
RFIDタグを製造するための方法及び装置
本発明はRFIDタグの製造方法に関する。この方法では、線路状の支持材(1)の上に配置された結合アンテナ(2)を該結合アンテナ(2)の上に配置されたRFIDチップ(4)とともに二次アンテナ(10)に接着させる。本発明の目的は、少量の再利用可能な材料から、より少ない機構上及び資金上のコストで環境に優しく製造できるRFIDタグを提供することである。本発明は、まず1つの工程で、背面に粘着層(12)を備えた粘着式の二次アンテナ(10)に前記結合アンテナ(2)を前記チップ(4)ごと接着することを特徴とする。

【発明の詳細な説明】
【技術分野】
【0001】
本発明はRFIDタグを製造するための方法及び装置ならびに同方法により製造されたRFIDタグに関する。
【0002】
印刷可能な線路状又はアーチ状の被覆材を含み、背面に粘着層が設けられた粘着式RFIDタグは公知である。被覆材の粘着層は支持材によって覆われる。なお、支持材はタグを貼り付けるために取り去ることができる。被覆材と支持材の間にはRFIDインレーが配置されている。RFIDインレーは、粘着剤を用いて背面に設けられた線路状又はアーチ状のインレー材から成っており、上面にはRFIDチップとRFIDアンテナが配置されている。RFIDインレーの上面は被覆材の粘着層に貼り付けられている。この種のRFIDタグとその製造方法はWO 2005/07/076206 A1に記載されている。
【0003】
ドイツ特許出願第10 2006 052 516号には、粘着式RFIDタグとその製造方法が記載されている。この製造方法では、粘着層も含めたRFIDインレーのインレー材にタグの被覆材と同じ材料が使用される。
【0004】
ドイツ特許出願第10 2006 052 517号には、線路状又はアーチ状の支持材の上にRFIDチップとこのRFIDチップに電気的に接続された結合アンテナが配置された、RFIDタグ用のチップモジュールが記載されている。RFIDタグ用のRFIDインレーを製造するために、チップモジュールの支持フィルムは、結合アンテナとRFIDアンテナが誘導結合するように位置決めされて平板RFIDアンテナに貼り付けられる。
【0005】
ドイツ特許出願第10 2007 026 672号には、1μm〜20μmの厚さのアルミニウム箔から打ち抜いて粘着材の前面に貼り付けられた、RFIDシステム用の粘着式アンテナが記載されている。
【0006】
本発明の課題は、粘着式RFIDタグを簡単に製造する方法及び装置を提供することである。
【0007】
もう1つの課題は、少量の再利用可能な材料から、より少ない機構上及び資金上のコストで環境に優しく製造できるRFIDタグを提供することである。
【0008】
この課題は独立請求項に記載された特徴によって解決される。独立請求項には、本発明の好ましい、特に有利な実施形態が含まれている。
【0009】
以下では、好適な実施例に基づいて本発明をより詳しく説明する。
【図面の簡単な説明】
【0010】
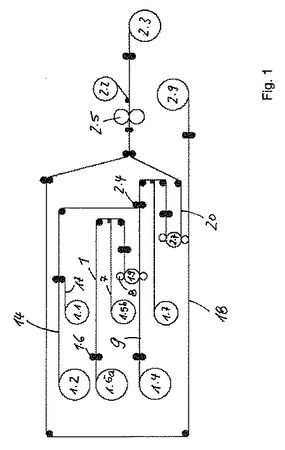
【図1】アルミニウム箔から打ち抜かれた二次アンテナを使用した、RFIDタグの製造方法を示す。
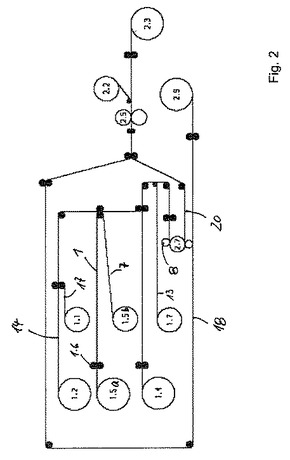
【図2】アルミニウム-粘着-複合材からなる結合アンテナを使用した方法を示す。
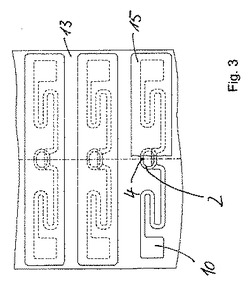
【図3】いわゆるインピッチRFIDタグを示す。
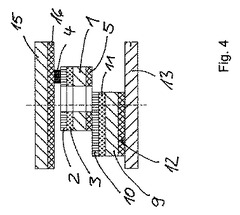
【図4】図3のタグの断面を示す。
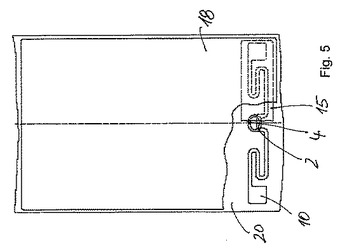
【図5】いわゆるオフピッチRFIDタグを示す。
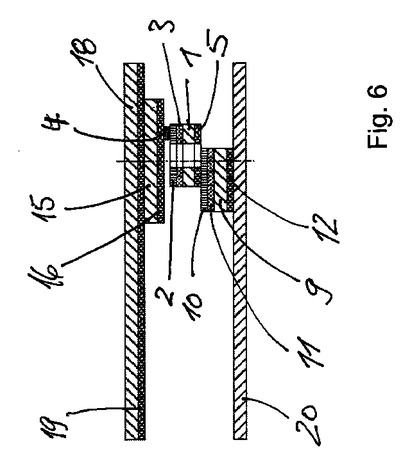
【図6】図5のタグの断面を示す。
【0011】
