
X−Y平面裁断装置
【課題】少なくとも2種類の切断部材を搭載し、それぞれの切断部材に応じた態様で被切断材を支持することができ、切断加工の手間を低減すると共に切断加工コストを低減する。
【解決手段】長手方向へ移動する走行フレーム及び上記長手直交方向へ移動する走行体により切断手段を二次元移動してテーブル板に載置された被切断材を切断加工する際には、昇降手段により各支持部材を上記下方位置へ移動してテーブル板に載置された被切断材を負圧吸着して固定可能にする一方、上記長手方向へ移動する走行フレーム及び上記長手直交方向へ移動する走行体によりレーザ光出力手段を二次元移動してテーブル板に載置された被切断材を切断加工する際には、昇降手段により各支持部材を上記上方位置へ移動して被切断材をテーブル板から上方へ持ち上げて非接触状態で支持する。
【解決手段】長手方向へ移動する走行フレーム及び上記長手直交方向へ移動する走行体により切断手段を二次元移動してテーブル板に載置された被切断材を切断加工する際には、昇降手段により各支持部材を上記下方位置へ移動してテーブル板に載置された被切断材を負圧吸着して固定可能にする一方、上記長手方向へ移動する走行フレーム及び上記長手直交方向へ移動する走行体によりレーザ光出力手段を二次元移動してテーブル板に載置された被切断材を切断加工する際には、昇降手段により各支持部材を上記上方位置へ移動して被切断材をテーブル板から上方へ持ち上げて非接触状態で支持する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、X−Y軸の二次元方向へ移動する切断部材によりテーブル上にセットされた合成樹脂板、ゴム板、板紙等の各種被切断材を所望の形状に裁断したり、切削したりするX−Y平面裁断装置、詳しくは切断機構として搭載した少なくとも2種類の切断手段及びレーザ光出力手段に応じて被切断材の支持態様を変更する機能を備えたX−Y平面裁断装置に関する。
に関する。
【背景技術】
【0002】
X−Y平面裁断装置としては、切断機構としてエンドミル等の切削具や切断刃を使用した裁断装置や、切断機構としてレーザ光出力手段を使用した裁断装置が知られている。その内、レーザ光出力手段を使用した裁断装置として、例えば特許文献1に示すように、切断されるガラス基板を水平状態に保持する切断テーブルの左側及び右側に平行に取り付けられた一対のガントリーステージの上部において、ガントリーステージと垂直に位置して、前記ガントリーステージに沿って前進及び後進可能となるように取り付けられたガントリー構造物と、ガントリー構造物の両端の上部に固定して設けられたレーザ発振部及びガントリー構造物の両端に、ガントリー構造物に沿って左右に移動可能となるように取り付けられ、レーザ発振部から発振されたレーザをガラス基板に照射するレーザ照射ヘッドを備え、レーザ照射ヘッドをX−Y軸方向へ移動しながらガラス基板を切断している。
【0003】
上記ガラス基板レーザ切断装置にあっては、ガラス基板の切断機構としてレーザ光出力手段を採用しているため、切断テーブルのテーブル面に対し、被切断材としてのガラス基板における切断個所を非接触状態で支持する必要から切断テーブルにコンベヤーを設け、該コンベヤーによりガラス基板の切断個所をテーブル面と非接触になるように支持している。
【0004】
一方、切断部材としてエンドミル等の切削具や切断刃を使用した裁断装置にあっては、被切断材に対して切削具や切断刃を押し付けながらX−Y軸方向へ移動させながら切断するため、切断テーブルのテーブル面に対し、被切断材を接触させた状態で支持する必要がある。
【0005】
このように切断部材により切断テーブルに対する被切断材の支持態様が異なるため、1台の裁断装置で異なる切断部材により被切断材を切断加工することができなかった。即ち、切断部材としてレーザ光出力手段を備えた裁断装置にあっては、被切断物を非接触状態で支持する切断テーブルを、また、切断部材として回転切削手段や切断刃を備えた裁断装置にあっては、被切断材を接触状態で支持する切断テーブルを設ける必要があり、1台の切断テーブルでは、異なる切断部材を切換えて切断加工することができなかった。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2009−126779号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
解決しようとする問題点は、切断部材に対応して切断テーブルによる被切断材の支持態様を変更できない点にある。1台の装置で各種の被切断材を、それぞれの切断態様に応じて切断できない点にある。
【課題を解決するための手段】
【0008】
