
Si含有冷延鋼板とその製造方法および自動車部材
【課題】化成処理性に優れ、かつ塗装後耐食性にも優れるSi含有冷延鋼板とその有利な製造方法、ならびにそのSi含有冷延鋼板を用いた自動車部材を提供する。
【解決手段】Siを0.5〜3.0mass%含有し、好ましくはさらにC:0.01〜0.30mass%、Mn:1.0〜7.5mass%、P:0.05mass%以下、S:0.01mass%以下およびAl:0.06mass%以下を含有する冷間圧延後、連続焼鈍した鋼板を、好ましくは、硝酸濃度が100g/L超え200g/L以下で、硝酸濃度に対する塩酸濃度の比R(HCl/HNO3)が0.01〜0.25である酸を用いて酸洗して鋼板表層のSi含有酸化物層を除去し、かつ、鋼板表面の鉄系酸化物の表面被覆率を85%以下に低減した後、Niを含む水溶液中で電解処理を施して鋼板表面にNiを1〜100mg/m2の範囲で析出させる。
【解決手段】Siを0.5〜3.0mass%含有し、好ましくはさらにC:0.01〜0.30mass%、Mn:1.0〜7.5mass%、P:0.05mass%以下、S:0.01mass%以下およびAl:0.06mass%以下を含有する冷間圧延後、連続焼鈍した鋼板を、好ましくは、硝酸濃度が100g/L超え200g/L以下で、硝酸濃度に対する塩酸濃度の比R(HCl/HNO3)が0.01〜0.25である酸を用いて酸洗して鋼板表層のSi含有酸化物層を除去し、かつ、鋼板表面の鉄系酸化物の表面被覆率を85%以下に低減した後、Niを含む水溶液中で電解処理を施して鋼板表面にNiを1〜100mg/m2の範囲で析出させる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、Si含有冷延鋼板とその製造方法および自動車部材に関し、具体的には、高強度で、化成処理性に優れるとともに、塩温水浸漬試験や複合サイクル腐食試験により評価される塗装後耐食性にも優れるSi含有冷延鋼板とその製造方法およびそのSi含有冷延鋼板を用いた自動車部材に関するものである。なお、本発明のSi含有冷延鋼板は、引張強さTSが590MPa以上の高強度冷延鋼板に好適に用いることができる。
【背景技術】
【0002】
近年、地球環境を保護する観点から、自動車の燃費改善が強く求められている。また、衝突時における乗員の安全を確保する観点から、自動車車体の高強度化も強く求められている。これらの要求に応えるため、自動車部材の素材となる冷延鋼板を高強度化し、薄肉化(軽量化)することで、自動車車体の軽量化と高強度化を同時に達成することが積極的に推し進められている。しかし、自動車部材の多くは、鋼板を成形加工して製造されていることから、その素材となる鋼板には、高い強度に加えて、優れた加工性も求められている。
【0003】
冷延鋼板の強度を高める方法には種々あるが、成形性を大きく損なわずに高強度化を図る有効な手段としては、Si添加による固溶強化法が挙げられる。しかし、冷延鋼板に多量のSi、特に0.5mass%以上のSiを添加した場合には、スラブ加熱時や、熱間圧延時あるいは冷間圧延後の焼鈍時に、鋼板表面にSiO2やSi−Mn系複合酸化物等のSi含有酸化物が多量に形成されることが知られている。このSi含有酸化物は、化成処理性を著しく低下させるため、Siを多く含む高強度冷延鋼板は、化成処理性に劣るだけでなく、電着塗装後に、塩温水浸漬試験や、湿潤−乾燥を繰り返す複合サイクル腐食試験のような過酷な腐食環境に曝されると、通常の鋼板に比べて塗膜剥離を起こし易く、塗装後耐食性に劣るという問題がある。
【0004】
このようなSi含有鋼板が抱える問題点に対して、例えば、特許文献1には、Siを0.5〜2.5mass%含有する冷延鋼板を、通常の焼鈍条件よりも酸素分圧を高めて還元焼鈍して、焼鈍時に形成されるSi含有酸化物の析出形態を適切に制御し、鋼板表面長さ10μmに占めるSi含有酸化物の長さの割合を全て80%以下とすることによって、リン酸塩処理性に優れる鋼板を得る技術が開示されている。
【0005】
また、特許文献2には、Siを0.70〜1.35mass%含有する冷延鋼板を焼鈍した後、温度が50℃以上で、濃度が10mass%以上の塩酸あるいは硫酸に7秒以上浸漬し、鋼板表面におけるSi基酸化物の表面被覆率を20%以下、かつ、Si基酸化物の被覆領域内に内接される最大円の直径が5μm以下に制御することによって化成処理性に優れた冷延鋼板を得る技術が開示されている。
【0006】
しかし、特許文献1および2に記載された技術のように、鋼板表面のSi濃度を低減したり、Siを含む線状酸化物を低減したりするだけでは、鋼板表層に形成されたSi含有酸化物層を完全に除去しきれていないため、化成処理性の改善代は限定的であり、過酷な腐食環境では、十分な塗装後耐食性が得られないという基本的な問題がある。したがって、鋼板表面のSi含有酸化物は、完全に除去することが望ましい。
【0007】
また、近年、産業廃棄物の低減(スラッジの生成抑制)およびランニングコストの削減を目的として、化成処理液の低温度化が進められており、従来と比較して、化成処理液の鋼板に対する反応性が低下してきている。上記化成処理液の反応性の低下は、合金添加量の少ない従来の普通鋼板では、化成処理前の表面調整技術の改良等によって特に問題となることはない。しかし、Siを多量に添加している高強度冷延鋼板は、焼鈍工程等で鋼板表層に形成されたSi含有酸化物の影響によって、鋼板表面自体の化成処理液との反応性が著しく低下している。そのため、何らかの手段で鋼板側から反応性を高めてやることが必要となる。
【0008】
化成処理性を鋼板側から高めてやる技術としては、化成処理を施す前の鋼板表面に予め極微量のNiを付着させておく技術が従来から知られており、例えば、特許文献3には、酸洗、連続焼鈍、研磨の少なくとも一つの工程を経由した後の鋼板に、Ni等の金属塩を含む水溶液中で短時間の陰極電解処理を施して、鋼板表面に上記金属を0.001〜0.5mg/m2の範囲で析出させ、この析出したNiを燐酸塩の結晶核として利用することで、燐酸塩処理性に優れた冷延鋼板を得る技術が開示されている。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】特許第3840392号公報
【特許文献2】特許第4319559号公報
【特許文献3】特公昭58−037391号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
しかしながら、特許文献3に開示された、Niを鋼板表面に析出させて化成処理性を改善する技術は、従来の普通鋼板には有効ではあっても、鋼板表層に多量のSi含有酸化物層が形成され、不活性化された鋼板表面を有するSi含有冷延鋼板に対しては、十分な改善効果を得ることはできない。また、特許文献1および2に記載された技術に、特許文献3の技術を適用したとしても、鋼板表層に形成されたSi含有酸化物層を完全に除去しきれていない以上、Ni析出による化成処理性や塗装後耐食性の改善効果を安定して得ることはできない。
【0011】
本発明は、Siを多量に含有する冷延鋼板が抱える上記問題点に鑑みてなされたものであり、その目的は、低温度化された化成処理液を用いる場合にも化成処理性に優れ、かつ塩温水浸漬試験や複合サイクル腐食試験のような過酷な腐食環境での塗装後耐食性にも優れるSi含有冷延鋼板とその有利な製造方法、ならびに、そのSi含有冷延鋼板を用いた自動車部材を提供することにある。
【課題を解決するための手段】
【0012】
発明者らは、上記課題を解決するべく、連続焼鈍後の鋼板の表面特性について詳細な解析を重ね、鋼板表面と化成処理液との反応性を高める方法について鋭意研究を重ねた。その結果、冷間圧延後、連続焼鈍した鋼板表面を強酸洗し、鋼板表層に形成されたSi含有酸化物層を完全に除去するとともに、上記強酸洗によって鉄系酸化物が鋼板表面に生成するのを抑制し、さらに、鋼板表面に電解処理を施して極微量のNiを析出させてやることが極めて有効であることを見出し、本発明を完成させた。
【0013】
すなわち、本発明は、Siを0.5〜3.0mass%含有する冷間圧延後の鋼板を連続焼鈍した後、酸洗し、Niを含む水溶液中で電解処理した冷延鋼板であって、鋼板表層のSi含有酸化物層が除去され、かつ、鋼板表面の鉄系酸化物の表面被覆率が85%以下で、Ni析出量が1〜100mg/m2であることを特徴とするSi含有冷延鋼板である。
【0014】
本発明の上記冷延鋼板は、Siの他に、C:0.01〜0.30mass%、Mn:1.0〜7.5mass%、P:0.05mass%以下、S:0.01mass%以下およびAl:0.06mass%以下を含有し、残部がFeおよび不可避的不純物からなる成分組成を有することを特徴とする。
【0015】
また、本発明は、Siを0.5〜3.0mass%含有する冷間圧延後、連続焼鈍した鋼板を酸洗して鋼板表層のSi含有酸化物層を除去し、かつ、鋼板表面の鉄系酸化物の表面被覆率を85%以下に低減した後、Niを含む水溶液中で電解処理を施して鋼板表面にNiを1〜100mg/m2析出させることを特徴とするSi含有冷延鋼板の製造方法を提案する。
【0016】
また、本発明の製造方法は、上記酸洗を、硝酸濃度が100g/L超え200g/L以下、硝酸濃度に対する塩酸濃度の比(HCl/HNO3)が0.01〜0.25の硝酸と塩酸を混合した酸を用いて行うことを特徴とする。
【0017】
また、本発明の製造方法における上記Niを含む水溶液は、硫酸ニッケルまたは塩化ニッケルの水溶液であることを特徴とする。
【0018】
また、本発明は、上記のSi含有冷延鋼板を用いてなることを特徴とする自動車部材である。
【発明の効果】
【0019】
本発明によれば、Siを0.5〜3.0mass%と多量に含有しかつ低温度化された劣悪な化成処理条件においても、化成処理性に優れると共に、塩温水浸漬試験や複合サイクル腐食試験のような過酷な腐食環境下における塗装後耐食性にも優れる冷延鋼板を提供することができる。したがって、本発明によれば、Siを多量に含有する引張強さTSが590MPa以上の高強度冷延鋼板の化成処理性や塗装後耐食性を大きく改善することが可能となるので、自動車車体の軽量化と高強度化に大きく寄与する。