図1の方法では、ステーション1.5aにおいて線路状の支持材1が取り外される。なお、支持材1の上面には粘着層3によって結合アンテナ2が貼り付けられている。結合アンテナ2の上には、結合アンテナ2に直流接続されたRFIDチップ4が取り付けられている。支持材1の背面には接着剤層5が配置されており、接着剤層5は取り外し可能な線路状の分離材7によって覆われる。好ましくは、支持材1は紙から成り、分離材7はシリコン紙から成る。図1の実施形態では、結合アンテナ2はポリエステルから成る支持材の上に配置してもよいし、アルミニウム含有塗料を用いて支持材上にプリントしてもよい。
【0012】
ステーション1.5aでの結合アンテナ材の取り外しの後、まずシリコン紙から成る分離材7が取り外され、ステーション1.5bに巻き取られる。残った結合アンテナ材は図1の実施形態ではステーション1.9の真空ローラに渡される。この真空圧ローラには、必要なときに結合アンテナ2を分離するために、カッターローラ8が配置されている。
【0013】
ステーション1.4では、上面に接着剤11を用いて一定の間隔で二次アンテナ10が貼り付けられたアンテナフィルム9が巻き取られる。アンテナフィルム9の下面には、取り外し可能な分離材13、好ましくはシリコン紙によって覆われる粘着層12がある。ステーション1.9では、各二次アンテナ10に、カッターローラ8によって分離されたチップ4付き結合アンテナ2が接着される。チップ4付き結合アンテナ2の流れ方向における間隔と二次アンテナ10の流れ方向における間隔が等しい場合には、チップ4付き結合アンテナ2はカッターローラ8による分離なしにエンドレスに二次アンテナ10上に「インピッチ」で接着させてよい。こうして粘着式UHFインレーができる。この粘着式UHFインレーはさらなる処理に渡してもよい。ステーション1.4を介して供給された粘着式二次アンテナ10はエッチング、印刷又は打抜きのいずれかによって製造されたものである。ドイツ特許出願第10 2007 026 720号に記載されている粘着式二次アンテナ10を使用することが好ましい。この粘着式二次アンテナ10は1μm〜20μmの、好ましくは約10μmのアルミニウム箔から打ち抜かれたものであり、粘着材9の前面に接着されている。粘着材の背面には粘着層12が設けられており、取り外し可能な支持材13によって覆われている。ステーション1.4においてこのいわゆるアルミニウム粘着アンテナが取り外されると、ステーション1.2において粘着材1.4が取り外される。粘着材14は、ステーション1.9に続いてステーション2.4において、打ち抜かれた二次アンテナ10と、結合アンテナ2とチップとから成る既に接着されたチップモジュールとともにアンテナ材9に貼り合わされる。粘着材14は紙製の被覆材15から形成されている。被覆材15の下面には粘着層16があり、ステーション1.2のローラによる取り外しの際に、シリコン紙製の分離材17によって覆われる。貼り合せの前に、ステーション1.1において分離材17が取り外され、ローラに巻き取られる。被覆材15を貼り合わせると、RFIDタグに必要なすべての要素を含んだ粘着式エンドレスUHFインレーが出来上がる。被覆材15を直接打ち抜きステーション2.5に渡し、そこで個々の断片に打ち抜いて、エンドレス分離材13上に間隔をもって並べて配置された取り外し可能な粘着式RFIDタグの列が形成されるようにしてもよい。これは図3及び4に示されている。打ち抜きの際にくずとして発生する打ち抜き格子はステーション2.2においてローラに巻き取られる。線路状の分離材13はその上にある粘着式タグとともにステーション2.3において最終製品としてローラに巻き取られる。
【0014】
