定のマーク45(例えば、一筆書きで「Apic yamada」の文字)を布40に刺繍することで、マーク45に主アンテナ30としての機能を持たせる(または、主アンテナにマークとしての機能を持たせる)ことも可能である。
【実施例7】
【0052】
次に、本発明の実施例7におけるRFIDタグの製造方法(樹脂成形方法)およびその樹脂成形の際に用いられる金型について説明する。図15および図16は、本実施例における金型を用いたRFIDタグの製造工程図である。図15はクランプ前における金型の断面図であり、図15(a)は一方金型50と他方金型60のいずれも主アンテナ30から離れている状態(型開状態)、図15(b)は主アンテナ30が他方金型60の上に配置されている状態(型セット状態)をそれぞれ示している。また、図16はクランプ工程およびクランプ後における金型の断面図であり、図16(a)はクランプブロックにて主アンテナをクランプした状態、図16(b)は、さらに金型が閉じてテンションブロックで主アンテナを他方金型にある凹溝に押し込みテンションをかけた状態、図16(c)は樹脂封止中の状態(射出開始状態)、図16(d)は樹脂封止後の状態(充填完了状態)をそれぞれ示している。
【0053】
本実施例の金型は、主に、一方金型50および他方金型60を備えて構成されている。本実施例の樹脂封止は、一方金型50と他方金型60とを用いて、半導体デバイス20が搭載されたループアンテナ12(または、半導体デバイス20およびループアンテナ12の一部が樹脂24で覆われた構造体)に対して樹脂28を射出成形することにより行われる。図15(a)、(b)に示されるように、一方金型50および他方金型60は、RFIDタグのパッケージ外形を形成するためのキャビティ52、62(凹部)をそれぞれ備える。樹脂28は、これらのキャビティの内部に射出成形される。
【0054】
一方金型50には、樹脂28を射出するためのスプル54が設けられている。本実施例では、樹脂28として熱可塑性樹脂を用いているが、これに限定されるものではなく、弾性を有したエラストマー樹脂等の他の樹脂でもよい。また、熱硬化性樹脂でトランスファ成形又は圧縮成形で封止してもよい。
【0055】
また一方金型50には、クランプブロック56およびテンションブロック58が設けられている。クランプブロック56は、導電繊維からなる主アンテナ30をクランプするように構成されている。このためクランプブロック56は、スプリング57により図15(a)中の下方向に付勢されている。テンションブロック58は、他方金型60の設けられた後述の凹溝67に主アンテナ30を押し込み、テンションを加えるように構成されている。このためテンションブロック58は、スプリング57により図15(a)中の下方向に付勢されている。
【0056】
他方金型60は、RFIDタグのパッケージ外形、ループアンテナ12、および、主アンテナ30が所望の位置関係(パッケージの厚さ方向やパッケージの主面方向における位置関係)となるように位置合わせを行う可動ピン64(可動手段)を備える。このように、樹脂28は、主アンテナ30、ループアンテナ12、および、半導体デバイス20の位置合わせを行う可動ピン64を備えた金型でクランプして封止される。なお、本実施例において、可動ピン64の詳細については後述する。
【0057】
また、他方金型60には主アンテナ30を載置するための凹部66が形成されている。凹部66は、主アンテナ30に対応する形状および大きさ(長さ)を有し、図15(b)に示されるように主アンテナ30を載置可能に構成されている。更に、他方金型60には凹溝67が形成されている。凹溝67は、一方金型50のテンションブロック58に対応する位置に設けられており、テンションブロック58が押し込まれる(挿入される)ように構成されている。
【0058】
