
X線による溶接検査方法及び溶接検査装置並びにその検査装置を用いた溶接装置
【発明の詳細な説明】
【0001】
【産業上の利用分野】本発明は、検査対象物に形成された溶接部にX線を透過させてその透過X線により溶接部を検査する方法及び検査装置、並びにその検査装置を組み込んだ溶接装置に関する。
【0002】
【従来の技術】従来より、この種の溶接部の検査方法の一例として、例えば特開平5―142204号公報等に示されるように、電磁誘導により起電力を発生させる検査コイルを設け、この検査コイルに印加される印加電源周波数の変化と、磁場中にある検査対象物による誘導起電力の変化とを比較して検査対象物の欠陥の大きさや位置等を検査する方法が知られている。
【0003】このように検査対象物を破壊せずに溶接部を検査する方法はいわゆる非破壊検査と呼ばれ、上記の如き渦電流探傷検査方法の外に各種の方法が知られているが、その中の1つとして、検査対象物にX線を照射してその透過画像をX線フィルムや蛍光板等に現し、この透過画像から検査対象物の良否を判定するようにするX線透過検査法がある。
【0004】このX線透過検査方法では、検査対象物を透過したX線の透過量が大きいときには、蛍光板等での反応度が大きくて画像濃度が明るくなる一方、X線透過量が小さいときには、蛍光板等での反応度が小さくて画像濃度が暗くなることを利用し、対象物内部の空洞や異物等の不良を検査するようになっている。
【0005】
【発明が解決しようとする課題】しかし、上記従来のものでは、溶接部における空洞や異物の部分のみによる溶接不良部分しか検査できず、溶接部の大きさや形状が適正範囲で溶接自体が良好に行われているか否かを判定検査することはできないとされていた。
【0006】本発明は斯かる点に鑑みてなされたもので、その目的とするところは、溶接部を透過した透過X線の検出方法を変えることにより、X線透過方法を用いて溶接部の溶接が良好に行われたかどうかを正確に判定できるようにすることにある。
【0007】
【課題を解決するための手段】上記の目的の達成のため、本発明では、検査対象物の溶接部にX線を照射して透過させたとき、その溶接部において溶接熱により組織変化を生じた溶融部と組織変化を生じない母材との境界面でX線が散乱等の相互作用を受けてX線透過量が減衰される現象を見出だし、この現象による上記組織境界面の透過画像を検出し、その組織境界面の画像の濃度や形状寸法等に基づいて溶接部の良否を検査することとした。
【0008】すなわち、請求項1〜3の発明はX線による溶接検査方法であり、請求項1の発明では、検査対象物の溶接部にX線を照射して得られるX線透過画像から、溶接部において溶接時の溶接熱により組織変化を生じた溶融部と組織変化を生じない母材との組織境界面の透過画像を検出し、上記組織境界面の透過画像の少なくとも濃度及び形状に基づいて溶接部を検査することを特徴とするものである。
【0009】請求項2の発明では、上記溶接部は、複数の板材同士をスポット溶接するスポット溶接部とする。
【0010】請求項3の発明では、上記スポット溶接部に対しX線をスポット溶接部における上記組織境界面と略直角な方向から照射する。
【0011】一方、請求項4〜10の発明はX線による溶接検査装置であり、請求項4の発明では、X線を検査対象物の溶接部に照射するX線照射手段と、このX線照射手段からのX線が溶接部を透過した透過X線を受けて溶接部の透過画像を現す画像生成手段と、この画像生成手段により得られた透過画像から、溶接時の溶接熱により組織変化を生じた溶融部と組織変化を生じない母材との組織境界面の透過画像を検出する境界面検出手段と、この境界面検出手段による組織境界面の透過画像の少なくとも濃度及び形状に基づいて溶接部を検査する検査手段とを備えたことを特徴としている。
【0012】請求項5の発明では、上記画像生成手段は、X線により反応して透過画像を現すフィルム又は蛍光板とし、このフィルム又は蛍光板に現れた透過画像を撮影するテレビカメラを設ける。
【0013】そして、境界面検出手段は、上記テレビカメラで撮影された透過画像に対し例えば明るさについて2値化する等の処理をし、この処理された処理画像から組織境界面の画像を検出するように構成されているものとする。
【0014】請求項6の発明では、上記請求項5の溶接検査装置において、検査手段は、境界面検出手段による処理画像の濃度や形状寸法等のデータを、予め設定されている基準値と比較して、溶接部の良否を検査するように構成されているものとする。
【0015】請求項7の発明では、請求項3、4又は5の溶接検査装置において、溶接部は、複数の板材同士をスポット溶接するスポット溶接部とする。
【0016】また、請求項8の発明では、同様に、溶接部は、2つの溶接対象同士をプロジェクション溶接するプロジェクション溶接部とする。
【0017】さらに、請求項9の発明では、溶接部は、2つの溶接対象同士をスタッド溶接するスタッド溶接部とする。
【0018】請求項10の発明では、複数のスポット溶接部を自動検査するために、複数のスポット溶接部を有する検査対象物を支持する支持台と、この支持台上の検査対象物にX線を照射するX線照射手段と、上記支持台に対し上記X線照射手段と反対側にかつX線照射手段に対応して配設され、X線照射手段からのX線が検査対象物を透過した透過X線を受けてX線透過画像を得る画像生成手段と、上記支持台とX線照射手段及び画像生成手段との一方を他方に対し、X線照射手段からのX線が検査対象物の所定の区画範囲毎に順次透過されて画像生成手段で区画範囲毎のX線透過画像が得られるように相対移動させる走査手段と、この走査手段の作動により画像生成手段で得られた検査対象物の区画範囲毎の複数の透過画像をそれぞれ順次撮影するテレビカメラと、このテレビカメラで撮影された各透過画像を処理して、検査対象物の溶接時の溶接熱により組織変化を生じた溶融部と組織変化を生じない母材との組織境界面の透過画像を検出する境界面検出手段と、この境界面検出手段により処理された処理画像の各々の濃度や形状寸法等のデータをそれぞれ予め設定されている同基準値と比較して、各スポット溶接部の良否を判別する検査手段とを備えたことを特徴とする。