【図面の簡単な説明】
【0020】
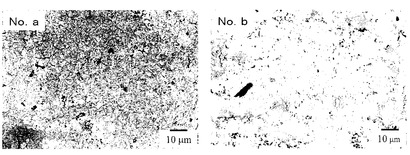
【図1】鉄系酸化物の表面被覆率を求めるための冷延鋼板標準サンプルNo.aおよびbの鋼板表面の反射電子像を示す。
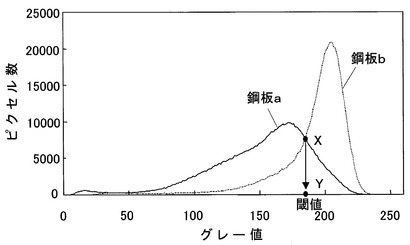
【図2】冷延鋼板標準サンプルNo.aおよびbの反射電子像写真のグレー値に対するピクセル数のヒストグラムを示す。
【発明を実施するための形態】
【0021】
まず、本発明の基本的な技術思想について説明する。
冷間圧延した冷延鋼板を再結晶させ、所望の組織と強度、加工性を付与するために行われる連続焼鈍炉を用いた焼鈍工程では、通常、雰囲気ガスとして非酸化性または還元性のガスが用いられており、露点も厳格に管理されている。そのため、合金添加量の少ない普通の一般冷延鋼板では、鋼板表面の酸化は抑制されている。しかし、Siを0.5mass%以上含有する鋼板では、焼鈍時の雰囲気ガスの成分や露点をいくら厳格に管理しても、Feより易酸化性であるSiやMn等が酸化して、鋼板表面にSi酸化物(SiO2)やSi−Mn系複合酸化物などのSi含有酸化物を形成することが避けられない。このSi含有酸化物の構成は、鋼板成分や焼鈍雰囲気などによっても変化するが、一般的には両者が混在していることが多い。また、このSi含有酸化物は、鋼板表面だけでなく、地鉄内部にまで形成されるため、電着塗装の下地処理として施される化成処理(リン酸亜鉛処理)における鋼板表面のエッチング性を大きく阻害し、健全な化成処理皮膜の形成に悪影響を及ぼすことが知られている。
【0022】
一方、近年では、化成処理時のスラッジ生成量やランニングコストの低減を目的として、化成処理液の低温度化が進み、鋼板に対する処理液の反応性が従来よりも低い条件で化成処理がなされるようになってきている。このような化成処理条件の変化は、従来から使用されている合金添加量の少ない普通鋼板では、表面調整技術の改良等により特に問題となることはない。しかし、合金成分を多量に添加した鋼板、特にSiを多量に添加して高強度化を図っている高強度冷延鋼板では、上記化成処理条件の変化による影響は極めて大きいものがある。そのため、上記のような化成処理条件の劣悪化に対応するには、Si含有冷延鋼板の鋼板表面を何らかの手段で活性化し、化成処理液との反応性を高めてやる必要があると考えられる。
【0023】
そこで、発明者らは、上記のような化成処理条件の劣悪化に対応するべく、鋼板表面を活性化させ、化成処理性を向上させる方法について検討を重ねた。その結果、連続焼鈍後の冷延鋼板表面を、硝酸等を用いて強酸洗し、鋼板表層に形成されたSi含有酸化物層を完全に除去することが有効であることを見出した。ここで、上記Si含有酸化物とは、スラブ加熱時や熱間圧延時あるいは熱間圧延後や冷間圧延後の焼鈍時等において鋼板表面や鋼板内部の結晶粒界に沿って形成されるSiO2やSi−Mn系複合酸化物のことをいう。これらのSi含有酸化物が存在する層の厚さは、鋼板成分や製造条件(温度、時間、雰囲気等)によっても変化するが、通常、鋼板表面から1μm程度の領域である(以降、この領域を「鋼板表層」ともいう。)。
【0024】
なお、上記Si含有酸化物を、硝酸等を用いて強酸洗して除去する理由は、Si含有酸化物のうち、Si−Mn系複合酸化物は酸に容易に溶解するが、SiO2は難溶性を示すため、これを除去するには、硝酸のような強酸化性の酸で鋼板表面のSi含有酸化物を地鉄ごと取り除いてやる必要があるからである。
【0025】
しかしながら、発明者らの研究によれば、連続焼鈍後、硝酸等を用いて強酸洗して鋼板表層に存在するSi含有酸化物層を完全に除去することで化成処理性は大幅に改善されるものの、時として化成処理性に劣る場合があることが明らかとなった。そして、その原因についてさらに調査したところ、上記硝酸等による強酸洗によって鋼板表面から溶解したFeが酸化されて新たな鉄系の酸化物を生成し、鋼板表面に沈殿析出して鋼板表面を覆い、これによって化成処理性が劣化していることが明らかになった。なお、上記鉄系酸化物とは、酸化物を構成する酸素以外の元素のうちで鉄の原子濃度比が30%以上である鉄主体の酸化物のことをいう。
【0026】
そして、発明者らは、さらに検討を重ねた結果、上記強酸洗によって生成する鉄系酸化物の化成処理性への悪影響を軽減するには、上記鉄系酸化物の生成を抑制し、鉄系酸化物による鋼板表面の被覆率を85%以下に低減することが重要であること、また、その達成手段としては、硝酸濃度を適正範囲に制御して硝酸による酸化を抑制するとともに、酸化膜破壊効果のある塩酸を所定の比率で混合した酸を酸洗液に用いて強酸洗することが重要であることを見出した。
【0027】
さらに、発明者らは、自動車の足回り部材のように、極めて厳しい腐食環境下で使用され、より厳しい塗装後耐食性が要求される部材の化成処理性や塗装後耐食性を改善するには、硝酸酸洗によって生成した鉄系酸化物の鋼板表面被覆率を85%以下としただけでは不十分であり、さらに、Niを含む水溶液中で鋼板に電解処理を施し、鋼板表面に極微量のNi(1〜100mg/m2)を析出させ、これを化成結晶の核形成起点としてやることが極めて効果的であることを見出した。
本発明は、上記の新規な知見に、さらに検討を加えて完成したものである。
【0028】
次に、本発明のSi含有冷延鋼板の成分組成について説明する。
Si:0.5〜3.0mass%
Siは、加工性を大きく損なうことなく鋼の強度を高めることができるため、鋼の高強度化を達成するには有効な元素であるが、化成処理性や塗装後耐食性に悪影響を及ぼす元素でもある。Siを添加して高強度化を図るためには0.5mass%以上の添加が必要である。また、Siが0.5mass%未満では、化成処理条件の悪化による影響も小さいので、本発明を適用する必要性がない。一方、Siの含有量が3.0mass%を超えると、鋼が硬質化し、圧延性や通板性(製造性)に悪影響を及ぼしたり、鋼板自体の延性低下を招いたりする。よって、Siは0.5〜3.0mass%の範囲で添加する。好ましくは0.8〜2.5mass%の範囲である。
【0029】
本発明の冷延鋼板は、Siを上記範囲で含有することを必須の要件とするが、その他の成分については、通常の冷延鋼板が有する組成範囲であれば許容することができ、特に制限されるものではない。ただし、本発明の冷延鋼板を、自動車車体等に用いる引張強さTSが590MPa以上の高強度冷延鋼板に適用する場合には、以下の成分組成を有するものであることが好ましい。
【0030】
C:0.01〜0.30mass%
Cは、鋼を高強度化するのに有効な元素であり、さらに、TRIP(変態誘起塑性:Transformation Induced Plasticity)効果を有する残留オーステナイトや、ベイナイト、マルテンサイトを生成させるのにも有効な元素である。上記効果は0.01mass%以上の添加で得られる。しかし、Cを過剰に添加すると溶接性が低下ようになるが、0.30mass%以下であれば、大きな低下は生じない。よって、Cは0.01〜0.30mass%の範囲で添加するのが好ましい。より好ましくは0.10〜0.20mass%の範囲である。
【0031】
Mn:1.0〜7.5mass%
Mnは、鋼を固溶強化して高強度化するとともに、焼入性を高め、残留オーステナイトやベイナイト、マルテンサイトの生成を促進する作用を有する元素である。このような効果は、1.0mass%以上の添加で発現する。一方、Mnの過剰な添加は原料コストの上昇を招くが、7.5mass%以下であれば許容できる。よって、Mnは1.0〜7.5mass%の範囲で添加するのが好ましい。より好ましくは2.0〜5.0mass%の範囲である。
【0032】
P:0.05mass%以下
Pは、固溶強化能の大きい割に深絞り性を害さない元素であり、高強度化を達成するのに有効な元素である。上記効果を得るには0.005mass%以上含有させることが好ましい。一方、Pは、スポット溶接性を害する元素でもあるので、上限は0.05mass%とするのが好ましい。より好ましくは0.02mass%以下である。
【0033】
S:0.01mass%以下
Sは、鋼中に不可避的に混入してくる不純物元素であり、MnSとして析出し、鋼板の伸びフランジ性を低下させる有害な成分でもある。伸びフランジ性を低下させないためには、Sは0.01mass%以下に制限するのが好ましく、0.005mass%以下がより好ましい。さらに好ましくは0.003mass%以下である。
【0034】
Al:0.06mass%以下
Alは、製鋼工程で脱酸剤として添加される元素であり、また、伸びフランジ性を低下させる非金属介在物をスラグとして分離するのに有効な元素であるので、0.01mass%以上含有させるのが好ましい。しかし、過剰な添加は原料コストの上昇を招くので、Alの上限は0.06mass%とするのが好ましい。より好ましくは0.02〜0.06mass%の範囲である。
【0035】
本発明のSi含有冷延鋼板は、上記成分以外の残部は、Feおよび不可避的不純物である。ただし、本発明の作用効果を害しない範囲であれば、その他の成分の添加を拒むものではない。
例えば、Ti,NbおよびVは、炭化物や窒化物等の析出物を形成し、鋼の強度を上昇させる他、フェライトの成長を抑制して組織を微細化し、成形性、特に伸びフランジ性を向上させる有用な元素である。上記効果は、それぞれの元素とも0.005mass%以上の添加で得られ、0.3mass%を超えると飽和する。そのため、Ti,NbおよびVは、それぞれ0.005〜0.3mass%の範囲で1種または2種以上を添加するのが好ましい。より好ましくは、それぞれ0.005〜0.2mass%の範囲である。
