
T型継手の溶接方法

【課題】 立板の裏面側に良好な裏波ビードを形成することができ、下板と立板とを溶接するときの作業性を高める。
【解決手段】 板材組付け工程において、立板2に設けた開先3の先端部3Aと下板1との間にギャップ5を形成した状態で、第1の溶接工程において、溶接ワイヤ7からギャップ5を通じて開先3の裏面3C側にアークを発生させることにより、開先3の裏面3C側に良好な裏波ビード8を形成する。そして、第2の溶接工程において、下板1、立板2の開先3、裏波ビード8を溶融させて1層目の溶接ビード9を形成することにより、下板1と立板2の開先3とを強固に接合することができる。この場合、板材組付け工程を実施した後に、第1の溶接工程と第2の溶接工程とを連続して実施することができるので、下板1と立板2とを溶接するときの作業性を高めることができる。
【解決手段】 板材組付け工程において、立板2に設けた開先3の先端部3Aと下板1との間にギャップ5を形成した状態で、第1の溶接工程において、溶接ワイヤ7からギャップ5を通じて開先3の裏面3C側にアークを発生させることにより、開先3の裏面3C側に良好な裏波ビード8を形成する。そして、第2の溶接工程において、下板1、立板2の開先3、裏波ビード8を溶融させて1層目の溶接ビード9を形成することにより、下板1と立板2の開先3とを強固に接合することができる。この場合、板材組付け工程を実施した後に、第1の溶接工程と第2の溶接工程とを連続して実施することができるので、下板1と立板2とを溶接するときの作業性を高めることができる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、T字型に配置した下板と立板とを溶接するのに好適に用いられるT型継手の溶接方法に関する。
【背景技術】
【0002】
油圧ショベルの作業装置を構成するブーム、アーム等に用いられる中空な構造体は、例えば2個のT型継手を組合わせて溶接することにより、四角形の断面形状を有する強固な箱型の構造体として形成される。
【0003】
この場合、T型継手は、通常、下板の上面側に立板をT字型に配置した状態で、立板の先端側に形成した開先と下板の上面との間にすみ肉溶接を施すことにより形成されるものである。
【0004】
ここで、上述の如くT型継手を形成するに際して、立板の板厚方向の一方側(表面側)からすみ肉溶接を行った場合には、立板の表面側と下板との間は十分に溶着することができる。しかし、立板の表面側からすみ肉溶接を行った場合には、立板の裏面側と下板との間に未溶着部分が残ることがあり、T型継手の強度が低下してしまうという不具合がある。
【0005】
これに対し、予め下板の上面にビード(裏波ビード)を形成し、表面側に開先を形成した立板の裏面をこの裏波ビードに当接させた状態、またはビードの近傍に立板を配置した状態で、開先の表面側から下板と立板との間にアーク溶接等を行う溶接方法が提案されている。
【0006】
【特許文献1】特開平4−238670号公報
【特許文献2】特開平6−23544号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
しかし、従来技術による溶接方法は、下板の上面側に、溶接すべき立板を配置する作業の前段階で、下板の上面に裏波ビードを予め形成しておく必要がある。従って、従来技術による溶接方法では、下板の上面に裏波ビードを形成する溶接作業(第1の溶接工程)の後に、この裏波ビードに沿って下板の上面側に立板を配置する作業(板材組付け工程)を行う。さらに、板材組付け工程の後に、下板に形成された裏波ビードと立板に設けた開先の裏面側とを溶融させて溶接ビードを形成する溶接作業(第2の溶接工程)を行うことになる。
【0008】
この場合、第1の溶接工程と、板材組付け工程および第2の溶接工程とは、互いに異なる作業場所で実施されるのが一般的である。このため、従来技術のように第1の溶接工程と、板材組付け工程および第2の溶接工程とを実施する場合には、異なる作業場所を何度も往復する必要があり、T型継手を形成するときの作業性が低下してしまうという問題がある。
【0009】
また、従来技術による溶接方法では、第2の溶接工程で形成される溶接ビードの形状は、下板に予め形成されたビードに対する立板の位置に応じて決定される。このため、板材組付け工程において、下板に予め形成されている裏波ビードに対する立板の位置決めを厳密に行う必要があり、この位置決め作業の作業性が低下してしまうという問題がある。
【0010】
本発明は上述した従来技術の問題に鑑みなされたもので、立板に設けられた開先の裏面側に良好な裏波ビードを形成することができ、かつ、下板と立板とをT字型に配置して溶接するときの作業性を高めることができるようにしたT型継手の溶接方法を提供することを目的としている。
【課題を解決するための手段】
【0011】
上述した課題を解決するため本発明は、T字型に配置した下板と立板とを溶接してなるT型継手の溶接方法に適用される。
【0012】
そして、請求項1の発明による溶接方法は、前記立板の下端部と前記下板の上面との間にギャップを形成した状態で前記下板上に前記立板をT字型に組付ける板材組付け工程と、前記板材組付け工程で前記下板と前記立板とをT字型に組付けた状態で、前記立板の表面側に配置した溶接電極からアークを発生させ、前記ギャップを通じて前記立板の裏面と前記下板との間に裏波ビードを形成するにあたり、前記立板と裏波ビードとの間にギャップを残しつつ前記下板に裏波ビードを形成する第1の溶接工程と、前記第1の溶接工程の後に、前記立板の表面側に配置した前記溶接電極からアークを発生させ、前記下板と前記立板の下端部と前記裏波ビードとを溶融させて溶接ビードを形成し、前記下板と前記立板の下端部とを接合する第2の溶接工程とからなる。
【0013】
請求項2の発明による溶接方法は、前記立板の下端部と前記下板の上面との間にギャップを形成した状態で前記下板上に前記立板をT字型に組付ける板材組付け工程と、前記板材組付け工程で前記下板と前記立板とをT字型に組付けた状態で、前記立板の表面側に配置した溶接電極からアークを発生させ、前記ギャップを通じて前記立板の裏面と前記下板との間に裏波ビードを形成するにあたり、前記立板と裏波ビードとの間にギャップを残しつつ前記下板に裏波ビードを形成する第1の溶接工程と、前記第1の溶接工程の後に、前記立板の表面側に配置した前記溶接電極からアークを発生させ、前記下板と前記立板の下端部と前記裏波ビードとを溶融させて1層目の溶接ビードを形成し、前記下板と前記立板の下端部とを接合する第2の溶接工程と、前記第2の溶接工程の後に、前記1層目の溶接ビードに加えて2層目の溶接ビードを形成する第3の溶接工程とからなる。
【0014】
請求項3の発明は、前記溶接電極として消耗電極を用い、前記ギャップは該消耗電極の外径寸法よりも大きく設定したことにある。
【0015】
請求項4の発明は、前記立板の下端部には開先を設け、前記第1の溶接工程において、前記溶接電極は、前記開先の先端部から垂下する仮想線と前記下板との交点の位置の近傍にアークを発生させる構成としたことにある。
【0016】
請求項5の発明は、前記立板の下端部は平坦な底面を有する平坦面とし、前記第1の溶接工程において、前記溶接電極は、前記平坦面を前記下板と対面させた状態で前記立板の裏面から垂下する仮想線と前記下板との交点の位置の近傍にアークを発生させる構成としたことにある。
【0017】
請求項6の発明は、前記第2の溶接工程において、前記溶接電極は、前記第1の溶接工程によるアークの発生方向と同じ方向にアークを発生させる構成としたことにある。
【0018】
請求項7の発明は、前記アークを覆うシールドガスとしてアルゴンガスを含む混合ガスを用いる構成としたことにある。
【発明の効果】
【0019】
請求項1の発明によれば、板材組付け工程において下板上に立板を配置するときに、立板の下端部と下板との間にギャップを形成する。これにより、第1の溶接工程において、立板の表面側に配置した溶接電極からアークを発生させると、このアークが立板の下端部と下板との間のギャップを通じて立板の裏面側へと導出される。このため、立板の裏面側で下板の上面側に裏波ビードを形成することができる。そして、第2の溶接工程において、下板と立板の下端部と裏波ビードとを溶融させて溶接ビードを形成することにより、下板と立板の下端部とを接合することができる。
【0020】
この場合、第1の溶接工程において下板に形成された裏波ビードと立板の下端部との間にはギャップが残っている。このため、第2の溶接工程において溶接電極から発生したアークは、裏波ビードと立板の下端部との間のギャップを通じて確実に立板の裏側へと導出される。これにより、裏波ビードと立板の下端部とを充分に溶融させ、立板の裏面側と下板との間に脚長の大きな溶接ビードを形成することができるので、下板と立板の下端部とを強固に接合することができる。
【0021】
しかも、板材組付け工程を実施した後、第1の溶接工程と第2の溶接工程とを連続して実施することができる。従って、板材組付け工程、第1,第2の溶接工程を1つの作業場所で効率良く実施することができる。これにより、従来技術のように、第1の溶接工程と、板材組付け工程および第2の溶接工程とを、それぞれ異なる作業場所で実施する場合に比較して、下板と立板とを溶接するときの作業性を高めることができる。
【0022】
また、第1の溶接工程において下板に形成される裏波ビードは、下板と該下板上に配置された立板の下端部との間のギャップに沿って形成される。このため、例えば下板に裏波ビードを形成した後に、この裏波ビードに対して立板を位置決めする作業を不要にでき、下板と立板とを溶接するときの作業性を一層高めることができる。
【0023】
請求項2の発明によれば、第2の溶接工程において、立板の裏面側と下板との間に脚長の大きな1層目の溶接ビードを形成した後、第3の溶接工程において、立板の表面側と下板との間に脚長の大きな2層目の溶接ビードを形成することができる。従って、立板の裏面側と下板との間、立板の表面側と下板との間にそれぞれ脚長の大きな溶接ビードを形成することができ、T字型に配置した下板と立板とを一層強固に接合することができる。
【0024】
請求項3の発明によれば、消耗電極から発生するアークは、消耗電極の先端から徐々に径方向に拡径しながら、立板の下端部と下板との間のギャップを通じて立板の裏面側へと導出される。このとき、ギャップは消耗電極の外径寸法より大きいので、第1の溶接工程において立板の下端部がアークによって溶融するのを抑え、立板の裏面側に位置する下板に対して良好な裏波ビードを形成することができる。
【0025】
請求項4の発明によれば、第1の溶接工程において、溶接電極は、立板の下端部に設けた開先の先端部から垂下する仮想線と下板との交点の位置の近傍にアークを発生させる。このため、開先の表面側でアークが発生することがなく、このアークによって開先の裏面側に良好な裏波ビードを形成することができる。