樹脂封止を行う際には、まず図16(a)に示されるように、一方金型50と他方金型60とを用いて、主アンテナ30および半導体デバイス20を搭載したループアンテナ12(ループアンテナ組立体)の両方をクランプする。スプル54が設けられた一方金型50は、第1の面側(半導体デバイス20の搭載面側)から主アンテナ30およびループアンテナ12を押さえ付ける。他方金型60は、第1の面とは反対の第2の面側から主アンテナ30およびループアンテナ12を押さえ付ける。図16(a)に示される時点において、主アンテナ30はクランプブロック56で押さえ付けられており、テンションブロック58は主アンテナ30に接触していない。このとき、主アンテナ30およびループアンテナ12は、可動ピン64(可動手段)により支えられるとともに、可動ピン64により位置合わせが行われる。ただし、テンションブロック58により主アンテナ30にテンション(張力)を加える構成を採用すれば、主アンテナ30を支えるための可動ピンを用いなくてもよい。張力をかける方法はこれに限定されるものではなく、例えば、金型外部にテンション制御のユニットを用いることもできる。
【0059】
続いて図16(b)に示されるように、一方金型50を更に押し下げると、一方金型50のテンションブロック58が他方金型60の凹溝67に押し込まれる(型閉じ)。このとき、主アンテナ30のブロック接触部37は、テンションブロック58により凹溝67に押し込まれ、主アンテナ30にはテンション(張力)が加えられる。このとき、一方金型50と他方金型60とは完全に主アンテナ30をクランプし、キャビティ52、62によりRFID樹脂成形体(樹脂28)の形状を決定する空間が形成される。
【0060】
続いて図16(c)に示されるように、一方金型50に設けられたスプル54から溶融樹脂29をキャビティ52、62の内部に供給する。このため、溶融樹脂29は一方側から射出成形される。このとき、主アンテナ30およびループアンテナ12を支えていた可動ピン64は、キャビティ52、62の内部に所定量の溶融樹脂29が充填されると(例えば、キャビティの半分程度が溶融樹脂29で充填されると)、下側に引っ込む(移動してキャビティ62の内部から退避する)。このように本実施例の可動ピン64は、キャビティの内部に充填された樹脂の量に応じて移動するように構成されている。ただし、主アンテナ30およびループアンテナ12は、キャビティ内部の半分程度が溶融樹脂29で充填されているため、溶融樹脂29により支えられており、可動ピン64により決定された位置を維持する。
【0061】
そして図16(d)に示されるように、溶融樹脂29がキャビティ52、62の内部に行き渡って完全に充填されると、樹脂封止は完了する。このとき、可動ピン64はキャビティ内部から退避しているため、キャビティ52、62に応じた外形を有する樹脂28が形成される。
【0062】
図17は、本実施例における金型の構成図であり、図17(a)は一方金型50の平面図、図17(b)は樹脂封止前のRFIDタグ構造体(主アンテナ30および半導体デバイス20を搭載したループアンテナ12)、図17(c)は他方金型60の平面図、図17(d)は他方金型60の断面図である。図17(a)に示されるように、一方金型50には成形樹脂の外形となるキャビティ52(凹部)が形成されており、また、キャビティ52の内部に溶融樹脂29を供給するためのスプル54が形成されている。
【0063】
図17(c)に示されるように、他方金型60には成形樹脂の外形となるキャビティ62(凹部)が形成されている。キャビティ62の内部には5つの可動ピン64が設けられている。また、図17(b)に示されるように、本実施例のRFIDタグ構造体は導電繊維からなる主アンテナ30を備える。このため本実施例の金型(他方金型60)は、半導体デバイス20を搭載したループアンテナ12に加えて、主アンテナ30についてもクランプする必要がある。なお、主アンテナのクランプは必ずしも必要なものではないため、成形条件によってはクランプしない場合もある。そこで他方金型60には、主アンテナ30を配置(収納)するための凹部66が設けられている。
【0064】