【0019】請求項11の発明は、上記請求項4のX線による溶接検査装置を用いた溶接装置であって、該溶接検査装置と、検査対象物を溶接して溶接部を形成する溶接手段と、上記溶接検査装置により検査された溶接部の検査結果に基づいて上記溶接手段による溶接条件を設定する溶接条件設定手段とを備えたことを特徴とするものである。
【0020】
【作用】上記の構成により、請求項1の発明では、検査対象物の溶接部にX線が照射されてその透過画像が得られ、この透過画像から、溶接時の溶接熱により組織変化を生じた溶融部と組織変化を生じない母材との組織境界面の透過画像が検出される。すなわち、溶接部にX線が照射されたとき、そのX線は溶接部の溶融部と母材との組織境界面で散乱等の相互作用を受け、この相互作用によってX線透過量が減衰され、この透過量の減衰により上記組織境界面の透過画像が得られる。そして、この組織境界面の透過画像を検出してその少なくとも濃度及び形状に基づいて溶接部が検査される。
【0021】また、請求項4の発明では、X線照射手段からX線が検査対象物の溶接部に照射されると、このX線は溶接部を透過して透過X線となり、この透過X線を画像生成手段が受けて溶接部の透過画像が得られる。そして、境界面検出手段では、上記画像生成手段による透過画像から、上記と同様にして、溶接部に溶接熱により組織変化を生じた溶融部と組織変化を生じない母材との組織境界面の透過画像が検出され、検査手段で上記境界面検出手段による組織境界面の透過画像の少なくとも濃度及び形状に基づいて溶接部が検査される。従って、これら請求項1又は4の発明では、X線により検査対象物の溶接部の大きさや形状を検出して、その溶接部の溶接が良好に行われたかどうかを正確に判定することができる。
【0022】請求項2又は7の発明では、複数の板材同士をスポット溶接するスポット溶接部の良否を正確に検査することができる。
【0023】請求項3の発明では、X線がスポット溶接部に対し組織境界面と略直角な方向から照射されるので、その組織境界面でのX線の散乱等の作用量が大きくなり、組織境界面の画像が明確になってそれを容易に検出することができる。
【0024】請求項5の発明では、検査対象物の溶接部を透過したX線は画像生成手段としてのフィルム又は蛍光板で捕らえられてそれに透過画像が現され、このフィルム又は蛍光板に現れた透過画像がテレビカメラにより撮影される。このテレビカメラで撮影された透過画像は境界面検出手段で画像処理され、この処理画像から組織境界面の画像が検出される。よって、透過X線による透過画像を生成する画像生成手段、及び組織境界面の画像を検出するための検出手段を具体化でき、しかもその検出を容易に正確に行うことができる。
【0025】請求項6の発明では、検査手段において、境界面検出手段により2値化された2値化画像の数値データが、予め設定されている組織境界面の画像の濃度及び形状寸法の基準値と比較され、この比較結果を基に溶接部の良否が検査される。従って、溶接部の組織境界面からその良否を検査するための検査手段を具体化して、その検査を容易に正確に行うことができる。
【0026】請求項8の発明では、2つの溶接対象同士をプロジェクション溶接するプロジェクション溶接部の良否を正確に検査することができる。
【0027】請求項9の発明では、2つの溶接対象同士をスタッド溶接するスタッド溶接部の良否を正確に検査することができる。
【0028】請求項10の発明では、検査対象物のスポット溶接部を検査する場合、その検査対象物は支持台に支持され、この支持台上の検査対象物の最初の区画範囲にX線照射手段からX線が照射される。このX線は検査対象物を透過して透過X線となり、この透過X線は支持台に対しX線照射手段と反対側にある画像生成手段に受けられて、該画像生成手段にX線透過画像が現れる。次いで、走査手段により上記支持台とX線照射手段及び画像生成手段との一方が他方に対し相対移動された後、検査対象物の次の区画範囲にX線が照射されて、その透過画像が画像生成手段に現れる。このようにしてX線照射手段からのX線が検査対象物の所定の区画範囲毎に順次透過され、上記画像生成手段に上記区画範囲毎のX線透過画像が順に得られ、これら複数の透過画像はそれぞれ順次テレビカメラにより撮影される。さらに、このテレビカメラによる各撮影画像は、境界面検出手段で明るさについて2値化処理等の処理が行われ、検査対象物の各スポット溶接部において溶接時の溶接熱により組織変化を生じた溶融部と組織変化を生じない母材との組織境界面の画像が検出される。そして、検査手段では、上記境界面検出手段により処理された処理画像の各々の濃度や形状寸法等のデータがそれぞれ予め設定されている同基準値と比較され、各スポット溶接部の良否が判別される。従って、検査対象物における複数のスポット溶接部を区画範囲毎に分けてそれぞれ順に自動的に検査することができる。
【0029】請求項11の発明では、請求項4の溶接検査装置により溶接部が検査されると、その溶接検査装置により検査された溶接部の検査結果に基づいて溶接手段による溶接条件が溶接条件設定手段において設定される。従って、溶接検査装置を組み込んだ溶接装置が得られ、溶接部の良否の検査結果を溶接手段の溶接条件にフィードバックして、溶接条件を適正状態に保つことができ、溶接不良を低減して溶接部の品質を向上させることができる。
【0030】
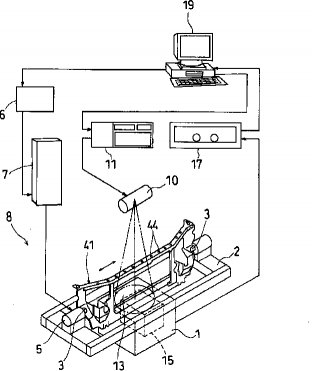
【実施例】以下、本発明の実施例を図面に基づいて説明する。図4は本発明の実施例に係るX線による溶接検査装置の全体構成を示し、この検査装置は、例えばパネル材(板材)同士を複数の箇所でスポット溶接して自動車の車体部品としてのシュラウドメンバを製造する際に、そのシュラウドメンバを検査対象物41としてその各スポット溶接部44の溶接状態の良否を自動的に検査するものである。
【0031】図4において、1は箱状の基台で、その上面には水平方向の一方に長い矩形フレーム状の支持台2が長さ方向に移動可能に取付支持され、この支持台2の長さ方向の両端部にはそれぞれワーク支持部3,3が相対するワーク支持部3,3との間で検査対象物41を所定の姿勢で支持するように設けられている。