【0026】
請求項5の発明によれば、第1の溶接工程において、下端部が平坦面となった立板の裏面から垂下する仮想線と下板との交点の位置の近傍に、溶接電極からアークを発生させることができる。これにより、立板の表面側でアークが発生することがなく、このアークによって立板の裏面側に良好な裏波ビードを形成することができる。
【0027】
しかも、立板の下端部を平坦面とすることにより、立板に開先を形成する工程を省略することができ、この分、T型継手の製造コストを低減することができる。
【0028】
請求項6の発明によれば、第2の溶接工程において、溶接電極は第1の溶接工程によるアークの発生方向と同じ方向、即ち、立板の表面側からギャップを通じて立板の裏面側にアークを発生させることができる。従って、このアークによって裏波ビードと下板と立板の下端部とを確実に溶融させることができる。
【0029】
請求項7の発明によれば、シールドガスとしてアルゴンガスを含む混合ガスを用いることにより、第1の溶接工程において、立板の裏面と下板との間にビード止端の形状が滑らかな裏波ビードを形成することができる。これにより、裏波ビードのビード止端に応力が集中するのを抑え、下板と立板との接合強度を高めることができる。
【発明を実施するための最良の形態】
【0030】
以下、本発明に係るT型継手の溶接方法の実施の形態について、添付図面を参照しつつ詳細に説明する。
【0031】
まず、図1ないし図5は本発明の第1の実施の形態を示し、本実施の形態は、立板の下端部に開先を設けた場合を例示している。
【0032】
図において、1はT型継手を構成する下板で、該下板1は、例えば鋼板材等を用いて平板状に形成されている。そして、下板1は定盤(図示せず)上に載置され、該下板1の上面1A側には、後述の立板2が組付けられるようになっている。
【0033】
2は下板1と共にT型継手を構成する立板で、該立板2は、例えば鋼板材等を用いて平板状に形成されている。そして、立板2は、下板1に対してほぼ直交した状態で、当該下板1の上面1A側にT字型に組付けられるものである。また、立板2の下端部(下板1の表面側)には、レ形に傾斜したレ形開先3(以下、開先3という)が形成され、この開先3と下板1とが溶接されるようになっている。
【0034】
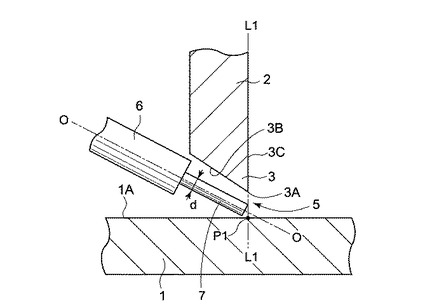
そして、図1に示すように、立板2は、下板1の上面1A上に薄板状のスペーサ4を介してT字型に組付けられている。そして、図2に示すように、立板2に設けられた開先3の先端部3Aと下板1の上面1Aとの間には、上,下方向のギャップ5が形成されている。また、開先3の表面3B側には、後述の溶接ワイヤ7が配置されるようになっている。
【0035】
ここで、開先3の先端部3Aと下板1の上面1Aとの間に形成されたギャップ5は、溶接ワイヤ7の直径dよりも大きく設定されている。これにより、溶接ワイヤ7の先端からアークが発生したときに、このアークがギャップ5を通じて開先3の裏面3C側に導出されるようになっている。
【0036】
6はアーク溶接用の溶接トーチで、該溶接トーチ6は、立板2の開先3と下板1との溶接部に向けて溶接ワイヤ7を連続的に供給するものである。また、溶接トーチ6は、溶接ワイヤ7に対し、アーク溶接用の電源装置(図示せず)からの溶接電流を供給するものである。そして、溶接トーチ6は、立板2の開先3と下板1との溶接部に向けて溶接ワイヤ7を連続的に供給しつつ、立板2の長手方向(図1中の矢示A方向)に移動する構成となっている。
【0037】
7は開先3の表面3B側に配置された溶接電極としての溶接ワイヤを示している。この溶接ワイヤ7は、溶接トーチ6により、立板2の開先3と下板1との溶接部に向けて連続的に供給されるものである。ここで、溶接ワイヤ7は、アーク溶接用の電源装置(図示せず)から溶接電流が供給されることにより、図2に示すように、下板1の上面1Aに向けてアークを発生させる。そして、このアークによる発熱によって溶接ワイヤ7等が溶融することにより、後述の裏波ビード8を形成することができるようになっている。
【0038】
また、溶接トーチ6は、立板2の開先3と下板1との溶接部に向けて、例えばアルゴンガスを80%含むアルゴン−二酸化炭素混合ガスからなるシールドガスを供給する。そして、このシールドガスは、溶接ワイヤ7から発生するアーク、及び開先3と下板1との溶接部等を覆って大気から遮断する。これにより、溶接欠陥の原因となる酸化物、窒化物が生成されるのを抑えることができる。
【0039】
次に、下板1と立板2の開先3とを溶接してT型継手を形成する方法について説明する。
【0040】
まず、板材組付け工程について説明する。この板材組付け工程では、図1及び図2に示すように、下板1の上面1A側に、スペーサ4を介して立板2をT字型に組付ける。これにより、立板2は、開先3の先端部3Aと下板1の上面1Aとの間にギャップ5を形成した状態で、当該下板1上にT字型に配置される。この場合、立板2は、組立治具等(図示せず)を用いてこの位置に保持される。
【0041】
次に、第1の溶接工程について説明する。この第1の溶接工程では、立板2に設けた開先3の表面3B側に、溶接トーチ6及び該溶接トーチ6によって供給される溶接ワイヤ7を配置する。ここで、図2に示すように、開先3の先端部3Aと下板1の上面1Aとの間に形成された上,下方向のギャップ5は、溶接ワイヤ7の直径dよりも大きく設定されている。
【0042】
また、開先3の先端部3Aから下板1に向けて垂下する仮想線をL1―L1とし、この仮想線L1―L1と下板1の上面1Aとの交点をP1とすると、溶接ワイヤ7は、その中心線O-Oが交点P1の位置の近傍で下板1の上面1Aと交わる位置に配置されている。これにより、溶接ワイヤ7は、開先3の先端部3Aから垂下する仮想線L1―L1と下板1の上面1Aとの交点P1よりも開先3の裏面3C側にアークを発生させるようになっている。
【0043】
この状態において、溶接トーチ6を立板2の長手方向(図1中の矢示A方向)に移動させつつ、溶接ワイヤ7に対し、アーク溶接用の電源装置(図示せず)から溶接電流を供給する。また、溶接トーチ6から立板2の開先3と下板1との溶接部に向けて、例えばアルゴンガスを含む混合ガスからなるシールドガスを供給する。
【0044】
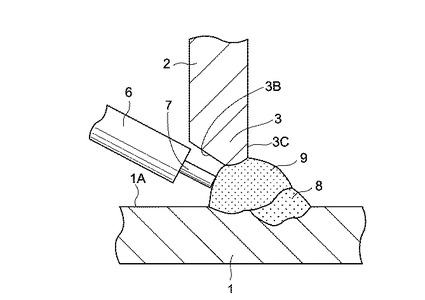
これにより、溶接ワイヤ7の先端からアークが発生する。そして、このアークは、立板2に設けた開先3の先端部3Aと下板1との間のギャップ5を通じて、下板1の上面1Aのうち開先3の裏面3C側へと導出される。このようにして、開先3の表面3B側に配置された溶接ワイヤ7から、下板1のうち開先3の裏面3C側に向けてアークが発生する。そして、このアークによる発熱によって溶接ワイヤ7と下板1の上面1A側が溶融することにより、図3に示すように、開先3の裏面3C側に裏波ビード8が形成される。この裏波ビード8は、開先3(立板2)との間にギャップ5を残した状態で、立板2の長手方向に沿って直線状に連続して形成される。
【0045】
この場合、溶接ワイヤ7は、開先3の先端部3Aから垂下する仮想線L1―L1と下板1との交点P1の近傍にアークを発生させる。このため、開先3の表面3B側でアークが発生することがなく、開先3の裏面3C側となる下板1の上面1Aでアークを発生させることができ、このアークによって確実に裏波ビード8を形成することができる。
【0046】
しかも、開先3の先端部3Aと下板1との間のギャップ5は、溶接ワイヤ7の直径dよりも大きく設定されている。この場合、溶接ワイヤ7から発生するアークは、溶接ワイヤ7の先端から徐々に径方向に拡径しながら開先3と下板1との間のギャップ5を通じて開先3の裏面3C側へと導出される。しかし、ギャップ5を溶接ワイヤ7の直径dよりも大きく設定することにより、開先3の先端側がアークによって溶融するのを抑え、開先3の裏面3C側に位置する下板1上に良好な裏波ビード8を形成することができる。
【0047】
また、アークを覆うシールドガスとしてアルゴンガスを含む混合ガスを用いている。これにより、図3に示すように、溶接トーチ6を下板1に対して斜めに傾けた状態で溶接ワイヤ7からアークを発生させて裏波ビード8を形成した場合でも、この裏波ビード8のビード止端を滑らかな形状とすることができる。従って、例えばシールドガスとして炭酸ガスを用いることにより裏波ビードのビード止端に応力が集中するのを防止することができる。
【0048】
次に、第2の溶接工程について説明する。この第2の溶接工程では、下板1の上面1A側に立板2の長手方向に沿って裏波ビード8を形成した後に、再び溶接トーチ6を立板2の長手方向に移動させつつ、溶接ワイヤ7に溶接電流を供給する。これにより、溶接ワイヤ7の先端から裏波ビード8に向けてアークを発生させ、溶接ワイヤ7、下板1、立板2の開先3、裏波ビード8を溶融させる。このため、図4に示すように、下板1と開先3と裏波ビード8との間に1層目の溶接ビード9が形成され、該1層目の溶接ビード9は、立板2の長手方向に沿って直線状に連続して形成される。
【0049】
この場合、図3に示すように、第1の溶接工程において下板1に形成された裏波ビード8と開先3の先端部3Aとの間にはギャップ5が残存している。このため、第2の溶接工程において、溶接ワイヤ7は、第1の溶接工程によるアークの発生方向と同じ方向、即ち、開先3の表面3B側からギャップ5を通じて開先3の裏面3C側にアークを発生させる。これにより、溶接ワイヤ7から発生したアークを、ギャップ5を通じて確実に開先3の裏面3C側へと導出することができる。従って、このアークによって、裏波ビード8と下板1と立板2の開先3とを確実に溶融させることができる。
【0050】
また、第2の溶接工程における溶接トーチ6の移動速度は、第1の溶接工程における溶接トーチ6の移動速度よりも小さく設定されている。これにより、裏波ビード8、開先3の先端側、下板1を充分に溶融させ、図4に示すように、これら裏波ビード8と開先3と下板1との間に、開先3の裏面3C側に大きな脚長を有する1層目の溶接ビード9を形成することができる。これにより、下板1と立板2の開先3とを強固に接合することができる。
【0051】
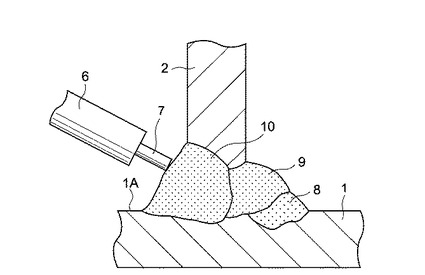
さらに、第2の溶接工程の後に行われる第3の溶接工程について説明する。この第3の溶接工程では、裏波ビード8と開先3と下板1との間に1層目の溶接ビード9を形成した後に、再び溶接トーチ6を立板2の長手方向に移動させつつ、溶接ワイヤ7の先端から1層目の溶接ビード9に向けてアークを発生させる。そして、このアークによる発熱によって溶接ワイヤ7、1層目の溶接ビード9、立板2の開先3、下板1が溶融することにより、図5に示すように、1層目の溶接ビード9と開先3と下板1との間に2層目の溶接ビード10が形成される。この場合、2層目の溶接ビード10は、立板2の長手方向に沿って直線状に連続して形成される。