本発明は、隔壁板により区画された上部空間部を有した本体フレームの上面に取付けられ、多数の吸引孔及び複数の貫通孔が形成されたテーブル板と、本体フレームに対し、テーブル板の上方にて本体フレームの長手直交方向へ延出し、かつ長手方向へ往復移動可能に支持される走行フレームと、上記走行フレームを上記長手方向へ往復移動する第1移動手段と、上記走行フレーム上にて上記長手直交方向へ往復移動可能に支持される走行体と、上記走行体を上記長手直交方向へ往復移動する第2移動手段と、上記走行体に上記長手方向及び長手直交方向のいずれかの方向へ一定の間隔をおいて設けられる切断手段及びレーザ光出力手段と、上下方向に軸線を有し、テーブル板の貫通孔内を挿通可能に支持される複数の支持部材と、各支持部材を、上端がテーブル板から非突出の下方位置及びテーブル板から所定の高さで突出する上方位置へ移動する昇降手段と、上記上部空間部内を負圧形成する負圧発生手段とを備え、上記長手方向へ移動する走行フレーム及び上記長手直交方向へ移動する走行体により切断手段を二次元移動してテーブル板に載置された被切断材を切断加工する際には、昇降手段により各支持部材を上記下方位置へ移動してテーブル板に載置された被切断材を負圧吸着して固定可能にする一方、上記長手方向へ移動する走行フレーム及び上記長手直交方向へ移動する走行体によりレーザ光出力手段を二次元移動してテーブル板に載置された被切断材を切断加工する際には、昇降手段により各支持部材を上記上方位置へ移動して被切断材をテーブル板から上方へ持ち上げて非接触状態で支持可能にすることを最も主要な特徴とする。
【発明の効果】
【0009】
本発明は、少なくとも2種類の切断部材を搭載し、それぞれの切断部材に応じた態様で被切断材を支持することができ、切断加工の手間を低減すると共に切断加工コストを低減することができる。
【図面の簡単な説明】
【0010】
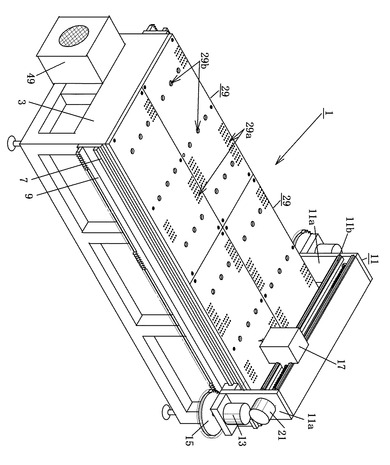
【図1】X−Y平面裁断装置の概略を示す全体斜視図である。
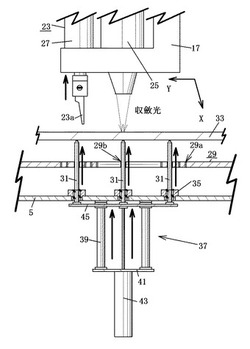
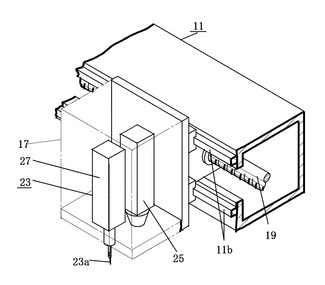
【図2】搭載される切断機構の概略を示す説明図である。
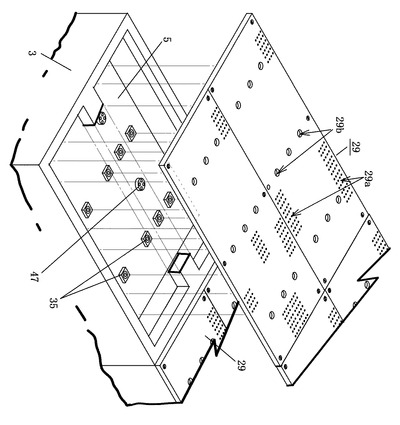
【図3】テーブル板を取外した本体フレームの上部を示す分解説明図である。
【図4】支持軸昇降手段を示す説明図である。
【図5】切断刃による切断時における板材のセット状態を示す説明図である。
【図6】切断刃による板材の切断状態を示す説明図である。
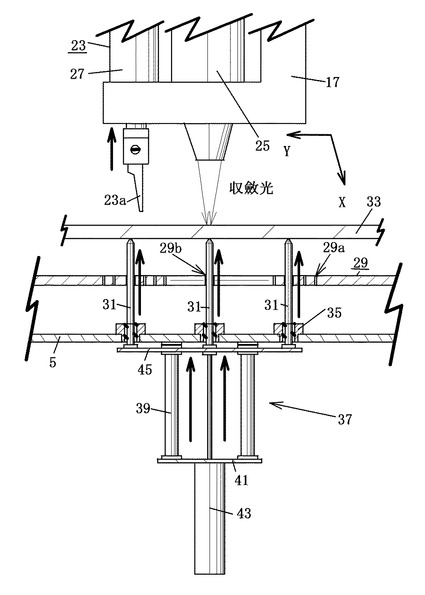
【図7】レーザ光切断時における板材のセット状態を示す説明図である。
【図8】レーザ光による板材の切断状態を示す説明図である。
【発明を実施するための形態】
【0011】
本発明は、長手方向へ移動する走行フレーム及び上記長手直交方向へ移動する走行体により切断手段を二次元移動してテーブル板に載置された被切断材を切断加工する際には、昇降手段により各支持部材を上記下方位置へ移動してテーブル板に載置された被切断材を負圧吸着して固定可能にする一方、上記長手方向へ移動する走行フレーム及び上記長手直交方向へ移動する走行体によりレーザ光出力手段を二次元移動してテーブル板に載置された被切断材を切断加工する際には、昇降手段により各支持部材を上記上方位置へ移動して被切断材をテーブル板から上方へ持ち上げて非接触状態で支持可能にする。
【実施例1】
【0012】
以下、実施例を示す図に従って本発明を説明する。
図1乃至図5に示すようにX−Y平面裁断装置1の本体フレーム3は、上部が開口した長方体形状で、上部開口部内には、隔壁板5が上端から適宜の深さで本体フレーム3の内側面に気密状に設けられ、上部空間部を形成している。そして本体フレーム3における長側面の各外面には、長手方向(以下において、Y軸方向と称する。)へ水平に延出するガイドレール7がそれぞれ固定されている。また、各ガイドレール7の下方に位置する本体フレーム3における長側面の各外面には、それぞれのガイドレール7と平行に延出するラックギャ9がそれぞれ固定されている。
【0013】
本体フレーム3の上方には、長手直交方向(以下において、X軸方向と称する。)へ水平状に延出し、両端部の垂下支持部11aが上記ガイドレール7に支持された門型の走行フレーム11がY軸方向へ走行可能に支持されている。上記走行フレーム11の各垂下支持部11aには、数値制御可能なサーボモータ等の第1移動部材を構成するY軸電動モータ13がそれぞれ設けられ、各Y軸電動モータ13の回転軸に固定されたピニオンギャ15は、上記ラックギャ9にそれぞれ噛合わされている。そして走行フレーム11は、各Y軸電動モータ13の同期駆動制御に伴ってY軸方向へ往復移動される。
【0014】
なお、走行フレーム11のY軸移動機構としては、Y軸方向に軸線を有して本体フレーム3の両側面に回転可能にそれぞれ支持されると共にそれぞれの垂下支持部11aに設けられたナット部が噛合わされる送りスクリュー及び各送りスクリューに駆動連結されて同期駆動制御されるサーボモータ等の電動モータから構成される送りねじ機構、本体フレーム3の両側面に沿った状態でY軸方向へ延出するように掛け渡されると共に一部に各垂下支持部11aが固定されるベルト及び該ベルトの両端側を支持する一方のプーリに駆動連結されて同期駆動制御されるサーボモータ等の電動モータから構成されるベルト機構等のいずれであってもよい。
【0015】
後述するテーブル板29の上方に位置する走行フレーム11には、X軸方向へ水平に延出するガイドレール11bが固定され、該ガイドレール11bには、走行体17がX軸方向へ移動するように支持されている。また、走行フレーム11には、X軸方向に軸線を有し、上記走行体17に設けられたナット部17aが噛合わされる送りスクリュー19が回転可能に支持され、該送りスクリュー19の一方軸端部には、サーボモータ等の第2移動部材を構成するX軸電動モータ21が駆動連結されている。
【0016】