【0032】また、上記支持台2を検査対象物41と共に長さ方向に移動させるモータ等のアクチュエータ5が設けられ、このアクチュエータ5は、走査機構シーケンサ6のシーケンサ信号に応じてアクチュエータ5を作動制御する走査機構コントローラ6に接続されており、これらアクチュエータ5、走査機構シーケンサ6及び走査機構コントローラ7により支持台2を移動させる走査装置8が構成されている。そして、この走査装置8により支持台2を、後述する基台1上面の蛍光板13及び該蛍光板13の真上に位置するX線管10に対し、X線管10からのX線が検査対象物41を例えば長さ方向に複数に区画した区画範囲毎に順次透過されて蛍光板13上に区画範囲毎のX線透過画像が得られるように相対移動させる。
【0033】上記支持台2の上方には基台1の略真上位置に支持台2上の検査対象物41にX線を照射するX線照射手段としてのX線管10が配設されている。このX線管10にはX線発生ユニット11の出力が接続されており、X線発生ユニット11の作動によりX線管10から下方に向かうX線を発生させてそれを支持台2上の検査対象物41に照射するようにしている。
【0034】上記基台1の上面は開口され、その開口には画像生成手段としての蛍光板13が配置されている。すなわち、この蛍光板13は上記支持台2に対しX線管10と反対側たる下側にX線管10に上下に対応して配設されており、この蛍光板13において、上記X線管10から検査対象物41に照射されたX線を直接、又は検査対象物41を透過した透過X線としてそれぞれ受けて検査対象物41のX線透過画像を現すようにしている。
【0035】上記基台1内部には、テレビカメラ15がそのレンズ部(図示せず)を上方つまり基台1上面の上記蛍光板13に向けて収容固定されており、このテレビカメラ15において、上記走査装置8の作動により基台1上面の蛍光板13で検査対象物41の区画範囲毎に順に得られた複数の透過画像をそれぞれ順次撮影して電気信号に変換するようにしている。
【0036】上記テレビカメラ15の出力は画像演算装置17を経てパソコン19に接続されている。この画像演算装置17は、テレビカメラ15による撮影画像を処理して、図1に示す各スポット溶接部44のナゲット45の径等を判別し易くするもので、テレビカメラ15で撮影された各透過画像に対し例えば明るさについて2値化する等の処理をする。そして、この画像演算装置17と、パソコン19における一部の信号処理機能とで境界面検出手段が構成されており、この境界面検出手段により、検査対象物41の各スポット溶接部44において溶接時の溶接熱により組織変化を生じた溶融部としてのナゲット45と組織変化を生じない母材46との組織境界面47の画像を検出する。
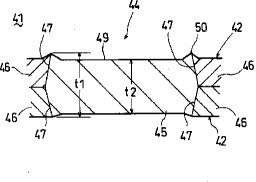
【0037】ここで、上記各スポット溶接部44の組織境界面47によるX線透過画像について図1及び図2により説明する。上記各スポット溶接部44では、図3に拡大詳示するように、重合された2枚のパネル材42,42が各々の裏面にてナゲット45で接合され、各パネル材42の表面にはナゲット45の中心から周縁近傍にかけて溶接時の加圧力により凹陥部49が形成され、その凹陥部49の周囲は盛り上がっており、この盛上り部50尖端での検査対象物41の厚さt1は例えばt1=3.1mmとされ、凹陥部49底部での同厚さt2は例えばt2=2.67mmとされている。
【0038】また、溶接部44のナゲット45は各パネル材42においてその表面側から裏面側に向かって径が大きくなるように円錐台形状とされている。つまり、このナゲット45と母材46との組織境界面47は各パネル材42の表面側から裏面側に向かって径が大きくなるように逆テーパ状に広がっている。
【0039】そして、図1又は図2に示すように、斯かるスポット溶接部44にX線が照射されたとき、そのX線は溶接部44の溶融部としてのナゲット45と母材46との組織境界面47で散乱等の相互作用を受け、この相互作用によってX線透過量が減衰される。この組織境界面47によって透過量を減衰された透過X線の強度は、減衰を受けていない他の透過X線よりも弱くなるので、その透過X線を蛍光板13で受けると、その部分は蛍光板13上に蛍光の明るさが低くて暗い部分となって現れる。よって、この暗い部分から上記組織境界面47の透過画像を検出することができる。
【0040】すなわち、一般に、吸収体(ここでは2枚のパネル材42,42からなる検査対象物41)を強度I0 のX線が透過するとき、透過X線の強度Iは次式■で表される。
【0041】I=I0 ・B・e−μt …■ここで、tは吸収体の厚さである。μは吸収係数であって、吸収体の密度(鋼板では7.89g/cm3 )、厚さt及びX線の強度(電圧kV)により変化し、以下の式■により算出される。
【0042】μ=τ+σT +σCS+σCA …■τは光電吸収係数、σT はトムソン散乱係数、σCSはコンプトン散乱係数の光量子の散乱部分(散乱X線)、σCAはコンプトン散乱係数の反跳電子吸収部分である。例えば100kVの電圧のX線が鋼板に入射されたときの吸収係数μの値は、μ=0.372(cm2 /g)×密度=2.9(1/cm)
となる。
【0043】また、Bは再生係数で、以下の式■により算出される。
【0044】B=(I+IS )/I …■IS は2次X線の強さの総和で、IS =I/(τ+σT )
で得られる。
【0045】したがって、X線の電圧が100kVであるとき、IS =I/(0.206+0.028)×9.8=0.43×IB=(1+0.43)I/I=1.43となる。
【0046】そして、上記実施例の構成において、2枚のパネル材42,42を重ねた検査対象物41全体の厚さtがt=t1(=3.1mm)のときと、t=t2(=2.67mm)であるときとの各々についてのX線透過量の比Aは以下の式■から求められる。
【0047】
A=(I0 ・B・e−μt1)/(I0 ・B・e−μt2)
=1.135 …■よって、上記厚さt1,t2の差、換言すればナゲット45の凹陥部49の底部とその周囲の盛上り部50との厚さ部分の差はX線透過画像には現れず、その透過画像に現れているものは組織境界面47によるものである。
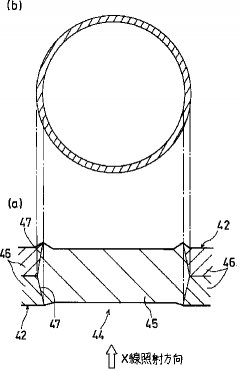