【0052】
このように、上述した第2の溶接工程において、裏波ビード8と開先3と下板1との間に、開先3の裏面3C側に大きな脚長を有する1層目の溶接ビード9が形成される。また、第3の溶接工程において、1層目の溶接ビード9と開先3と下板1との間に、開先3の表面3B側に大きな脚長を有する2層目の溶接ビード10が形成される。
【0053】
この結果、立板2に設けた開先3の表面3B側から片面溶接を行う場合でも、開先3の裏面3C側に大きな脚長を有する1層目の溶接ビード9と、開先3の表面3B側に大きな脚長を有する2層目の溶接ビード10とを形成することができる。これにより、T字型に配置した下板1と立板2とを強固に接合することができる。
【0054】
かくして、第1の実施の形態によれば、板材組付け工程において、立板2に設けた開先3の先端部3Aと下板1との間にギャップ5を形成する。次に、第1の溶接工程において、開先3の表面3B側に配置した溶接ワイヤ7からギャップ5を通じて開先3の裏面3C側にアークを発生させることにより、開先3の裏面3C側に裏波ビード8を形成する。さらに、第1の溶接工程に続く第2の溶接工程において、下板1と立板2の開先3と裏波ビード8とを溶融させて1層目の溶接ビード9を形成している。
【0055】
このため、板材組付け工程を実施した後、第1の溶接工程と第2の溶接工程とを連続して実施することができる。従って、板材組付け工程、第1,第2の溶接工程を1つの作業場所で効率良く実施することができる。このため、従来技術のように、第1の溶接工程と、板材組付け工程および第2の溶接工程とを、それぞれ異なる作業場所で実施することにより、第1の溶接工程を実施する作業場所と、板材組付け工程および第2の溶接工程を実施する作業場所との間を何度も往復する場合に比較して、下板1と立板2とを溶接するときの作業性を高めることができる。
【0056】
また、第1の溶接工程において下板1に形成される裏波ビード8は、下板1と該下板1上に配置された立板2の開先3との間のギャップ5に沿って形成される。このため、従来技術のように、下板1に裏波ビード8を形成した後に、この裏波ビード8に対して立板2を位置決めする作業を不要にでき、下板1と立板2とを溶接するときの作業性を一層高めることができる。
【0057】
また、第1の実施の形態によれば、第2の溶接工程において裏波ビード8と開先3と下板1との間に1層目の溶接ビード9を形成した後、第3の溶接工程において、1層目の溶接ビード9と開先3と下板1との間に2層目の溶接ビード10を形成している。
【0058】
この結果、立板2に設けた開先3の表面3B側から片面溶接を行う場合でも、開先3の裏面3C側に大きな脚長を有する1層目の溶接ビード9と、開先3の表面3B側に大きな脚長を有する2層目の溶接ビード10とを形成することができる。このため、2層の溶接ビード9,10によって、T字型に配置した下板1と立板2とを一層強固に接合することができる。
【0059】
また、立板2の開先3と下板1との間のギャップ5を、溶接ワイヤ7の直径dよりも大きく設定している。これにより、例えば第1の溶接工程において溶接ワイヤ7から発生するアークが、溶接ワイヤ7の先端から徐々に径方向に拡径しながら開先3と下板1との間のギャップ5を通じて開先3の裏面3C側へと導出された場合でも、開先3の先端側がアークによって溶融するのを抑えることができる。この結果、開先3の裏面3C側に良好な裏波ビード8を形成することができる。
【0060】
また、溶接ワイヤ7は、開先3の先端部3Aから垂下する仮想線L1―L1と下板1との交点P1の位置の近傍にアークを発生させる。このため、開先3の表面3B側でアークが発生することがなく、開先3の裏面3C側となる下板1の上面1Aでアークを発生させることができ、このアークによって確実に開先3の裏面3C側に裏波ビード8を形成することができる。
【0061】
さらに、第2の溶接工程において、溶接ワイヤ7は、第1の溶接工程によるアークの発生方向と同じ方向、即ち、開先3の表面3B側からギャップ5を通じて開先3の裏面3C側にアークを発生させる。このため、アークによって裏波ビード8、下板1、立板2の開先3を確実に溶融させることができ、下板1と立板2との接合強度を高めることができる。
【0062】
次に、図6ないし図10は本発明に係るT型継手の溶接方法の第2の実施の形態を示している。
【0063】
ここで、本実施の形態の特徴は、立板の下端部を平坦な底面を有する平坦面としたことにある。なお、第2の実施の形態では、上述した第1の実施の形態と同一の構成要素に同一符号を付し、その説明を省略するものとする。
【0064】
図において、11は下板1と共にT型継手を構成する立板で、該立板11は、第1の実施の形態に用いた立板2に代えて本実施の形態に用いたものである。ここで、立板11は、第1の実施の形態による立板2とほぼ同様に、例えば鋼板材等を用いて平板状に形成されている。しかし、その下端部(下板1の上面側)が後述の平坦面11Cとなっている点で、第1の実施の形態による立板2とは異なるものである。
【0065】
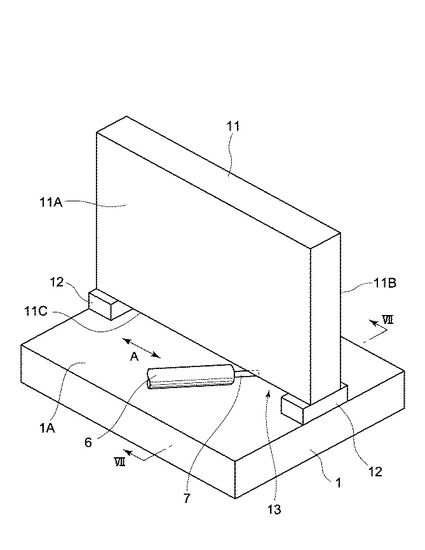
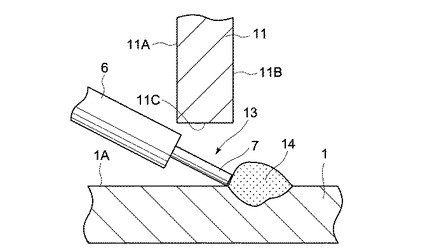
ここで、立板11の下端部に設けられた平坦面11Cは、例えば鋼板材を切断したときの切断面となり、開先加工等が施されていない平坦な底面を有する平坦面となっている。そして、立板11は、図6に示すように、下板1の上面1A上に薄板状のスペーサ12を介してT字型に組付けられる。これにより、立板11の平坦面11Cと下板1の上面1Aとの間には、上,下方向のギャップ13が形成されている。
【0066】
ここで、立板11の平坦面11Cと下板1の上面1Aとの間のギャップ13は、立板11の表面11A側に配置された溶接トーチ6から供給される溶接ワイヤ7の直径dよりも大きく設定されている。このため、溶接ワイヤ7は、下板1の上面1Aと立板11の平坦面11Cとに接触することなく、溶接トーチ6の先端側から立板11の裏面11B側へと延びている(図7参照)。
【0067】
これにより、溶接ワイヤ7の先端からアークが発生したときに、このアークがギャップ13を通じて立板11の裏面11B側に導出されるようになっている。また、立板11の裏面11Bから下板1に向けて垂下する仮想線をL2―L2とし、この仮想線L2―L2と下板1の上面1Aとの交点をP2とすると、溶接ワイヤ7は、その中心線O-Oが交点P2の位置の近傍で下板1の上面1Aと交わる位置に配置されている。これにより、溶接ワイヤ7は、仮想線L2―L2と下板1の上面1Aとの交点P2よりも立板11の裏面11B側にアークを発生させるようになっている。
【0068】
次に、下板1と立板11の平坦面11Cとを溶接してT型継手を形成する方法について説明する。
【0069】
まず、図6に示す板材組付け工程では、下板1の上面1A側に、スペーサ12を介して立板11をT字型に組付ける。これにより、立板11は、平坦面11Cと下板1の上面1Aとの間にギャップ13を形成した状態で、当該下板1上にT字型に配置される。そして、立板11は、組立治具等(図示せず)を用いてこの位置に保持される。
【0070】
次に、図7および図8に示す第1の溶接工程では、立板11の表面11A側に、溶接トーチ6および溶接ワイヤ7を配置する。この場合、図7に示すように、立板11の裏面11Bから下板1に向けて垂下する仮想線L2―L2と下板1の上面1Aとの交点をP2とすると、溶接ワイヤ7は、その中心線O-Oが交点P2の位置の近傍で下板1の上面1Aと交わる位置に配置されている。
【0071】
この状態において、溶接トーチ6を立板11の長手方向(図6中の矢示A方向)に移動させつつ、溶接ワイヤ7からアークを発生させる。また、溶接トーチ6から立板11の平坦面11Cと下板1との溶接部に向けて、例えばアルゴンガスを含む混合ガスからなるシールドガスを供給する。
【0072】
これにより、溶接ワイヤ7から発生したアークは、立板11の平坦面11Cと下板1との間のギャップ13を通じて、立板11の表面11A側から裏面11B側へと導出される。そして、このアークによって溶接ワイヤ7と下板1の上面1A側が溶融することにより、図8に示すように、立板11の裏面11B側に裏波ビード14が形成される。この裏波ビード14は、平坦面11Cとの間にギャップ13を残した状態で、立板11の長手方向に沿って直線状に連続して形成される。
【0073】
この場合、溶接ワイヤ7は、立板11の裏面11Bから垂下する仮想線L2―L2と下板1との交点P2の近傍にアークを発生させる。このため、立板11の表面11A側、あるいは立板11と下板1との間のギャップ13内でアークが発生することがない。これにより、立板11の裏面11B側でアークを発生させることができ、確実に裏波ビード14を形成することができる。
【0074】
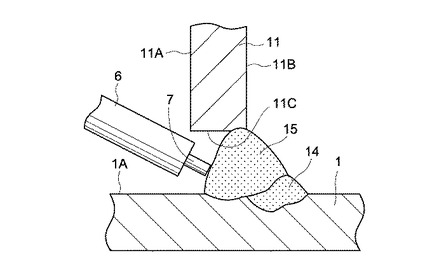
次に、図9に示す第2の溶接工程では、立板11の裏面11B側に裏波ビード14を形成した後に、再び溶接トーチ6を立板11の長手方向に移動させる。そして、溶接ワイヤ7の先端から裏波ビード14に向けてアークを発生させ、溶接ワイヤ7、下板1、立板11の平坦面11C、裏波ビード14を溶融させる。これにより、下板1と立板11と裏波ビード14との間に、立板11の長手方向に沿って直線状に連続した1層目の溶接ビード15を形成することができる。
【0075】
この場合、溶接ワイヤ7は、第1の溶接工程によるアークの発生方向と同じ方向、即ち、立板11の表面11A側から立板11の裏面11B側にアークを発生させる。このとき、下板1の上面1Aのうち立板11の裏面11B側に形成された裏波ビード14が、アークの防波堤としての役目を果たす。これにより、開先が形成されていない立板11の平坦面11C、下板1、裏波ビード14を十分に溶融させることができる。この結果、1層目の溶接ビード15によって、下板1と立板11の平坦面11Cとの間のギャップ13を塞ぐことができる。
【0076】
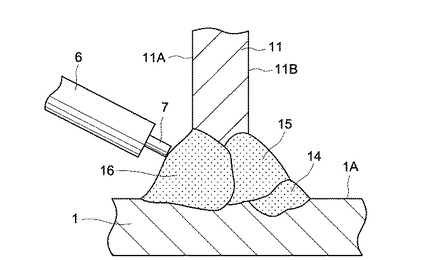
次に、図10に示す第3の溶接工程では、下板1と立板11の平坦面11Cと裏波ビード14との間に1層目の溶接ビード15を形成した後に、再び溶接トーチ6を立板11の長手方向に移動させる。そして、溶接ワイヤ7の先端から1層目の溶接ビード15に向けてアークを発生させる。
【0077】
これにより、1層目の溶接ビード15、立板11の平坦面11C、下板1が溶融し、1層目の溶接ビード15と平坦面11Cと下板1との間に、立板11の長手方向に沿って直線状に連続した2層目の溶接ビード16を形成することができる。
【0078】