図5及び6に示されているように、オフピッチRFIDタグを製造する場合には、粘着式RFIDインレーはより大きなタグフォーマットに挿入される。このために、ステーション2.9において、背面にシリコン紙製の分離材20によって覆われた粘着層19を有する紙製の印刷可能な被覆材18から成るタグ材がローラに巻き取られる。粘着層19を有する被覆材18はまずステーション2.7で分離材20から分離される。被覆材18が大きなループに戻される間、ステーション2.7では、各タグのタグ長に応じてRFIDインレーが接着されるように、個々のRFIDインレーが分離材上に接着される。インレー付きの分離材20は続いてステーション2.5の始めに再び被覆材18と結合される。タグ材は再び貼り合わされる。続いて、ステーション2.5において、個々のタグの打ち抜きが行われる。その際、シリコン紙20はエンドレスなままであり、取り外された打ち抜き格子はステーション2.2でローラに巻き取られる。続いて、エンドレスシリコン紙20はその上に接着されたRFID粘着式タグとともにステーション2.3においてローラに巻き取られる。その前に、打ち抜かれた各RFIDタグが正しく動作するかどうかHF又はUHFリーダによって検査され、場合によっては、例えばインクジェットプリンタによってマークが付けられたり、文字が記入される。
【0015】
図2の方法では、結合アンテナ2を製造するための供給材料として、線路状のアルミニウム−粘着−複合材が使用される。このアルミニウム−粘着−複合材は支持材から形成されており、支持材の上面には、1μm〜20μmの、好ましくは約10μmの厚さの打ち抜かれた結合アンテナ2が取り付けられており、結合アンテナ2の上にはそれぞれこれら結合アンテナ2と電気的に接続されたRFIDチップが配置されている。好ましくは紙製の支持材1の背面には、シリコン紙製の分離材17によって覆われた粘着層5がある。アルミニウム−粘着−複合材はステーション1.5aにおいてローラによる延伸により取り外され、ステーション1.2において取り外された粘着材14に供給される。結合アンテナ2は、粘着材14のシリコン支持部17がステーション1.1で取り外され、巻き取られた後に、被覆材15の下面に接着される。同時に、結合アンテナ2のアルミニウム−粘着−複合材から分離材17が取り外され、ステーション1.5bにおいてローラに巻き取られる。こうして、結合アンテナ2の下面に粘着層5が露出する。続いて、二次アンテナ10が粘着層16と結合アンテナ2の粘着層5によって被覆材15の下面に貼り付けられ、結合アンテナ2及び二次アンテナ10との誘導結合が生じるように、アンテナ材9が粘着層5に対して「インピッチ」で動かされる。続いて、アンテナ材9の分離材13が取り外され、ステーション1.7においてローラに巻き取られる。続いて、ステーション2.7において、個々のRFIDタグへの分割とタグ材のシリコン支持部20への引き渡しが、図1の方法に関連して説明したやり方で行われる。これに続く再貼り合わせ、ステーション2.5における個々のタグの打ち抜き、動作検査、及びステーション2.3における最終製品のローラへの巻き取りについても同じことが当てはまる。
【0016】
好ましくは、完成したタグのすべての支持材は紙製であり、すべてのアンテナはアルミニウム製である。そうすることで費用を節減し、環境に優しい製品が可能になる。というのも、これらの物質は再利用可能であり、最小限の材料が使用されるからである。
【0017】
さらに、タグをシリコン紙フィルム18から取り外した後に露出する粘着層を同一の接着剤から形成すると有利である。図4及び6の実施例では、タグを製品に接着するときに少なくとも部分的に露出する粘着層12,5,16及び19がそうである。完成したRFIDタグでは、全面にわたる粘着層は1つの粘着剤から形成されている。したがって、タグを接着する際に、RFIDインレー用の別の粘着剤に起因して生じうる障害が発生しない。支持材もすべて紙からできているならば、RFIDインレー用に特別のインレー材料を使用しなくてもよい。インレー用にタグ材の一部を割いてもよい。結合アンテナと二次アンテナのための支持材を含めたインレー材全体についても同じことが言える。
【技術分野】
【0001】
本発明はRFIDタグを製造するための方法及び装置ならびに同方法により製造されたRFIDタグに関する。
【0002】
印刷可能な線路状又はアーチ状の被覆材を含み、背面に粘着層が設けられた粘着式RFIDタグは公知である。被覆材の粘着層は支持材によって覆われる。なお、支持材はタグを貼り付けるために取り去ることができる。被覆材と支持材の間にはRFIDインレーが配置されている。RFIDインレーは、粘着剤を用いて背面に設けられた線路状又はアーチ状のインレー材から成っており、上面にはRFIDチップとRFIDアンテナが配置されている。RFIDインレーの上面は被覆材の粘着層に貼り付けられている。この種のRFIDタグとその製造方法はWO 2005/07/076206 A1に記載されている。