【0048】より具体的には、図2(a)に示す如く、X線をパネル材42,42の表面と直交方向から上記組織境界面47と略平行となるように照射したとき、そのX線透過画像は図2(b)に示されるようになり、溶接時の溶接熱により組織変化を生じたナゲット45(溶融部)と組織変化を生じない母材46との組織境界面47の画像は同心状に重なったリング状に現れる。
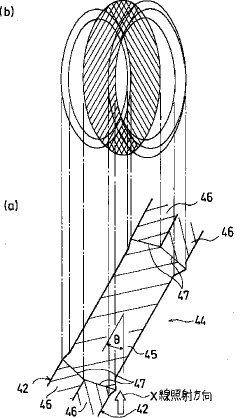
【0049】一方、図1(a)に示すように、X線をパネル材42,42の表面と所定角度θ(例えばθ=30°)だけ傾斜した方向から上記組織境界面47と略直角となるように照射したとき(具体的には組織境界面47のうち、図1(a)の上部左側部分及び下部右側部分が略直角方向となる)、そのX線透過画像は図1(b)に示されるようになり、溶接時の溶接熱により組織変化を生じた溶融部としてのナゲット45と組織変化を生じない母材46との組織境界面47の画像は斜めのリング状に現れる。そして、このようにX線をスポット溶接部44に対し組織境界面47と略直角な方向から照射することで、X線を組織境界面47と略平行に照射したとき(図2(a)の状態)と比べ、その組織境界面47でのX線の散乱等の作用量が大きくなり、組織境界面47を容易に検出することができる。
【0050】上記の如く、上記画像演算装置17の出力信号はパソコン19に入力され、このパソコン19における他の信号処理機能で検査手段が構成されており、この検査手段で、上記画像演算装置17により2値化処理等の処理をされた処理画像の各々の濃度や形状寸法等のデータをそれぞれ予め設定されている同データの基準値と比較して、各スポット溶接部44の良否を判別するようになされている。尚、上記パソコン19は、上記X線発生ユニット11及び走査装置8の走査機構シーケンサ6にそれぞれ制御信号を出力して、X線の発生動作及び走査装置8の作動を制御する信号処理機能をも有する。
【0051】次に、上記実施例の作動について説明する。まず、検査しようとするスポット溶接後の検査対象物41(シュラウドメンバ)を支持台2上のワーク支持部3,3間に支持し、支持台2を移動方向の始端側位置に移動させて検査対象物41の最初の区画範囲をX線管10の真下位置(基台1上面における蛍光板13の真上位置)に位置付けた後、この支持台2上の検査対象物41に上方のX線管10からX線を照射する。このX線は基本的に支持台2上の上記検査対象物41における最初の区画範囲を透過した後に基台1上面の蛍光板13に入射する。このため、蛍光板13においてX線の入射した部分が発光し、その発光部分は入射X線強度の大きいほど明るくなり、このことで蛍光板13にスポット溶接部44を含む検査対象物41のX線透過画像が得られる。
【0052】さらに、上記蛍光板13上のX線透過画像はテレビカメラ15により撮影され、そのテレビカメラ15から画像信号が出力されて画像演算装置17に入力される。この画像演算装置17においては、テレビカメラ15により撮影されたX線透過画像がその明るさについて明暗の2種類に2値化される等の画像処理をされ、この画像演算装置17の検出結果は信号としてパソコン19に入力される。そして、このパソコン19において、画像演算装置17による処理画像から検査対象物41の各スポット溶接部44において溶接時の溶接熱により組織変化を生じた溶融部としてのナゲット45と組織変化を生じない母材46との組織境界面47の画像が検出されるとともに、画像演算装置17による処理画像の各々の濃度や形状寸法等のデータが、それぞれ予め先に設定されている基準値と比較されて、各スポット溶接部44の良否が判別される。以上で、検査対象物41における最初の区画範囲における各スポット溶接部44が検査される。
【0053】よって、こうして組織境界面47のX線透過画像から各スポット溶接部44のナゲット45の形状や大きさを検出して、その基準値との比較によってスポット溶接部44の良否を判定することができる。
【0054】以上のようにして検査対象物41の最初の区画範囲の各スポット溶接部44の良否を判定した後、アクチュエータ5の作動により支持台2を移動させて検査対象物41の次の区画範囲をX線管10の真下位置に位置付け、その後、その検査対象物41の該区画範囲に上記と同様にしてX線を照射し、その透過画像を蛍光板13上に得てテレビカメラ15で撮影し、その画像を処理して各溶接部44の組織境界面47を検出し、しかる後に組織境界面47から溶接部44の良否を判定する。以後、支持台2を移動方向の終端側位置まで移動させながら、上記と同様にして検査対象物41の各区画範囲における溶接部44を順に判定する。こうすることで、検査対象物41における複数のスポット溶接部44をそれぞれ順に自動的に検査することができる。
【0055】この実施例では、検査対象物41の各区画範囲におけるスポット溶接部44を透過したX線により蛍光板13上にX線透過画像を出現させ、このX線透過画像をテレビカメラ15により撮影して、その撮影画像を画像演算装置17で処理し、この処理画像から組織境界面47の画像の濃度や形状寸法等を検出するので、検査対象物41の各スポット溶接部44における組織境界面47の画像を具体的にかつ容易に検出することができる。
【0056】また、パソコン19において、上記画像演算装置17にて処理された処理画像の濃度や形状寸法等のデータを、予め設定されている同データの基準値と比較し、この比較結果を基にスポット溶接部44の良否を検査するので、溶接部44の検査を具体的にかつ容易に正確に行うことができる。
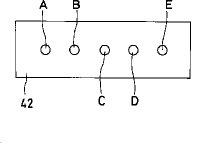
【0057】尚、本発明者は、図5及び図6に示すように、同じ板厚の2枚のパネル材42,42を5つの打点位置A〜Eで各打点位置A〜Eの溶接条件を異ならせてスポット溶接した試験片を2つ作製し、その一方については上記のようにしてX線透過画像(非破壊検査)により各スポット溶接部を検査した。また、他方の試験片については破壊(破壊検査)して各スポット溶接部44の検査を行って、そのナゲット径を実測した。尚、試験片の作製条件を表1に示す。試験片における各パネル材42の材質はみがき鋼板(SPC1−N)及び亜鉛めっき鋼板の2種類である。
【0058】
【表1】

【0059】この試験によれば、本発明の方法による検査結果は破壊検査と同等の結果が得られ、十分な実用性を有することが判った。
