
Tダイ吐出口の清浄装置及びこれを利用したシート状樹脂成形体の製造方法
【課題】シート状の樹脂成形体を製造するTダイにおいて、吐出口表面に付着した樹脂塊や樹脂膜等を十分に除去でき、また、維持管理が容易なTダイ吐出口の清浄装置及びこれを利用したシート状樹脂成形体の製造方法を提供する。
【解決手段】本発明に係るTダイ吐出口の清浄装置は、Tダイ吐出口53に沿って水平方向に往復動する移動台1上に、Tダイ吐出口53から流延する樹脂を切断する切断手段20と、その切断後にTダイ吐出口53表面に付着した樹脂を拭き取る拭取手段10が載置され、前記切断手段20は、樹脂を切断するカッター25と、カッター25を上下動させる昇降手段215とを有し、前記拭取手段10は、Tダイ吐出口53にあてがわれる樹脂拭体13と、樹脂拭体13を上下動させる昇降手段135と、樹脂拭体13に付着する拭き取られた樹脂を除去するスクレーパ15とを有する。
【解決手段】本発明に係るTダイ吐出口の清浄装置は、Tダイ吐出口53に沿って水平方向に往復動する移動台1上に、Tダイ吐出口53から流延する樹脂を切断する切断手段20と、その切断後にTダイ吐出口53表面に付着した樹脂を拭き取る拭取手段10が載置され、前記切断手段20は、樹脂を切断するカッター25と、カッター25を上下動させる昇降手段215とを有し、前記拭取手段10は、Tダイ吐出口53にあてがわれる樹脂拭体13と、樹脂拭体13を上下動させる昇降手段135と、樹脂拭体13に付着する拭き取られた樹脂を除去するスクレーパ15とを有する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、Tダイを用いてシート状の樹脂成形体を製造する装置又は方法に好適に使用されるTダイ吐出口の清浄装置及びこれを利用したシート状樹脂成形体の製造方法に関する。
【背景技術】
【0002】
Tダイを備える押出機又は射出成形機により、シート状又はフィルム状の樹脂成形体が製造されている。シート状樹脂成形体の製造においては、Tダイからの溶融樹脂の吐出がサイクルごとに停止されるので、Tダイ吐出口の表面に樹脂屑や樹脂膜が残存し、ダイラインが発生する等の問題がある。この問題を解決する提案は、数少ないけれども例えば、特許文献1になされている。
【0003】
特許文献1に提案のダイリップの清浄装置は、ダイリップに残存する樹脂屑又は樹脂膜を拭取って除去する拭取り機構であって、前記ダイリップの断面形状とほぼ同じ形状の切欠きを設けたスクレーパと、前記スクレーパを上下動させるスクレーパ上下動機構と、前記スクレーパの上昇時に該スクレーパの前記切欠きと前記ダイリップとの間に挟まれる拭取り用のシートを一定量送ることでシートを前記スクレーパ上に移動させるシート送り機構とを備えている。
【0004】
これに対し、発明の目的は異なるが、同様の機能を発揮することができる塗布液除去装置が特許文献2に提案されている。この塗布液除去装置は、リップ部に残留する塗布液を除去する塗布液除去装置であって、ダイコータの昇降可能なダイ本体の降下により該ダイ本体のリップ部と接触するブレードと、該ブレードを保持するホルダーと、該ホルダーをダイ本体の長手方向に進退させる駆動機構と、前記ブレードにより掻取り除去される塗布液を捕集する吸引手段とを有している。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2008-265178号公報
【特許文献2】特開平11-147062号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、特許文献1に提案のダイリップの清浄装置においては、ダイリップに付着した樹脂屑等を十分に除去することができるが、コットンを原料とする特殊な拭き取りシートを使用しなければならず、しかも消耗品であり、維持管理が面倒であるという問題がある。また、特許文献2に記載の塗布液除去装置は、ダイコータのサイクルが長い場合やダイコータを中止して再開する場合に、塗液面端部の粘度等の性状を一定にするとともに、塗液面とリップ面を一致させて供給される塗液量を一定にすることが目的であり、必ずしも充分に清浄なリップ面を得ることができないという問題がある。
【0007】
本発明は、このような従来の問題点に鑑み、シート状の樹脂成形体を製造するTダイにおいて、特殊な専用品を使用しなくても吐出口(ダイリップ)表面に付着した樹脂塊や樹脂膜等を十分に除去でき、また、維持管理が容易なTダイ吐出口の清浄装置及びこれを利用したシート状樹脂成形体の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明に係るTダイ吐出口の清浄装置は、Tダイ吐出口に沿って水平方向に往復動する移動台上に、該Tダイ吐出口から流延する樹脂を切断する切断手段と、その切断後に該Tダイ吐出口表面に付着した樹脂を拭き取る拭取手段が載置され、前記切断手段は、樹脂を切断するカッターと、該カッターを上下動させる昇降手段とを有し、前記拭取手段は、前記Tダイ吐出口にあてがわれる樹脂拭体と、該樹脂拭体を上下動させる昇降手段と、該樹脂拭体に付着する拭き取られた樹脂を除去するスクレーパとを有する。