【0003】
ドイツ特許出願第10 2006 052 516号には、粘着式RFIDタグとその製造方法が記載されている。この製造方法では、粘着層も含めたRFIDインレーのインレー材にタグの被覆材と同じ材料が使用される。
【0004】
ドイツ特許出願第10 2006 052 517号には、線路状又はアーチ状の支持材の上にRFIDチップとこのRFIDチップに電気的に接続された結合アンテナが配置された、RFIDタグ用のチップモジュールが記載されている。RFIDタグ用のRFIDインレーを製造するために、チップモジュールの支持フィルムは、結合アンテナとRFIDアンテナが誘導結合するように位置決めされて平板RFIDアンテナに貼り付けられる。
【0005】
ドイツ特許出願第10 2007 026 672号には、1μm〜20μmの厚さのアルミニウム箔から打ち抜いて粘着材の前面に貼り付けられた、RFIDシステム用の粘着式アンテナが記載されている。
【0006】
本発明の課題は、粘着式RFIDタグを簡単に製造する方法及び装置を提供することである。
【0007】
もう1つの課題は、少量の再利用可能な材料から、より少ない機構上及び資金上のコストで環境に優しく製造できるRFIDタグを提供することである。
【0008】
この課題は独立請求項に記載された特徴によって解決される。独立請求項には、本発明の好ましい、特に有利な実施形態が含まれている。
【0009】
以下では、好適な実施例に基づいて本発明をより詳しく説明する。
【図面の簡単な説明】
【0010】
【図1】アルミニウム箔から打ち抜かれた二次アンテナを使用した、RFIDタグの製造方法を示す。
【図2】アルミニウム-粘着-複合材からなる結合アンテナを使用した方法を示す。
【図3】いわゆるインピッチRFIDタグを示す。
【図4】図3のタグの断面を示す。
【図5】いわゆるオフピッチRFIDタグを示す。
【図6】図5のタグの断面を示す。
【0011】
図1の方法では、ステーション1.5aにおいて線路状の支持材1が取り外される。なお、支持材1の上面には粘着層3によって結合アンテナ2が貼り付けられている。結合アンテナ2の上には、結合アンテナ2に直流接続されたRFIDチップ4が取り付けられている。支持材1の背面には接着剤層5が配置されており、接着剤層5は取り外し可能な線路状の分離材7によって覆われる。好ましくは、支持材1は紙から成り、分離材7はシリコン紙から成る。図1の実施形態では、結合アンテナ2はポリエステルから成る支持材の上に配置してもよいし、アルミニウム含有塗料を用いて支持材上にプリントしてもよい。
【0012】
ステーション1.5aでの結合アンテナ材の取り外しの後、まずシリコン紙から成る分離材7が取り外され、ステーション1.5bに巻き取られる。残った結合アンテナ材は図1の実施形態ではステーション1.9の真空ローラに渡される。この真空圧ローラには、必要なときに結合アンテナ2を分離するために、カッターローラ8が配置されている。
【0013】
ステーション1.4では、上面に接着剤11を用いて一定の間隔で二次アンテナ10が貼り付けられたアンテナフィルム9が巻き取られる。アンテナフィルム9の下面には、取り外し可能な分離材13、好ましくはシリコン紙によって覆われる粘着層12がある。ステーション1.9では、各二次アンテナ10に、カッターローラ8によって分離されたチップ4付き結合アンテナ2が接着される。チップ4付き結合アンテナ2の流れ方向における間隔と二次アンテナ10の流れ方向における間隔が等しい場合には、チップ4付き結合アンテナ2はカッターローラ8による分離なしにエンドレスに二次アンテナ10上に「インピッチ」で接着させてよい。こうして粘着式UHFインレーができる。この粘着式UHFインレーはさらなる処理に渡してもよい。ステーション1.4を介して供給された粘着式二次アンテナ10はエッチング、印刷又は打抜きのいずれかによって製造されたものである。