図18は、本実施例における金型(他方金型60)に樹脂封止前のRFIDタグ構造体をセットした状態を示す図である。図18(a)は他方金型60の平面図、図18(b)はその断面図をそれぞれ示している。図18(a)に示されるように、他方金型60の上にRFIDタグ構造体を配置すると、ループアンテナ12は2つの可動ピン64aにより支持され、主アンテナ30は2つの可動ピン64bにより支持され、半導体デバイス20は1つの可動ピン64cにより支持される。前述のように、可動ピン64(64a、64b、64c)は樹脂封止中に移動してキャビティ内部から退避する。なお、主アンテナのクランプ64bは必ずしも必要なものではないため、成形条件によってはクランプしない場合もある。このため、成形樹脂の外形(パッケージ外形)に影響を与えることなく、主アンテナ30、および、半導体デバイス20を搭載したループアンテナ12の位置合わせを行うとともにこれらを支えることができるため、信頼性の高いRFIDタグを製造することが可能となる。なお、本実施例では合計5つの可動ピンを用いているが、これに限定されるものではない。各種の可動ピンの個数や位置は、必要に応じて適宜変更可能である。
【0065】
図19は、本実施例における可動ピンのバリエーションである。図19(a)〜(c)はそれぞれ種類の異なる可動ピン64d〜64fの平面図を示し、図19(d)〜(f)はそれぞれ図19(a)〜(c)の可動ピン64d〜64fのD−D面、E−E面、F−F面での断面図を示す。
【0066】
図19(a)、(d)に示される可動ピン64dは、両側に凸部65dを有する(両側に凸部65d(壁面)を備えた凹部を有する)可動ピン(U字型ピン)である。ループアンテナ12は、可動ピン64dの凹部に収納されることで支えられ、移動が制限される。図19(b)、(e)に示される可動ピン64eは、ループアンテナ12のループ内側にのみ凸部65eを有する可動ピン(片側凸型ピン)である。ループアンテナ12は、凸部65eにより移動が制限される。図19(c)、(f)に示される可動ピン64fは、その中央部に突起部65fを有する可動ピン(中心凸型ピン)である。ループアンテナ12は、可動ピン64fの凸部65fにより移動が制限される。
【0067】
図20は、本実施例における金型(可動ピン)の変形例である。本変形例では、他方金型60に可動ピン64が設けられているのに加えて、一方金型50aにも可動ピン55が設けられている。可動ピン55は、溶融樹脂が所定量だけキャビティ内部に充填されると、上側に引っ込む(退避する)。このような構成により、ループアンテナ12は可動ピン64、55によりその両面側から保持される。また、主アンテナ30または半導体デバイス20についてもその両面側から保持するように可動ピンを設けてもよい。本変形例によれば、両面側に可動ピンを設けることにより、より安定的で高信頼性の樹脂封止が可能となる。
【実施例8】
【0068】
次に、本発明の実施例8におけるRFIDタグについて説明する。図21は、本実施例におけるRFIDタグの構成図であり、図21(a)は主アンテナ30の所定の位置に成形した樹脂38の拡大断面図、図21(b)はRFIDタグの全体図、図21(c)は樹脂38のカット位置でカットしたRFIDタグの構成図である。本実施例のRFIDタグは、図21(b)に示されるような全体構造を有する。この状態は、RFIDタグ構造体が複数個繋がっている状態であり、一つのRFIDタグ構造体に分離する必要がある。なお、必ずしも複数個繋がっている必要はなく、個片であってもよい。この分離は、主アンテナ30に成形された樹脂38の凹部においてカットすることにより行われる。
【0069】
図21(a)に示されるように、主アンテナ30の所定の位置(カット位置)には、樹脂38が成形されている。樹脂38の中央部には凹部38aが形成されており、凹部38aにおいて主アンテナ30(樹脂38)はカットされる。カット後、図21(b)の繋がった構造(複数のRFIDタグ)は、図21(c)に示されるように個片化される。カット後の主アンテナ30の端部(両端部)には、樹脂38が形成されている。
【0070】
本実施例の構成によれば、主アンテナ30(導電繊維)に樹脂38が成形されているため、主アンテナ30のほつれを防止することができる。カット時に主アンテナ30のほつれが大きい場合、外観が良くなく、RFIDタグを対象物に取り付ける際に手間が生じる。このため、本実施例によれば、対象物に取り付け容易なRFIDタグを提供することができる。また、高性能なアンテナ機能を有するには、主アンテナ30の長さが重要である。このため、主アンテナ30に樹脂38を成形することにより、樹脂38がカット位置の目印となり均一で高性能なアンテナ機能を有するRFIDタグを提供することができる。