【0060】(他の実施例)上記実施例では、走査装置8による支持台2の移動によって検査対象物41を区画範囲毎に移動させ、その区画範囲毎の各スポット溶接部44を順に検査するようにしているが、本発明は、1つのスポット溶接部44を検査する場合にも適用することができるのは勿論である。すなわち、検査対象物41のスポット溶接部44にX線管10からのX線を照射して得られる蛍光板13上のX線透過画像から、スポット溶接部44において溶接時の溶接熱により組織変化を生じたナゲット45と組織変化を生じない母材46との組織境界面47の透過画像を検出し、この組織境界面47の透過画像の少なくとも濃度及び形状に基づいてスポット溶接部44の良否を判定すればよい。
【0061】また、上記実施例では、透過X線によるX線透過画像を現出するための画像生成手段を蛍光板13としているが、その他、上記のような連続的な検査には向かないが必要に応じて、X線に感光するX線用フィルムを使用することもできる。
【0062】また、上記実施例は検査対象物41がスポット溶接部44を有する場合の例であるが、その他の溶接方法によって溶接された溶接部についても、上記と同様にして検査対象物における溶融部と母材との間の組織境界面を検出することで、その溶接の良否を検査することができる。
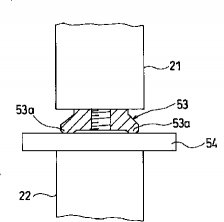
【0063】例えば、図7はプロジェクション溶接の場合を、また図8はスタッド溶接の場合をそれぞれ示している。上記プロジェクション溶接は、例えば2つの溶接対象の一方としてのナット53を他方としてのパネル材54の表面に溶接するもので、上記ナット53の下面隅角部には突起53a,53a,…が形成されている。そして、ナット53をパネル材54表面の溶接箇所にナット53の各突起53aがパネル材54に接した状態で載置し、ナット53の上面から一方の電極21を、またパネル材54の下面から他方の電極22をそれぞれ押し当てて両電極21,22間でナット53及びパネル材54を挟持し、その状態で両電極21,22間に電流を流すことにより、その電流でナット53の突起53a,53a,…を溶融させてパネル材54の表面に溶着させるようになっている。
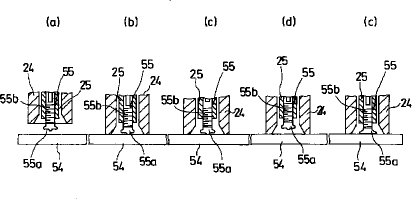
【0064】一方、スタッド溶接は、2つの溶接対象の一方としてのボルト55(スタッドボルト)の頭部55aを他方としてのパネル材54の表面に溶接するものである。そして、ボルト55を、スパークシールド24内の電極を兼ねるチャック25によりねじ部55bにて頭部55aがチャック25から出るように掴んで、パネル材54表面の溶接箇所にボルト55の頭部55aがパネル材54から離れた状態で支持し(図8(a))、スパークシールド24をパネル材54表面に当接させた状態でチャック25と共にボルト55を下降させて頭部55aをパネル材54表面に当接させた(図8(b))後に、チャック25をパネル材54との間に、予め蓄えている電荷による電圧を印加しながら上昇させてボルト55とパネル材54との間に低電流のパイロットアークを発生させ(図8(c))、その後、全ての電荷を放電させてボルト55の頭部55aとそれに対向するパネル材54表面とを溶融させた状態で(図8(d))、チャック25を下降させてボルト55の頭部55aをパネル材54に押し付ける(図8(e))ことにより、ボルト55の頭部55aを溶融させてパネル材54の表面に溶着させる。
【0065】これらプロジェクション溶接やスタッド溶接の場合でも、上記実施例と同様にしてX線透過画像から各溶接部における溶融部と母材との間の組織境界面を検出すればよく、その溶接の良否を正確に検査できる。
【0066】また、上記実施例で説明した溶接検査装置を溶接装置に組み込み、溶接検査装置の検査データをフィードバックしながら溶接の際の溶接条件を制御するようにしてもよい。
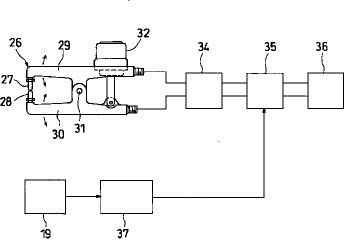
【0067】その一例を例示すると、図9はスポット溶接装置の全体構成を示し、26は複数枚のパネル材(図示せず)を挟んでスポット溶接する溶接手段としてのスポット溶接機で、その通電制御システムが周知のものとは異なる。すなわち、この溶接機26は周知構造のもので、例えば上下に間隔をあけて対向配置された1対の電極27,28を有し、上側電極27はアッパアーム29の先端部に、また下側電極28はロアアーム30の先端部にそれぞれ固定されている。上記両アーム29,30の中間部同士は揺動軸31によりそれぞれ揺動可能に連結支持され、両アーム29,30の後端部(先端部と反対側)間にはエアシリンダ32が架設されており、このシリンダ32の伸縮作動によりアーム29,30を揺動させて上下電極27,28を同士を互いに接離させ、両電極27,28の間隔を変える。そして、シリンダ32の収縮作動により両電極27,28の間隔を拡げておき、両電極27,28間に溶接しようとするパネル材を重ね合わせて配置しておき、シリンダ32の伸長作動により上下電極27,28を接近させ、両電極27,28により両パネル材を所定の加圧力で加圧するとともに、その加圧状態で後述の電源36から電極27,28間に電流を流すようになっている。
【0068】そして、上記両電極27,28はトランス34及び制御装置35を介して電源36に接続されている。さらに、制御装置35は溶接条件設定装置37に接続されており、この溶接条件設定装置37により溶接機26によるスポット溶接の溶接条件を設定し、制御装置35において、上記設定された溶接条件となるように電極27,28によるパネル材の加圧状態で電極27,28間に通電するとともに、両パネル同士が抵抗溶接されるように電極27,28間に流れる電流の大きさ及び通電時間を制御する。そして、この溶接条件設定装置37には上記実施例の溶接検査装置で示したパソコン19が接続されており、溶接条件設定装置37において、溶接検査装置のパソコン19にて検査されたスポット溶接部44の検査結果に基づいて上記制御装置35によるスポット溶接部44の溶接条件を設定するようにしている。
【0069】このように溶接機26に溶接検査装置を組み込めば、溶接機26で溶接した溶接部44の良否を検査して、その検査結果をリアルタイムで溶接機26の溶接条件にフィードバックさせ、溶接条件を適正状態に安定して保つことができ、溶接不良を低減して溶接部44の品質を向上させることができる。