上記走行体17は、X軸電動モータ21の駆動制御に伴ってX軸方向へ往復移動される。なお、走行体17のX軸移動機構としては、上記したベルト機構、ラックピニオン機構等のいずれであってもよい。
【0017】
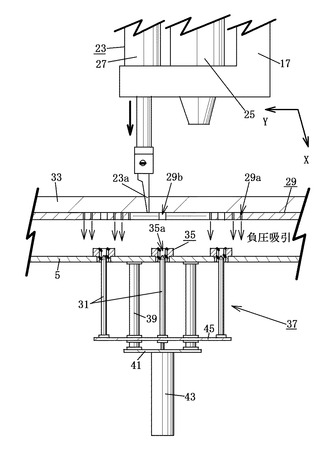
上記走行体11には、切断手段23及びレーザ光出力手段25がX軸方向またはY軸方向(図示の例では、Y軸方向とする。)へ所要の間隔をおいて取付けられている。上記切断手段23は、所定のストロークで昇降作動するエアーシリンダ等の上下動部材27のロッドに取付けられた切断刃23aと、該切断刃23aを超音波振動させる超音波発振手段(図示せず)により構成される。なお、上記切断手段23としては、超音波振動する切断刃23aとしたが、エンドミル等の回転切削部材としてもよく、また、切断手段23とは別に回転切削手段を設けてもよく、レーザ光出力手段25と共に3種類の切断機構を備える構成としてもよい。
【0018】
上記上下動部材27は、テーブル板29上に載置された被切断材としての板材33を切断する際に、その刃先がテーブル板29の上面に当接する位置へ下降させる。なお、上下動部材27としては、上下方向に軸線を有し、切断手段23に設けられたナット部が噛合わされる送りねじ及び該送りねじに駆動連結され、数値制御可能にサーボモータ等の電動モータにより構成される送りねじ機構で、切断刃23aの加工量を数値制御可能にするものであってもよい。また、板材33としては、合成樹脂板、積層板、ゴム板、板紙等の各種シート材とする。
【0019】
また、レーザ光出力手段25は、YAGレーザ発振器、エキシマレーザ発振器、CO2レーザ発振器、ファイバレーザ等のレーザ発振器及び光学レンズ(いずれも図示せず)により構成され、後述するようにテーブル板29のテーブル面に対して支持部材としての支持軸31により所定の高さへ持ち上げられた板材29上にレーザ光が収斂するように設定される。なお、レーザ光出力手段25にあっては、光学レンズの焦点距離を変更することにより収斂距離を可変できるが、上記切断手段23と同様に昇降機構に搭載し、板材33に対する収斂距離を可変可能にしてもよい。
【0020】
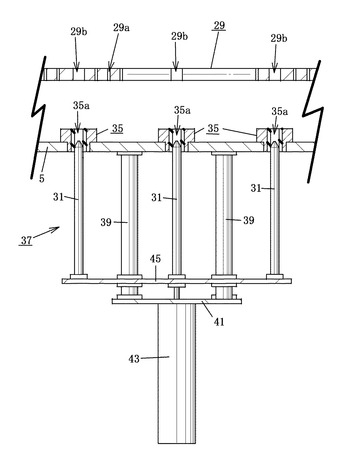
本体フレーム3の上面には、複数枚(本例においては、4枚とするが、これに限定されるものではない。)のテーブル板29が互いに隣接して面一平面状になるように取付けられている。各テーブル板29には、多数の吸引孔29aがパンチング形成されると共に所定数(本例においては、一枚当たり、9個とする。)の貫通孔29bがX−Y軸方向へ所定の間隔をおいて形成される。また、各貫通孔29bに相対する隔壁板5には、本体フレーム3の上部空間部と連通する軸支孔35aを有した軸支部材35がそれぞれ取付けられている。
【0021】
上記隔壁板5の下面には、支持軸31の本数に応じた個数(本例においては、1台の支持軸昇降手段により3本の支持軸を昇降させるものとする。)の支持軸昇降手段37が設けられている。各支持軸昇降手段37は、上下方向に軸線を有し、所定の間隔をおいて隔壁板5の下面に上端部が固定された一対のガイド軸39と、各ガイド軸39の下端部に固定された取付け板41の長手方向中間部に固定されたエアーシリンダ、電磁ソレノイド等で、所定の作動ストロークを有した昇降部材43と、上下方向に軸線を有し、一対のガイド軸39に上下方向へ摺動するように支持された昇降板45に下部が固定され、かつ上記軸支部材35の軸支孔35a内に気密状に挿入可能な3本の支持軸31とにより構成される。各支持軸31の上端部は、小径状に形成されている。
【0022】
各支持軸昇降手段37間に応じた隔壁板5には、上部空間部と連通する複数の吸引口部47が適宜の間隔をおいて取付けられ、各吸引口部47は、例えばブロアー等の負圧発生手段49にホース(図示せず)を介して接続されている。本体フレーム3の上部空間部内は、負圧発生手段49の駆動に伴って負圧に形成される。
【0023】
次に、本実施例による板材33の支持変更作用を説明する。
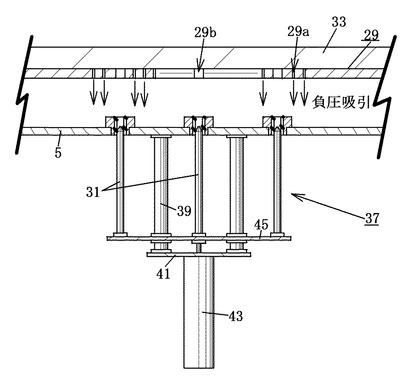
先ず、切断刃23aによる板材33の切断作用を説明すると、板材33を切断刃23aにより切断する際には、テーブル板29上にセットされる板材33が切断刃23aの切断抵抗により位置ずれしないように固定する必要がある。
【0024】
この場合にあっては、各支持軸昇降手段37の非作動状態を保ち、下方位置に対する各支持軸31の移動状態を維持させる。このとき、各支持軸31は、その上端がテーブル板29の下面より下方に位置し、テーブル板29の上面から非突出状態に保たれる。(図5参照)
【0025】
また、上記状態にて負圧発生手段49を駆動して本体フレーム3の上部空間部内を負圧形成した状態でテーブル板29上に板材33がセットされると、該板材33は、多数の吸引孔29aを介して負圧吸引されてテーブル板29上に密着状態で固定される。
【0026】
上記の状態にて予めコントローラの記憶手段に記憶された切断位置データに基づいてY軸電動モータ13を駆動制御して走行フレーム11をY軸方向へ移動すると共にX軸電動モータ21を駆動制御して走行体17をX軸方向へ移動して切断手段23を所定の切断開始位置に位置させた後、該切断開始位置にて上下動部材27を作動して切断刃23aを、その刃先がテーブル板29の上面に当接する位置まで下降させた状態で上記と同様に走行フレーム11及び走行体17を移動制御して板材33を所望の形状に切断する。(図6参照)