【0071】
図22は、本実施例のRFIDタグを成形する際に用いられる金型の構成図である。図22(a)および図22(b)は、金型(他方金型)の平面図であり、それぞれ、樹脂成形前および樹脂成形後のRFIDタグを配置した状態を示している。図22(c)は、金型(一方金型51、他方金型61)の断面図を示している。
【0072】
図22(a)〜(c)に示されるように、本実施例の金型(一方金型51、他方金型61)は、同時に複数(6個)のRFIDタグを樹脂封止可能に構成されている。ただし同時に樹脂封止可能なRFIDタグの個数はこれに限定されるものではない。樹脂成形の際(RFIDタグ構造体のセット時)には、導電繊維からなる主アンテナ30は繋がっており、所定の位置(カット位置)に樹脂38を成形するためのキャビティ52a、62a(凹部)が設けられている。一方金型51および他方金型61を用いてRFIDタグ構造体をクランプし、スプル54、54aからキャビティ52、62、52a、62aに向けて樹脂を射出することにより、キャビティ52、62、52a、62aの内部は樹脂28、38で充填される。ただし本実施例はこれに限定されるものではなく、複数のRFIDタグ構造体の主アンテナ30が互いに分離されている場合(隣り合う主アンテナ30が繋がっていない場合)にも、図23に示されるような金型(他方金型61a)を用いることにより適用可能である。
【0073】
上記各実施例によれば、RFIDタグ構造体(主アンテナ、ループアンテナ、半導体デバイス)を成形樹脂圧から保護しながら安定的に固定した状態で信頼性の高い樹脂成形を行うことができる。このため、人体に触れても違和感を与えることのない、衣服などの布に取付可能な信頼性の高いRFIDタグ、RFIDタグの製造方法、および、RFIDタグの製造に用いられる金型を提供することができる。
【0074】
以上、本発明の実施例について具体的に説明した。ただし本発明は上記実施例として記載された事項に限定されるものではなく、本発明の技術思想を逸脱しない範囲内で適宜変更が可能である。
【0075】
例えば、主アンテナとループアンテナは必ずしも電磁結合である必要はなく、電界結合、誘電結合、磁界結合、電磁界結合であっても、主アンテナとループアンテナが物理的に直接的に導通接続せずに間接的に電気的に結合されればよい。また本実施例ではループアンテナを金属薄板で形成したが、図24に示されるように、主アンテナと同様にループアンテナを導電繊維で形成することもできる。この場合、接続用の金属板17を用い、導電繊維からなるループアンテナ12bの両端を金属板17の上に溶着する。更に、半導体デバイス20を封止した樹脂24(熱硬化性樹脂)を、金属板17の上に実装してループアンテナ12bと電気的に接続させる。
【0076】
また、図25(図25(a)の平面図、図25(b)の側面図)および実施例1に記載されているように、エッジワイズコイル120(メタルコイルループ)でループアンテナを形成してもよい。
【符号の説明】
【0077】
10 メタルストリップ
12 ループアンテナ
16 端子
20 半導体デバイス
24、28、38 樹脂
30 主アンテナ
32 導電布
36 通し孔
40 布
50、51 一方金型
52、62 キャビティ
54 スプル
56 クランプブロック
58 テンションブロック
60、61 他方金型
64 可動ピン
120 エッジワイズコイル
【特許請求の範囲】
【請求項1】
無線通信を行うRFIDタグであって、
導電繊維により形成された主アンテナと、
前記主アンテナと直接的に導通接続することなく電気的に結合されたループアンテナと、
前記ループアンテナの端子と電気的に接続された半導体デバイスと、
前記主アンテナ、前記ループアンテナ、および、前記半導体デバイスを一括して封止する樹脂と、を有することを特徴とするRFIDタグ。
【請求項2】
前記樹脂は、前記主アンテナおよび前記ループアンテナの位置合わせを行う可動手段を備えた金型でクランプして成形されていることを特徴とする請求項1に記載のRFIDタグ。