このように、下端部が開先加工を施さない平坦面11Cとなった立板11の表面11A側から片面溶接を行う場合でも、立板11の裏面11B側に大きな脚長を有する1層目の溶接ビード15を形成することができる。また、立板11の表面11A側に大きな脚長を有する2層目の溶接ビード16を形成することができる。この結果、T字型に配置した下板1と立板11とを強固に接合することができる。
【0079】
しかも、本実施の形態によれば、立板11の下端部を開先加工を施さない平坦面11Cとすることにより、立板11に開先を形成する工程を省略することができる。この結果、T型継手の製造コストを低減することができる。
【0080】
次に、本発明に係るT型継手の溶接方法の応用例として、下板としての上,下のフランジ板と、立板としての左,右のウェブ板とによって中空構造体を形成する場合について、図11ないし図15を参照しつつ説明する。
【0081】
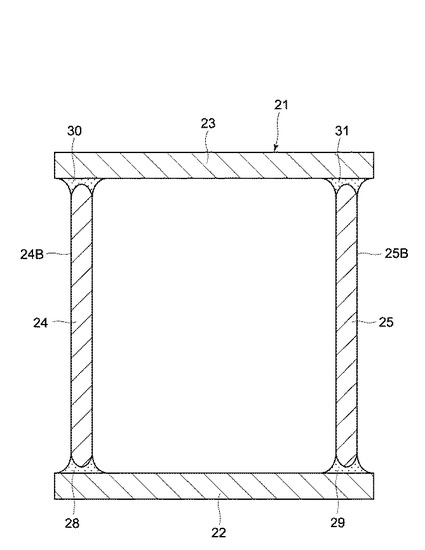
まず、21は本発明に係るT型継手の溶接方法を用いて形成された中空構造体を示している。この中空構造体21は、例えば油圧ショベルのブーム、アーム等として用いられるものである。ここで、中空構造体21は、図11に示すように、上,下方向で対面する上,下のフランジ板22,23と、左,右方向で対面しつつ上,下のフランジ板22,23間に配置された左,右のウェブ板24,25とにより、閉断面構造をなす角筒体として形成されている。
【0082】
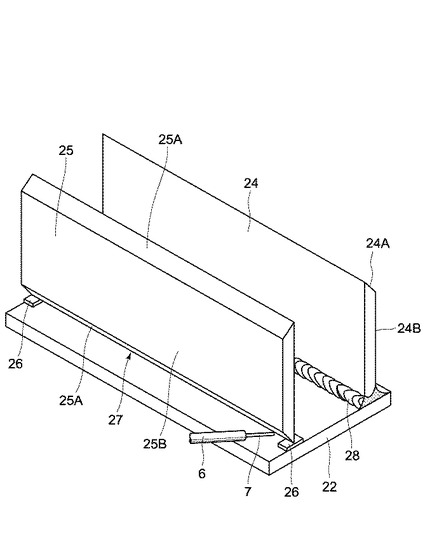
そして、この中空構造体21を形成する場合には、まず、図12に示すように、一方のフランジ板22を用意する。次に、フランジ板22上に一方のウェブ板24をT字型に組付ける。この場合、ウェブ板24の上端側と下端側には、それぞれレ形に傾斜したレ形開先24A(以下、開先24Aという)が形成されている。
【0083】
そして、フランジ板22のうち左,右方向の一側に片寄せた位置に、薄板状のスペーサ26を介してウェブ板24をT字型に組付ける。これにより、フランジ板22とウェブ板24の開先24Aとの間に、その全長に亘ってギャップ27を形成する。
【0084】
この状態で、ウェブ板24の表面24B側に溶接トーチ6及び溶接ワイヤ7を配置し、溶接トーチ6をウェブ板24の長手方向に移動させつつ溶接ワイヤ7の先端からアークを発生させる。これにより、上述した第1の実施の形態と同様に、フランジ板22とウェブ板24との間に、裏波ビード、1層目の溶接ビード、2層目の溶接ビードからなる溶接ビード28を形成することができる。
【0085】
これにより、一方のウェブ板24の表面24B側から片面溶接を行うだけで、ウェブ板24の開先24Aとフランジ板22との間に山形状の溶接ビード28を形成し、フランジ板22にウェブ板24を強固に接合することができる。
【0086】
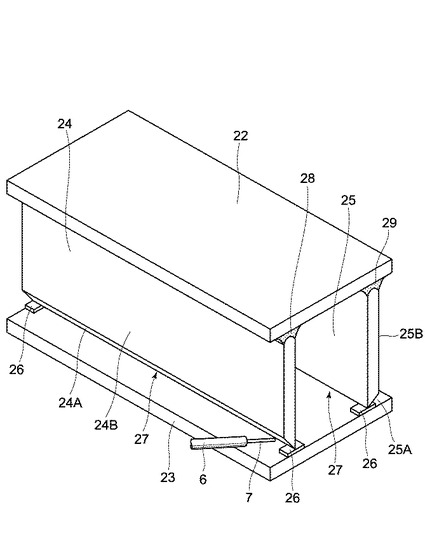
そして、フランジ板22に一方のウェブ板24を接合した後には、例えば図13に示すように、フランジ板22を水平方向に180度回転させる。そして、フランジ板22の上面側に他方のウェブ板25をT字型に組付ける。この場合、他方のウェブ板25は、一方のウェブ板24と同様に、その上端側と下端側とにレ形開先25A(以下、開先25Aという)が形成されている。
【0087】
次に、フランジ板22のうち左,右方向の他側に片寄せた位置に、スペーサ26を介して他方のウェブ板25をT字型に組付ける。これにより、フランジ板22とウェブ板25の開先25Aとの間に、その全長に亘ってギャップ27を形成する。この状態で、溶接トーチ6を用いてウェブ板25の表面25B側から片面溶接を行い、ウェブ板25とフランジ板22との間に山形状の溶接ビード29を形成することができる。
【0088】
次に、一方のフランジ板22に左,右のウェブ板24,25を接合した後には、図14に示すように、他方のフランジ板23を用意する。そして、フランジ板22に接合された左,右のウェブ板24,25の開先24A,25Aを、それぞれスペーサ26を介して他方のフランジ板23上に組付け、フランジ板23とウェブ板24の開先24Aとの間、フランジ板23とウェブ板25の開先25Aとの間に、それぞれ全長に亘ってギャップ27を形成する。
【0089】
この状態で、一方のウェブ板24の表面24B側から溶接トーチ6を用いて片面溶接を行う。これにより、図11に示すように、ウェブ板24とフランジ板23との間に、ウェブ板24の表面24B側から裏面側に亘って山形状の溶接ビード30を形成することができる。
【0090】
次に、図15に示すように、他方のウェブ板25の表面25B側から溶接トーチ6を用いて片面溶接を行う。これにより、図11に示すように、ウェブ板25とフランジ板23との間に、ウェブ板25の表面25B側から裏面側に亘って山形状の溶接ビード31を形成することができる。
【0091】
かくして、本発明に係るT型継手の溶接方法によれば、図14に示すように、一方のフランジ板22に接合されたウェブ板24,25を、他方のフランジ板23上に四角形の枠状に組付けた状態で、ウェブ板24の表面24B側から片面溶接を行うことにより、フランジ板23とウェブ板24との間に滑らかな山形状をなす溶接ビード30を形成することができる(図11参照)。また、図15に示すように、他方のフランジ板23上に組付けたウェブ板25の表面25B側から片面溶接を行うことにより、フランジ板23とウェブ板25との間に滑らかな山形状をなす溶接ビード31を形成することができる(図11参照)。
【0092】
このように、本発明に係るT型継手の溶接方法によれば、上,下のフランジ板22,23と左,右のウェブ板24,25とによって閉断面構造をなす中空構造体21を形成する場合に、当該中空構造体21の内側からの溶接作業を行う必要がない。即ち、中空構造体21の外側(ウェブ板24,25の表面24B,25B側)から片面溶接を行うだけで、フランジ板22,23とウェブ板24,25との接合部に滑らかな山形状をなす溶接ビード28,29,30,31を形成することができる。
【0093】
この結果、中空構造体21を形成するために、上,下のフランジ板22,23と左,右のウェブ板24,25とを互いに溶接するときの作業性を高めることができる。従って、中空構造体21の製造コストの低減にも寄与することができる。
【0094】
しかも、例えばフランジ板22とウェブ板24とを溶接するために中空構造体21の内側からすみ肉溶接を施す必要がない。従って、フランジ板22等に溶接作業用の作業孔を設ける必要もなくなる。この結果、作業孔を設けることによる中空構造体21の強度低下を抑えることができ、中空構造体21の信頼性を高めることができる。
【0095】
なお、上述した実施の形態では、下板1と立板2の開先3との溶接部に向けてアークを発生する溶接電極(消耗電極)として、溶接ワイヤ7を用いた場合を例示している。しかし、本発明はこれに限るものではなく、例えば棒状の溶加材を溶接電極として用いてもよい。
【図面の簡単な説明】
【0096】
【図1】本発明の第1の実施の形態によるT型継手の溶接方法に用いられる下板、立板、溶接ワイヤ等を示す斜視図である。
【図2】板材組付け工程を図1中の矢示II−II方向からみた断面図である。
【図3】第1の溶接工程を示す図2と同様位置の断面図である。
【図4】第2の溶接工程を示す図2と同様位置の断面図である。
【図5】第3の溶接工程を示す図2と同様位置の断面図である。
【図6】第2の実施の形態によるT型継手の溶接方法に用いられる下板、立板、溶接ワイヤ等を示す斜視図である。
【図7】板材組付け工程を図6中の矢示VII−VII方向からみた断面図である。
【図8】第1の溶接工程を示す図7と同様位置の断面図である。
【図9】第2の溶接工程を示す図7と同様位置の断面図である。
【図10】第3の溶接工程を示す図7と同様位置の断面図である。
【図11】本発明に係るT型継手の溶接方法を用いて形成した中空構造体を示す断面図である。
【図12】一方のフランジ板に一方のウェブ板を溶接する状態を示す斜視図である。
【図13】一方のフランジ板に他方のウェブ板を溶接する状態を示す斜視図である。
【図14】他方のフランジ板に一方のウェブ板を溶接する状態を示す斜視図である。
【図15】他方のフランジ板に他方のウェブ板を溶接する状態を示す斜視図である。
【符号の説明】
【0097】
1 下板
1A 上面
2,11 立板
3 開先
3A 先端部
3B,11A 表面
3C,11B 裏面
5,13,27 ギャップ
6 溶接トーチ
7 溶接ワイヤ(溶接電極、消耗電極)
8,14 裏波ビード
9,15 1層目の溶接ビード
10,16 2層目の溶接ビード
11C 平坦面
22,23 フランジ板(下板)
24,25 ウェブ板(立板)
28,29,30,31 溶接ビード
【技術分野】
【0001】
本発明は、T字型に配置した下板と立板とを溶接するのに好適に用いられるT型継手の溶接方法に関する。
【背景技術】
【0002】
油圧ショベルの作業装置を構成するブーム、アーム等に用いられる中空な構造体は、例えば2個のT型継手を組合わせて溶接することにより、四角形の断面形状を有する強固な箱型の構造体として形成される。
【0003】
この場合、T型継手は、通常、下板の上面側に立板をT字型に配置した状態で、立板の先端側に形成した開先と下板の上面との間にすみ肉溶接を施すことにより形成されるものである。
【0004】
ここで、上述の如くT型継手を形成するに際して、立板の板厚方向の一方側(表面側)からすみ肉溶接を行った場合には、立板の表面側と下板との間は十分に溶着することができる。しかし、立板の表面側からすみ肉溶接を行った場合には、立板の裏面側と下板との間に未溶着部分が残ることがあり、T型継手の強度が低下してしまうという不具合がある。
【0005】
これに対し、予め下板の上面にビード(裏波ビード)を形成し、表面側に開先を形成した立板の裏面をこの裏波ビードに当接させた状態、またはビードの近傍に立板を配置した状態で、開先の表面側から下板と立板との間にアーク溶接等を行う溶接方法が提案されている。
【0006】
【特許文献1】特開平4−238670号公報
【特許文献2】特開平6−23544号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
しかし、従来技術による溶接方法は、下板の上面側に、溶接すべき立板を配置する作業の前段階で、下板の上面に裏波ビードを予め形成しておく必要がある。従って、従来技術による溶接方法では、下板の上面に裏波ビードを形成する溶接作業(第1の溶接工程)の後に、この裏波ビードに沿って下板の上面側に立板を配置する作業(板材組付け工程)を行う。さらに、板材組付け工程の後に、下板に形成された裏波ビードと立板に設けた開先の裏面側とを溶融させて溶接ビードを形成する溶接作業(第2の溶接工程)を行うことになる。
【0008】