【0027】
このとき、テーブル板29上にセットされた板材33は、上記した負圧によりテーブル板29上に吸着されて固定されているため、移動する切断刃23aによる切断抵抗により位置ずれするのを防止している。また、切断刃23aは、超音波発振手段により微小振動しているため、板材33の切断抵抗を低減させることができる。
【0028】
なお、切断刃23aによる板材33の切断作業が終了すると、負圧発生手段49の駆動を停止してテーブル板29による板材33の負圧吸着を解除させると共に上下動部材27を復動して切断刃23aを上昇してテーブル板29から離間させた後、走行フレーム11及び走行体17をそれぞれ移動制御して原点位置へ戻して待機させる。
【0029】
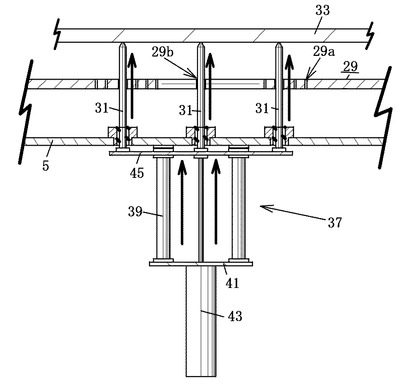
次に、レーザ光出力手段25による板材33の切断作用を説明すると、レーザ光により板材33を切断する際には、テーブル板29のテーブル面に対して板材33の切断個所が非接触状態にする必要がある。
【0030】
このため、切断モードがレーザ光切断モードに切換えられると、各昇降部材43を作動してそれぞれの支持軸31を上方へ移動し、貫通孔29bを挿通する上部を所定の高さでテーブル板29から突出させる。そしてテーブル板29から上方へ所定の高さで突出する各支持軸31の上端に、切断しようとする板材33をセットすることにより板材33をテーブル板29に対して非接触状態にさせる。(図7参照)
【0031】
なお、板材33のセット態様としては、各支持軸31が下降した状態でテーブル板29上に板材33を所定の位置にセットした後に、各昇降部材43を作動してそれぞれの支持軸31を上方へ移動してテーブル板29上にセットされた板材33を所要の高さに持ち上げる態様としてもよい。
【0032】
上記動作後、上記と同様に走行フレーム11及び走行体17を移動制御してレーザ光出力手段25を所定の切断開始位置に位置させた後、板材33に対してレーザ光を出力しながら走行フレーム11及び走行体17を移動制御して板材33を所望の形状に切断する。(図8参照)
【0033】
なお、レーザ光出力手段25により板材33を切断する際には、レーザ光出力手段25から出力されるレーザ光が板材29上に収斂するように設定されているため、切断刃23aによる切断作用のようにレーザ光出力手段25を昇降させる必要がない。また、レーザ光出力手段25からのレーザ光により板材33を切断する際には、コントローラの記憶手段に記憶された切断位置データを切断手段23とレーザ光出力手段25のY軸方向またはX軸方向への離間距離データに基づいて補正し、補正された切断位置データに基づいてY軸電動モータ13及びX軸電動モータ21を駆動制御して走行フレーム11及び走行体17を移動制御すればよい。
【0034】
本実施例は、1台のX−Y平面裁断装置1で、切断態様に対応してテーブル板29に対する板材33の支持態様を変更することができ、切断効率を向上させることができると共に切断コストを低減することができる。
【符号の説明】
【0035】
1 X−Y平面裁断装置
3 本体フレーム
5 隔壁板
7 ガイドレール
9 ラックギャ
11 走行フレーム
11a 垂下支持部
11b ガイドレール
13 第1移動部材としてのY軸電動モータ
15 ピニオンギャ
17 走行体
19 スクリュー
21 第2移動部材としてのX軸電動モータ
23 切断手段
23a 切断刃
25 レーザ光出力手段
27 上下動部材
29 テーブル板
29a 吸引孔
29b 貫通孔
31 支持部材としての支持軸
33 被切断材としての板材
35 軸支部材
35a 軸支孔
37 支持軸昇降手段
39 ガイド軸
41 取付け板
43 昇降部材
45 昇降板
47 吸引口部
49 負圧発生手段
【技術分野】
【0001】
本発明は、X−Y軸の二次元方向へ移動する切断部材によりテーブル上にセットされた合成樹脂板、ゴム板、板紙等の各種被切断材を所望の形状に裁断したり、切削したりするX−Y平面裁断装置、詳しくは切断機構として搭載した少なくとも2種類の切断手段及びレーザ光出力手段に応じて被切断材の支持態様を変更する機能を備えたX−Y平面裁断装置に関する。
に関する。
【背景技術】
【0002】
X−Y平面裁断装置としては、切断機構としてエンドミル等の切削具や切断刃を使用した裁断装置や、切断機構としてレーザ光出力手段を使用した裁断装置が知られている。その内、レーザ光出力手段を使用した裁断装置として、例えば特許文献1に示すように、切断されるガラス基板を水平状態に保持する切断テーブルの左側及び右側に平行に取り付けられた一対のガントリーステージの上部において、ガントリーステージと垂直に位置して、前記ガントリーステージに沿って前進及び後進可能となるように取り付けられたガントリー構造物と、ガントリー構造物の両端の上部に固定して設けられたレーザ発振部及びガントリー構造物の両端に、ガントリー構造物に沿って左右に移動可能となるように取り付けられ、レーザ発振部から発振されたレーザをガラス基板に照射するレーザ照射ヘッドを備え、レーザ照射ヘッドをX−Y軸方向へ移動しながらガラス基板を切断している。
【0003】