【請求項3】
前記導電繊維は、拠り線または単線であることを特徴とする請求項1または2に記載のRFIDタグ。
【請求項4】
前記半導体デバイスは、ベアチップであることを特徴とする請求項1乃至3のいずれか1項に記載のRFIDタグ。
【請求項5】
前記半導体デバイスは、ベアチップを樹脂封止して構成された半導体パッケージであることを特徴とする請求項1乃至3のいずれか1項に記載のRFIDタグ。
【請求項6】
前記ループアンテナは、金属薄板により形成されていることを特徴とする請求項1乃至5のいずれか1項に記載のRFIDタグ。
【請求項7】
前記ループアンテナは、導電繊維により形成されていることを特徴とする請求項1乃至5のいずれか1項に記載のRFIDタグ。
【請求項8】
前記ループアンテナは、コイルループにより形成されていることを特徴とする請求項1乃至5のいずれか1項に記載のRFIDタグ。
【請求項9】
前記半導体デバイスは、前記ループアンテナのうち前記主アンテナに最も近い位置または最も遠い位置のいずれか一方に設けられていることを特徴とする請求項1乃至7のいずれか1項に記載のRFIDタグ。
【請求項10】
前記主アンテナを形成する前記導電繊維は、導電布であることを特徴とする請求項1乃至9のいずれか1項に記載のRFIDタグ。
【請求項11】
前記樹脂には通し孔が形成されていることを特徴とする請求項1乃至10のいずれか1項に記載のRFIDタグ。
【請求項12】
前記ループアンテナは、円形状または長方形状を有することを特徴とする請求項1乃至11のいずれか1項に記載のRFIDタグ。
【請求項13】
前記主アンテナの端部には前記樹脂が形成されていることを特徴とする請求項1乃至12のいずれか1項に記載のRFIDタグ。
【請求項14】
無線通信を行うRFIDタグの製造方法であって、
ループアンテナを形成する工程と、
前記ループアンテナの端子に半導体デバイスを搭載して電気的に接続する工程と、
導電繊維で形成された主アンテナと前記ループアンテナとを直接的に導通接続することなく電気的に結合させるように、該主アンテナおよび前記ループアンテナを配置する工程と、
樹脂を用いて、前記主アンテナ、前記ループアンテナ、および、前記半導体デバイスを一括して封止する工程と、を有することを特徴とするRFIDタグの製造方法。
【請求項15】
前記樹脂は、前記主アンテナおよび前記ループアンテナの位置合わせを行う可動手段を備えた金型でクランプして成形されることを特徴とする請求項14に記載のRFIDタグの製造方法。
【請求項16】
前記ループアンテナの上に前記半導体デバイスを搭載した後、該半導体デバイスおよび前記ループアンテナの少なくとも一部を樹脂封止する工程を更に有することを特徴とする請求項14または15に記載のRFIDタグの製造方法。
【請求項17】
前記樹脂を用いて、前記主アンテナ、前記ループアンテナ、および、前記半導体デバイスを一括して封止する際に、糸を通すための通し孔を該樹脂に形成することを特徴とする請求項14乃至16のいずれか1項に記載のRFIDタグの製造方法。
【請求項18】
前記樹脂を用いて、前記主アンテナ、前記ループアンテナ、および、前記半導体デバイスを一括して封止する際に、該主アンテナの所定の位置に該樹脂を成形し、
前記所定の位置において前記主アンテナをカットすることにより前記RFIDタグを個片化することを特徴とする請求項14乃至17のいずれか1項に記載のRFIDタグの製造方法。
【請求項19】
無線通信を行うRFIDタグの製造方法であって、
ループアンテナを形成する工程と、
前記ループアンテナの端子に半導体デバイスを搭載して電気的に接続する工程と、
樹脂を用いて、前記ループアンテナおよび前記半導体デバイスを一括して封止するとともに通し孔を形成する工程と、
前記通し孔に導電繊維を通して前記樹脂を布に固定することにより、前記ループアンテナと直接的に導通接続することなく電気的に結合した主アンテナを形成する工程と、を有することを特徴とするRFIDタグの製造方法。
【請求項20】
前記通し孔に前記導電繊維を通して前記樹脂を前記布に固定することにより、該導電繊維にマークとしての機能を持たせることを特徴とする請求項19に記載のRFIDタグの製造方法。