【0070】
【発明の効果】以上説明したように、請求項1又は4の発明によると、検査対象物の溶接部にX線を照射して得られるX線透過画像から、溶接部において溶接時の溶接熱により組織変化を生じた溶融部と組織変化を生じない母材との組織境界面の透過画像を検出し、この組織境界面の透過画像の少なくとも濃度及び形状に基づいて溶接部を検査するようにしたことにより、X線により検査対象物の溶接部の大きさや形状を検出して、その溶接部の良否の検査を正確に行うことができる。
【0071】請求項2又は7の発明によると、溶接部はスポット溶接部としたことで、複数の板材同士をスポット溶接するスポット溶接部の検査を正確に行うことができる。
【0072】請求項3の発明では、X線をスポット溶接部に対し組織境界面と略直角な方向から照射することにより、組織境界面でのX線の散乱等の作用量を大きくでき、組織境界面の検出の容易化を図ることができる。
【0073】請求項5の発明によると、X線により反応して透過画像を現すフィルム又は蛍光板と、このフィルム又は蛍光板に現れた透過画像を撮影するテレビカメラとを設け、このテレビカメラで撮影された透過画像を画像処理し、その処理画像から組織境界面を検査するようにしたことにより、透過X線による透過画像を生成する画像生成手段、及び組織境界面の画像を検出するための検出手段を具体化して、組織境界面の画像の検出の容易化を図ることができる。
【0074】請求項6の発明によると、さらに、上記画像演算手段による処理画像の濃度や形状寸法等のデータを、予め設定されている同データの基準値と比較して、溶接部の良否を検査するようにしたことにより、溶接部の組織境界面からその良否を検査するための検査手段を具体化でき、その検査の容易化を図ることができる。
【0075】請求項8の発明によると、溶接部は、2つの溶接対象同士をプロジェクション溶接するプロジェクション溶接部としたことにより、プロジェクション溶接部の検査の容易化を図ることができる。
【0076】請求項9の発明によると、溶接部は、2つの溶接対象同士をスタッド溶接するスタッド溶接部としたことにより、スタッド溶接部の検査の容易化を図ることができる。
【0077】請求項10の発明によると、複数のスポット溶接部を有する検査対象物を支持台に支持し、この支持台上の検査対象物にX線を照射して該X線が検査対象物を透過した透過X線により画像生成手段でX線透過画像を生成しながら、支持台とX線照射手段及び画像生成手段との一方を他方に対し、X線照射手段からのX線が検査対象物の所定の区画範囲毎に順次透過されて画像生成手段が区画範囲毎のX線透過画像を得るように相対移動させ、この画像生成手段で得られる複数の透過画像をそれぞれ順次テレビカメラで撮影し、このテレビカメラで撮影された各透過画像を処理して、検査対象物の各スポット溶接部において溶接時の溶接熱により組織変化を生じた溶融部と組織変化を生じない母材との組織境界面の画像を検出するとともに、上記処理された画像の各々のデータをそれぞれ予め設定されている基準値と比較して、各スポット溶接部の良否を判別するようにしたことにより、検査対象物に複数のスポット溶接部があってもそれらを順に自動的に検査でき、複数のスポット溶接部の検査の自動化を図ることができる。
【0078】請求項11の発明によると、請求項4の溶接検査装置により検査された溶接部の検査結果に基づき、溶接手段の溶接条件を設定するようにしたことで、X線透過による溶接検査装置を組み込んだ溶接装置を得ることができ、溶接部の検査結果のフィードバックにより溶接条件を適正状態に保って、溶接部の品質の向上を図ることができる。
【図面の簡単な説明】
【図1】本発明の実施例において検査対象物のスポット溶接部に対し対象物表面の斜め方向からX線を照射したときの溶接部のX線透過画像を溶接部と対比して示す図である。
【図2】本発明の実施例において検査対象物のスポット溶接部に対象物表面と直交する方向からX線を照射したときの図1相当図である。
【図3】スポット溶接部の拡大断面図である。
【図4】本発明の実施例に係る溶接検査装置の全体構成を示す図である。
【図5】スポット溶接部を検査するための試験片の平面図である。
【図6】スポット溶接部を検査するための試験片の側面図である。
【図7】プロジェクション溶接の原理を示す図である。
【図8】スタッド溶接の原理を示す行程図である。
【図9】溶接検査装置を組み込んだスポット溶接装置の例を概略的に示す図である。
【符号の説明】
2 支持台
8 走査装置(走査手段)
10 X線管(X線照射手段)
13 蛍光板(画像生成手段)
15 テレビカメラ
17 画像演算装置(境界面検出手段)
19 パソコン(境界面検出手段及び検査手段)
26 スポット溶接機(溶接手段)
35 制御装置
37 溶接条件設定装置(溶接条件設定手段)
41 検査対象物
42 パネル材(板材)
44 スポット溶接部
45 ナゲット(溶融部)
46 母材
47 組織境界面
53 ナット(溶接対象)
54 パネル材(溶接対象)
55 ボルト(溶接対象)
【0001】
【産業上の利用分野】本発明は、検査対象物に形成された溶接部にX線を透過させてその透過X線により溶接部を検査する方法及び検査装置、並びにその検査装置を組み込んだ溶接装置に関する。
【0002】
【従来の技術】従来より、この種の溶接部の検査方法の一例として、例えば特開平5―142204号公報等に示されるように、電磁誘導により起電力を発生させる検査コイルを設け、この検査コイルに印加される印加電源周波数の変化と、磁場中にある検査対象物による誘導起電力の変化とを比較して検査対象物の欠陥の大きさや位置等を検査する方法が知られている。
【0003】このように検査対象物を破壊せずに溶接部を検査する方法はいわゆる非破壊検査と呼ばれ、上記の如き渦電流探傷検査方法の外に各種の方法が知られているが、その中の1つとして、検査対象物にX線を照射してその透過画像をX線フィルムや蛍光板等に現し、この透過画像から検査対象物の良否を判定するようにするX線透過検査法がある。