MoおよびCrは、鋼の焼入れ性を向上し、ベイナイトやマルテンサイトの生成を促進して高強度化に寄与する元素である。上記効果は、それぞれ0.005mass%以上の添加で得られ、0.3mass%超えると飽和する。そのため、MoおよびCrは、それぞれ0.005〜0.3mass%の範囲で添加するのが好ましい。より好ましくは、それぞれ0.005〜0.2mass%の範囲である。
Bは、鋼の焼入れ性を高めるのに有効な元素であるので、0.006mass%以下添加することができる。より好ましくは、0.002mass%以下である。
NiおよびCuは、鋼の高強度化に有効な元素であり、それぞれ2.0mass%以下の範囲で添加することができる。
Nは、鋼の耐時効性を最も劣化させる元素であり、特に、0.008mass%を超えると耐時効性の劣化が顕著となる。そのため、Nは低いほどよく、0.008mass%以下とするのが好ましい。より好ましくは0.006mass%以下である。
CaおよびREMは、硫化物の形態を球状化する効果があり、伸びフランジ性を改善するのに有効な元素である。上記効果は、0.001mass%以上の添加で得られ、0.1mass%を超えると鋼の清浄度が低下するようになる。よって、CaおよびREMは、それぞれ0.001〜0.1mass%の範囲で添加するのが好ましい。
【0036】
次に、本発明の冷延鋼板の表面特性について説明する。
前述したように、本発明の冷延鋼板は、熱間圧延や冷間圧延後の焼鈍等の製造時に、鋼板表面や表面近傍の粒界部分等(鋼板表層)に形成されたSiO2やSi−Mn系複合酸化物等のSi含有酸化物層を完全に除去した鋼板表面を有するものであることが必要である。そのためには、硝酸等を用いた強酸洗により、鋼板表層に形成されたSi含有酸化物を地鉄ごと溶解、除去したものであることが必要である。
【0037】
さらに、本発明の冷延鋼板は、上記Si含有酸化物層を完全に除去したものであることに加えて、上記硝酸等を用いた強酸洗によって鋼板表面に生成する鉄系酸化物の鋼板表面被覆率が面積率にして85%以下であることが必要である。鉄系酸化物の表面被覆率が85%を超えると、化成処理における鉄の溶解反応が抑制されて、リン酸亜鉛等の化成結晶の成長が阻害されるからである。好ましくは80%以下である。
【0038】
なお、本発明では、上記鉄系酸化物の表面被覆率は、以下のようにして求める。
極表層情報を検出できる極低加速電圧の走査型電子顕微鏡(ULV−SEM)を用いて酸洗後の鋼板表面を加速電圧2kV、作動距離3.0mm、倍率1000倍程度で5視野程度を観察し、エネルギー分散型X線分光器(EDX)を用いて分光分析し、反射電子像を得る。この反射電子像を画像解析ソフト、例えば、Image Jを用いて2値化処理して黒色部の面積率を測定し、各視野の測定値を平均化することで鉄系酸化物の表面被覆率を得ることができる。なお、上記極低加速電圧の走査型電子顕微鏡(ULV−SEM)としては、例えば、SEISS社製;ULTRA55を、また、エネルギー分散型X線分光器(EDX)としては、例えば、Thermo Fisher社製;NSS312Eを挙げることができる。
【0039】
ここで、上記2値化処理に用いる閾値は、以下のようにして設定した。
C:0.14mass%、Si:1.65mass%、Mn:1.33mass%、P:0.018mass%、S:0.002mass%、Al:0.035mass%、残部が実質的にFeからなる鋼スラブを、1150℃に加熱後、仕上終了温度を850℃とする熱間圧延し、550℃で巻き取った後、酸洗し、冷間圧延して1.8mmの冷延板とし、その後、その冷延板に、750℃×30秒の均熱焼鈍後、20℃/秒で400℃まで冷却し、100秒間過時効処理し、50℃/秒で室温まで冷却する連続焼鈍を施して冷延焼鈍板とした。
【0040】
次いで、上記連続焼鈍後の冷延鋼板を、表1に示した条件で、酸洗と再酸洗を施した後、0.7%の調質圧延を施して、鋼板表面の鉄系酸化物量が異なるNo.aおよびbの2種類の冷延鋼板を得た。
斯くして得られた上記No.aの冷延鋼板を鉄系酸化物の多い標準サンプル、No.bの冷延鋼板を鉄系酸化物の少ない標準サンプルとし、それぞれの鋼板について、走査型電子顕微鏡を用いて前述した条件で反射電子像を得た。図1は、No.a,bの鋼板の反射電子像写真を、また、図2は、No.a,bの鋼板の上記反射電子像写真のグレー値に対するピクセル数のヒストグラムを示す。そして、本発明では、上記図2に示したNo.a,bのヒストグラムの交点(X点)に対応するグレー値(Y点)を閾値とした。因みに、上記閾値を用いて、No.a,bの鋼板の鉄系酸化物の表面被覆率を求めたところ、No.aの鋼板は85.3%、No.bの鋼板は25.8%であった。
【0041】
【表1】

【0042】
しかし、本発明の冷延鋼板は、自動車車体の足回り部材のように、極めて苛酷な塗装後耐食性が求められる部材に用いる場合には、鋼板表面に生成する鉄系酸化物の被覆率を85%以下に低減するだけでは不十分であり、さらに、Niを含む水溶液中で電解処理を施して、化成処理における化成結晶の核生成起点として作用するNiを、鋼板表面に1〜100mg/m2(片面当たり)の範囲で析出させたものであることが必要である。Ni析出量が1mg/m2未満では、化成処理性の向上効果が十分に得られず、一方、100mg/m2を超えると、Niが連続して析出するようになり、核生成起点が減少して却って化成処理性を低下させるためである。好ましくは2〜30mg/m2の範囲である。なお、上記Ni析出量の測定方法は、特に制限はなく、例えば、湿式分析で直接的に測定する方法、または湿式分析で測定したNi析出量が既知の標準板を蛍光X線分析し、その強度とNi析出量との関係から得られる検量線から、蛍光X線を用いて間接的に測定する方法等を採用することができるが、オンラインで迅速に対応できるという点からは、後者の蛍光X線法が好ましい。
【0043】
次に、上記表面特性を有するSi含有冷延鋼板の製造方法について説明する。
本発明のSi含有冷延鋼板の製造方法は、Siを0.5〜3.0mass%含有する鋼素材(スラブ)を加熱後、熱間圧延し、冷間圧延し、連続焼鈍し、その後、強酸洗して鋼板表層のSi含有酸化物層を完全に除去し、かつ、上記強酸洗によって鋼板表面に生成した鉄系酸化物の鋼板表面被覆率を85%以下に低減した上で、さらに、Niを含む水溶液中で電解処理を施して鋼板表面にNiを1〜100mg/m2析出させる製造方法である。したがって、製鋼工程から冷間圧延後の連続焼鈍工程までは、常法に従って製造することができるが、連続焼鈍後の酸洗以降は、下記の条件で製造するのが好ましい。
【0044】
連続焼鈍後の酸洗
連続焼鈍後の鋼板表層には、SiO2やSi−Mn系複合酸化物等のSi含有酸化物が多量に生成されており、このままでは化成処理性や塗装後耐食性が著しく低下してしまう。そこで、本発明では、焼鈍後の冷延鋼板の表面を、硝酸に塩酸を混合した酸等を酸洗液に用いて強酸洗し、鋼板表層のSi含有酸化物層を地鉄ごと除去してやるとともに、上記強酸洗によって鋼板表面に沈殿析出してくる鉄系酸化物の生成を抑制してやることが必要である。
【0045】
というのは、前述したように、Si含有酸化物のうち、Si−Mn系複合酸化物は酸に容易に溶解するが、SiO2は酸に対して難溶性を示す。したがって、酸洗でSiO2を含めてSi含有酸化物を完全に除去するには、硝酸等を用いて鋼板の地鉄ごと取り除いてやる必要がある。そして、上記のような強酸洗を、酸洗液に硝酸を用いて行う場合には、硝酸濃度を100g/L超えとする必要がある。しかし、硝酸は、強酸化性の酸でもあるため、鋼板表面から溶出したFeが酸化され、鉄系酸化物を生成して鋼板表面を覆うため、却って化成処理性や塗装後耐食性に悪影響を及ぼすことがある。そこで、上記弊害を抑制するため、硝酸濃度は200g/L以下に抑える必要がある。よって、本発明では、連続焼鈍後の酸洗に用いる硝酸濃度は、100g/L超え200g/L以下の範囲とする。好ましくは110〜150g/Lの範囲である。
【0046】
しかし、硝酸濃度を上記範囲に制限しただけでは、酸洗により鋼板表面に生成する鉄系酸化物の表面被覆率を安定して85%以下に制御することは難しい。そこで、本発明では、上記硝酸酸洗による鉄系酸化物の生成をより確実に抑制するため、硝酸濃度を上記範囲に制限することに加えてさらに、酸化膜破壊効果のある塩化物イオン、つまり塩酸を、硝酸濃度に対する塩酸濃度の比R(HCl/HNO3)が0.01〜0.25となるよう混合した酸を用いて酸洗することとした。上記比率Rが0.01未満では、上記鉄系酸化物の生成抑制効果が小さく、一方、0.25を超えると、鋼板の溶解量が減少して、Si含有酸化物層を完全に除去することができなくなるからである。
【0047】
また、上記硝酸と塩酸を混合した酸を用いた酸洗は、酸洗液の温度を20〜70℃とし、酸洗時間を3〜30秒の範囲として行うのが好ましい。酸洗液の温度が20℃以上、かつ酸洗時間が3秒以上であれば、焼鈍時に形成された鋼板表層のSi含有酸化物層を十分に除去することができるので、化成処理性や塗装後耐食性を低下させることがない。一方、酸洗液の温度が70℃以下、かつ30秒以下であれば、酸洗過剰のために、鋼板表面が粗くなって化成処理皮膜が不均一となったり、鉄系酸化物による表面被覆率が高くなったりすることがないからである。
【0048】
なお、連続焼鈍後の酸洗に用いる酸洗液としては、鋼板表層のSi含有酸化物層を完全に除去でき、かつ、酸洗により鋼板表面に生成する鉄系酸化物の表面被覆率を85%以下に制御することができれば、硝酸と塩酸を混合した酸に限定されるものではなく、例えば、硝酸と弗酸を混合した硝弗酸を用いてもよく、その他の酸を用いてもよい。また、地鉄の溶解を促進するため、上記の酸洗液に酸洗促進剤を添加したり、電解処理を併用したりしてもよい。
【0049】
Ni析出処理