【請求項21】
RFIDタグを製造するために用いられる金型であって、
導電繊維により形成された主アンテナ、および、半導体デバイスを搭載したループアンテナを第1の面側から押さえ付ける一方金型と、
前記主アンテナおよび前記ループアンテナを前記第1の面とは反対の第2の面側から押さえ付ける他方金型と、を有し、
前記一方金型および前記他方金型は、キャビティを備え、前記主アンテナおよび前記ループアンテナをクランプして該キャビティの内部に樹脂を射出成形するために用いられ、
前記一方金型および前記他方金型の前記キャビティのうち少なくとも一方には、前記主アンテナおよび前記ループアンテナの位置合わせを行うとともに該主アンテナおよび該ループアンテナを支える可動手段が設けられており、
前記可動手段は、前記キャビティの内部に充填された前記樹脂の量に応じて移動するように構成されている、ことを特徴とする金型。
【請求項22】
前記一方金型および前記他方金型は、同時に複数のRFIDタグを樹脂封止可能に構成されており、
前記一方金型および前記他方金型は、前記主アンテナのカット位置に樹脂を成形するための凹部を有することを特徴とする請求項21に記載の金型。
【請求項1】
無線通信を行うRFIDタグであって、
導電繊維により形成された主アンテナと、
前記主アンテナと直接的に導通接続することなく電気的に結合されたループアンテナと、
前記ループアンテナの端子と電気的に接続された半導体デバイスと、
前記主アンテナ、前記ループアンテナ、および、前記半導体デバイスを一括して封止する樹脂と、を有することを特徴とするRFIDタグ。
【請求項2】
前記樹脂は、前記主アンテナおよび前記ループアンテナの位置合わせを行う可動手段を備えた金型でクランプして成形されていることを特徴とする請求項1に記載のRFIDタグ。
【請求項3】
前記導電繊維は、拠り線または単線であることを特徴とする請求項1または2に記載のRFIDタグ。
【請求項4】
前記半導体デバイスは、ベアチップであることを特徴とする請求項1乃至3のいずれか1項に記載のRFIDタグ。
【請求項5】
前記半導体デバイスは、ベアチップを樹脂封止して構成された半導体パッケージであることを特徴とする請求項1乃至3のいずれか1項に記載のRFIDタグ。
【請求項6】
前記ループアンテナは、金属薄板により形成されていることを特徴とする請求項1乃至5のいずれか1項に記載のRFIDタグ。
【請求項7】
前記ループアンテナは、導電繊維により形成されていることを特徴とする請求項1乃至5のいずれか1項に記載のRFIDタグ。
【請求項8】
前記ループアンテナは、コイルループにより形成されていることを特徴とする請求項1乃至5のいずれか1項に記載のRFIDタグ。
【請求項9】
前記半導体デバイスは、前記ループアンテナのうち前記主アンテナに最も近い位置または最も遠い位置のいずれか一方に設けられていることを特徴とする請求項1乃至7のいずれか1項に記載のRFIDタグ。
【請求項10】
前記主アンテナを形成する前記導電繊維は、導電布であることを特徴とする請求項1乃至9のいずれか1項に記載のRFIDタグ。
【請求項11】
前記樹脂には通し孔が形成されていることを特徴とする請求項1乃至10のいずれか1項に記載のRFIDタグ。
【請求項12】
前記ループアンテナは、円形状または長方形状を有することを特徴とする請求項1乃至11のいずれか1項に記載のRFIDタグ。
【請求項13】
前記主アンテナの端部には前記樹脂が形成されていることを特徴とする請求項1乃至12のいずれか1項に記載のRFIDタグ。
【請求項14】
無線通信を行うRFIDタグの製造方法であって、
ループアンテナを形成する工程と、
前記ループアンテナの端子に半導体デバイスを搭載して電気的に接続する工程と、
導電繊維で形成された主アンテナと前記ループアンテナとを直接的に導通接続することなく電気的に結合させるように、該主アンテナおよび前記ループアンテナを配置する工程と、
樹脂を用いて、前記主アンテナ、前記ループアンテナ、および、前記半導体デバイスを一括して封止する工程と、を有することを特徴とするRFIDタグの製造方法。
【請求項15】