【0009】
上記発明において、樹脂拭体は、硬度がロックウエル(Rスケール)50〜100、Tダイの吐出口に沿う長さが50mm以上、押圧方向の厚さが10mm以上のものであるのがよい。また、樹脂拭体は、ポリテトラフルオロエチレン(PTFE)樹脂製であるのがよい。
【0010】
また、樹脂拭体は、樹脂拭き取り時のTダイ吐出口表面への押圧力が面圧0.5〜12MPaになるようになっているのがよい。
【0011】
スクレーパは、樹脂拭体の拭取面上を摺動する摺動体と、該摺動体を水平方向に往復動させるアクチュエータとを有するものとすることができる。
【0012】
また、上記Tダイ吐出口の清浄装置に、さらに、樹脂拭体により拭き取られて垂れ落ちる樹脂と、スクレーパにより樹脂拭体からこすり落とされた樹脂とをともに回収し、回収された樹脂を所定位置に排出するシュータを設けるのがよい。
【0013】
また、上記Tダイ吐出口の清浄装置に、さらに、樹脂拭体に対し、Tダイ吐出口に残存付着する樹脂を拭き取った後その拭き取った樹脂をこすり落とす前に、空気を吹き付ける空冷手段を設けることができる。
【0014】
本発明に係るシート状の樹脂成形体を連続的に製造する方法は、Tダイ吐出口から所定量の樹脂を吐出した後、樹脂の押出しを停止するとともに、該Tダイ吐出口を清浄にした後、次のサイクルを始めるシート状の樹脂成形体を連続的に製造する方法であって、まず、樹脂の押出しを停止した後、前記Tダイの吐出口から流延する樹脂を切断し、つぎに、樹脂拭体を前記Tダイ吐出口にあてがって一端から他端に向けて押圧摺動させて該Tダイ吐出口に残存付着する樹脂を拭き取った後、該樹脂拭体に付着する拭き取った樹脂をこすり落とし、そして、次のサイクルを始めることにより実施される。
【発明の効果】
【0015】
本発明に係るTダイ吐出口の清浄装置は、特殊な専用品を使用しなくても吐出口(ダイリップ)表面に付着した樹脂塊や樹脂膜を十分に除去でき、維持管理が容易である。そして、このTダイ吐出口の清浄装置を利用することにより、サイクル毎にTダイ吐出口に付着した樹脂を拭き取るのでTダイ吐出口の表面が常に清浄な状態で溶融樹脂を塗布することができる。本Tダイ吐出口の清浄装置は、シート状の成形体の製造に好適に使用することができる。
【図面の簡単な説明】
【0016】
【図1】本発明に係るTダイ吐出口の清浄装置の概要を示す模式図である。
【図2】図1に示すTダイ吐出口の清浄装置の拭取手段部分の説明図である。
【図3】図1に示すTダイ吐出口の清浄装置の切断手段部分の説明図である。
【発明を実施するための形態】
【0017】
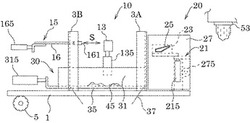
以下、本発明を実施するための形態について図面を基に説明する。図1は、本発明に係るTダイ吐出口の清浄装置の概要を示す模式図である。図1に示すように、本Tダイ吐出口の清浄装置は、移動台1の上に拭取手段10と切断手段20が載置されている。移動台1はTダイ吐出口53に沿って水平方向に往復動し、切断手段20は、Tダイ吐出口53から流延する樹脂を切断することができるようになっている。拭取手段10は切断手段20による樹脂切断後に、Tダイ吐出口53の表面に付着した樹脂を拭き取ることができるようになっている。移動台1はサーボ機構5により往復動可能になっており、その位置制御が容易、かつ精密にできるようになっている。
【0018】
拭取手段10は、Tダイ吐出口53にあてがわれる樹脂拭体13と、樹脂拭体13を上下動させる昇降手段135と、樹脂拭体13に付着する拭き取られた樹脂を除去するスクレーパ15とを有する。樹脂拭体13は、流延する樹脂がTダイ吐出口53に沿って切断された後に、Tダイ吐出口53の表面部に残存付着する樹脂屑、樹脂膜等を拭き取る機能を有する。このため、樹脂拭体13は、Tダイ吐出口53にあてがわれたときに弾性変形するものが好ましい。
【0019】
樹脂拭体13は、樹脂拭体13の弾性変形により、Tダイ吐出口53の表面に凹凸を形成する残存樹脂の塊を包み込んでTダイ吐出口53の表面に密着することができ、拭き取り機能を十分に発揮することができるものであるのがよい。このため、樹脂拭体13は、残存樹脂を包み込み拭き取り機能を発揮することができる程度の大きさ、厚さが必要である。樹脂拭体13は、Tダイ吐出口53に沿う長さが50mm以上、押圧方向の厚さ(Tダイ吐出口53に沿う方向の直角方向)が10mm以上のものであるのがよい。