上記のようにして連続焼鈍後、強酸洗して鋼板表層のSi含有酸化物層を完全に除去し、鋼板表面の鉄系酸化物の被覆率を85%以下とした鋼板は、その後、Niを含む水溶液中で鋼板を陰極として電解処理して、Niを鋼板表面に1〜100mg/m2の範囲で析出させる。Ni析出量が1mg/m2未満では、化成処理性の向上効果が十分に得られず、一方、100mg/m2を超えると、却って化成処理性を低下させるためである。好ましくは2〜30mg/m2の範囲である。
【0050】
ここで、上記電解処理に用いるNi水溶液としては、ニッケルめっきに通常使用されている硫酸ニッケル(NiSO4)や塩化ニッケル(NiCl2)の水溶液等を用いることができ、中でも、硫酸ニッケルは、製鉄業で一般的に用いられているため好ましくい。上記Niを析出させる電解処理条件は、Niの析出量を上記範囲に制御できる条件であればよく、特に制限はないが、液温20〜70℃、電流密度1〜20A/dm2、処理時間 1〜30秒として行うのが好ましい。
【0051】
上記のようにして連続焼鈍後、強酸洗し、その後、Niを含む水溶液中で電解処理を施してNiを鋼板表面に適正量析出させた冷延鋼板は、その後、調質圧延やレベラー加工等の通常の処理工程を経て製品板とすることができる。
【実施例1】
【0052】
C:0.125mass%、Si:1.5mass%、Mn:2.6mass%、P:0.019mass%、S:0.008mass%およびAl:0.040mass%を含有し、残部がFeおよび不可避的不純物からなる鋼を、転炉、脱ガス処理等を経る通常の精練プロセスで溶製し、連続鋳造して鋼素材(スラブ)とした。次いで、このスラブを、1150〜1170℃の温度に再加熱した後、仕上圧延終了温度を850〜880℃とする熱間圧延し、500〜550℃の温度でコイルに巻き取り、板厚が3〜4mmの熱延鋼板とし、その後、これらの熱延鋼板を酸洗し、スケールを除去した後、冷間圧延し、板厚が1.8mmの冷延鋼板とした。次いで、これらの冷延鋼板を、750〜780℃の均熱温度に加熱し、40〜50秒間保持した後、上記均熱温度から350〜400℃の冷却停止温度まで20〜30℃/秒で冷却し、上記冷却停止温度範囲に100〜120秒間保持する連続焼鈍を施した後、表2に示した条件で鋼板表面を酸洗した。
【0053】
上記酸洗後の冷延鋼板から試験片を採取し、極低加速電圧の走査型電子顕微鏡(ULV−SEM;SEISS社製;ULTRA55)を用いて鋼板表面を加速電圧2kV、作動距離3.0mm、倍率1000倍で5視野を観察し、エネルギー分散型X線分光器(EDX;Thermo Fisher社製;NSS312E)を用いて分光分析して反射電子像を得た。この反射電子像を、画像解析ソフト(Image J)を用いて、前述した標準サンプルNo.a,bのヒストグラムの交点(X点)に対応するグレー値(Y点)を閾値として定め、2値化処理して黒色部の面積率を測定し、5視野の平均値を求めて、鉄系酸化物の表面被覆率とした。
【0054】
その後、上記酸洗した冷延鋼板に、Niを含む水溶液中で、表3に示した1〜4の条件で電解処理を施してNiを析出させた後、あるいは、電解処理を施すことなく、伸び率0.7%の調質圧延を施して、表2に示したNo.1〜13の冷延鋼板を得た。
【0055】
【表2】
【0056】
【表3】
【0057】
次いで、上記の各冷延鋼板から試験片を採取し、鋼板表面に析出したNi量を蛍光X線を用いて測定した後、下記条件で化成処理と塗装処理を施してから、塩温水浸漬試験、塩水噴霧試験および複合サイクル腐食試験の3種の腐食試験に供して、塗装後耐食性を評価した。
(1)化成処理条件
上記各冷延鋼板から採取した試験片に、日本パーカライジング社製の脱脂剤:FC−E2011、表面調整剤:PL−Xおよび化成処理剤:パルボンドPB−L3065を用いて、下記の標準条件および化成処理液の温度を下げて低温度化した比較条件の2条件で、化成処理皮膜付着量が1.7〜3.0g/m2となるよう化成処理を施した。
<標準条件>
・脱脂工程:処理温度 40°C、処理時間 120秒
・スプレー脱脂、表面調整工程:pH 9.5、処理温度室温、処理時間 20秒
・化成処理工程:化成処理液の温度 35℃、処理時間 120秒
<低温度化条件>
上記標準条件における化成処理液の温度を33℃に低下した条件
【0058】
(2)腐食試験
上記化成処理を施した試験片の表面に、日本ペイント社製の電着塗料:V−50を用いて、膜厚が25μmとなるように電着塗装を施し、下記3種類の腐食試験に供した。
<塩温水浸漬試験>
化成処理および電着塗装を施した上記試験片の表面に、カッターで長さ45mmのクロスカット疵を付与した後、この試験片を、5mass%NaCl溶液(60℃)に360時間浸漬し、その後、水洗し、乾燥し、カット疵部に粘着テープを貼り付けた後、引き剥がすテープ剥離試験を行い、カット疵部左右を合わせた最大剥離全幅を測定した。この最大剥離全幅が5.0mm以下であれば、耐塩温水浸漬試験における耐食性は良好と評価することができる。
<塩水噴霧試験(SST)>
化成処理、電着塗装を施した上記試験片の表面に、カッターで長さ45mmのクロスカット疵を付与した後、この試験片を、5mass%NaCl水溶液を使用して、JIS Z2371:2000に規定される中性塩水噴霧試験に準拠して1200時間の塩水噴霧試験を行った後、クロスカット疵部についてテープ剥離試験し、カット疵部左右を合わせた最大剥離全幅を測定した。この最大剥離全幅が4.0mm以下であれば、塩水噴霧試験における耐食性は良好と評価することができる。
<複合サイクル腐食試験(CCT)>
化成処理、電着塗装を施した上記試験片の表面に、カッターで長さ45mmのクロスカット疵を付与した後、この試験片を、塩水噴霧(5mass%NaCl水溶液:35℃、相対湿度:98%)×2時間→乾燥(60℃、相対湿度:30%)×2時間→湿潤(50℃、相対湿度:95%)×2時間、を1サイクルとして、これを120サイクル繰り返す腐食試験後、水洗し、乾燥した後、カット疵部についてテープ剥離試験し、カット疵部左右を合わせた最大剥離全幅を測定した。この最大剥離全幅が6.0mm以下であれば、複合サイクル腐食試験での耐食性は良好と評価できる。
【0059】
上記試験の結果を表2に併記した。この結果から、連続焼鈍後、本発明に適合する条件で酸洗し、Niを含む水溶液中で電解処理を施した発明例の鋼板は、塩温水浸漬試験、塩水噴霧試験および複合サイクル腐食試験のいずれにおいても最大剥離全幅が小さく、良好な塗装後耐食性を示していることがわかる。一方、本発明の酸洗条件を満たさない比較例の鋼板は、いずれも塗装後耐食性に劣っていることがわかる。
【実施例2】
【0060】
表4に示した成分組成を有する鋼記号A〜Nの鋼を転炉、脱ガス処理等を経る通常の精練プロセスで溶製し、連続鋳造して鋼スラブとした。これらの鋼スラブを、表5に示した熱延条件で熱間圧延し、板厚3〜4mmの熱延鋼板とし、酸洗して鋼板表面のスケールを除去した後、冷間圧延して板厚1.8mmの冷延鋼板とした。次いで、これらの冷延鋼板を、同じく表5に示した条件で連続焼鈍した後、表6に示した条件で酸洗し、実施例1と同様にして、鋼板表面の鉄系酸化物の表面被覆率を測定した。次いで、上記酸洗後の鋼板に、Niを含む水溶液中で、表3に示した1〜4の条件で電解処理を施した後、伸び率0.7%の調質圧延を施して、表6に示したNo.1〜20の冷延鋼板を得た。
【0061】
【表4】
【0062】
【表5】
【0063】
【表6】
【0064】
斯くして得られた上記冷延鋼板から試験片を採取し、実施例1と同様にして、鋼板表面のNi析出量を測定した後、下記の引張試験および塗装後耐食性試験に供した。
(1)機械的特性
圧延方向に直角方向(C方向)から採取したJIS Z2201:1998に規定のJIS5号引張試験片を用いて、JIS Z2241:1998の規定に準拠して引張試験を行い、引張強さTSを測定した。
(2)塗装後耐食性
各冷延鋼板から採取した試験片に、実施例1と同じ条件で、化成処理し、電着塗装を施した試験片を作製し、実施例1と同様にして、塩温水浸漬試験、塩水噴霧試験(SST)および複合サイクル腐食試験(CCT)の3種類の腐食試験に供して、塗装後耐食性を評価した。
【0065】
上記試験の結果を、表5および表6に併記した。これらの結果から、Siを0.5mass%以上含有し、本発明に適合する条件で連続焼鈍後、酸洗し、さらにNiを含む水溶液中で電解処理してNiを適正量析出させた本発明例の高強度冷延鋼板は、引張強さTSが590MPa以上の高強度を有し、かつ塗装後耐食性にも優れていることがわかる。
【産業上の利用可能性】
【0066】
本発明により製造されるSi含有冷延鋼板は、塗装後耐食性に優れるだけでなく、高い強度と優れた加工性を有しているので、自動車車体用部材の素材としてだけでなく、家電製品や建築部材などの分野で同様の特性が求められる用途の素材としても好適に用いることができる。
【技術分野】
【0001】
本発明は、Si含有冷延鋼板とその製造方法および自動車部材に関し、具体的には、高強度で、化成処理性に優れるとともに、塩温水浸漬試験や複合サイクル腐食試験により評価される塗装後耐食性にも優れるSi含有冷延鋼板とその製造方法およびそのSi含有冷延鋼板を用いた自動車部材に関するものである。なお、本発明のSi含有冷延鋼板は、引張強さTSが590MPa以上の高強度冷延鋼板に好適に用いることができる。
【背景技術】
【0002】
近年、地球環境を保護する観点から、自動車の燃費改善が強く求められている。また、衝突時における乗員の安全を確保する観点から、自動車車体の高強度化も強く求められている。これらの要求に応えるため、自動車部材の素材となる冷延鋼板を高強度化し、薄肉化(軽量化)することで、自動車車体の軽量化と高強度化を同時に達成することが積極的に推し進められている。しかし、自動車部材の多くは、鋼板を成形加工して製造されていることから、その素材となる鋼板には、高い強度に加えて、優れた加工性も求められている。