この場合、第1の溶接工程と、板材組付け工程および第2の溶接工程とは、互いに異なる作業場所で実施されるのが一般的である。このため、従来技術のように第1の溶接工程と、板材組付け工程および第2の溶接工程とを実施する場合には、異なる作業場所を何度も往復する必要があり、T型継手を形成するときの作業性が低下してしまうという問題がある。
【0009】
また、従来技術による溶接方法では、第2の溶接工程で形成される溶接ビードの形状は、下板に予め形成されたビードに対する立板の位置に応じて決定される。このため、板材組付け工程において、下板に予め形成されている裏波ビードに対する立板の位置決めを厳密に行う必要があり、この位置決め作業の作業性が低下してしまうという問題がある。
【0010】
本発明は上述した従来技術の問題に鑑みなされたもので、立板に設けられた開先の裏面側に良好な裏波ビードを形成することができ、かつ、下板と立板とをT字型に配置して溶接するときの作業性を高めることができるようにしたT型継手の溶接方法を提供することを目的としている。
【課題を解決するための手段】
【0011】
上述した課題を解決するため本発明は、T字型に配置した下板と立板とを溶接してなるT型継手の溶接方法に適用される。
【0012】
そして、請求項1の発明による溶接方法は、前記立板の下端部と前記下板の上面との間にギャップを形成した状態で前記下板上に前記立板をT字型に組付ける板材組付け工程と、前記板材組付け工程で前記下板と前記立板とをT字型に組付けた状態で、前記立板の表面側に配置した溶接電極からアークを発生させ、前記ギャップを通じて前記立板の裏面と前記下板との間に裏波ビードを形成するにあたり、前記立板と裏波ビードとの間にギャップを残しつつ前記下板に裏波ビードを形成する第1の溶接工程と、前記第1の溶接工程の後に、前記立板の表面側に配置した前記溶接電極からアークを発生させ、前記下板と前記立板の下端部と前記裏波ビードとを溶融させて溶接ビードを形成し、前記下板と前記立板の下端部とを接合する第2の溶接工程とからなる。
【0013】
請求項2の発明による溶接方法は、前記立板の下端部と前記下板の上面との間にギャップを形成した状態で前記下板上に前記立板をT字型に組付ける板材組付け工程と、前記板材組付け工程で前記下板と前記立板とをT字型に組付けた状態で、前記立板の表面側に配置した溶接電極からアークを発生させ、前記ギャップを通じて前記立板の裏面と前記下板との間に裏波ビードを形成するにあたり、前記立板と裏波ビードとの間にギャップを残しつつ前記下板に裏波ビードを形成する第1の溶接工程と、前記第1の溶接工程の後に、前記立板の表面側に配置した前記溶接電極からアークを発生させ、前記下板と前記立板の下端部と前記裏波ビードとを溶融させて1層目の溶接ビードを形成し、前記下板と前記立板の下端部とを接合する第2の溶接工程と、前記第2の溶接工程の後に、前記1層目の溶接ビードに加えて2層目の溶接ビードを形成する第3の溶接工程とからなる。
【0014】
請求項3の発明は、前記溶接電極として消耗電極を用い、前記ギャップは該消耗電極の外径寸法よりも大きく設定したことにある。
【0015】
請求項4の発明は、前記立板の下端部には開先を設け、前記第1の溶接工程において、前記溶接電極は、前記開先の先端部から垂下する仮想線と前記下板との交点の位置の近傍にアークを発生させる構成としたことにある。
【0016】
請求項5の発明は、前記立板の下端部は平坦な底面を有する平坦面とし、前記第1の溶接工程において、前記溶接電極は、前記平坦面を前記下板と対面させた状態で前記立板の裏面から垂下する仮想線と前記下板との交点の位置の近傍にアークを発生させる構成としたことにある。
【0017】
請求項6の発明は、前記第2の溶接工程において、前記溶接電極は、前記第1の溶接工程によるアークの発生方向と同じ方向にアークを発生させる構成としたことにある。
【0018】
請求項7の発明は、前記アークを覆うシールドガスとしてアルゴンガスを含む混合ガスを用いる構成としたことにある。
【発明の効果】
【0019】
請求項1の発明によれば、板材組付け工程において下板上に立板を配置するときに、立板の下端部と下板との間にギャップを形成する。これにより、第1の溶接工程において、立板の表面側に配置した溶接電極からアークを発生させると、このアークが立板の下端部と下板との間のギャップを通じて立板の裏面側へと導出される。このため、立板の裏面側で下板の上面側に裏波ビードを形成することができる。そして、第2の溶接工程において、下板と立板の下端部と裏波ビードとを溶融させて溶接ビードを形成することにより、下板と立板の下端部とを接合することができる。
【0020】
この場合、第1の溶接工程において下板に形成された裏波ビードと立板の下端部との間にはギャップが残っている。このため、第2の溶接工程において溶接電極から発生したアークは、裏波ビードと立板の下端部との間のギャップを通じて確実に立板の裏側へと導出される。これにより、裏波ビードと立板の下端部とを充分に溶融させ、立板の裏面側と下板との間に脚長の大きな溶接ビードを形成することができるので、下板と立板の下端部とを強固に接合することができる。
【0021】
しかも、板材組付け工程を実施した後、第1の溶接工程と第2の溶接工程とを連続して実施することができる。従って、板材組付け工程、第1,第2の溶接工程を1つの作業場所で効率良く実施することができる。これにより、従来技術のように、第1の溶接工程と、板材組付け工程および第2の溶接工程とを、それぞれ異なる作業場所で実施する場合に比較して、下板と立板とを溶接するときの作業性を高めることができる。
【0022】
また、第1の溶接工程において下板に形成される裏波ビードは、下板と該下板上に配置された立板の下端部との間のギャップに沿って形成される。このため、例えば下板に裏波ビードを形成した後に、この裏波ビードに対して立板を位置決めする作業を不要にでき、下板と立板とを溶接するときの作業性を一層高めることができる。
【0023】
請求項2の発明によれば、第2の溶接工程において、立板の裏面側と下板との間に脚長の大きな1層目の溶接ビードを形成した後、第3の溶接工程において、立板の表面側と下板との間に脚長の大きな2層目の溶接ビードを形成することができる。従って、立板の裏面側と下板との間、立板の表面側と下板との間にそれぞれ脚長の大きな溶接ビードを形成することができ、T字型に配置した下板と立板とを一層強固に接合することができる。
【0024】
請求項3の発明によれば、消耗電極から発生するアークは、消耗電極の先端から徐々に径方向に拡径しながら、立板の下端部と下板との間のギャップを通じて立板の裏面側へと導出される。このとき、ギャップは消耗電極の外径寸法より大きいので、第1の溶接工程において立板の下端部がアークによって溶融するのを抑え、立板の裏面側に位置する下板に対して良好な裏波ビードを形成することができる。
【0025】
請求項4の発明によれば、第1の溶接工程において、溶接電極は、立板の下端部に設けた開先の先端部から垂下する仮想線と下板との交点の位置の近傍にアークを発生させる。このため、開先の表面側でアークが発生することがなく、このアークによって開先の裏面側に良好な裏波ビードを形成することができる。
【0026】
請求項5の発明によれば、第1の溶接工程において、下端部が平坦面となった立板の裏面から垂下する仮想線と下板との交点の位置の近傍に、溶接電極からアークを発生させることができる。これにより、立板の表面側でアークが発生することがなく、このアークによって立板の裏面側に良好な裏波ビードを形成することができる。
【0027】
しかも、立板の下端部を平坦面とすることにより、立板に開先を形成する工程を省略することができ、この分、T型継手の製造コストを低減することができる。
【0028】
請求項6の発明によれば、第2の溶接工程において、溶接電極は第1の溶接工程によるアークの発生方向と同じ方向、即ち、立板の表面側からギャップを通じて立板の裏面側にアークを発生させることができる。従って、このアークによって裏波ビードと下板と立板の下端部とを確実に溶融させることができる。
【0029】
請求項7の発明によれば、シールドガスとしてアルゴンガスを含む混合ガスを用いることにより、第1の溶接工程において、立板の裏面と下板との間にビード止端の形状が滑らかな裏波ビードを形成することができる。これにより、裏波ビードのビード止端に応力が集中するのを抑え、下板と立板との接合強度を高めることができる。
【発明を実施するための最良の形態】
【0030】
以下、本発明に係るT型継手の溶接方法の実施の形態について、添付図面を参照しつつ詳細に説明する。
【0031】
まず、図1ないし図5は本発明の第1の実施の形態を示し、本実施の形態は、立板の下端部に開先を設けた場合を例示している。
【0032】
図において、1はT型継手を構成する下板で、該下板1は、例えば鋼板材等を用いて平板状に形成されている。そして、下板1は定盤(図示せず)上に載置され、該下板1の上面1A側には、後述の立板2が組付けられるようになっている。
【0033】
2は下板1と共にT型継手を構成する立板で、該立板2は、例えば鋼板材等を用いて平板状に形成されている。そして、立板2は、下板1に対してほぼ直交した状態で、当該下板1の上面1A側にT字型に組付けられるものである。また、立板2の下端部(下板1の表面側)には、レ形に傾斜したレ形開先3(以下、開先3という)が形成され、この開先3と下板1とが溶接されるようになっている。
【0034】
そして、図1に示すように、立板2は、下板1の上面1A上に薄板状のスペーサ4を介してT字型に組付けられている。そして、図2に示すように、立板2に設けられた開先3の先端部3Aと下板1の上面1Aとの間には、上,下方向のギャップ5が形成されている。また、開先3の表面3B側には、後述の溶接ワイヤ7が配置されるようになっている。
【0035】
ここで、開先3の先端部3Aと下板1の上面1Aとの間に形成されたギャップ5は、溶接ワイヤ7の直径dよりも大きく設定されている。これにより、溶接ワイヤ7の先端からアークが発生したときに、このアークがギャップ5を通じて開先3の裏面3C側に導出されるようになっている。
【0036】
6はアーク溶接用の溶接トーチで、該溶接トーチ6は、立板2の開先3と下板1との溶接部に向けて溶接ワイヤ7を連続的に供給するものである。また、溶接トーチ6は、溶接ワイヤ7に対し、アーク溶接用の電源装置(図示せず)からの溶接電流を供給するものである。そして、溶接トーチ6は、立板2の開先3と下板1との溶接部に向けて溶接ワイヤ7を連続的に供給しつつ、立板2の長手方向(図1中の矢示A方向)に移動する構成となっている。
【0037】
7は開先3の表面3B側に配置された溶接電極としての溶接ワイヤを示している。この溶接ワイヤ7は、溶接トーチ6により、立板2の開先3と下板1との溶接部に向けて連続的に供給されるものである。ここで、溶接ワイヤ7は、アーク溶接用の電源装置(図示せず)から溶接電流が供給されることにより、図2に示すように、下板1の上面1Aに向けてアークを発生させる。そして、このアークによる発熱によって溶接ワイヤ7等が溶融することにより、後述の裏波ビード8を形成することができるようになっている。