【0020】
本発明における樹脂拭体13は、サイクル毎に樹脂拭体13による残存樹脂の拭き取りを行うので、フィルムを製造する場合のようにTダイ吐出口53に硬く付着した樹脂塊を削除する硬度及び強度を要するブレードとは異なる。しかしながら、樹脂拭体13は、残存樹脂を拭き取る際に残存樹脂に適度の剪断力を作用させることができる程度の硬さを要する。樹脂拭体13の硬度は、ロックウエル(Rスケール)50〜100であるのがよい。
【0021】
さらに、樹脂拭体13は、残存樹脂が付着しにくいものがよい。このような弾性変形をすることができ、適度の硬さを有し、残存樹脂が付着しにくい樹脂拭体13の素材として、ポリテトラフルオロエチレン(PTFE)樹脂が例示される。
【0022】
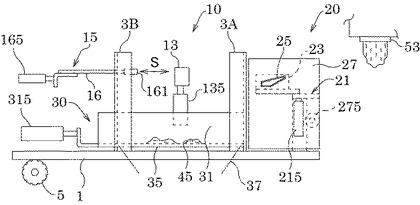
上述のように、樹脂拭体13は、Tダイ吐出口53にあてがわれて弾性変形した状態で、Tダイ吐出口53に沿って押圧摺動される。このとき、樹脂拭体13には面圧が0.5〜12MPaになるように押圧力を負荷するのがよい。粘着力が高く拭き取りにくい樹脂の場合ほど高い面圧を負荷する。樹脂拭体13によるTダイ吐出口53の表面に付着した樹脂の拭き取りは、図2に示すように行われる。図2(a)、(b)は、それぞれ樹脂拭体13の待機時の状態を示し、図2(c)は、樹脂拭体13の作動時の状態を示す。図2(b)は、図2(a)の側面図である。図2(a)に示すように、樹脂拭体13は拭取手段本体11に取り付けられており、拭取手段本体11は両端の昇降手段135(135A、135B)により昇降可能になっている。昇降手段135A、135Bの制御により樹脂拭体13に所要の押圧力を負荷することができる。本例の場合、昇降手段として、二本の空圧シリンダを使用することによって、薄くて(Tダイ吐出口53に沿う方向の長さが短い)コンパクトな拭取手段10を構成することができる。
【0023】
Tダイ吐出口53から拭き取られた樹脂43は、図2(c)に示すように落下し、また、樹脂拭体13に付着する。Tダイ吐出口53にあてがわれた樹脂拭体13は、Tダイ吐出口53に沿って一端から他端まで押圧摺動された後は、下降し(図2(b))、移動台1により待機位置に戻る。樹脂拭体13は、必要に応じてTダイ吐出口53に沿って複数回往復動させることができる。これにより、拭き取りにくい樹脂も十分に拭き取ることができる。
【0024】
拭き取り工程が終わって待機位置に戻った樹脂拭体13は、スクレーパ15により付着した樹脂43が除去されて清浄にされる。スクレーパ15は、スクレーパ本体16に摺動体161が取り付けられており、アクチュエータ165により矢印方向Sに移動可能になっている。樹脂拭体13に付着した樹脂の除去は、スクレーパ15の摺動体161を矢印方向Sに移動させて樹脂拭体13の表面を摺動させ、付着樹脂をこすり落とすことによって行われる。付着樹脂が除去され清浄にされた樹脂拭体13は、次のサイクルの再使用に供される。
【0025】
樹脂拭体13に付着した樹脂は、その温度が低下し接着力が低下したものであるのが除去しやすい。このため、樹脂拭体13には、Tダイ吐出口53に残存付着する樹脂43を拭き取った後、その拭き取った樹脂をこすり落とす前に空気を吹き付ける空冷手段を設けるのがよい。なお、この空冷手段は、樹脂43の種類、温度、作業条件等により必要に応じて設けるのがよい。なお、樹脂拭体13への空気の吹きつけは、サイクル毎に行うことができ、また、必要に応じて行うこともできる。
【0026】
樹脂拭体13によりTダイ吐出口53から拭き取られている際に落下した樹脂は、図1に示すシュータ30に回収される。また、樹脂拭体13から除去された樹脂もシュータ30に回収される。シュータ30は、カバー3(3A、3B)の間に設けられ、ちり取りの如くの形状をしている。シュータ30は、枠体31に囲まれ、前方が開口しており、底板35がアクチュエータ315により押し引き可能になっている。枠体31の前端は平板上のカバー3Aに接しており、回収された樹脂45は、枠体31、底板35及びカバー3A、3Bにより形成される升状の空間内に収容される。升状の空間内に収容された樹脂45は、底板35を引き出すことにより落下し、最終的には仕切り板として作用するカバー3Bにより掻き落とされ、シュート板37により所定箇所に回収されるようになっている。シュータ30により、拭き取られた樹脂等が飛散するのを防止することができる。
【0027】
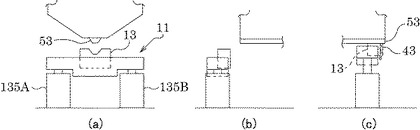