ドイツ特許出願第10 2007 026 720号に記載されている粘着式二次アンテナ10を使用することが好ましい。この粘着式二次アンテナ10は1μm〜20μmの、好ましくは約10μmのアルミニウム箔から打ち抜かれたものであり、粘着材9の前面に接着されている。粘着材の背面には粘着層12が設けられており、取り外し可能な支持材13によって覆われている。ステーション1.4においてこのいわゆるアルミニウム粘着アンテナが取り外されると、ステーション1.2において粘着材1.4が取り外される。粘着材14は、ステーション1.9に続いてステーション2.4において、打ち抜かれた二次アンテナ10と、結合アンテナ2とチップとから成る既に接着されたチップモジュールとともにアンテナ材9に貼り合わされる。粘着材14は紙製の被覆材15から形成されている。被覆材15の下面には粘着層16があり、ステーション1.2のローラによる取り外しの際に、シリコン紙製の分離材17によって覆われる。貼り合せの前に、ステーション1.1において分離材17が取り外され、ローラに巻き取られる。被覆材15を貼り合わせると、RFIDタグに必要なすべての要素を含んだ粘着式エンドレスUHFインレーが出来上がる。被覆材15を直接打ち抜きステーション2.5に渡し、そこで個々の断片に打ち抜いて、エンドレス分離材13上に間隔をもって並べて配置された取り外し可能な粘着式RFIDタグの列が形成されるようにしてもよい。これは図3及び4に示されている。打ち抜きの際にくずとして発生する打ち抜き格子はステーション2.2においてローラに巻き取られる。線路状の分離材13はその上にある粘着式タグとともにステーション2.3において最終製品としてローラに巻き取られる。
【0014】
図5及び6に示されているように、オフピッチRFIDタグを製造する場合には、粘着式RFIDインレーはより大きなタグフォーマットに挿入される。このために、ステーション2.9において、背面にシリコン紙製の分離材20によって覆われた粘着層19を有する紙製の印刷可能な被覆材18から成るタグ材がローラに巻き取られる。粘着層19を有する被覆材18はまずステーション2.7で分離材20から分離される。被覆材18が大きなループに戻される間、ステーション2.7では、各タグのタグ長に応じてRFIDインレーが接着されるように、個々のRFIDインレーが分離材上に接着される。インレー付きの分離材20は続いてステーション2.5の始めに再び被覆材18と結合される。タグ材は再び貼り合わされる。続いて、ステーション2.5において、個々のタグの打ち抜きが行われる。その際、シリコン紙20はエンドレスなままであり、取り外された打ち抜き格子はステーション2.2でローラに巻き取られる。続いて、エンドレスシリコン紙20はその上に接着されたRFID粘着式タグとともにステーション2.3においてローラに巻き取られる。その前に、打ち抜かれた各RFIDタグが正しく動作するかどうかHF又はUHFリーダによって検査され、場合によっては、例えばインクジェットプリンタによってマークが付けられたり、文字が記入される。
【0015】
図2の方法では、結合アンテナ2を製造するための供給材料として、線路状のアルミニウム−粘着−複合材が使用される。このアルミニウム−粘着−複合材は支持材から形成されており、支持材の上面には、1μm〜20μmの、好ましくは約10μmの厚さの打ち抜かれた結合アンテナ2が取り付けられており、結合アンテナ2の上にはそれぞれこれら結合アンテナ2と電気的に接続されたRFIDチップが配置されている。好ましくは紙製の支持材1の背面には、シリコン紙製の分離材17によって覆われた粘着層5がある。アルミニウム−粘着−複合材はステーション1.5aにおいてローラによる延伸により取り外され、ステーション1.2において取り外された粘着材14に供給される。結合アンテナ2は、粘着材14のシリコン支持部17がステーション1.1で取り外され、巻き取られた後に、被覆材15の下面に接着される。同時に、結合アンテナ2のアルミニウム−粘着−複合材から分離材17が取り外され、ステーション1.5bにおいてローラに巻き取られる。