【0003】
冷延鋼板の強度を高める方法には種々あるが、成形性を大きく損なわずに高強度化を図る有効な手段としては、Si添加による固溶強化法が挙げられる。しかし、冷延鋼板に多量のSi、特に0.5mass%以上のSiを添加した場合には、スラブ加熱時や、熱間圧延時あるいは冷間圧延後の焼鈍時に、鋼板表面にSiO2やSi−Mn系複合酸化物等のSi含有酸化物が多量に形成されることが知られている。このSi含有酸化物は、化成処理性を著しく低下させるため、Siを多く含む高強度冷延鋼板は、化成処理性に劣るだけでなく、電着塗装後に、塩温水浸漬試験や、湿潤−乾燥を繰り返す複合サイクル腐食試験のような過酷な腐食環境に曝されると、通常の鋼板に比べて塗膜剥離を起こし易く、塗装後耐食性に劣るという問題がある。
【0004】
このようなSi含有鋼板が抱える問題点に対して、例えば、特許文献1には、Siを0.5〜2.5mass%含有する冷延鋼板を、通常の焼鈍条件よりも酸素分圧を高めて還元焼鈍して、焼鈍時に形成されるSi含有酸化物の析出形態を適切に制御し、鋼板表面長さ10μmに占めるSi含有酸化物の長さの割合を全て80%以下とすることによって、リン酸塩処理性に優れる鋼板を得る技術が開示されている。
【0005】
また、特許文献2には、Siを0.70〜1.35mass%含有する冷延鋼板を焼鈍した後、温度が50℃以上で、濃度が10mass%以上の塩酸あるいは硫酸に7秒以上浸漬し、鋼板表面におけるSi基酸化物の表面被覆率を20%以下、かつ、Si基酸化物の被覆領域内に内接される最大円の直径が5μm以下に制御することによって化成処理性に優れた冷延鋼板を得る技術が開示されている。
【0006】
しかし、特許文献1および2に記載された技術のように、鋼板表面のSi濃度を低減したり、Siを含む線状酸化物を低減したりするだけでは、鋼板表層に形成されたSi含有酸化物層を完全に除去しきれていないため、化成処理性の改善代は限定的であり、過酷な腐食環境では、十分な塗装後耐食性が得られないという基本的な問題がある。したがって、鋼板表面のSi含有酸化物は、完全に除去することが望ましい。
【0007】
また、近年、産業廃棄物の低減(スラッジの生成抑制)およびランニングコストの削減を目的として、化成処理液の低温度化が進められており、従来と比較して、化成処理液の鋼板に対する反応性が低下してきている。上記化成処理液の反応性の低下は、合金添加量の少ない従来の普通鋼板では、化成処理前の表面調整技術の改良等によって特に問題となることはない。しかし、Siを多量に添加している高強度冷延鋼板は、焼鈍工程等で鋼板表層に形成されたSi含有酸化物の影響によって、鋼板表面自体の化成処理液との反応性が著しく低下している。そのため、何らかの手段で鋼板側から反応性を高めてやることが必要となる。
【0008】
化成処理性を鋼板側から高めてやる技術としては、化成処理を施す前の鋼板表面に予め極微量のNiを付着させておく技術が従来から知られており、例えば、特許文献3には、酸洗、連続焼鈍、研磨の少なくとも一つの工程を経由した後の鋼板に、Ni等の金属塩を含む水溶液中で短時間の陰極電解処理を施して、鋼板表面に上記金属を0.001〜0.5mg/m2の範囲で析出させ、この析出したNiを燐酸塩の結晶核として利用することで、燐酸塩処理性に優れた冷延鋼板を得る技術が開示されている。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】特許第3840392号公報
【特許文献2】特許第4319559号公報
【特許文献3】特公昭58−037391号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
しかしながら、特許文献3に開示された、Niを鋼板表面に析出させて化成処理性を改善する技術は、従来の普通鋼板には有効ではあっても、鋼板表層に多量のSi含有酸化物層が形成され、不活性化された鋼板表面を有するSi含有冷延鋼板に対しては、十分な改善効果を得ることはできない。また、特許文献1および2に記載された技術に、特許文献3の技術を適用したとしても、鋼板表層に形成されたSi含有酸化物層を完全に除去しきれていない以上、Ni析出による化成処理性や塗装後耐食性の改善効果を安定して得ることはできない。
【0011】
本発明は、Siを多量に含有する冷延鋼板が抱える上記問題点に鑑みてなされたものであり、その目的は、低温度化された化成処理液を用いる場合にも化成処理性に優れ、かつ塩温水浸漬試験や複合サイクル腐食試験のような過酷な腐食環境での塗装後耐食性にも優れるSi含有冷延鋼板とその有利な製造方法、ならびに、そのSi含有冷延鋼板を用いた自動車部材を提供することにある。
【課題を解決するための手段】
【0012】
発明者らは、上記課題を解決するべく、連続焼鈍後の鋼板の表面特性について詳細な解析を重ね、鋼板表面と化成処理液との反応性を高める方法について鋭意研究を重ねた。その結果、冷間圧延後、連続焼鈍した鋼板表面を強酸洗し、鋼板表層に形成されたSi含有酸化物層を完全に除去するとともに、上記強酸洗によって鉄系酸化物が鋼板表面に生成するのを抑制し、さらに、鋼板表面に電解処理を施して極微量のNiを析出させてやることが極めて有効であることを見出し、本発明を完成させた。
【0013】
すなわち、本発明は、Siを0.5〜3.0mass%含有する冷間圧延後の鋼板を連続焼鈍した後、酸洗し、Niを含む水溶液中で電解処理した冷延鋼板であって、鋼板表層のSi含有酸化物層が除去され、かつ、鋼板表面の鉄系酸化物の表面被覆率が85%以下で、Ni析出量が1〜100mg/m2であることを特徴とするSi含有冷延鋼板である。
【0014】
本発明の上記冷延鋼板は、Siの他に、C:0.01〜0.30mass%、Mn:1.0〜7.5mass%、P:0.05mass%以下、S:0.01mass%以下およびAl:0.06mass%以下を含有し、残部がFeおよび不可避的不純物からなる成分組成を有することを特徴とする。
【0015】
また、本発明は、Siを0.5〜3.0mass%含有する冷間圧延後、連続焼鈍した鋼板を酸洗して鋼板表層のSi含有酸化物層を除去し、かつ、鋼板表面の鉄系酸化物の表面被覆率を85%以下に低減した後、Niを含む水溶液中で電解処理を施して鋼板表面にNiを1〜100mg/m2析出させることを特徴とするSi含有冷延鋼板の製造方法を提案する。
【0016】
また、本発明の製造方法は、上記酸洗を、硝酸濃度が100g/L超え200g/L以下、硝酸濃度に対する塩酸濃度の比(HCl/HNO3)が0.01〜0.25の硝酸と塩酸を混合した酸を用いて行うことを特徴とする。
【0017】
また、本発明の製造方法における上記Niを含む水溶液は、硫酸ニッケルまたは塩化ニッケルの水溶液であることを特徴とする。
【0018】
また、本発明は、上記のSi含有冷延鋼板を用いてなることを特徴とする自動車部材である。
【発明の効果】
【0019】
本発明によれば、Siを0.5〜3.0mass%と多量に含有しかつ低温度化された劣悪な化成処理条件においても、化成処理性に優れると共に、塩温水浸漬試験や複合サイクル腐食試験のような過酷な腐食環境下における塗装後耐食性にも優れる冷延鋼板を提供することができる。したがって、本発明によれば、Siを多量に含有する引張強さTSが590MPa以上の高強度冷延鋼板の化成処理性や塗装後耐食性を大きく改善することが可能となるので、自動車車体の軽量化と高強度化に大きく寄与する。
【図面の簡単な説明】
【0020】
【図1】鉄系酸化物の表面被覆率を求めるための冷延鋼板標準サンプルNo.aおよびbの鋼板表面の反射電子像を示す。
【図2】冷延鋼板標準サンプルNo.aおよびbの反射電子像写真のグレー値に対するピクセル数のヒストグラムを示す。
【発明を実施するための形態】
【0021】
まず、本発明の基本的な技術思想について説明する。
冷間圧延した冷延鋼板を再結晶させ、所望の組織と強度、加工性を付与するために行われる連続焼鈍炉を用いた焼鈍工程では、通常、雰囲気ガスとして非酸化性または還元性のガスが用いられており、露点も厳格に管理されている。そのため、合金添加量の少ない普通の一般冷延鋼板では、鋼板表面の酸化は抑制されている。しかし、Siを0.5mass%以上含有する鋼板では、焼鈍時の雰囲気ガスの成分や露点をいくら厳格に管理しても、Feより易酸化性であるSiやMn等が酸化して、鋼板表面にSi酸化物(SiO2)やSi−Mn系複合酸化物などのSi含有酸化物を形成することが避けられない。このSi含有酸化物の構成は、鋼板成分や焼鈍雰囲気などによっても変化するが、一般的には両者が混在していることが多い。また、このSi含有酸化物は、鋼板表面だけでなく、地鉄内部にまで形成されるため、電着塗装の下地処理として施される化成処理(リン酸亜鉛処理)における鋼板表面のエッチング性を大きく阻害し、健全な化成処理皮膜の形成に悪影響を及ぼすことが知られている。
【0022】
一方、近年では、化成処理時のスラッジ生成量やランニングコストの低減を目的として、化成処理液の低温度化が進み、鋼板に対する処理液の反応性が従来よりも低い条件で化成処理がなされるようになってきている。このような化成処理条件の変化は、従来から使用されている合金添加量の少ない普通鋼板では、表面調整技術の改良等により特に問題となることはない。しかし、合金成分を多量に添加した鋼板、特にSiを多量に添加して高強度化を図っている高強度冷延鋼板では、上記化成処理条件の変化による影響は極めて大きいものがある。そのため、上記のような化成処理条件の劣悪化に対応するには、Si含有冷延鋼板の鋼板表面を何らかの手段で活性化し、化成処理液との反応性を高めてやる必要があると考えられる。
【0023】