切断手段20は、図1に示すように、カッター25と、カッター25を上下動させる昇降手段215とを有し、Tダイ吐出口53から流延する樹脂を切断することができる。本例の切断手段20は、Tダイ吐出口53から流延する樹脂を切断するのみならず、Tダイ吐出口53から流延する樹脂を切断した後に、カッター25に付着した樹脂をかき集めて除去するカッター清浄手段を有する。これにより、流延する樹脂の切断が、残存樹脂が少なく切断面が滑らかになるように行われる。
【0028】
図3は切断手段部分の説明図であり、図3(a)は切断手段20の待機時の状態を示し、図3(b)は切断手段20による流延する樹脂の切断時(作動時)の状態を示す。図3(c)はカッターを清浄にするときの状態を示す。切断手段20は、ガイド22と昇降手段215とが移動台1に一体に結合されている。待機位置にある切断手段本体21は(図3(a))、ガイド22に沿って昇降し(図3(b))、また、移動台1に沿って左右動する(図3(c))。切断手段本体21には、カッターホルダ23、アクチュエータ275、カキトリ板27が一体に設けられている。カッターホルダ23にはカッター25がカキトリ板27を貫通する状態で装着されている。
【0029】
切断手段20の作動は以下のように行われる。すなわち、先ず、押出機用スクリュ又は射出成形機用スクリュ(図示せず)が停止され、溶融樹脂の供給が停止される。次に、Tダイ吐出口53から流延する樹脂の切断が行われる。樹脂の切断は、移動台1の制御により切断手段20をTダイ吐出口53の一端に移動させた後、昇降手段215により切断手段本体21を待機位置から作動位置に上昇させる。そして、移動台1をTダイ吐出口53に沿って移動させて樹脂を切断する。
【0030】
樹脂の切断が終了すると、昇降手段215により切断手段本体21を作動位置から待機位置に下降させ、その後、アクチュエータ275を矢印方向Cに作動させてカキトリ板27をカッター25に沿って移動させる。カキトリ板27には、カッター25の周囲に僅かの隙間を確保した孔が設けられており、カッター25の表面に残留する樹脂は、カキトリ板27の移動によりカッター25から掻き取られカキトリ板27を伝わって排出、除去される。
【符号の説明】
【0031】
1 移動台
3、3A、3B カバー
5 サーボ機構
10 拭取手段
11 拭取手段本体
13 樹脂拭体
135、135A、135B 昇降手段
15 スクレーパ
16 スクレーパ本体
161 摺動体
165 アクチュエータ
20 切断手段
21 切断手段本体
215 昇降手段
275 アクチュエータ
22 ガイド
23 カッターホルダ
25 カッター
27 カキトリ板
30 シュータ
31 シュータ枠
315 アクチュエータ
35 底板
37 シュート板
43 樹脂
45 回収樹脂
53 Tダイ吐出口
【技術分野】
【0001】
本発明は、Tダイを用いてシート状の樹脂成形体を製造する装置又は方法に好適に使用されるTダイ吐出口の清浄装置及びこれを利用したシート状樹脂成形体の製造方法に関する。
【背景技術】
【0002】
Tダイを備える押出機又は射出成形機により、シート状又はフィルム状の樹脂成形体が製造されている。シート状樹脂成形体の製造においては、Tダイからの溶融樹脂の吐出がサイクルごとに停止されるので、Tダイ吐出口の表面に樹脂屑や樹脂膜が残存し、ダイラインが発生する等の問題がある。この問題を解決する提案は、数少ないけれども例えば、特許文献1になされている。
【0003】
特許文献1に提案のダイリップの清浄装置は、ダイリップに残存する樹脂屑又は樹脂膜を拭取って除去する拭取り機構であって、前記ダイリップの断面形状とほぼ同じ形状の切欠きを設けたスクレーパと、前記スクレーパを上下動させるスクレーパ上下動機構と、前記スクレーパの上昇時に該スクレーパの前記切欠きと前記ダイリップとの間に挟まれる拭取り用のシートを一定量送ることでシートを前記スクレーパ上に移動させるシート送り機構とを備えている。
【0004】
これに対し、発明の目的は異なるが、同様の機能を発揮することができる塗布液除去装置が特許文献2に提案されている。この塗布液除去装置は、リップ部に残留する塗布液を除去する塗布液除去装置であって、ダイコータの昇降可能なダイ本体の降下により該ダイ本体のリップ部と接触するブレードと、該ブレードを保持するホルダーと、該ホルダーをダイ本体の長手方向に進退させる駆動機構と、前記ブレードにより掻取り除去される塗布液を捕集する吸引手段とを有している。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2008-265178号公報