こうして、結合アンテナ2の下面に粘着層5が露出する。続いて、二次アンテナ10が粘着層16と結合アンテナ2の粘着層5によって被覆材15の下面に貼り付けられ、結合アンテナ2及び二次アンテナ10との誘導結合が生じるように、アンテナ材9が粘着層5に対して「インピッチ」で動かされる。続いて、アンテナ材9の分離材13が取り外され、ステーション1.7においてローラに巻き取られる。続いて、ステーション2.7において、個々のRFIDタグへの分割とタグ材のシリコン支持部20への引き渡しが、図1の方法に関連して説明したやり方で行われる。これに続く再貼り合わせ、ステーション2.5における個々のタグの打ち抜き、動作検査、及びステーション2.3における最終製品のローラへの巻き取りについても同じことが当てはまる。
【0016】
好ましくは、完成したタグのすべての支持材は紙製であり、すべてのアンテナはアルミニウム製である。そうすることで費用を節減し、環境に優しい製品が可能になる。というのも、これらの物質は再利用可能であり、最小限の材料が使用されるからである。
【0017】
さらに、タグをシリコン紙フィルム18から取り外した後に露出する粘着層を同一の接着剤から形成すると有利である。図4及び6の実施例では、タグを製品に接着するときに少なくとも部分的に露出する粘着層12,5,16及び19がそうである。完成したRFIDタグでは、全面にわたる粘着層は1つの粘着剤から形成されている。したがって、タグを接着する際に、RFIDインレー用の別の粘着剤に起因して生じうる障害が発生しない。支持材もすべて紙からできているならば、RFIDインレー用に特別のインレー材料を使用しなくてもよい。インレー用にタグ材の一部を割いてもよい。結合アンテナと二次アンテナのための支持材を含めたインレー材全体についても同じことが言える。
【特許請求の範囲】
【請求項1】
線路状の支持材(1)の上に配置された結合アンテナ(2)を該結合アンテナ(2)の上に配置されたRFIDチップ(4)とともに二次アンテナ(10)に接着させるようにした、RFIDタグの製造方法において、まず1つの工程で、背面に粘着層(12)を備えた粘着式の二次アンテナ(10)に前記結合アンテナ(2)を前記チップ(4)ごと接着することを特徴とする、RFIDタグの製造方法。
【請求項2】
前記粘着式二次アンテナ(10)として、薄いアルミニウム層から製造され、粘着材(9)の前面に接着させられたアンテナ(10)を使用する、ただし、前記粘着材(9)の背面には粘着層(12)が設けられているものとする、請求項1記載の方法。
【請求項3】
前記結合アンテナ(2)は薄いアルミニウム層から形成されており、下面に接着剤層(5)が設けられた支持材(1)の上に配置されている、請求項1又は2記載の方法。
【請求項4】
すべての支持材に紙を使用する、請求項1から3のいずれか1項記載の方法。
【請求項5】
背面に粘着層(19)を有する線路状又はアーチ状の被覆材(18)と取り外し可能な分離材(20)との間に、支持材(9)と、該支持材(9)上に接着させた二次アンテナ(10)と、該二次アンテナ上に接着させた第2の支持材(1)と、該支持材(1)上に貼り付けたRFIDチップ(4)付き結合アンテナ(2)とから成るRFIDインレーを挿入する、請求項1から4のいずれか1項記載の方法。
【請求項6】
粘着式RFIDタグであって、
・二次アンテナ(10)の上に結合アンテナ(2)が貼り付けられており、該結合アンテナ(2)の上にRFIDチップ(4)が配置されており、
・前記二次アンテナ(10)は前記結合アンテナ(2)及び前記チップ(4)とともに被覆材(15)によって覆われており、前記被覆材(15)の下面には粘着層(16)が設けられている、ことを特徴とする粘着式RFIDタグ。
【請求項7】
請求項6によるタグが印刷可能な被覆材(18)と分離材(20)との間にRFIDインレーとして配置されており、前記被覆材(18)の下面に接着剤層(19)が設けられている、請求項6記載のRFIDタグ。
【請求項8】
請求項6又は7記載のRFIDタグを請求項1から5のいずれか1項記載の方法によって製造する装置。