【0004】このX線透過検査方法では、検査対象物を透過したX線の透過量が大きいときには、蛍光板等での反応度が大きくて画像濃度が明るくなる一方、X線透過量が小さいときには、蛍光板等での反応度が小さくて画像濃度が暗くなることを利用し、対象物内部の空洞や異物等の不良を検査するようになっている。
【0005】
【発明が解決しようとする課題】しかし、上記従来のものでは、溶接部における空洞や異物の部分のみによる溶接不良部分しか検査できず、溶接部の大きさや形状が適正範囲で溶接自体が良好に行われているか否かを判定検査することはできないとされていた。
【0006】本発明は斯かる点に鑑みてなされたもので、その目的とするところは、溶接部を透過した透過X線の検出方法を変えることにより、X線透過方法を用いて溶接部の溶接が良好に行われたかどうかを正確に判定できるようにすることにある。
【0007】
【課題を解決するための手段】上記の目的の達成のため、本発明では、検査対象物の溶接部にX線を照射して透過させたとき、その溶接部において溶接熱により組織変化を生じた溶融部と組織変化を生じない母材との境界面でX線が散乱等の相互作用を受けてX線透過量が減衰される現象を見出だし、この現象による上記組織境界面の透過画像を検出し、その組織境界面の画像の濃度や形状寸法等に基づいて溶接部の良否を検査することとした。
【0008】すなわち、請求項1〜3の発明はX線による溶接検査方法であり、請求項1の発明では、検査対象物の溶接部にX線を照射して得られるX線透過画像から、溶接部において溶接時の溶接熱により組織変化を生じた溶融部と組織変化を生じない母材との組織境界面の透過画像を検出し、上記組織境界面の透過画像の少なくとも濃度及び形状に基づいて溶接部を検査することを特徴とするものである。
【0009】請求項2の発明では、上記溶接部は、複数の板材同士をスポット溶接するスポット溶接部とする。
【0010】請求項3の発明では、上記スポット溶接部に対しX線をスポット溶接部における上記組織境界面と略直角な方向から照射する。
【0011】一方、請求項4〜10の発明はX線による溶接検査装置であり、請求項4の発明では、X線を検査対象物の溶接部に照射するX線照射手段と、このX線照射手段からのX線が溶接部を透過した透過X線を受けて溶接部の透過画像を現す画像生成手段と、この画像生成手段により得られた透過画像から、溶接時の溶接熱により組織変化を生じた溶融部と組織変化を生じない母材との組織境界面の透過画像を検出する境界面検出手段と、この境界面検出手段による組織境界面の透過画像の少なくとも濃度及び形状に基づいて溶接部を検査する検査手段とを備えたことを特徴としている。
【0012】請求項5の発明では、上記画像生成手段は、X線により反応して透過画像を現すフィルム又は蛍光板とし、このフィルム又は蛍光板に現れた透過画像を撮影するテレビカメラを設ける。
【0013】そして、境界面検出手段は、上記テレビカメラで撮影された透過画像に対し例えば明るさについて2値化する等の処理をし、この処理された処理画像から組織境界面の画像を検出するように構成されているものとする。
【0014】請求項6の発明では、上記請求項5の溶接検査装置において、検査手段は、境界面検出手段による処理画像の濃度や形状寸法等のデータを、予め設定されている基準値と比較して、溶接部の良否を検査するように構成されているものとする。
【0015】請求項7の発明では、請求項3、4又は5の溶接検査装置において、溶接部は、複数の板材同士をスポット溶接するスポット溶接部とする。
【0016】また、請求項8の発明では、同様に、溶接部は、2つの溶接対象同士をプロジェクション溶接するプロジェクション溶接部とする。
【0017】さらに、請求項9の発明では、溶接部は、2つの溶接対象同士をスタッド溶接するスタッド溶接部とする。
【0018】請求項10の発明では、複数のスポット溶接部を自動検査するために、複数のスポット溶接部を有する検査対象物を支持する支持台と、この支持台上の検査対象物にX線を照射するX線照射手段と、上記支持台に対し上記X線照射手段と反対側にかつX線照射手段に対応して配設され、X線照射手段からのX線が検査対象物を透過した透過X線を受けてX線透過画像を得る画像生成手段と、上記支持台とX線照射手段及び画像生成手段との一方を他方に対し、X線照射手段からのX線が検査対象物の所定の区画範囲毎に順次透過されて画像生成手段で区画範囲毎のX線透過画像が得られるように相対移動させる走査手段と、この走査手段の作動により画像生成手段で得られた検査対象物の区画範囲毎の複数の透過画像をそれぞれ順次撮影するテレビカメラと、このテレビカメラで撮影された各透過画像を処理して、検査対象物の溶接時の溶接熱により組織変化を生じた溶融部と組織変化を生じない母材との組織境界面の透過画像を検出する境界面検出手段と、この境界面検出手段により処理された処理画像の各々の濃度や形状寸法等のデータをそれぞれ予め設定されている同基準値と比較して、各スポット溶接部の良否を判別する検査手段とを備えたことを特徴とする。
【0019】請求項11の発明は、上記請求項4のX線による溶接検査装置を用いた溶接装置であって、該溶接検査装置と、検査対象物を溶接して溶接部を形成する溶接手段と、上記溶接検査装置により検査された溶接部の検査結果に基づいて上記溶接手段による溶接条件を設定する溶接条件設定手段とを備えたことを特徴とするものである。
【0020】
【作用】上記の構成により、請求項1の発明では、検査対象物の溶接部にX線が照射されてその透過画像が得られ、この透過画像から、溶接時の溶接熱により組織変化を生じた溶融部と組織変化を生じない母材との組織境界面の透過画像が検出される。すなわち、溶接部にX線が照射されたとき、そのX線は溶接部の溶融部と母材との組織境界面で散乱等の相互作用を受け、この相互作用によってX線透過量が減衰され、この透過量の減衰により上記組織境界面の透過画像が得られる。そして、この組織境界面の透過画像を検出してその少なくとも濃度及び形状に基づいて溶接部が検査される。