【特許文献2】特開平11-147062号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、特許文献1に提案のダイリップの清浄装置においては、ダイリップに付着した樹脂屑等を十分に除去することができるが、コットンを原料とする特殊な拭き取りシートを使用しなければならず、しかも消耗品であり、維持管理が面倒であるという問題がある。また、特許文献2に記載の塗布液除去装置は、ダイコータのサイクルが長い場合やダイコータを中止して再開する場合に、塗液面端部の粘度等の性状を一定にするとともに、塗液面とリップ面を一致させて供給される塗液量を一定にすることが目的であり、必ずしも充分に清浄なリップ面を得ることができないという問題がある。
【0007】
本発明は、このような従来の問題点に鑑み、シート状の樹脂成形体を製造するTダイにおいて、特殊な専用品を使用しなくても吐出口(ダイリップ)表面に付着した樹脂塊や樹脂膜等を十分に除去でき、また、維持管理が容易なTダイ吐出口の清浄装置及びこれを利用したシート状樹脂成形体の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明に係るTダイ吐出口の清浄装置は、Tダイ吐出口に沿って水平方向に往復動する移動台上に、該Tダイ吐出口から流延する樹脂を切断する切断手段と、その切断後に該Tダイ吐出口表面に付着した樹脂を拭き取る拭取手段が載置され、前記切断手段は、樹脂を切断するカッターと、該カッターを上下動させる昇降手段とを有し、前記拭取手段は、前記Tダイ吐出口にあてがわれる樹脂拭体と、該樹脂拭体を上下動させる昇降手段と、該樹脂拭体に付着する拭き取られた樹脂を除去するスクレーパとを有する。
【0009】
上記発明において、樹脂拭体は、硬度がロックウエル(Rスケール)50〜100、Tダイの吐出口に沿う長さが50mm以上、押圧方向の厚さが10mm以上のものであるのがよい。また、樹脂拭体は、ポリテトラフルオロエチレン(PTFE)樹脂製であるのがよい。
【0010】
また、樹脂拭体は、樹脂拭き取り時のTダイ吐出口表面への押圧力が面圧0.5〜12MPaになるようになっているのがよい。
【0011】
スクレーパは、樹脂拭体の拭取面上を摺動する摺動体と、該摺動体を水平方向に往復動させるアクチュエータとを有するものとすることができる。
【0012】
また、上記Tダイ吐出口の清浄装置に、さらに、樹脂拭体により拭き取られて垂れ落ちる樹脂と、スクレーパにより樹脂拭体からこすり落とされた樹脂とをともに回収し、回収された樹脂を所定位置に排出するシュータを設けるのがよい。
【0013】
また、上記Tダイ吐出口の清浄装置に、さらに、樹脂拭体に対し、Tダイ吐出口に残存付着する樹脂を拭き取った後その拭き取った樹脂をこすり落とす前に、空気を吹き付ける空冷手段を設けることができる。
【0014】
本発明に係るシート状の樹脂成形体を連続的に製造する方法は、Tダイ吐出口から所定量の樹脂を吐出した後、樹脂の押出しを停止するとともに、該Tダイ吐出口を清浄にした後、次のサイクルを始めるシート状の樹脂成形体を連続的に製造する方法であって、まず、樹脂の押出しを停止した後、前記Tダイの吐出口から流延する樹脂を切断し、つぎに、樹脂拭体を前記Tダイ吐出口にあてがって一端から他端に向けて押圧摺動させて該Tダイ吐出口に残存付着する樹脂を拭き取った後、該樹脂拭体に付着する拭き取った樹脂をこすり落とし、そして、次のサイクルを始めることにより実施される。
【発明の効果】
【0015】
本発明に係るTダイ吐出口の清浄装置は、特殊な専用品を使用しなくても吐出口(ダイリップ)表面に付着した樹脂塊や樹脂膜を十分に除去でき、維持管理が容易である。そして、このTダイ吐出口の清浄装置を利用することにより、サイクル毎にTダイ吐出口に付着した樹脂を拭き取るのでTダイ吐出口の表面が常に清浄な状態で溶融樹脂を塗布することができる。本Tダイ吐出口の清浄装置は、シート状の成形体の製造に好適に使用することができる。
【図面の簡単な説明】
【0016】
【図1】本発明に係るTダイ吐出口の清浄装置の概要を示す模式図である。
【図2】図1に示すTダイ吐出口の清浄装置の拭取手段部分の説明図である。
【図3】図1に示すTダイ吐出口の清浄装置の切断手段部分の説明図である。
【発明を実施するための形態】
【0017】
以下、本発明を実施するための形態について図面を基に説明する。図1は、本発明に係るTダイ吐出口の清浄装置の概要を示す模式図である。図1に示すように、本Tダイ吐出口の清浄装置は、移動台1の上に拭取手段10と切断手段20が載置されている。移動台1はTダイ吐出口53に沿って水平方向に往復動し、切断手段20は、Tダイ吐出口53から流延する樹脂を切断することができるようになっている。拭取手段10は切断手段20による樹脂切断後に、Tダイ吐出口53の表面に付着した樹脂を拭き取ることができるようになっている。移動台1はサーボ機構5により往復動可能になっており、その位置制御が容易、かつ精密にできるようになっている。