そこで、発明者らは、上記のような化成処理条件の劣悪化に対応するべく、鋼板表面を活性化させ、化成処理性を向上させる方法について検討を重ねた。その結果、連続焼鈍後の冷延鋼板表面を、硝酸等を用いて強酸洗し、鋼板表層に形成されたSi含有酸化物層を完全に除去することが有効であることを見出した。ここで、上記Si含有酸化物とは、スラブ加熱時や熱間圧延時あるいは熱間圧延後や冷間圧延後の焼鈍時等において鋼板表面や鋼板内部の結晶粒界に沿って形成されるSiO2やSi−Mn系複合酸化物のことをいう。これらのSi含有酸化物が存在する層の厚さは、鋼板成分や製造条件(温度、時間、雰囲気等)によっても変化するが、通常、鋼板表面から1μm程度の領域である(以降、この領域を「鋼板表層」ともいう。)。
【0024】
なお、上記Si含有酸化物を、硝酸等を用いて強酸洗して除去する理由は、Si含有酸化物のうち、Si−Mn系複合酸化物は酸に容易に溶解するが、SiO2は難溶性を示すため、これを除去するには、硝酸のような強酸化性の酸で鋼板表面のSi含有酸化物を地鉄ごと取り除いてやる必要があるからである。
【0025】
しかしながら、発明者らの研究によれば、連続焼鈍後、硝酸等を用いて強酸洗して鋼板表層に存在するSi含有酸化物層を完全に除去することで化成処理性は大幅に改善されるものの、時として化成処理性に劣る場合があることが明らかとなった。そして、その原因についてさらに調査したところ、上記硝酸等による強酸洗によって鋼板表面から溶解したFeが酸化されて新たな鉄系の酸化物を生成し、鋼板表面に沈殿析出して鋼板表面を覆い、これによって化成処理性が劣化していることが明らかになった。なお、上記鉄系酸化物とは、酸化物を構成する酸素以外の元素のうちで鉄の原子濃度比が30%以上である鉄主体の酸化物のことをいう。
【0026】
そして、発明者らは、さらに検討を重ねた結果、上記強酸洗によって生成する鉄系酸化物の化成処理性への悪影響を軽減するには、上記鉄系酸化物の生成を抑制し、鉄系酸化物による鋼板表面の被覆率を85%以下に低減することが重要であること、また、その達成手段としては、硝酸濃度を適正範囲に制御して硝酸による酸化を抑制するとともに、酸化膜破壊効果のある塩酸を所定の比率で混合した酸を酸洗液に用いて強酸洗することが重要であることを見出した。
【0027】
さらに、発明者らは、自動車の足回り部材のように、極めて厳しい腐食環境下で使用され、より厳しい塗装後耐食性が要求される部材の化成処理性や塗装後耐食性を改善するには、硝酸酸洗によって生成した鉄系酸化物の鋼板表面被覆率を85%以下としただけでは不十分であり、さらに、Niを含む水溶液中で鋼板に電解処理を施し、鋼板表面に極微量のNi(1〜100mg/m2)を析出させ、これを化成結晶の核形成起点としてやることが極めて効果的であることを見出した。
本発明は、上記の新規な知見に、さらに検討を加えて完成したものである。
【0028】
次に、本発明のSi含有冷延鋼板の成分組成について説明する。
Si:0.5〜3.0mass%
Siは、加工性を大きく損なうことなく鋼の強度を高めることができるため、鋼の高強度化を達成するには有効な元素であるが、化成処理性や塗装後耐食性に悪影響を及ぼす元素でもある。Siを添加して高強度化を図るためには0.5mass%以上の添加が必要である。また、Siが0.5mass%未満では、化成処理条件の悪化による影響も小さいので、本発明を適用する必要性がない。一方、Siの含有量が3.0mass%を超えると、鋼が硬質化し、圧延性や通板性(製造性)に悪影響を及ぼしたり、鋼板自体の延性低下を招いたりする。よって、Siは0.5〜3.0mass%の範囲で添加する。好ましくは0.8〜2.5mass%の範囲である。
【0029】
本発明の冷延鋼板は、Siを上記範囲で含有することを必須の要件とするが、その他の成分については、通常の冷延鋼板が有する組成範囲であれば許容することができ、特に制限されるものではない。ただし、本発明の冷延鋼板を、自動車車体等に用いる引張強さTSが590MPa以上の高強度冷延鋼板に適用する場合には、以下の成分組成を有するものであることが好ましい。
【0030】
C:0.01〜0.30mass%
Cは、鋼を高強度化するのに有効な元素であり、さらに、TRIP(変態誘起塑性:Transformation Induced Plasticity)効果を有する残留オーステナイトや、ベイナイト、マルテンサイトを生成させるのにも有効な元素である。上記効果は0.01mass%以上の添加で得られる。しかし、Cを過剰に添加すると溶接性が低下ようになるが、0.30mass%以下であれば、大きな低下は生じない。よって、Cは0.01〜0.30mass%の範囲で添加するのが好ましい。より好ましくは0.10〜0.20mass%の範囲である。
【0031】
Mn:1.0〜7.5mass%
Mnは、鋼を固溶強化して高強度化するとともに、焼入性を高め、残留オーステナイトやベイナイト、マルテンサイトの生成を促進する作用を有する元素である。このような効果は、1.0mass%以上の添加で発現する。一方、Mnの過剰な添加は原料コストの上昇を招くが、7.5mass%以下であれば許容できる。よって、Mnは1.0〜7.5mass%の範囲で添加するのが好ましい。より好ましくは2.0〜5.0mass%の範囲である。
【0032】
P:0.05mass%以下
Pは、固溶強化能の大きい割に深絞り性を害さない元素であり、高強度化を達成するのに有効な元素である。上記効果を得るには0.005mass%以上含有させることが好ましい。一方、Pは、スポット溶接性を害する元素でもあるので、上限は0.05mass%とするのが好ましい。より好ましくは0.02mass%以下である。
【0033】
S:0.01mass%以下
Sは、鋼中に不可避的に混入してくる不純物元素であり、MnSとして析出し、鋼板の伸びフランジ性を低下させる有害な成分でもある。伸びフランジ性を低下させないためには、Sは0.01mass%以下に制限するのが好ましく、0.005mass%以下がより好ましい。さらに好ましくは0.003mass%以下である。
【0034】
Al:0.06mass%以下
Alは、製鋼工程で脱酸剤として添加される元素であり、また、伸びフランジ性を低下させる非金属介在物をスラグとして分離するのに有効な元素であるので、0.01mass%以上含有させるのが好ましい。しかし、過剰な添加は原料コストの上昇を招くので、Alの上限は0.06mass%とするのが好ましい。より好ましくは0.02〜0.06mass%の範囲である。
【0035】
本発明のSi含有冷延鋼板は、上記成分以外の残部は、Feおよび不可避的不純物である。ただし、本発明の作用効果を害しない範囲であれば、その他の成分の添加を拒むものではない。
例えば、Ti,NbおよびVは、炭化物や窒化物等の析出物を形成し、鋼の強度を上昇させる他、フェライトの成長を抑制して組織を微細化し、成形性、特に伸びフランジ性を向上させる有用な元素である。上記効果は、それぞれの元素とも0.005mass%以上の添加で得られ、0.3mass%を超えると飽和する。そのため、Ti,NbおよびVは、それぞれ0.005〜0.3mass%の範囲で1種または2種以上を添加するのが好ましい。より好ましくは、それぞれ0.005〜0.2mass%の範囲である。
MoおよびCrは、鋼の焼入れ性を向上し、ベイナイトやマルテンサイトの生成を促進して高強度化に寄与する元素である。上記効果は、それぞれ0.005mass%以上の添加で得られ、0.3mass%超えると飽和する。そのため、MoおよびCrは、それぞれ0.005〜0.3mass%の範囲で添加するのが好ましい。より好ましくは、それぞれ0.005〜0.2mass%の範囲である。
Bは、鋼の焼入れ性を高めるのに有効な元素であるので、0.006mass%以下添加することができる。より好ましくは、0.002mass%以下である。
NiおよびCuは、鋼の高強度化に有効な元素であり、それぞれ2.0mass%以下の範囲で添加することができる。
Nは、鋼の耐時効性を最も劣化させる元素であり、特に、0.008mass%を超えると耐時効性の劣化が顕著となる。そのため、Nは低いほどよく、0.008mass%以下とするのが好ましい。より好ましくは0.006mass%以下である。
CaおよびREMは、硫化物の形態を球状化する効果があり、伸びフランジ性を改善するのに有効な元素である。上記効果は、0.001mass%以上の添加で得られ、0.1mass%を超えると鋼の清浄度が低下するようになる。よって、CaおよびREMは、それぞれ0.001〜0.1mass%の範囲で添加するのが好ましい。
【0036】
次に、本発明の冷延鋼板の表面特性について説明する。
前述したように、本発明の冷延鋼板は、熱間圧延や冷間圧延後の焼鈍等の製造時に、鋼板表面や表面近傍の粒界部分等(鋼板表層)に形成されたSiO2やSi−Mn系複合酸化物等のSi含有酸化物層を完全に除去した鋼板表面を有するものであることが必要である。そのためには、硝酸等を用いた強酸洗により、鋼板表層に形成されたSi含有酸化物を地鉄ごと溶解、除去したものであることが必要である。
【0037】
さらに、本発明の冷延鋼板は、上記Si含有酸化物層を完全に除去したものであることに加えて、上記硝酸等を用いた強酸洗によって鋼板表面に生成する鉄系酸化物の鋼板表面被覆率が面積率にして85%以下であることが必要である。鉄系酸化物の表面被覆率が85%を超えると、化成処理における鉄の溶解反応が抑制されて、リン酸亜鉛等の化成結晶の成長が阻害されるからである。好ましくは80%以下である。
【0038】
なお、本発明では、上記鉄系酸化物の表面被覆率は、以下のようにして求める。
極表層情報を検出できる極低加速電圧の走査型電子顕微鏡(ULV−SEM)を用いて酸洗後の鋼板表面を加速電圧2kV、作動距離3.0mm、倍率1000倍程度で5視野程度を観察し、エネルギー分散型X線分光器(EDX)を用いて分光分析し、反射電子像を得る。この反射電子像を画像解析ソフト、例えば、Image Jを用いて2値化処理して黒色部の面積率を測定し、各視野の測定値を平均化することで鉄系酸化物の表面被覆率を得ることができる。なお、上記極低加速電圧の走査型電子顕微鏡(ULV−SEM)としては、例えば、SEISS社製;ULTRA55を、また、エネルギー分散型X線分光器(EDX)としては、例えば、Thermo Fisher社製;NSS312Eを挙げることができる。