【請求項1】
線路状の支持材(1)の上に配置された結合アンテナ(2)を該結合アンテナ(2)の上に配置されたRFIDチップ(4)とともに二次アンテナ(10)に接着させるようにした、RFIDタグの製造方法において、まず1つの工程で、背面に粘着層(12)を備えた粘着式の二次アンテナ(10)に前記結合アンテナ(2)を前記チップ(4)ごと接着することを特徴とする、RFIDタグの製造方法。
【請求項2】
前記粘着式二次アンテナ(10)として、薄いアルミニウム層から製造され、粘着材(9)の前面に接着させられたアンテナ(10)を使用する、ただし、前記粘着材(9)の背面には粘着層(12)が設けられているものとする、請求項1記載の方法。
【請求項3】
前記結合アンテナ(2)は薄いアルミニウム層から形成されており、下面に接着剤層(5)が設けられた支持材(1)の上に配置されている、請求項1又は2記載の方法。
【請求項4】
すべての支持材に紙を使用する、請求項1から3のいずれか1項記載の方法。
【請求項5】
背面に粘着層(19)を有する線路状又はアーチ状の被覆材(18)と取り外し可能な分離材(20)との間に、支持材(9)と、該支持材(9)上に接着させた二次アンテナ(10)と、該二次アンテナ上に接着させた第2の支持材(1)と、該支持材(1)上に貼り付けたRFIDチップ(4)付き結合アンテナ(2)とから成るRFIDインレーを挿入する、請求項1から4のいずれか1項記載の方法。
【請求項6】
粘着式RFIDタグであって、
・二次アンテナ(10)の上に結合アンテナ(2)が貼り付けられており、該結合アンテナ(2)の上にRFIDチップ(4)が配置されており、
・前記二次アンテナ(10)は前記結合アンテナ(2)及び前記チップ(4)とともに被覆材(15)によって覆われており、前記被覆材(15)の下面には粘着層(16)が設けられている、ことを特徴とする粘着式RFIDタグ。
【請求項7】
請求項6によるタグが印刷可能な被覆材(18)と分離材(20)との間にRFIDインレーとして配置されており、前記被覆材(18)の下面に接着剤層(19)が設けられている、請求項6記載のRFIDタグ。
【請求項8】
請求項6又は7記載のRFIDタグを請求項1から5のいずれか1項記載の方法によって製造する装置。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公表番号】特表2010−538379(P2010−538379A)
【公表日】平成22年12月9日(2010.12.9)
【国際特許分類】
【出願番号】特願2010−523292(P2010−523292)
【出願日】平成20年8月1日(2008.8.1)
【国際出願番号】PCT/EP2008/006343
【国際公開番号】WO2009/030325
【国際公開日】平成21年3月12日(2009.3.12)
【出願人】(506266470)ビエロマティーク ロイツェ ゲゼルシャフト ミット ベシュレンクテル ハフツング ウント カンパニー コマンディートゲゼルシャフト (7)
【氏名又は名称原語表記】bielomatik Leuze GmbH + Co KG
【住所又は居所原語表記】Daimlerstrasse 6−10, D−72639 Neuffen, Germany
【Fターム(参考)】
【公表日】平成22年12月9日(2010.12.9)
【国際特許分類】
【出願日】平成20年8月1日(2008.8.1)
【国際出願番号】PCT/EP2008/006343
【国際公開番号】WO2009/030325
【国際公開日】平成21年3月12日(2009.3.12)
【出願人】(506266470)ビエロマティーク ロイツェ ゲゼルシャフト ミット ベシュレンクテル ハフツング ウント カンパニー コマンディートゲゼルシャフト (7)
【氏名又は名称原語表記】bielomatik Leuze GmbH + Co KG
【住所又は居所原語表記】Daimlerstrasse 6−10, D−72639 Neuffen, Germany
【Fターム(参考)】
[ Back to top ]