【0018】
拭取手段10は、Tダイ吐出口53にあてがわれる樹脂拭体13と、樹脂拭体13を上下動させる昇降手段135と、樹脂拭体13に付着する拭き取られた樹脂を除去するスクレーパ15とを有する。樹脂拭体13は、流延する樹脂がTダイ吐出口53に沿って切断された後に、Tダイ吐出口53の表面部に残存付着する樹脂屑、樹脂膜等を拭き取る機能を有する。このため、樹脂拭体13は、Tダイ吐出口53にあてがわれたときに弾性変形するものが好ましい。
【0019】
樹脂拭体13は、樹脂拭体13の弾性変形により、Tダイ吐出口53の表面に凹凸を形成する残存樹脂の塊を包み込んでTダイ吐出口53の表面に密着することができ、拭き取り機能を十分に発揮することができるものであるのがよい。このため、樹脂拭体13は、残存樹脂を包み込み拭き取り機能を発揮することができる程度の大きさ、厚さが必要である。樹脂拭体13は、Tダイ吐出口53に沿う長さが50mm以上、押圧方向の厚さ(Tダイ吐出口53に沿う方向の直角方向)が10mm以上のものであるのがよい。
【0020】
本発明における樹脂拭体13は、サイクル毎に樹脂拭体13による残存樹脂の拭き取りを行うので、フィルムを製造する場合のようにTダイ吐出口53に硬く付着した樹脂塊を削除する硬度及び強度を要するブレードとは異なる。しかしながら、樹脂拭体13は、残存樹脂を拭き取る際に残存樹脂に適度の剪断力を作用させることができる程度の硬さを要する。樹脂拭体13の硬度は、ロックウエル(Rスケール)50〜100であるのがよい。
【0021】
さらに、樹脂拭体13は、残存樹脂が付着しにくいものがよい。このような弾性変形をすることができ、適度の硬さを有し、残存樹脂が付着しにくい樹脂拭体13の素材として、ポリテトラフルオロエチレン(PTFE)樹脂が例示される。
【0022】
上述のように、樹脂拭体13は、Tダイ吐出口53にあてがわれて弾性変形した状態で、Tダイ吐出口53に沿って押圧摺動される。このとき、樹脂拭体13には面圧が0.5〜12MPaになるように押圧力を負荷するのがよい。粘着力が高く拭き取りにくい樹脂の場合ほど高い面圧を負荷する。樹脂拭体13によるTダイ吐出口53の表面に付着した樹脂の拭き取りは、図2に示すように行われる。図2(a)、(b)は、それぞれ樹脂拭体13の待機時の状態を示し、図2(c)は、樹脂拭体13の作動時の状態を示す。図2(b)は、図2(a)の側面図である。図2(a)に示すように、樹脂拭体13は拭取手段本体11に取り付けられており、拭取手段本体11は両端の昇降手段135(135A、135B)により昇降可能になっている。昇降手段135A、135Bの制御により樹脂拭体13に所要の押圧力を負荷することができる。本例の場合、昇降手段として、二本の空圧シリンダを使用することによって、薄くて(Tダイ吐出口53に沿う方向の長さが短い)コンパクトな拭取手段10を構成することができる。
【0023】
Tダイ吐出口53から拭き取られた樹脂43は、図2(c)に示すように落下し、また、樹脂拭体13に付着する。Tダイ吐出口53にあてがわれた樹脂拭体13は、Tダイ吐出口53に沿って一端から他端まで押圧摺動された後は、下降し(図2(b))、移動台1により待機位置に戻る。樹脂拭体13は、必要に応じてTダイ吐出口53に沿って複数回往復動させることができる。これにより、拭き取りにくい樹脂も十分に拭き取ることができる。
【0024】
拭き取り工程が終わって待機位置に戻った樹脂拭体13は、スクレーパ15により付着した樹脂43が除去されて清浄にされる。スクレーパ15は、スクレーパ本体16に摺動体161が取り付けられており、アクチュエータ165により矢印方向Sに移動可能になっている。樹脂拭体13に付着した樹脂の除去は、スクレーパ15の摺動体161を矢印方向Sに移動させて樹脂拭体13の表面を摺動させ、付着樹脂をこすり落とすことによって行われる。付着樹脂が除去され清浄にされた樹脂拭体13は、次のサイクルの再使用に供される。
【0025】
樹脂拭体13に付着した樹脂は、その温度が低下し接着力が低下したものであるのが除去しやすい。このため、樹脂拭体13には、Tダイ吐出口53に残存付着する樹脂43を拭き取った後、その拭き取った樹脂をこすり落とす前に空気を吹き付ける空冷手段を設けるのがよい。なお、この空冷手段は、樹脂43の種類、温度、作業条件等により必要に応じて設けるのがよい。なお、樹脂拭体13への空気の吹きつけは、サイクル毎に行うことができ、また、必要に応じて行うこともできる。
【0026】