【0039】
ここで、上記2値化処理に用いる閾値は、以下のようにして設定した。
C:0.14mass%、Si:1.65mass%、Mn:1.33mass%、P:0.018mass%、S:0.002mass%、Al:0.035mass%、残部が実質的にFeからなる鋼スラブを、1150℃に加熱後、仕上終了温度を850℃とする熱間圧延し、550℃で巻き取った後、酸洗し、冷間圧延して1.8mmの冷延板とし、その後、その冷延板に、750℃×30秒の均熱焼鈍後、20℃/秒で400℃まで冷却し、100秒間過時効処理し、50℃/秒で室温まで冷却する連続焼鈍を施して冷延焼鈍板とした。
【0040】
次いで、上記連続焼鈍後の冷延鋼板を、表1に示した条件で、酸洗と再酸洗を施した後、0.7%の調質圧延を施して、鋼板表面の鉄系酸化物量が異なるNo.aおよびbの2種類の冷延鋼板を得た。
斯くして得られた上記No.aの冷延鋼板を鉄系酸化物の多い標準サンプル、No.bの冷延鋼板を鉄系酸化物の少ない標準サンプルとし、それぞれの鋼板について、走査型電子顕微鏡を用いて前述した条件で反射電子像を得た。図1は、No.a,bの鋼板の反射電子像写真を、また、図2は、No.a,bの鋼板の上記反射電子像写真のグレー値に対するピクセル数のヒストグラムを示す。そして、本発明では、上記図2に示したNo.a,bのヒストグラムの交点(X点)に対応するグレー値(Y点)を閾値とした。因みに、上記閾値を用いて、No.a,bの鋼板の鉄系酸化物の表面被覆率を求めたところ、No.aの鋼板は85.3%、No.bの鋼板は25.8%であった。
【0041】
【表1】
【0042】
しかし、本発明の冷延鋼板は、自動車車体の足回り部材のように、極めて苛酷な塗装後耐食性が求められる部材に用いる場合には、鋼板表面に生成する鉄系酸化物の被覆率を85%以下に低減するだけでは不十分であり、さらに、Niを含む水溶液中で電解処理を施して、化成処理における化成結晶の核生成起点として作用するNiを、鋼板表面に1〜100mg/m2(片面当たり)の範囲で析出させたものであることが必要である。Ni析出量が1mg/m2未満では、化成処理性の向上効果が十分に得られず、一方、100mg/m2を超えると、Niが連続して析出するようになり、核生成起点が減少して却って化成処理性を低下させるためである。好ましくは2〜30mg/m2の範囲である。なお、上記Ni析出量の測定方法は、特に制限はなく、例えば、湿式分析で直接的に測定する方法、または湿式分析で測定したNi析出量が既知の標準板を蛍光X線分析し、その強度とNi析出量との関係から得られる検量線から、蛍光X線を用いて間接的に測定する方法等を採用することができるが、オンラインで迅速に対応できるという点からは、後者の蛍光X線法が好ましい。
【0043】
次に、上記表面特性を有するSi含有冷延鋼板の製造方法について説明する。
本発明のSi含有冷延鋼板の製造方法は、Siを0.5〜3.0mass%含有する鋼素材(スラブ)を加熱後、熱間圧延し、冷間圧延し、連続焼鈍し、その後、強酸洗して鋼板表層のSi含有酸化物層を完全に除去し、かつ、上記強酸洗によって鋼板表面に生成した鉄系酸化物の鋼板表面被覆率を85%以下に低減した上で、さらに、Niを含む水溶液中で電解処理を施して鋼板表面にNiを1〜100mg/m2析出させる製造方法である。したがって、製鋼工程から冷間圧延後の連続焼鈍工程までは、常法に従って製造することができるが、連続焼鈍後の酸洗以降は、下記の条件で製造するのが好ましい。
【0044】
連続焼鈍後の酸洗
連続焼鈍後の鋼板表層には、SiO2やSi−Mn系複合酸化物等のSi含有酸化物が多量に生成されており、このままでは化成処理性や塗装後耐食性が著しく低下してしまう。そこで、本発明では、焼鈍後の冷延鋼板の表面を、硝酸に塩酸を混合した酸等を酸洗液に用いて強酸洗し、鋼板表層のSi含有酸化物層を地鉄ごと除去してやるとともに、上記強酸洗によって鋼板表面に沈殿析出してくる鉄系酸化物の生成を抑制してやることが必要である。
【0045】
というのは、前述したように、Si含有酸化物のうち、Si−Mn系複合酸化物は酸に容易に溶解するが、SiO2は酸に対して難溶性を示す。したがって、酸洗でSiO2を含めてSi含有酸化物を完全に除去するには、硝酸等を用いて鋼板の地鉄ごと取り除いてやる必要がある。そして、上記のような強酸洗を、酸洗液に硝酸を用いて行う場合には、硝酸濃度を100g/L超えとする必要がある。しかし、硝酸は、強酸化性の酸でもあるため、鋼板表面から溶出したFeが酸化され、鉄系酸化物を生成して鋼板表面を覆うため、却って化成処理性や塗装後耐食性に悪影響を及ぼすことがある。そこで、上記弊害を抑制するため、硝酸濃度は200g/L以下に抑える必要がある。よって、本発明では、連続焼鈍後の酸洗に用いる硝酸濃度は、100g/L超え200g/L以下の範囲とする。好ましくは110〜150g/Lの範囲である。
【0046】
しかし、硝酸濃度を上記範囲に制限しただけでは、酸洗により鋼板表面に生成する鉄系酸化物の表面被覆率を安定して85%以下に制御することは難しい。そこで、本発明では、上記硝酸酸洗による鉄系酸化物の生成をより確実に抑制するため、硝酸濃度を上記範囲に制限することに加えてさらに、酸化膜破壊効果のある塩化物イオン、つまり塩酸を、硝酸濃度に対する塩酸濃度の比R(HCl/HNO3)が0.01〜0.25となるよう混合した酸を用いて酸洗することとした。上記比率Rが0.01未満では、上記鉄系酸化物の生成抑制効果が小さく、一方、0.25を超えると、鋼板の溶解量が減少して、Si含有酸化物層を完全に除去することができなくなるからである。
【0047】
また、上記硝酸と塩酸を混合した酸を用いた酸洗は、酸洗液の温度を20〜70℃とし、酸洗時間を3〜30秒の範囲として行うのが好ましい。酸洗液の温度が20℃以上、かつ酸洗時間が3秒以上であれば、焼鈍時に形成された鋼板表層のSi含有酸化物層を十分に除去することができるので、化成処理性や塗装後耐食性を低下させることがない。一方、酸洗液の温度が70℃以下、かつ30秒以下であれば、酸洗過剰のために、鋼板表面が粗くなって化成処理皮膜が不均一となったり、鉄系酸化物による表面被覆率が高くなったりすることがないからである。
【0048】
なお、連続焼鈍後の酸洗に用いる酸洗液としては、鋼板表層のSi含有酸化物層を完全に除去でき、かつ、酸洗により鋼板表面に生成する鉄系酸化物の表面被覆率を85%以下に制御することができれば、硝酸と塩酸を混合した酸に限定されるものではなく、例えば、硝酸と弗酸を混合した硝弗酸を用いてもよく、その他の酸を用いてもよい。また、地鉄の溶解を促進するため、上記の酸洗液に酸洗促進剤を添加したり、電解処理を併用したりしてもよい。
【0049】
Ni析出処理
上記のようにして連続焼鈍後、強酸洗して鋼板表層のSi含有酸化物層を完全に除去し、鋼板表面の鉄系酸化物の被覆率を85%以下とした鋼板は、その後、Niを含む水溶液中で鋼板を陰極として電解処理して、Niを鋼板表面に1〜100mg/m2の範囲で析出させる。Ni析出量が1mg/m2未満では、化成処理性の向上効果が十分に得られず、一方、100mg/m2を超えると、却って化成処理性を低下させるためである。好ましくは2〜30mg/m2の範囲である。
【0050】
ここで、上記電解処理に用いるNi水溶液としては、ニッケルめっきに通常使用されている硫酸ニッケル(NiSO4)や塩化ニッケル(NiCl2)の水溶液等を用いることができ、中でも、硫酸ニッケルは、製鉄業で一般的に用いられているため好ましくい。上記Niを析出させる電解処理条件は、Niの析出量を上記範囲に制御できる条件であればよく、特に制限はないが、液温20〜70℃、電流密度1〜20A/dm2、処理時間 1〜30秒として行うのが好ましい。
【0051】
上記のようにして連続焼鈍後、強酸洗し、その後、Niを含む水溶液中で電解処理を施してNiを鋼板表面に適正量析出させた冷延鋼板は、その後、調質圧延やレベラー加工等の通常の処理工程を経て製品板とすることができる。
【実施例1】
【0052】
C:0.125mass%、Si:1.5mass%、Mn:2.6mass%、P:0.019mass%、S:0.008mass%およびAl:0.040mass%を含有し、残部がFeおよび不可避的不純物からなる鋼を、転炉、脱ガス処理等を経る通常の精練プロセスで溶製し、連続鋳造して鋼素材(スラブ)とした。次いで、このスラブを、1150〜1170℃の温度に再加熱した後、仕上圧延終了温度を850〜880℃とする熱間圧延し、500〜550℃の温度でコイルに巻き取り、板厚が3〜4mmの熱延鋼板とし、その後、これらの熱延鋼板を酸洗し、スケールを除去した後、冷間圧延し、板厚が1.8mmの冷延鋼板とした。次いで、これらの冷延鋼板を、750〜780℃の均熱温度に加熱し、40〜50秒間保持した後、上記均熱温度から350〜400℃の冷却停止温度まで20〜30℃/秒で冷却し、上記冷却停止温度範囲に100〜120秒間保持する連続焼鈍を施した後、表2に示した条件で鋼板表面を酸洗した。
【0053】
上記酸洗後の冷延鋼板から試験片を採取し、極低加速電圧の走査型電子顕微鏡(ULV−SEM;SEISS社製;ULTRA55)を用いて鋼板表面を加速電圧2kV、作動距離3.0mm、倍率1000倍で5視野を観察し、エネルギー分散型X線分光器(EDX;Thermo Fisher社製;NSS312E)を用いて分光分析して反射電子像を得た。この反射電子像を、画像解析ソフト(Image J)を用いて、前述した標準サンプルNo.a,bのヒストグラムの交点(X点)に対応するグレー値(Y点)を閾値として定め、2値化処理して黒色部の面積率を測定し、5視野の平均値を求めて、鉄系酸化物の表面被覆率とした。
【0054】