【0038】
また、溶接トーチ6は、立板2の開先3と下板1との溶接部に向けて、例えばアルゴンガスを80%含むアルゴン−二酸化炭素混合ガスからなるシールドガスを供給する。そして、このシールドガスは、溶接ワイヤ7から発生するアーク、及び開先3と下板1との溶接部等を覆って大気から遮断する。これにより、溶接欠陥の原因となる酸化物、窒化物が生成されるのを抑えることができる。
【0039】
次に、下板1と立板2の開先3とを溶接してT型継手を形成する方法について説明する。
【0040】
まず、板材組付け工程について説明する。この板材組付け工程では、図1及び図2に示すように、下板1の上面1A側に、スペーサ4を介して立板2をT字型に組付ける。これにより、立板2は、開先3の先端部3Aと下板1の上面1Aとの間にギャップ5を形成した状態で、当該下板1上にT字型に配置される。この場合、立板2は、組立治具等(図示せず)を用いてこの位置に保持される。
【0041】
次に、第1の溶接工程について説明する。この第1の溶接工程では、立板2に設けた開先3の表面3B側に、溶接トーチ6及び該溶接トーチ6によって供給される溶接ワイヤ7を配置する。ここで、図2に示すように、開先3の先端部3Aと下板1の上面1Aとの間に形成された上,下方向のギャップ5は、溶接ワイヤ7の直径dよりも大きく設定されている。
【0042】
また、開先3の先端部3Aから下板1に向けて垂下する仮想線をL1―L1とし、この仮想線L1―L1と下板1の上面1Aとの交点をP1とすると、溶接ワイヤ7は、その中心線O-Oが交点P1の位置の近傍で下板1の上面1Aと交わる位置に配置されている。これにより、溶接ワイヤ7は、開先3の先端部3Aから垂下する仮想線L1―L1と下板1の上面1Aとの交点P1よりも開先3の裏面3C側にアークを発生させるようになっている。
【0043】
この状態において、溶接トーチ6を立板2の長手方向(図1中の矢示A方向)に移動させつつ、溶接ワイヤ7に対し、アーク溶接用の電源装置(図示せず)から溶接電流を供給する。また、溶接トーチ6から立板2の開先3と下板1との溶接部に向けて、例えばアルゴンガスを含む混合ガスからなるシールドガスを供給する。
【0044】
これにより、溶接ワイヤ7の先端からアークが発生する。そして、このアークは、立板2に設けた開先3の先端部3Aと下板1との間のギャップ5を通じて、下板1の上面1Aのうち開先3の裏面3C側へと導出される。このようにして、開先3の表面3B側に配置された溶接ワイヤ7から、下板1のうち開先3の裏面3C側に向けてアークが発生する。そして、このアークによる発熱によって溶接ワイヤ7と下板1の上面1A側が溶融することにより、図3に示すように、開先3の裏面3C側に裏波ビード8が形成される。この裏波ビード8は、開先3(立板2)との間にギャップ5を残した状態で、立板2の長手方向に沿って直線状に連続して形成される。
【0045】
この場合、溶接ワイヤ7は、開先3の先端部3Aから垂下する仮想線L1―L1と下板1との交点P1の近傍にアークを発生させる。このため、開先3の表面3B側でアークが発生することがなく、開先3の裏面3C側となる下板1の上面1Aでアークを発生させることができ、このアークによって確実に裏波ビード8を形成することができる。
【0046】
しかも、開先3の先端部3Aと下板1との間のギャップ5は、溶接ワイヤ7の直径dよりも大きく設定されている。この場合、溶接ワイヤ7から発生するアークは、溶接ワイヤ7の先端から徐々に径方向に拡径しながら開先3と下板1との間のギャップ5を通じて開先3の裏面3C側へと導出される。しかし、ギャップ5を溶接ワイヤ7の直径dよりも大きく設定することにより、開先3の先端側がアークによって溶融するのを抑え、開先3の裏面3C側に位置する下板1上に良好な裏波ビード8を形成することができる。
【0047】
また、アークを覆うシールドガスとしてアルゴンガスを含む混合ガスを用いている。これにより、図3に示すように、溶接トーチ6を下板1に対して斜めに傾けた状態で溶接ワイヤ7からアークを発生させて裏波ビード8を形成した場合でも、この裏波ビード8のビード止端を滑らかな形状とすることができる。従って、例えばシールドガスとして炭酸ガスを用いることにより裏波ビードのビード止端に応力が集中するのを防止することができる。
【0048】
次に、第2の溶接工程について説明する。この第2の溶接工程では、下板1の上面1A側に立板2の長手方向に沿って裏波ビード8を形成した後に、再び溶接トーチ6を立板2の長手方向に移動させつつ、溶接ワイヤ7に溶接電流を供給する。これにより、溶接ワイヤ7の先端から裏波ビード8に向けてアークを発生させ、溶接ワイヤ7、下板1、立板2の開先3、裏波ビード8を溶融させる。このため、図4に示すように、下板1と開先3と裏波ビード8との間に1層目の溶接ビード9が形成され、該1層目の溶接ビード9は、立板2の長手方向に沿って直線状に連続して形成される。
【0049】
この場合、図3に示すように、第1の溶接工程において下板1に形成された裏波ビード8と開先3の先端部3Aとの間にはギャップ5が残存している。このため、第2の溶接工程において、溶接ワイヤ7は、第1の溶接工程によるアークの発生方向と同じ方向、即ち、開先3の表面3B側からギャップ5を通じて開先3の裏面3C側にアークを発生させる。これにより、溶接ワイヤ7から発生したアークを、ギャップ5を通じて確実に開先3の裏面3C側へと導出することができる。従って、このアークによって、裏波ビード8と下板1と立板2の開先3とを確実に溶融させることができる。
【0050】
また、第2の溶接工程における溶接トーチ6の移動速度は、第1の溶接工程における溶接トーチ6の移動速度よりも小さく設定されている。これにより、裏波ビード8、開先3の先端側、下板1を充分に溶融させ、図4に示すように、これら裏波ビード8と開先3と下板1との間に、開先3の裏面3C側に大きな脚長を有する1層目の溶接ビード9を形成することができる。これにより、下板1と立板2の開先3とを強固に接合することができる。
【0051】
さらに、第2の溶接工程の後に行われる第3の溶接工程について説明する。この第3の溶接工程では、裏波ビード8と開先3と下板1との間に1層目の溶接ビード9を形成した後に、再び溶接トーチ6を立板2の長手方向に移動させつつ、溶接ワイヤ7の先端から1層目の溶接ビード9に向けてアークを発生させる。そして、このアークによる発熱によって溶接ワイヤ7、1層目の溶接ビード9、立板2の開先3、下板1が溶融することにより、図5に示すように、1層目の溶接ビード9と開先3と下板1との間に2層目の溶接ビード10が形成される。この場合、2層目の溶接ビード10は、立板2の長手方向に沿って直線状に連続して形成される。
【0052】
このように、上述した第2の溶接工程において、裏波ビード8と開先3と下板1との間に、開先3の裏面3C側に大きな脚長を有する1層目の溶接ビード9が形成される。また、第3の溶接工程において、1層目の溶接ビード9と開先3と下板1との間に、開先3の表面3B側に大きな脚長を有する2層目の溶接ビード10が形成される。
【0053】
この結果、立板2に設けた開先3の表面3B側から片面溶接を行う場合でも、開先3の裏面3C側に大きな脚長を有する1層目の溶接ビード9と、開先3の表面3B側に大きな脚長を有する2層目の溶接ビード10とを形成することができる。これにより、T字型に配置した下板1と立板2とを強固に接合することができる。
【0054】
かくして、第1の実施の形態によれば、板材組付け工程において、立板2に設けた開先3の先端部3Aと下板1との間にギャップ5を形成する。次に、第1の溶接工程において、開先3の表面3B側に配置した溶接ワイヤ7からギャップ5を通じて開先3の裏面3C側にアークを発生させることにより、開先3の裏面3C側に裏波ビード8を形成する。さらに、第1の溶接工程に続く第2の溶接工程において、下板1と立板2の開先3と裏波ビード8とを溶融させて1層目の溶接ビード9を形成している。
【0055】
このため、板材組付け工程を実施した後、第1の溶接工程と第2の溶接工程とを連続して実施することができる。従って、板材組付け工程、第1,第2の溶接工程を1つの作業場所で効率良く実施することができる。このため、従来技術のように、第1の溶接工程と、板材組付け工程および第2の溶接工程とを、それぞれ異なる作業場所で実施することにより、第1の溶接工程を実施する作業場所と、板材組付け工程および第2の溶接工程を実施する作業場所との間を何度も往復する場合に比較して、下板1と立板2とを溶接するときの作業性を高めることができる。
【0056】
また、第1の溶接工程において下板1に形成される裏波ビード8は、下板1と該下板1上に配置された立板2の開先3との間のギャップ5に沿って形成される。このため、従来技術のように、下板1に裏波ビード8を形成した後に、この裏波ビード8に対して立板2を位置決めする作業を不要にでき、下板1と立板2とを溶接するときの作業性を一層高めることができる。
【0057】
また、第1の実施の形態によれば、第2の溶接工程において裏波ビード8と開先3と下板1との間に1層目の溶接ビード9を形成した後、第3の溶接工程において、1層目の溶接ビード9と開先3と下板1との間に2層目の溶接ビード10を形成している。
【0058】
この結果、立板2に設けた開先3の表面3B側から片面溶接を行う場合でも、開先3の裏面3C側に大きな脚長を有する1層目の溶接ビード9と、開先3の表面3B側に大きな脚長を有する2層目の溶接ビード10とを形成することができる。このため、2層の溶接ビード9,10によって、T字型に配置した下板1と立板2とを一層強固に接合することができる。
【0059】
また、立板2の開先3と下板1との間のギャップ5を、溶接ワイヤ7の直径dよりも大きく設定している。これにより、例えば第1の溶接工程において溶接ワイヤ7から発生するアークが、溶接ワイヤ7の先端から徐々に径方向に拡径しながら開先3と下板1との間のギャップ5を通じて開先3の裏面3C側へと導出された場合でも、開先3の先端側がアークによって溶融するのを抑えることができる。この結果、開先3の裏面3C側に良好な裏波ビード8を形成することができる。
【0060】
また、溶接ワイヤ7は、開先3の先端部3Aから垂下する仮想線L1―L1と下板1との交点P1の位置の近傍にアークを発生させる。このため、開先3の表面3B側でアークが発生することがなく、開先3の裏面3C側となる下板1の上面1Aでアークを発生させることができ、このアークによって確実に開先3の裏面3C側に裏波ビード8を形成することができる。
【0061】
さらに、第2の溶接工程において、溶接ワイヤ7は、第1の溶接工程によるアークの発生方向と同じ方向、即ち、開先3の表面3B側からギャップ5を通じて開先3の裏面3C側にアークを発生させる。このため、アークによって裏波ビード8、下板1、立板2の開先3を確実に溶融させることができ、下板1と立板2との接合強度を高めることができる。