樹脂拭体13によりTダイ吐出口53から拭き取られている際に落下した樹脂は、図1に示すシュータ30に回収される。また、樹脂拭体13から除去された樹脂もシュータ30に回収される。シュータ30は、カバー3(3A、3B)の間に設けられ、ちり取りの如くの形状をしている。シュータ30は、枠体31に囲まれ、前方が開口しており、底板35がアクチュエータ315により押し引き可能になっている。枠体31の前端は平板上のカバー3Aに接しており、回収された樹脂45は、枠体31、底板35及びカバー3A、3Bにより形成される升状の空間内に収容される。升状の空間内に収容された樹脂45は、底板35を引き出すことにより落下し、最終的には仕切り板として作用するカバー3Bにより掻き落とされ、シュート板37により所定箇所に回収されるようになっている。シュータ30により、拭き取られた樹脂等が飛散するのを防止することができる。
【0027】
切断手段20は、図1に示すように、カッター25と、カッター25を上下動させる昇降手段215とを有し、Tダイ吐出口53から流延する樹脂を切断することができる。本例の切断手段20は、Tダイ吐出口53から流延する樹脂を切断するのみならず、Tダイ吐出口53から流延する樹脂を切断した後に、カッター25に付着した樹脂をかき集めて除去するカッター清浄手段を有する。これにより、流延する樹脂の切断が、残存樹脂が少なく切断面が滑らかになるように行われる。
【0028】
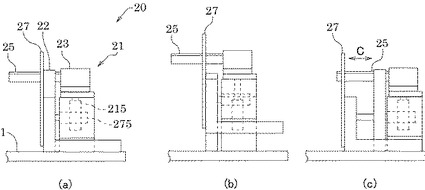
図3は切断手段部分の説明図であり、図3(a)は切断手段20の待機時の状態を示し、図3(b)は切断手段20による流延する樹脂の切断時(作動時)の状態を示す。図3(c)はカッターを清浄にするときの状態を示す。切断手段20は、ガイド22と昇降手段215とが移動台1に一体に結合されている。待機位置にある切断手段本体21は(図3(a))、ガイド22に沿って昇降し(図3(b))、また、移動台1に沿って左右動する(図3(c))。切断手段本体21には、カッターホルダ23、アクチュエータ275、カキトリ板27が一体に設けられている。カッターホルダ23にはカッター25がカキトリ板27を貫通する状態で装着されている。
【0029】
切断手段20の作動は以下のように行われる。すなわち、先ず、押出機用スクリュ又は射出成形機用スクリュ(図示せず)が停止され、溶融樹脂の供給が停止される。次に、Tダイ吐出口53から流延する樹脂の切断が行われる。樹脂の切断は、移動台1の制御により切断手段20をTダイ吐出口53の一端に移動させた後、昇降手段215により切断手段本体21を待機位置から作動位置に上昇させる。そして、移動台1をTダイ吐出口53に沿って移動させて樹脂を切断する。
【0030】
樹脂の切断が終了すると、昇降手段215により切断手段本体21を作動位置から待機位置に下降させ、その後、アクチュエータ275を矢印方向Cに作動させてカキトリ板27をカッター25に沿って移動させる。カキトリ板27には、カッター25の周囲に僅かの隙間を確保した孔が設けられており、カッター25の表面に残留する樹脂は、カキトリ板27の移動によりカッター25から掻き取られカキトリ板27を伝わって排出、除去される。
【符号の説明】
【0031】
1 移動台
3、3A、3B カバー
5 サーボ機構
10 拭取手段
11 拭取手段本体
13 樹脂拭体
135、135A、135B 昇降手段
15 スクレーパ
16 スクレーパ本体
161 摺動体
165 アクチュエータ
20 切断手段
21 切断手段本体
215 昇降手段
275 アクチュエータ
22 ガイド
23 カッターホルダ
25 カッター
27 カキトリ板
30 シュータ
31 シュータ枠
315 アクチュエータ
35 底板
37 シュート板
43 樹脂
45 回収樹脂
53 Tダイ吐出口
【特許請求の範囲】
【請求項1】
Tダイ吐出口に沿って水平方向に往復動する移動台上に、該Tダイ吐出口から流延する樹脂を切断する切断手段と、その切断後に該Tダイ吐出口表面に付着した樹脂を拭き取る拭取手段が載置され、
前記切断手段は、樹脂を切断するカッターと、該カッターを上下動させる昇降手段とを有し、
前記拭取手段は、前記Tダイ吐出口にあてがわれる樹脂拭体と、該樹脂拭体を上下動させる昇降手段と、該樹脂拭体に付着する拭き取られた樹脂を除去するスクレーパとを有するTダイ吐出口の清浄装置。
【請求項2】
樹脂拭体は、硬度がロックウエル(Rスケール)50〜100、Tダイの吐出口に沿う長さが50mm以上、押圧方向の厚さが10mm以上のものであることを特徴とする請求項1に記載のTダイ吐出口の清浄装置。
【請求項3】
樹脂拭体は、ポリテトラフルオロエチレン(PTFE)樹脂製であることを特徴とする請求項1又は2に記載のTダイ吐出口の清浄装置。
【請求項4】
樹脂拭体は、樹脂拭き取り時のTダイ吐出口表面への押圧力が面圧0.5〜12MPaになるようになっていることを特徴とする請求項1〜3のいずれか一項記載のTダイ吐出口の清浄装置。