上記ガラス基板レーザ切断装置にあっては、ガラス基板の切断機構としてレーザ光出力手段を採用しているため、切断テーブルのテーブル面に対し、被切断材としてのガラス基板における切断個所を非接触状態で支持する必要から切断テーブルにコンベヤーを設け、該コンベヤーによりガラス基板の切断個所をテーブル面と非接触になるように支持している。
【0004】
一方、切断部材としてエンドミル等の切削具や切断刃を使用した裁断装置にあっては、被切断材に対して切削具や切断刃を押し付けながらX−Y軸方向へ移動させながら切断するため、切断テーブルのテーブル面に対し、被切断材を接触させた状態で支持する必要がある。
【0005】
このように切断部材により切断テーブルに対する被切断材の支持態様が異なるため、1台の裁断装置で異なる切断部材により被切断材を切断加工することができなかった。即ち、切断部材としてレーザ光出力手段を備えた裁断装置にあっては、被切断物を非接触状態で支持する切断テーブルを、また、切断部材として回転切削手段や切断刃を備えた裁断装置にあっては、被切断材を接触状態で支持する切断テーブルを設ける必要があり、1台の切断テーブルでは、異なる切断部材を切換えて切断加工することができなかった。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2009−126779号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
解決しようとする問題点は、切断部材に対応して切断テーブルによる被切断材の支持態様を変更できない点にある。1台の装置で各種の被切断材を、それぞれの切断態様に応じて切断できない点にある。
【課題を解決するための手段】
【0008】
本発明は、隔壁板により区画された上部空間部を有した本体フレームの上面に取付けられ、多数の吸引孔及び複数の貫通孔が形成されたテーブル板と、本体フレームに対し、テーブル板の上方にて本体フレームの長手直交方向へ延出し、かつ長手方向へ往復移動可能に支持される走行フレームと、上記走行フレームを上記長手方向へ往復移動する第1移動手段と、上記走行フレーム上にて上記長手直交方向へ往復移動可能に支持される走行体と、上記走行体を上記長手直交方向へ往復移動する第2移動手段と、上記走行体に上記長手方向及び長手直交方向のいずれかの方向へ一定の間隔をおいて設けられる切断手段及びレーザ光出力手段と、上下方向に軸線を有し、テーブル板の貫通孔内を挿通可能に支持される複数の支持部材と、各支持部材を、上端がテーブル板から非突出の下方位置及びテーブル板から所定の高さで突出する上方位置へ移動する昇降手段と、上記上部空間部内を負圧形成する負圧発生手段とを備え、上記長手方向へ移動する走行フレーム及び上記長手直交方向へ移動する走行体により切断手段を二次元移動してテーブル板に載置された被切断材を切断加工する際には、昇降手段により各支持部材を上記下方位置へ移動してテーブル板に載置された被切断材を負圧吸着して固定可能にする一方、上記長手方向へ移動する走行フレーム及び上記長手直交方向へ移動する走行体によりレーザ光出力手段を二次元移動してテーブル板に載置された被切断材を切断加工する際には、昇降手段により各支持部材を上記上方位置へ移動して被切断材をテーブル板から上方へ持ち上げて非接触状態で支持可能にすることを最も主要な特徴とする。
【発明の効果】
【0009】
本発明は、少なくとも2種類の切断部材を搭載し、それぞれの切断部材に応じた態様で被切断材を支持することができ、切断加工の手間を低減すると共に切断加工コストを低減することができる。
【図面の簡単な説明】
【0010】
【図1】X−Y平面裁断装置の概略を示す全体斜視図である。
【図2】搭載される切断機構の概略を示す説明図である。
【図3】テーブル板を取外した本体フレームの上部を示す分解説明図である。
【図4】支持軸昇降手段を示す説明図である。
【図5】切断刃による切断時における板材のセット状態を示す説明図である。
【図6】切断刃による板材の切断状態を示す説明図である。
【図7】レーザ光切断時における板材のセット状態を示す説明図である。
【図8】レーザ光による板材の切断状態を示す説明図である。
【発明を実施するための形態】
【0011】
本発明は、長手方向へ移動する走行フレーム及び上記長手直交方向へ移動する走行体により切断手段を二次元移動してテーブル板に載置された被切断材を切断加工する際には、昇降手段により各支持部材を上記下方位置へ移動してテーブル板に載置された被切断材を負圧吸着して固定可能にする一方、上記長手方向へ移動する走行フレーム及び上記長手直交方向へ移動する走行体によりレーザ光出力手段を二次元移動してテーブル板に載置された被切断材を切断加工する際には、昇降手段により各支持部材を上記上方位置へ移動して被切断材をテーブル板から上方へ持ち上げて非接触状態で支持可能にする。
【実施例1】
【0012】
以下、実施例を示す図に従って本発明を説明する。
図1乃至図5に示すようにX−Y平面裁断装置1の本体フレーム3は、上部が開口した長方体形状で、上部開口部内には、隔壁板5が上端から適宜の深さで本体フレーム3の内側面に気密状に設けられ、上部空間部を形成している。そして本体フレーム3における長側面の各外面には、長手方向(以下において、Y軸方向と称する。)へ水平に延出するガイドレール7がそれぞれ固定されている。また、各ガイドレール7の下方に位置する本体フレーム3における長側面の各外面には、それぞれのガイドレール7と平行に延出するラックギャ9がそれぞれ固定されている。