その後、上記酸洗した冷延鋼板に、Niを含む水溶液中で、表3に示した1〜4の条件で電解処理を施してNiを析出させた後、あるいは、電解処理を施すことなく、伸び率0.7%の調質圧延を施して、表2に示したNo.1〜13の冷延鋼板を得た。
【0055】
【表2】
【0056】
【表3】
【0057】
次いで、上記の各冷延鋼板から試験片を採取し、鋼板表面に析出したNi量を蛍光X線を用いて測定した後、下記条件で化成処理と塗装処理を施してから、塩温水浸漬試験、塩水噴霧試験および複合サイクル腐食試験の3種の腐食試験に供して、塗装後耐食性を評価した。
(1)化成処理条件
上記各冷延鋼板から採取した試験片に、日本パーカライジング社製の脱脂剤:FC−E2011、表面調整剤:PL−Xおよび化成処理剤:パルボンドPB−L3065を用いて、下記の標準条件および化成処理液の温度を下げて低温度化した比較条件の2条件で、化成処理皮膜付着量が1.7〜3.0g/m2となるよう化成処理を施した。
<標準条件>
・脱脂工程:処理温度 40°C、処理時間 120秒
・スプレー脱脂、表面調整工程:pH 9.5、処理温度室温、処理時間 20秒
・化成処理工程:化成処理液の温度 35℃、処理時間 120秒
<低温度化条件>
上記標準条件における化成処理液の温度を33℃に低下した条件
【0058】
(2)腐食試験
上記化成処理を施した試験片の表面に、日本ペイント社製の電着塗料:V−50を用いて、膜厚が25μmとなるように電着塗装を施し、下記3種類の腐食試験に供した。
<塩温水浸漬試験>
化成処理および電着塗装を施した上記試験片の表面に、カッターで長さ45mmのクロスカット疵を付与した後、この試験片を、5mass%NaCl溶液(60℃)に360時間浸漬し、その後、水洗し、乾燥し、カット疵部に粘着テープを貼り付けた後、引き剥がすテープ剥離試験を行い、カット疵部左右を合わせた最大剥離全幅を測定した。この最大剥離全幅が5.0mm以下であれば、耐塩温水浸漬試験における耐食性は良好と評価することができる。
<塩水噴霧試験(SST)>
化成処理、電着塗装を施した上記試験片の表面に、カッターで長さ45mmのクロスカット疵を付与した後、この試験片を、5mass%NaCl水溶液を使用して、JIS Z2371:2000に規定される中性塩水噴霧試験に準拠して1200時間の塩水噴霧試験を行った後、クロスカット疵部についてテープ剥離試験し、カット疵部左右を合わせた最大剥離全幅を測定した。この最大剥離全幅が4.0mm以下であれば、塩水噴霧試験における耐食性は良好と評価することができる。
<複合サイクル腐食試験(CCT)>
化成処理、電着塗装を施した上記試験片の表面に、カッターで長さ45mmのクロスカット疵を付与した後、この試験片を、塩水噴霧(5mass%NaCl水溶液:35℃、相対湿度:98%)×2時間→乾燥(60℃、相対湿度:30%)×2時間→湿潤(50℃、相対湿度:95%)×2時間、を1サイクルとして、これを120サイクル繰り返す腐食試験後、水洗し、乾燥した後、カット疵部についてテープ剥離試験し、カット疵部左右を合わせた最大剥離全幅を測定した。この最大剥離全幅が6.0mm以下であれば、複合サイクル腐食試験での耐食性は良好と評価できる。
【0059】
上記試験の結果を表2に併記した。この結果から、連続焼鈍後、本発明に適合する条件で酸洗し、Niを含む水溶液中で電解処理を施した発明例の鋼板は、塩温水浸漬試験、塩水噴霧試験および複合サイクル腐食試験のいずれにおいても最大剥離全幅が小さく、良好な塗装後耐食性を示していることがわかる。一方、本発明の酸洗条件を満たさない比較例の鋼板は、いずれも塗装後耐食性に劣っていることがわかる。
【実施例2】
【0060】
表4に示した成分組成を有する鋼記号A〜Nの鋼を転炉、脱ガス処理等を経る通常の精練プロセスで溶製し、連続鋳造して鋼スラブとした。これらの鋼スラブを、表5に示した熱延条件で熱間圧延し、板厚3〜4mmの熱延鋼板とし、酸洗して鋼板表面のスケールを除去した後、冷間圧延して板厚1.8mmの冷延鋼板とした。次いで、これらの冷延鋼板を、同じく表5に示した条件で連続焼鈍した後、表6に示した条件で酸洗し、実施例1と同様にして、鋼板表面の鉄系酸化物の表面被覆率を測定した。次いで、上記酸洗後の鋼板に、Niを含む水溶液中で、表3に示した1〜4の条件で電解処理を施した後、伸び率0.7%の調質圧延を施して、表6に示したNo.1〜20の冷延鋼板を得た。
【0061】
【表4】
【0062】
【表5】
【0063】
【表6】
【0064】
斯くして得られた上記冷延鋼板から試験片を採取し、実施例1と同様にして、鋼板表面のNi析出量を測定した後、下記の引張試験および塗装後耐食性試験に供した。
(1)機械的特性
圧延方向に直角方向(C方向)から採取したJIS Z2201:1998に規定のJIS5号引張試験片を用いて、JIS Z2241:1998の規定に準拠して引張試験を行い、引張強さTSを測定した。
(2)塗装後耐食性
各冷延鋼板から採取した試験片に、実施例1と同じ条件で、化成処理し、電着塗装を施した試験片を作製し、実施例1と同様にして、塩温水浸漬試験、塩水噴霧試験(SST)および複合サイクル腐食試験(CCT)の3種類の腐食試験に供して、塗装後耐食性を評価した。
【0065】
上記試験の結果を、表5および表6に併記した。これらの結果から、Siを0.5mass%以上含有し、本発明に適合する条件で連続焼鈍後、酸洗し、さらにNiを含む水溶液中で電解処理してNiを適正量析出させた本発明例の高強度冷延鋼板は、引張強さTSが590MPa以上の高強度を有し、かつ塗装後耐食性にも優れていることがわかる。
【産業上の利用可能性】
【0066】
本発明により製造されるSi含有冷延鋼板は、塗装後耐食性に優れるだけでなく、高い強度と優れた加工性を有しているので、自動車車体用部材の素材としてだけでなく、家電製品や建築部材などの分野で同様の特性が求められる用途の素材としても好適に用いることができる。
【特許請求の範囲】
【請求項1】
Siを0.5〜3.0mass%含有する冷間圧延後の鋼板を連続焼鈍した後、酸洗し、Niを含む水溶液中で電解処理した冷延鋼板であって、
鋼板表層のSi含有酸化物層が除去され、かつ、鋼板表面の鉄系酸化物の表面被覆率が85%以下で、Ni析出量が1〜100mg/m2であることを特徴とするSi含有冷延鋼板。
【請求項2】
上記冷延鋼板は、Siの他に、C:0.01〜0.30mass%、Mn:1.0〜7.5mass%、P:0.05mass%以下、S:0.01mass%以下およびAl:0.06mass%以下を含有し、残部がFeおよび不可避的不純物からなる成分組成を有することを特徴とする請求項1に記載のSi含有冷延鋼板。
【請求項3】
Siを0.5〜3.0mass%含有する冷間圧延後、連続焼鈍した鋼板を酸洗して鋼板表層のSi含有酸化物層を除去し、かつ、鋼板表面の鉄系酸化物の表面被覆率を85%以下に低減した後、Niを含む水溶液中で電解処理を施して鋼板表面にNiを1〜100mg/m2析出させることを特徴とするSi含有冷延鋼板の製造方法。
【請求項4】
上記酸洗を、硝酸濃度が100g/L超え200g/L以下、硝酸濃度に対する塩酸濃度の比(HCl/HNO3)が0.01〜0.25の硝酸と塩酸を混合した酸を用いて行うことを特徴とする請求項3に記載のSi含有冷延鋼板の製造方法。
【請求項5】
上記Niを含む水溶液は、硫酸ニッケルまたは塩化ニッケルの水溶液であることを特徴とする請求項3または4に記載のSi含有冷延鋼板の製造方法。
【請求項6】
上記請求項1または2に記載のSi含有冷延鋼板を用いてなることを特徴とする自動車部材。
【請求項1】
Siを0.5〜3.0mass%含有する冷間圧延後の鋼板を連続焼鈍した後、酸洗し、Niを含む水溶液中で電解処理した冷延鋼板であって、
鋼板表層のSi含有酸化物層が除去され、かつ、鋼板表面の鉄系酸化物の表面被覆率が85%以下で、Ni析出量が1〜100mg/m2であることを特徴とするSi含有冷延鋼板。
【請求項2】
上記冷延鋼板は、Siの他に、C:0.01〜0.30mass%、Mn:1.0〜7.5mass%、P:0.05mass%以下、S:0.01mass%以下およびAl:0.06mass%以下を含有し、残部がFeおよび不可避的不純物からなる成分組成を有することを特徴とする請求項1に記載のSi含有冷延鋼板。
【請求項3】
Siを0.5〜3.0mass%含有する冷間圧延後、連続焼鈍した鋼板を酸洗して鋼板表層のSi含有酸化物層を除去し、かつ、鋼板表面の鉄系酸化物の表面被覆率を85%以下に低減した後、Niを含む水溶液中で電解処理を施して鋼板表面にNiを1〜100mg/m2析出させることを特徴とするSi含有冷延鋼板の製造方法。
【請求項4】
上記酸洗を、硝酸濃度が100g/L超え200g/L以下、硝酸濃度に対する塩酸濃度の比(HCl/HNO3)が0.01〜0.25の硝酸と塩酸を混合した酸を用いて行うことを特徴とする請求項3に記載のSi含有冷延鋼板の製造方法。
【請求項5】
上記Niを含む水溶液は、硫酸ニッケルまたは塩化ニッケルの水溶液であることを特徴とする請求項3または4に記載のSi含有冷延鋼板の製造方法。
【請求項6】
上記請求項1または2に記載のSi含有冷延鋼板を用いてなることを特徴とする自動車部材。
【図1】

【図2】
【図2】
【公開番号】特開2012−188694(P2012−188694A)
【公開日】平成24年10月4日(2012.10.4)
【国際特許分類】
【出願番号】特願2011−52403(P2011−52403)
【出願日】平成23年3月10日(2011.3.10)
【出願人】(000001258)JFEスチール株式会社 (8,589)
【Fターム(参考)】
【公開日】平成24年10月4日(2012.10.4)
【国際特許分類】
【出願日】平成23年3月10日(2011.3.10)
【出願人】(000001258)JFEスチール株式会社 (8,589)
【Fターム(参考)】
[ Back to top ]