【0062】
次に、図6ないし図10は本発明に係るT型継手の溶接方法の第2の実施の形態を示している。
【0063】
ここで、本実施の形態の特徴は、立板の下端部を平坦な底面を有する平坦面としたことにある。なお、第2の実施の形態では、上述した第1の実施の形態と同一の構成要素に同一符号を付し、その説明を省略するものとする。
【0064】
図において、11は下板1と共にT型継手を構成する立板で、該立板11は、第1の実施の形態に用いた立板2に代えて本実施の形態に用いたものである。ここで、立板11は、第1の実施の形態による立板2とほぼ同様に、例えば鋼板材等を用いて平板状に形成されている。しかし、その下端部(下板1の上面側)が後述の平坦面11Cとなっている点で、第1の実施の形態による立板2とは異なるものである。
【0065】
ここで、立板11の下端部に設けられた平坦面11Cは、例えば鋼板材を切断したときの切断面となり、開先加工等が施されていない平坦な底面を有する平坦面となっている。そして、立板11は、図6に示すように、下板1の上面1A上に薄板状のスペーサ12を介してT字型に組付けられる。これにより、立板11の平坦面11Cと下板1の上面1Aとの間には、上,下方向のギャップ13が形成されている。
【0066】
ここで、立板11の平坦面11Cと下板1の上面1Aとの間のギャップ13は、立板11の表面11A側に配置された溶接トーチ6から供給される溶接ワイヤ7の直径dよりも大きく設定されている。このため、溶接ワイヤ7は、下板1の上面1Aと立板11の平坦面11Cとに接触することなく、溶接トーチ6の先端側から立板11の裏面11B側へと延びている(図7参照)。
【0067】
これにより、溶接ワイヤ7の先端からアークが発生したときに、このアークがギャップ13を通じて立板11の裏面11B側に導出されるようになっている。また、立板11の裏面11Bから下板1に向けて垂下する仮想線をL2―L2とし、この仮想線L2―L2と下板1の上面1Aとの交点をP2とすると、溶接ワイヤ7は、その中心線O-Oが交点P2の位置の近傍で下板1の上面1Aと交わる位置に配置されている。これにより、溶接ワイヤ7は、仮想線L2―L2と下板1の上面1Aとの交点P2よりも立板11の裏面11B側にアークを発生させるようになっている。
【0068】
次に、下板1と立板11の平坦面11Cとを溶接してT型継手を形成する方法について説明する。
【0069】
まず、図6に示す板材組付け工程では、下板1の上面1A側に、スペーサ12を介して立板11をT字型に組付ける。これにより、立板11は、平坦面11Cと下板1の上面1Aとの間にギャップ13を形成した状態で、当該下板1上にT字型に配置される。そして、立板11は、組立治具等(図示せず)を用いてこの位置に保持される。
【0070】
次に、図7および図8に示す第1の溶接工程では、立板11の表面11A側に、溶接トーチ6および溶接ワイヤ7を配置する。この場合、図7に示すように、立板11の裏面11Bから下板1に向けて垂下する仮想線L2―L2と下板1の上面1Aとの交点をP2とすると、溶接ワイヤ7は、その中心線O-Oが交点P2の位置の近傍で下板1の上面1Aと交わる位置に配置されている。
【0071】
この状態において、溶接トーチ6を立板11の長手方向(図6中の矢示A方向)に移動させつつ、溶接ワイヤ7からアークを発生させる。また、溶接トーチ6から立板11の平坦面11Cと下板1との溶接部に向けて、例えばアルゴンガスを含む混合ガスからなるシールドガスを供給する。
【0072】
これにより、溶接ワイヤ7から発生したアークは、立板11の平坦面11Cと下板1との間のギャップ13を通じて、立板11の表面11A側から裏面11B側へと導出される。そして、このアークによって溶接ワイヤ7と下板1の上面1A側が溶融することにより、図8に示すように、立板11の裏面11B側に裏波ビード14が形成される。この裏波ビード14は、平坦面11Cとの間にギャップ13を残した状態で、立板11の長手方向に沿って直線状に連続して形成される。
【0073】
この場合、溶接ワイヤ7は、立板11の裏面11Bから垂下する仮想線L2―L2と下板1との交点P2の近傍にアークを発生させる。このため、立板11の表面11A側、あるいは立板11と下板1との間のギャップ13内でアークが発生することがない。これにより、立板11の裏面11B側でアークを発生させることができ、確実に裏波ビード14を形成することができる。
【0074】
次に、図9に示す第2の溶接工程では、立板11の裏面11B側に裏波ビード14を形成した後に、再び溶接トーチ6を立板11の長手方向に移動させる。そして、溶接ワイヤ7の先端から裏波ビード14に向けてアークを発生させ、溶接ワイヤ7、下板1、立板11の平坦面11C、裏波ビード14を溶融させる。これにより、下板1と立板11と裏波ビード14との間に、立板11の長手方向に沿って直線状に連続した1層目の溶接ビード15を形成することができる。
【0075】
この場合、溶接ワイヤ7は、第1の溶接工程によるアークの発生方向と同じ方向、即ち、立板11の表面11A側から立板11の裏面11B側にアークを発生させる。このとき、下板1の上面1Aのうち立板11の裏面11B側に形成された裏波ビード14が、アークの防波堤としての役目を果たす。これにより、開先が形成されていない立板11の平坦面11C、下板1、裏波ビード14を十分に溶融させることができる。この結果、1層目の溶接ビード15によって、下板1と立板11の平坦面11Cとの間のギャップ13を塞ぐことができる。
【0076】
次に、図10に示す第3の溶接工程では、下板1と立板11の平坦面11Cと裏波ビード14との間に1層目の溶接ビード15を形成した後に、再び溶接トーチ6を立板11の長手方向に移動させる。そして、溶接ワイヤ7の先端から1層目の溶接ビード15に向けてアークを発生させる。
【0077】
これにより、1層目の溶接ビード15、立板11の平坦面11C、下板1が溶融し、1層目の溶接ビード15と平坦面11Cと下板1との間に、立板11の長手方向に沿って直線状に連続した2層目の溶接ビード16を形成することができる。
【0078】
このように、下端部が開先加工を施さない平坦面11Cとなった立板11の表面11A側から片面溶接を行う場合でも、立板11の裏面11B側に大きな脚長を有する1層目の溶接ビード15を形成することができる。また、立板11の表面11A側に大きな脚長を有する2層目の溶接ビード16を形成することができる。この結果、T字型に配置した下板1と立板11とを強固に接合することができる。
【0079】
しかも、本実施の形態によれば、立板11の下端部を開先加工を施さない平坦面11Cとすることにより、立板11に開先を形成する工程を省略することができる。この結果、T型継手の製造コストを低減することができる。
【0080】
次に、本発明に係るT型継手の溶接方法の応用例として、下板としての上,下のフランジ板と、立板としての左,右のウェブ板とによって中空構造体を形成する場合について、図11ないし図15を参照しつつ説明する。
【0081】
まず、21は本発明に係るT型継手の溶接方法を用いて形成された中空構造体を示している。この中空構造体21は、例えば油圧ショベルのブーム、アーム等として用いられるものである。ここで、中空構造体21は、図11に示すように、上,下方向で対面する上,下のフランジ板22,23と、左,右方向で対面しつつ上,下のフランジ板22,23間に配置された左,右のウェブ板24,25とにより、閉断面構造をなす角筒体として形成されている。
【0082】
そして、この中空構造体21を形成する場合には、まず、図12に示すように、一方のフランジ板22を用意する。次に、フランジ板22上に一方のウェブ板24をT字型に組付ける。この場合、ウェブ板24の上端側と下端側には、それぞれレ形に傾斜したレ形開先24A(以下、開先24Aという)が形成されている。
【0083】
そして、フランジ板22のうち左,右方向の一側に片寄せた位置に、薄板状のスペーサ26を介してウェブ板24をT字型に組付ける。これにより、フランジ板22とウェブ板24の開先24Aとの間に、その全長に亘ってギャップ27を形成する。
【0084】
この状態で、ウェブ板24の表面24B側に溶接トーチ6及び溶接ワイヤ7を配置し、溶接トーチ6をウェブ板24の長手方向に移動させつつ溶接ワイヤ7の先端からアークを発生させる。これにより、上述した第1の実施の形態と同様に、フランジ板22とウェブ板24との間に、裏波ビード、1層目の溶接ビード、2層目の溶接ビードからなる溶接ビード28を形成することができる。
【0085】
これにより、一方のウェブ板24の表面24B側から片面溶接を行うだけで、ウェブ板24の開先24Aとフランジ板22との間に山形状の溶接ビード28を形成し、フランジ板22にウェブ板24を強固に接合することができる。
【0086】
そして、フランジ板22に一方のウェブ板24を接合した後には、例えば図13に示すように、フランジ板22を水平方向に180度回転させる。そして、フランジ板22の上面側に他方のウェブ板25をT字型に組付ける。この場合、他方のウェブ板25は、一方のウェブ板24と同様に、その上端側と下端側とにレ形開先25A(以下、開先25Aという)が形成されている。
【0087】
次に、フランジ板22のうち左,右方向の他側に片寄せた位置に、スペーサ26を介して他方のウェブ板25をT字型に組付ける。これにより、フランジ板22とウェブ板25の開先25Aとの間に、その全長に亘ってギャップ27を形成する。この状態で、溶接トーチ6を用いてウェブ板25の表面25B側から片面溶接を行い、ウェブ板25とフランジ板22との間に山形状の溶接ビード29を形成することができる。
【0088】
次に、一方のフランジ板22に左,右のウェブ板24,25を接合した後には、図14に示すように、他方のフランジ板23を用意する。そして、フランジ板22に接合された左,右のウェブ板24,25の開先24A,25Aを、それぞれスペーサ26を介して他方のフランジ板23上に組付け、フランジ板23とウェブ板24の開先24Aとの間、フランジ板23とウェブ板25の開先25Aとの間に、それぞれ全長に亘ってギャップ27を形成する。
【0089】
この状態で、一方のウェブ板24の表面24B側から溶接トーチ6を用いて片面溶接を行う。これにより、図11に示すように、ウェブ板24とフランジ板23との間に、ウェブ板24の表面24B側から裏面側に亘って山形状の溶接ビード30を形成することができる。
【0090】
次に、図15に示すように、他方のウェブ板25の表面25B側から溶接トーチ6を用いて片面溶接を行う。これにより、図11に示すように、ウェブ板25とフランジ板23との間に、ウェブ板25の表面25B側から裏面側に亘って山形状の溶接ビード31を形成することができる。
【0091】