【0013】
本体フレーム3の上方には、長手直交方向(以下において、X軸方向と称する。)へ水平状に延出し、両端部の垂下支持部11aが上記ガイドレール7に支持された門型の走行フレーム11がY軸方向へ走行可能に支持されている。上記走行フレーム11の各垂下支持部11aには、数値制御可能なサーボモータ等の第1移動部材を構成するY軸電動モータ13がそれぞれ設けられ、各Y軸電動モータ13の回転軸に固定されたピニオンギャ15は、上記ラックギャ9にそれぞれ噛合わされている。そして走行フレーム11は、各Y軸電動モータ13の同期駆動制御に伴ってY軸方向へ往復移動される。
【0014】
なお、走行フレーム11のY軸移動機構としては、Y軸方向に軸線を有して本体フレーム3の両側面に回転可能にそれぞれ支持されると共にそれぞれの垂下支持部11aに設けられたナット部が噛合わされる送りスクリュー及び各送りスクリューに駆動連結されて同期駆動制御されるサーボモータ等の電動モータから構成される送りねじ機構、本体フレーム3の両側面に沿った状態でY軸方向へ延出するように掛け渡されると共に一部に各垂下支持部11aが固定されるベルト及び該ベルトの両端側を支持する一方のプーリに駆動連結されて同期駆動制御されるサーボモータ等の電動モータから構成されるベルト機構等のいずれであってもよい。
【0015】
後述するテーブル板29の上方に位置する走行フレーム11には、X軸方向へ水平に延出するガイドレール11bが固定され、該ガイドレール11bには、走行体17がX軸方向へ移動するように支持されている。また、走行フレーム11には、X軸方向に軸線を有し、上記走行体17に設けられたナット部17aが噛合わされる送りスクリュー19が回転可能に支持され、該送りスクリュー19の一方軸端部には、サーボモータ等の第2移動部材を構成するX軸電動モータ21が駆動連結されている。
【0016】
上記走行体17は、X軸電動モータ21の駆動制御に伴ってX軸方向へ往復移動される。なお、走行体17のX軸移動機構としては、上記したベルト機構、ラックピニオン機構等のいずれであってもよい。
【0017】
上記走行体11には、切断手段23及びレーザ光出力手段25がX軸方向またはY軸方向(図示の例では、Y軸方向とする。)へ所要の間隔をおいて取付けられている。上記切断手段23は、所定のストロークで昇降作動するエアーシリンダ等の上下動部材27のロッドに取付けられた切断刃23aと、該切断刃23aを超音波振動させる超音波発振手段(図示せず)により構成される。なお、上記切断手段23としては、超音波振動する切断刃23aとしたが、エンドミル等の回転切削部材としてもよく、また、切断手段23とは別に回転切削手段を設けてもよく、レーザ光出力手段25と共に3種類の切断機構を備える構成としてもよい。
【0018】
上記上下動部材27は、テーブル板29上に載置された被切断材としての板材33を切断する際に、その刃先がテーブル板29の上面に当接する位置へ下降させる。なお、上下動部材27としては、上下方向に軸線を有し、切断手段23に設けられたナット部が噛合わされる送りねじ及び該送りねじに駆動連結され、数値制御可能にサーボモータ等の電動モータにより構成される送りねじ機構で、切断刃23aの加工量を数値制御可能にするものであってもよい。また、板材33としては、合成樹脂板、積層板、ゴム板、板紙等の各種シート材とする。
【0019】
また、レーザ光出力手段25は、YAGレーザ発振器、エキシマレーザ発振器、CO2レーザ発振器、ファイバレーザ等のレーザ発振器及び光学レンズ(いずれも図示せず)により構成され、後述するようにテーブル板29のテーブル面に対して支持部材としての支持軸31により所定の高さへ持ち上げられた板材29上にレーザ光が収斂するように設定される。なお、レーザ光出力手段25にあっては、光学レンズの焦点距離を変更することにより収斂距離を可変できるが、上記切断手段23と同様に昇降機構に搭載し、板材33に対する収斂距離を可変可能にしてもよい。
【0020】
本体フレーム3の上面には、複数枚(本例においては、4枚とするが、これに限定されるものではない。)のテーブル板29が互いに隣接して面一平面状になるように取付けられている。各テーブル板29には、多数の吸引孔29aがパンチング形成されると共に所定数(本例においては、一枚当たり、9個とする。)の貫通孔29bがX−Y軸方向へ所定の間隔をおいて形成される。また、各貫通孔29bに相対する隔壁板5には、本体フレーム3の上部空間部と連通する軸支孔35aを有した軸支部材35がそれぞれ取付けられている。
【0021】
上記隔壁板5の下面には、支持軸31の本数に応じた個数(本例においては、1台の支持軸昇降手段により3本の支持軸を昇降させるものとする。)の支持軸昇降手段37が設けられている。各支持軸昇降手段37は、上下方向に軸線を有し、所定の間隔をおいて隔壁板5の下面に上端部が固定された一対のガイド軸39と、各ガイド軸39の下端部に固定された取付け板41の長手方向中間部に固定されたエアーシリンダ、電磁ソレノイド等で、所定の作動ストロークを有した昇降部材43と、上下方向に軸線を有し、一対のガイド軸39に上下方向へ摺動するように支持された昇降板45に下部が固定され、かつ上記軸支部材35の軸支孔35a内に気密状に挿入可能な3本の支持軸31とにより構成される。各支持軸31の上端部は、小径状に形成されている。
【0022】