前記樹脂は、前記主アンテナおよび前記ループアンテナの位置合わせを行う可動手段を備えた金型でクランプして成形されることを特徴とする請求項14に記載のRFIDタグの製造方法。
【請求項16】
前記ループアンテナの上に前記半導体デバイスを搭載した後、該半導体デバイスおよび前記ループアンテナの少なくとも一部を樹脂封止する工程を更に有することを特徴とする請求項14または15に記載のRFIDタグの製造方法。
【請求項17】
前記樹脂を用いて、前記主アンテナ、前記ループアンテナ、および、前記半導体デバイスを一括して封止する際に、糸を通すための通し孔を該樹脂に形成することを特徴とする請求項14乃至16のいずれか1項に記載のRFIDタグの製造方法。
【請求項18】
前記樹脂を用いて、前記主アンテナ、前記ループアンテナ、および、前記半導体デバイスを一括して封止する際に、該主アンテナの所定の位置に該樹脂を成形し、
前記所定の位置において前記主アンテナをカットすることにより前記RFIDタグを個片化することを特徴とする請求項14乃至17のいずれか1項に記載のRFIDタグの製造方法。
【請求項19】
無線通信を行うRFIDタグの製造方法であって、
ループアンテナを形成する工程と、
前記ループアンテナの端子に半導体デバイスを搭載して電気的に接続する工程と、
樹脂を用いて、前記ループアンテナおよび前記半導体デバイスを一括して封止するとともに通し孔を形成する工程と、
前記通し孔に導電繊維を通して前記樹脂を布に固定することにより、前記ループアンテナと直接的に導通接続することなく電気的に結合した主アンテナを形成する工程と、を有することを特徴とするRFIDタグの製造方法。
【請求項20】
前記通し孔に前記導電繊維を通して前記樹脂を前記布に固定することにより、該導電繊維にマークとしての機能を持たせることを特徴とする請求項19に記載のRFIDタグの製造方法。
【請求項21】
RFIDタグを製造するために用いられる金型であって、
導電繊維により形成された主アンテナ、および、半導体デバイスを搭載したループアンテナを第1の面側から押さえ付ける一方金型と、
前記主アンテナおよび前記ループアンテナを前記第1の面とは反対の第2の面側から押さえ付ける他方金型と、を有し、
前記一方金型および前記他方金型は、キャビティを備え、前記主アンテナおよび前記ループアンテナをクランプして該キャビティの内部に樹脂を射出成形するために用いられ、
前記一方金型および前記他方金型の前記キャビティのうち少なくとも一方には、前記主アンテナおよび前記ループアンテナの位置合わせを行うとともに該主アンテナおよび該ループアンテナを支える可動手段が設けられており、
前記可動手段は、前記キャビティの内部に充填された前記樹脂の量に応じて移動するように構成されている、ことを特徴とする金型。
【請求項22】
前記一方金型および前記他方金型は、同時に複数のRFIDタグを樹脂封止可能に構成されており、
前記一方金型および前記他方金型は、前記主アンテナのカット位置に樹脂を成形するための凹部を有することを特徴とする請求項21に記載の金型。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図22】
【図23】
【図24】
【図25】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図22】
【図23】
【図24】
【図25】
【公開番号】特開2013−89022(P2013−89022A)
【公開日】平成25年5月13日(2013.5.13)
【国際特許分類】
【出願番号】特願2011−228944(P2011−228944)
【出願日】平成23年10月18日(2011.10.18)
【出願人】(000144821)アピックヤマダ株式会社 (194)
【出願人】(504385708)マイティカード株式会社 (11)
【Fターム(参考)】
【公開日】平成25年5月13日(2013.5.13)
【国際特許分類】
【出願日】平成23年10月18日(2011.10.18)
【出願人】(000144821)アピックヤマダ株式会社 (194)
【出願人】(504385708)マイティカード株式会社 (11)
【Fターム(参考)】
[ Back to top ]