かくして、本発明に係るT型継手の溶接方法によれば、図14に示すように、一方のフランジ板22に接合されたウェブ板24,25を、他方のフランジ板23上に四角形の枠状に組付けた状態で、ウェブ板24の表面24B側から片面溶接を行うことにより、フランジ板23とウェブ板24との間に滑らかな山形状をなす溶接ビード30を形成することができる(図11参照)。また、図15に示すように、他方のフランジ板23上に組付けたウェブ板25の表面25B側から片面溶接を行うことにより、フランジ板23とウェブ板25との間に滑らかな山形状をなす溶接ビード31を形成することができる(図11参照)。
【0092】
このように、本発明に係るT型継手の溶接方法によれば、上,下のフランジ板22,23と左,右のウェブ板24,25とによって閉断面構造をなす中空構造体21を形成する場合に、当該中空構造体21の内側からの溶接作業を行う必要がない。即ち、中空構造体21の外側(ウェブ板24,25の表面24B,25B側)から片面溶接を行うだけで、フランジ板22,23とウェブ板24,25との接合部に滑らかな山形状をなす溶接ビード28,29,30,31を形成することができる。
【0093】
この結果、中空構造体21を形成するために、上,下のフランジ板22,23と左,右のウェブ板24,25とを互いに溶接するときの作業性を高めることができる。従って、中空構造体21の製造コストの低減にも寄与することができる。
【0094】
しかも、例えばフランジ板22とウェブ板24とを溶接するために中空構造体21の内側からすみ肉溶接を施す必要がない。従って、フランジ板22等に溶接作業用の作業孔を設ける必要もなくなる。この結果、作業孔を設けることによる中空構造体21の強度低下を抑えることができ、中空構造体21の信頼性を高めることができる。
【0095】
なお、上述した実施の形態では、下板1と立板2の開先3との溶接部に向けてアークを発生する溶接電極(消耗電極)として、溶接ワイヤ7を用いた場合を例示している。しかし、本発明はこれに限るものではなく、例えば棒状の溶加材を溶接電極として用いてもよい。
【図面の簡単な説明】
【0096】
【図1】本発明の第1の実施の形態によるT型継手の溶接方法に用いられる下板、立板、溶接ワイヤ等を示す斜視図である。
【図2】板材組付け工程を図1中の矢示II−II方向からみた断面図である。
【図3】第1の溶接工程を示す図2と同様位置の断面図である。
【図4】第2の溶接工程を示す図2と同様位置の断面図である。
【図5】第3の溶接工程を示す図2と同様位置の断面図である。
【図6】第2の実施の形態によるT型継手の溶接方法に用いられる下板、立板、溶接ワイヤ等を示す斜視図である。
【図7】板材組付け工程を図6中の矢示VII−VII方向からみた断面図である。
【図8】第1の溶接工程を示す図7と同様位置の断面図である。
【図9】第2の溶接工程を示す図7と同様位置の断面図である。
【図10】第3の溶接工程を示す図7と同様位置の断面図である。
【図11】本発明に係るT型継手の溶接方法を用いて形成した中空構造体を示す断面図である。
【図12】一方のフランジ板に一方のウェブ板を溶接する状態を示す斜視図である。
【図13】一方のフランジ板に他方のウェブ板を溶接する状態を示す斜視図である。
【図14】他方のフランジ板に一方のウェブ板を溶接する状態を示す斜視図である。
【図15】他方のフランジ板に他方のウェブ板を溶接する状態を示す斜視図である。
【符号の説明】
【0097】
1 下板
1A 上面
2,11 立板
3 開先
3A 先端部
3B,11A 表面
3C,11B 裏面
5,13,27 ギャップ
6 溶接トーチ
7 溶接ワイヤ(溶接電極、消耗電極)
8,14 裏波ビード
9,15 1層目の溶接ビード
10,16 2層目の溶接ビード
11C 平坦面
22,23 フランジ板(下板)
24,25 ウェブ板(立板)
28,29,30,31 溶接ビード
【特許請求の範囲】
【請求項1】
T字型に配置した下板と立板とを溶接してなるT型継手の溶接方法において、
前記立板の下端部と前記下板の上面との間にギャップを形成した状態で前記下板上に前記立板をT字型に組付ける板材組付け工程と、
前記板材組付け工程で前記下板と前記立板とをT字型に組付けた状態で、前記立板の表面側に配置した溶接電極からアークを発生させ、前記ギャップを通じて前記立板の裏面と前記下板との間に裏波ビードを形成するにあたり、前記立板と裏波ビードとの間にギャップを残しつつ前記下板に裏波ビードを形成する第1の溶接工程と、
前記第1の溶接工程の後に、前記立板の表面側に配置した前記溶接電極からアークを発生させ、前記下板と前記立板の下端部と前記裏波ビードとを溶融させて溶接ビードを形成し、前記下板と前記立板の下端部とを接合する第2の溶接工程とからなるT型継手の溶接方法。
【請求項2】
T字型に配置した下板と立板とを溶接してなるT型継手の溶接方法において、
前記立板の下端部と前記下板の上面との間にギャップを形成した状態で前記下板上に前記立板をT字型に組付ける板材組付け工程と、
前記板材組付け工程で前記下板と前記立板とをT字型に組付けた状態で、前記立板の表面側に配置した溶接電極からアークを発生させ、前記ギャップを通じて前記立板の裏面と前記下板との間に裏波ビードを形成するにあたり、前記立板と裏波ビードとの間にギャップを残しつつ前記下板に裏波ビードを形成する第1の溶接工程と、
前記第1の溶接工程の後に、前記立板の表面側に配置した前記溶接電極からアークを発生させ、前記下板と前記立板の下端部と前記裏波ビードとを溶融させて1層目の溶接ビードを形成し、前記下板と前記立板の下端部とを接合する第2の溶接工程と、
前記第2の溶接工程の後に、前記1層目の溶接ビードに加えて2層目の溶接ビードを形成する第3の溶接工程とからなるT型継手の溶接方法。
【請求項3】
前記溶接電極として消耗電極を用い、前記ギャップは該消耗電極の外径寸法よりも大きく設定してなる請求項1または2に記載のT型継手の溶接方法。
【請求項4】
前記立板の下端部には開先を設け、前記第1の溶接工程において、前記溶接電極は、前記開先の先端部から垂下する仮想線と前記下板との交点の位置の近傍にアークを発生させる構成としてなる請求項1,2または3に記載のT型継手の溶接方法。
【請求項5】
前記立板の下端部は平坦な底面を有する平坦面とし、前記第1の溶接工程において、前記溶接電極は、前記平坦面を前記下板と対面させた状態で前記立板の裏面から垂下する仮想線と前記下板との交点の位置の近傍にアークを発生させる構成としてなる請求項1,2または3に記載のT型継手の溶接方法。
【請求項6】
前記第2の溶接工程において、前記溶接電極は、前記第1の溶接工程によるアークの発生方向と同じ方向にアークを発生させる構成としてなる請求項1,2,3,4または5に記載のT型継手の溶接方法。
【請求項7】
前記アークを覆うシールドガスとしてアルゴンガスを含む混合ガスを用いる構成としてなる請求項1,2,3,4,5または6に記載のT型継手の溶接方法。
【請求項1】
T字型に配置した下板と立板とを溶接してなるT型継手の溶接方法において、
前記立板の下端部と前記下板の上面との間にギャップを形成した状態で前記下板上に前記立板をT字型に組付ける板材組付け工程と、
前記板材組付け工程で前記下板と前記立板とをT字型に組付けた状態で、前記立板の表面側に配置した溶接電極からアークを発生させ、前記ギャップを通じて前記立板の裏面と前記下板との間に裏波ビードを形成するにあたり、前記立板と裏波ビードとの間にギャップを残しつつ前記下板に裏波ビードを形成する第1の溶接工程と、
前記第1の溶接工程の後に、前記立板の表面側に配置した前記溶接電極からアークを発生させ、前記下板と前記立板の下端部と前記裏波ビードとを溶融させて溶接ビードを形成し、前記下板と前記立板の下端部とを接合する第2の溶接工程とからなるT型継手の溶接方法。
【請求項2】
T字型に配置した下板と立板とを溶接してなるT型継手の溶接方法において、
前記立板の下端部と前記下板の上面との間にギャップを形成した状態で前記下板上に前記立板をT字型に組付ける板材組付け工程と、
前記板材組付け工程で前記下板と前記立板とをT字型に組付けた状態で、前記立板の表面側に配置した溶接電極からアークを発生させ、前記ギャップを通じて前記立板の裏面と前記下板との間に裏波ビードを形成するにあたり、前記立板と裏波ビードとの間にギャップを残しつつ前記下板に裏波ビードを形成する第1の溶接工程と、
前記第1の溶接工程の後に、前記立板の表面側に配置した前記溶接電極からアークを発生させ、前記下板と前記立板の下端部と前記裏波ビードとを溶融させて1層目の溶接ビードを形成し、前記下板と前記立板の下端部とを接合する第2の溶接工程と、
前記第2の溶接工程の後に、前記1層目の溶接ビードに加えて2層目の溶接ビードを形成する第3の溶接工程とからなるT型継手の溶接方法。
【請求項3】
前記溶接電極として消耗電極を用い、前記ギャップは該消耗電極の外径寸法よりも大きく設定してなる請求項1または2に記載のT型継手の溶接方法。
【請求項4】
前記立板の下端部には開先を設け、前記第1の溶接工程において、前記溶接電極は、前記開先の先端部から垂下する仮想線と前記下板との交点の位置の近傍にアークを発生させる構成としてなる請求項1,2または3に記載のT型継手の溶接方法。
【請求項5】
前記立板の下端部は平坦な底面を有する平坦面とし、前記第1の溶接工程において、前記溶接電極は、前記平坦面を前記下板と対面させた状態で前記立板の裏面から垂下する仮想線と前記下板との交点の位置の近傍にアークを発生させる構成としてなる請求項1,2または3に記載のT型継手の溶接方法。
【請求項6】
前記第2の溶接工程において、前記溶接電極は、前記第1の溶接工程によるアークの発生方向と同じ方向にアークを発生させる構成としてなる請求項1,2,3,4または5に記載のT型継手の溶接方法。
【請求項7】
前記アークを覆うシールドガスとしてアルゴンガスを含む混合ガスを用いる構成としてなる請求項1,2,3,4,5または6に記載のT型継手の溶接方法。
【図1】



【図2】
【図3】

【図4】
【図5】
【図6】
【図7】

【図8】
【図9】
【図10】
【図11】
【図12】

【図13】
【図14】
【図15】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【公開番号】特開2009−107016(P2009−107016A)
【公開日】平成21年5月21日(2009.5.21)
【国際特許分類】
【出願番号】特願2008−227408(P2008−227408)
【出願日】平成20年9月4日(2008.9.4)
【出願人】(000005522)日立建機株式会社 (2,611)
【Fターム(参考)】
【公開日】平成21年5月21日(2009.5.21)
【国際特許分類】
【出願日】平成20年9月4日(2008.9.4)
【出願人】(000005522)日立建機株式会社 (2,611)
【Fターム(参考)】
[ Back to top ]