各支持軸昇降手段37間に応じた隔壁板5には、上部空間部と連通する複数の吸引口部47が適宜の間隔をおいて取付けられ、各吸引口部47は、例えばブロアー等の負圧発生手段49にホース(図示せず)を介して接続されている。本体フレーム3の上部空間部内は、負圧発生手段49の駆動に伴って負圧に形成される。
【0023】
次に、本実施例による板材33の支持変更作用を説明する。
先ず、切断刃23aによる板材33の切断作用を説明すると、板材33を切断刃23aにより切断する際には、テーブル板29上にセットされる板材33が切断刃23aの切断抵抗により位置ずれしないように固定する必要がある。
【0024】
この場合にあっては、各支持軸昇降手段37の非作動状態を保ち、下方位置に対する各支持軸31の移動状態を維持させる。このとき、各支持軸31は、その上端がテーブル板29の下面より下方に位置し、テーブル板29の上面から非突出状態に保たれる。(図5参照)
【0025】
また、上記状態にて負圧発生手段49を駆動して本体フレーム3の上部空間部内を負圧形成した状態でテーブル板29上に板材33がセットされると、該板材33は、多数の吸引孔29aを介して負圧吸引されてテーブル板29上に密着状態で固定される。
【0026】
上記の状態にて予めコントローラの記憶手段に記憶された切断位置データに基づいてY軸電動モータ13を駆動制御して走行フレーム11をY軸方向へ移動すると共にX軸電動モータ21を駆動制御して走行体17をX軸方向へ移動して切断手段23を所定の切断開始位置に位置させた後、該切断開始位置にて上下動部材27を作動して切断刃23aを、その刃先がテーブル板29の上面に当接する位置まで下降させた状態で上記と同様に走行フレーム11及び走行体17を移動制御して板材33を所望の形状に切断する。(図6参照)
【0027】
このとき、テーブル板29上にセットされた板材33は、上記した負圧によりテーブル板29上に吸着されて固定されているため、移動する切断刃23aによる切断抵抗により位置ずれするのを防止している。また、切断刃23aは、超音波発振手段により微小振動しているため、板材33の切断抵抗を低減させることができる。
【0028】
なお、切断刃23aによる板材33の切断作業が終了すると、負圧発生手段49の駆動を停止してテーブル板29による板材33の負圧吸着を解除させると共に上下動部材27を復動して切断刃23aを上昇してテーブル板29から離間させた後、走行フレーム11及び走行体17をそれぞれ移動制御して原点位置へ戻して待機させる。
【0029】
次に、レーザ光出力手段25による板材33の切断作用を説明すると、レーザ光により板材33を切断する際には、テーブル板29のテーブル面に対して板材33の切断個所が非接触状態にする必要がある。
【0030】
このため、切断モードがレーザ光切断モードに切換えられると、各昇降部材43を作動してそれぞれの支持軸31を上方へ移動し、貫通孔29bを挿通する上部を所定の高さでテーブル板29から突出させる。そしてテーブル板29から上方へ所定の高さで突出する各支持軸31の上端に、切断しようとする板材33をセットすることにより板材33をテーブル板29に対して非接触状態にさせる。(図7参照)
【0031】
なお、板材33のセット態様としては、各支持軸31が下降した状態でテーブル板29上に板材33を所定の位置にセットした後に、各昇降部材43を作動してそれぞれの支持軸31を上方へ移動してテーブル板29上にセットされた板材33を所要の高さに持ち上げる態様としてもよい。
【0032】
上記動作後、上記と同様に走行フレーム11及び走行体17を移動制御してレーザ光出力手段25を所定の切断開始位置に位置させた後、板材33に対してレーザ光を出力しながら走行フレーム11及び走行体17を移動制御して板材33を所望の形状に切断する。(図8参照)
【0033】
なお、レーザ光出力手段25により板材33を切断する際には、レーザ光出力手段25から出力されるレーザ光が板材29上に収斂するように設定されているため、切断刃23aによる切断作用のようにレーザ光出力手段25を昇降させる必要がない。また、レーザ光出力手段25からのレーザ光により板材33を切断する際には、コントローラの記憶手段に記憶された切断位置データを切断手段23とレーザ光出力手段25のY軸方向またはX軸方向への離間距離データに基づいて補正し、補正された切断位置データに基づいてY軸電動モータ13及びX軸電動モータ21を駆動制御して走行フレーム11及び走行体17を移動制御すればよい。
【0034】
本実施例は、1台のX−Y平面裁断装置1で、切断態様に対応してテーブル板29に対する板材33の支持態様を変更することができ、切断効率を向上させることができると共に切断コストを低減することができる。
【符号の説明】
【0035】
1 X−Y平面裁断装置
3 本体フレーム
5 隔壁板
7 ガイドレール
9 ラックギャ
11 走行フレーム
11a 垂下支持部
11b ガイドレール
13 第1移動部材としてのY軸電動モータ
15 ピニオンギャ
17 走行体
19 スクリュー
21 第2移動部材としてのX軸電動モータ
23 切断手段
23a 切断刃
25 レーザ光出力手段
27 上下動部材
29 テーブル板
29a 吸引孔
29b 貫通孔
31 支持部材としての支持軸
33 被切断材としての板材
35 軸支部材
35a 軸支孔
37 支持軸昇降手段
39 ガイド軸
41 取付け板
43 昇降部材
45 昇降板
47 吸引口部
49 負圧発生手段