【請求項5】
スクレーパは、樹脂拭体の拭取面上を摺動する摺動体と、該摺動体を水平方向に往復動させるアクチュエータとを有することを特徴とする請求項1〜4のいずれか一項に記載のTダイ吐出口の清浄装置。
【請求項6】
請求項1〜5項のいずれか一項に記載のTダイ吐出口の清浄装置に、さらに、樹脂拭体により拭き取られて垂れ落ちる樹脂と、スクレーパにより樹脂拭体からこすり落とされた樹脂とをともに回収し、回収された樹脂を所定位置に排出するシュータを設けたことを特徴とするTダイの吐出口清浄装置。
【請求項7】
請求項1〜6項のいずれか一項に記載のTダイ吐出口の清浄装置に、さらに、樹脂拭体に対し、Tダイ吐出口に残存付着する樹脂を拭き取った後その拭き取った樹脂をこすり落とす前に、空気を吹き付ける空冷手段を設けたことを特徴とするTダイの吐出口清浄装置。
【請求項8】
Tダイ吐出口から所定量の樹脂を吐出した後、樹脂の押出しを停止するとともに、該Tダイ吐出口を清浄にした後、次のサイクルを始めるシート状の樹脂成形体を連続的に製造する方法であって、
まず、樹脂の押出しを停止した後、前記Tダイの吐出口から流延する樹脂を切断し、
つぎに、樹脂拭体を前記Tダイ吐出口にあてがって一端から他端に向けて押圧摺動させて該Tダイ吐出口に残存付着する樹脂を拭き取った後、該樹脂拭体に付着する拭き取った樹脂をこすり落とし、
そして、次のサイクルを始めるシート状樹脂成形体の製造方法。
【請求項1】
Tダイ吐出口に沿って水平方向に往復動する移動台上に、該Tダイ吐出口から流延する樹脂を切断する切断手段と、その切断後に該Tダイ吐出口表面に付着した樹脂を拭き取る拭取手段が載置され、
前記切断手段は、樹脂を切断するカッターと、該カッターを上下動させる昇降手段とを有し、
前記拭取手段は、前記Tダイ吐出口にあてがわれる樹脂拭体と、該樹脂拭体を上下動させる昇降手段と、該樹脂拭体に付着する拭き取られた樹脂を除去するスクレーパとを有するTダイ吐出口の清浄装置。
【請求項2】
樹脂拭体は、硬度がロックウエル(Rスケール)50〜100、Tダイの吐出口に沿う長さが50mm以上、押圧方向の厚さが10mm以上のものであることを特徴とする請求項1に記載のTダイ吐出口の清浄装置。
【請求項3】
樹脂拭体は、ポリテトラフルオロエチレン(PTFE)樹脂製であることを特徴とする請求項1又は2に記載のTダイ吐出口の清浄装置。
【請求項4】
樹脂拭体は、樹脂拭き取り時のTダイ吐出口表面への押圧力が面圧0.5〜12MPaになるようになっていることを特徴とする請求項1〜3のいずれか一項記載のTダイ吐出口の清浄装置。
【請求項5】
スクレーパは、樹脂拭体の拭取面上を摺動する摺動体と、該摺動体を水平方向に往復動させるアクチュエータとを有することを特徴とする請求項1〜4のいずれか一項に記載のTダイ吐出口の清浄装置。
【請求項6】
請求項1〜5項のいずれか一項に記載のTダイ吐出口の清浄装置に、さらに、樹脂拭体により拭き取られて垂れ落ちる樹脂と、スクレーパにより樹脂拭体からこすり落とされた樹脂とをともに回収し、回収された樹脂を所定位置に排出するシュータを設けたことを特徴とするTダイの吐出口清浄装置。
【請求項7】
請求項1〜6項のいずれか一項に記載のTダイ吐出口の清浄装置に、さらに、樹脂拭体に対し、Tダイ吐出口に残存付着する樹脂を拭き取った後その拭き取った樹脂をこすり落とす前に、空気を吹き付ける空冷手段を設けたことを特徴とするTダイの吐出口清浄装置。
【請求項8】
Tダイ吐出口から所定量の樹脂を吐出した後、樹脂の押出しを停止するとともに、該Tダイ吐出口を清浄にした後、次のサイクルを始めるシート状の樹脂成形体を連続的に製造する方法であって、
まず、樹脂の押出しを停止した後、前記Tダイの吐出口から流延する樹脂を切断し、
つぎに、樹脂拭体を前記Tダイ吐出口にあてがって一端から他端に向けて押圧摺動させて該Tダイ吐出口に残存付着する樹脂を拭き取った後、該樹脂拭体に付着する拭き取った樹脂をこすり落とし、
そして、次のサイクルを始めるシート状樹脂成形体の製造方法。
【図1】


【図2】
【図3】
【図2】
【図3】
【公開番号】特開2013−86370(P2013−86370A)
【公開日】平成25年5月13日(2013.5.13)
【国際特許分類】
【出願番号】特願2011−229272(P2011−229272)
【出願日】平成23年10月18日(2011.10.18)
【出願人】(000004215)株式会社日本製鋼所 (840)
【Fターム(参考)】
【公開日】平成25年5月13日(2013.5.13)
【国際特許分類】
【出願日】平成23年10月18日(2011.10.18)
【出願人】(000004215)株式会社日本製鋼所 (840)
【Fターム(参考)】
[ Back to top ]