【特許請求の範囲】
【請求項1】
隔壁板により区画された上部空間部を有した本体フレームの上面に取付けられ、多数の吸引孔及び複数の貫通孔が形成されたテーブル板と、
本体フレームに対し、テーブル板の上方にて本体フレームの長手直交方向へ延出し、かつ長手方向へ往復移動可能に支持される走行フレームと、
上記走行フレームを上記長手方向へ往復移動する第1移動手段と、
上記走行フレーム上にて上記長手直交方向へ往復移動可能に支持される走行体と、
上記走行体を上記長手直交方向へ往復移動する第2移動手段と、
上記走行体に上記長手方向及び長手直交方向のいずれかの方向へ一定の間隔をおいて設けられる切断手段及びレーザ光出力手段と、
上下方向に軸線を有し、テーブル板の貫通孔内を挿通可能に支持される複数の支持部材と、
各支持部材を、上端がテーブル板から非突出の下方位置及びテーブル板から所定の高さで突出する上方位置へ移動する昇降手段と、
上記上部空間部内を負圧形成する負圧発生手段と、
を備え、
上記長手方向へ移動する走行フレーム及び上記長手直交方向へ移動する走行体により切断手段を二次元移動してテーブル板に載置された被切断材を切断加工する際には、昇降手段により各支持部材を上記下方位置へ移動してテーブル板に載置された被切断材を負圧吸着して固定可能にする一方、上記長手方向へ移動する走行フレーム及び上記長手直交方向へ移動する走行体によりレーザ光出力手段を二次元移動してテーブル板に載置された被切断材を切断加工する際には、昇降手段により各支持部材を上記上方位置へ移動して被切断材をテーブル板から上方へ持ち上げて非接触状態で支持可能にするX−Y平面裁断装置。
【請求項2】
請求項1において、切断手段は、回転切削部材及び刃物部材のいずれかとしたX−Y平面裁断装置。
【請求項3】
請求項2において、刃物部材は、超音波発生手段により振動する刃物を備えたX−Y平面裁断装置。
【請求項4】
請求項1において、貫通孔に相対する隔壁板には、支持部材を上下方向へ摺動可能に支持する軸支部材を設けると共に昇降手段は、軸支部材を挿通して下方へ突出する支持部材の下部に取付けられ、支持部材を上記下方位置または上方位置へ移動する作動部材としたX−Y平面裁断装置。
【請求項5】
請求項4において、作動部材は、シリンダー部材及び電磁ソレノイド部材のいずれかとしたX−Y平面裁断装置。
【請求項1】
隔壁板により区画された上部空間部を有した本体フレームの上面に取付けられ、多数の吸引孔及び複数の貫通孔が形成されたテーブル板と、
本体フレームに対し、テーブル板の上方にて本体フレームの長手直交方向へ延出し、かつ長手方向へ往復移動可能に支持される走行フレームと、
上記走行フレームを上記長手方向へ往復移動する第1移動手段と、
上記走行フレーム上にて上記長手直交方向へ往復移動可能に支持される走行体と、
上記走行体を上記長手直交方向へ往復移動する第2移動手段と、
上記走行体に上記長手方向及び長手直交方向のいずれかの方向へ一定の間隔をおいて設けられる切断手段及びレーザ光出力手段と、
上下方向に軸線を有し、テーブル板の貫通孔内を挿通可能に支持される複数の支持部材と、
各支持部材を、上端がテーブル板から非突出の下方位置及びテーブル板から所定の高さで突出する上方位置へ移動する昇降手段と、
上記上部空間部内を負圧形成する負圧発生手段と、
を備え、
上記長手方向へ移動する走行フレーム及び上記長手直交方向へ移動する走行体により切断手段を二次元移動してテーブル板に載置された被切断材を切断加工する際には、昇降手段により各支持部材を上記下方位置へ移動してテーブル板に載置された被切断材を負圧吸着して固定可能にする一方、上記長手方向へ移動する走行フレーム及び上記長手直交方向へ移動する走行体によりレーザ光出力手段を二次元移動してテーブル板に載置された被切断材を切断加工する際には、昇降手段により各支持部材を上記上方位置へ移動して被切断材をテーブル板から上方へ持ち上げて非接触状態で支持可能にするX−Y平面裁断装置。
【請求項2】
請求項1において、切断手段は、回転切削部材及び刃物部材のいずれかとしたX−Y平面裁断装置。
【請求項3】
請求項2において、刃物部材は、超音波発生手段により振動する刃物を備えたX−Y平面裁断装置。
【請求項4】
請求項1において、貫通孔に相対する隔壁板には、支持部材を上下方向へ摺動可能に支持する軸支部材を設けると共に昇降手段は、軸支部材を挿通して下方へ突出する支持部材の下部に取付けられ、支持部材を上記下方位置または上方位置へ移動する作動部材としたX−Y平面裁断装置。
【請求項5】
請求項4において、作動部材は、シリンダー部材及び電磁ソレノイド部材のいずれかとしたX−Y平面裁断装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2011−98415(P2011−98415A)
【公開日】平成23年5月19日(2011.5.19)
【国際特許分類】
【出願番号】特願2009−254846(P2009−254846)
【出願日】平成21年11月6日(2009.11.6)
【出願人】(506329292)スターテクノ株式会社 (45)
【Fターム(参考)】
【公開日】平成23年5月19日(2011.5.19)
【国際特許分類】
【出願日】平成21年11月6日(2009.11.6)
【出願人】(506329292)スターテクノ株式会社 (45)
【Fターム(参考)】
[ Back to top ]