【0021】また、請求項4の発明では、X線照射手段からX線が検査対象物の溶接部に照射されると、このX線は溶接部を透過して透過X線となり、この透過X線を画像生成手段が受けて溶接部の透過画像が得られる。そして、境界面検出手段では、上記画像生成手段による透過画像から、上記と同様にして、溶接部に溶接熱により組織変化を生じた溶融部と組織変化を生じない母材との組織境界面の透過画像が検出され、検査手段で上記境界面検出手段による組織境界面の透過画像の少なくとも濃度及び形状に基づいて溶接部が検査される。従って、これら請求項1又は4の発明では、X線により検査対象物の溶接部の大きさや形状を検出して、その溶接部の溶接が良好に行われたかどうかを正確に判定することができる。
【0022】請求項2又は7の発明では、複数の板材同士をスポット溶接するスポット溶接部の良否を正確に検査することができる。
【0023】請求項3の発明では、X線がスポット溶接部に対し組織境界面と略直角な方向から照射されるので、その組織境界面でのX線の散乱等の作用量が大きくなり、組織境界面の画像が明確になってそれを容易に検出することができる。
【0024】請求項5の発明では、検査対象物の溶接部を透過したX線は画像生成手段としてのフィルム又は蛍光板で捕らえられてそれに透過画像が現され、このフィルム又は蛍光板に現れた透過画像がテレビカメラにより撮影される。このテレビカメラで撮影された透過画像は境界面検出手段で画像処理され、この処理画像から組織境界面の画像が検出される。よって、透過X線による透過画像を生成する画像生成手段、及び組織境界面の画像を検出するための検出手段を具体化でき、しかもその検出を容易に正確に行うことができる。
【0025】請求項6の発明では、検査手段において、境界面検出手段により2値化された2値化画像の数値データが、予め設定されている組織境界面の画像の濃度及び形状寸法の基準値と比較され、この比較結果を基に溶接部の良否が検査される。従って、溶接部の組織境界面からその良否を検査するための検査手段を具体化して、その検査を容易に正確に行うことができる。
【0026】請求項8の発明では、2つの溶接対象同士をプロジェクション溶接するプロジェクション溶接部の良否を正確に検査することができる。
【0027】請求項9の発明では、2つの溶接対象同士をスタッド溶接するスタッド溶接部の良否を正確に検査することができる。
【0028】請求項10の発明では、検査対象物のスポット溶接部を検査する場合、その検査対象物は支持台に支持され、この支持台上の検査対象物の最初の区画範囲にX線照射手段からX線が照射される。このX線は検査対象物を透過して透過X線となり、この透過X線は支持台に対しX線照射手段と反対側にある画像生成手段に受けられて、該画像生成手段にX線透過画像が現れる。次いで、走査手段により上記支持台とX線照射手段及び画像生成手段との一方が他方に対し相対移動された後、検査対象物の次の区画範囲にX線が照射されて、その透過画像が画像生成手段に現れる。このようにしてX線照射手段からのX線が検査対象物の所定の区画範囲毎に順次透過され、上記画像生成手段に上記区画範囲毎のX線透過画像が順に得られ、これら複数の透過画像はそれぞれ順次テレビカメラにより撮影される。さらに、このテレビカメラによる各撮影画像は、境界面検出手段で明るさについて2値化処理等の処理が行われ、検査対象物の各スポット溶接部において溶接時の溶接熱により組織変化を生じた溶融部と組織変化を生じない母材との組織境界面の画像が検出される。そして、検査手段では、上記境界面検出手段により処理された処理画像の各々の濃度や形状寸法等のデータがそれぞれ予め設定されている同基準値と比較され、各スポット溶接部の良否が判別される。従って、検査対象物における複数のスポット溶接部を区画範囲毎に分けてそれぞれ順に自動的に検査することができる。
【0029】請求項11の発明では、請求項4の溶接検査装置により溶接部が検査されると、その溶接検査装置により検査された溶接部の検査結果に基づいて溶接手段による溶接条件が溶接条件設定手段において設定される。従って、溶接検査装置を組み込んだ溶接装置が得られ、溶接部の良否の検査結果を溶接手段の溶接条件にフィードバックして、溶接条件を適正状態に保つことができ、溶接不良を低減して溶接部の品質を向上させることができる。
【0030】
【実施例】以下、本発明の実施例を図面に基づいて説明する。図4は本発明の実施例に係るX線による溶接検査装置の全体構成を示し、この検査装置は、例えばパネル材(板材)同士を複数の箇所でスポット溶接して自動車の車体部品としてのシュラウドメンバを製造する際に、そのシュラウドメンバを検査対象物41としてその各スポット溶接部44の溶接状態の良否を自動的に検査するものである。
【0031】図4において、1は箱状の基台で、その上面には水平方向の一方に長い矩形フレーム状の支持台2が長さ方向に移動可能に取付支持され、この支持台2の長さ方向の両端部にはそれぞれワーク支持部3,3が相対するワーク支持部3,3との間で検査対象物41を所定の姿勢で支持するように設けられている。
【0032】また、上記支持台2を検査対象物41と共に長さ方向に移動させるモータ等のアクチュエータ5が設けられ、このアクチュエータ5は、走査機構シーケンサ6のシーケンサ信号に応じてアクチュエータ5を作動制御する走査機構コントローラ6に接続されており、これらアクチュエータ5、走査機構シーケンサ6及び走査機構コントローラ7により支持台2を移動させる走査装置8が構成されている。そして、この走査装置8により支持台2を、後述する基台1上面の蛍光板13及び該蛍光板13の真上に位置するX線管10に対し、X線管10からのX線が検査対象物41を例えば長さ方向に複数に区画した区画範囲毎に順次透過されて蛍光板13上に区画範囲毎のX線透過画像が得られるように相対移動させる。
【0033】上記支持台2の上方には基台1の略真上位置に支持台2上の検査対象物41にX線を照射するX線照射手段としてのX線管10が配設されている。このX線管10にはX線発生ユニット11の出力が接続されており、X線発生ユニット11の作動によりX線管10から下方に向かうX線を発生させてそれを支持台2上の検査対象物41に照射するようにしている。
【0034】上記基台1の上面は開口され、その開口には画像生成手段としての蛍光板13が配置されている。すなわち、この蛍光板13は上記支持台2に対しX線管10と反対側たる下側にX線管10に上下に対応して配設されており、この蛍光板13において、上記X線管10から検査対象物41に照射されたX線を直接、又は検査対象物41を透過した透過X線としてそれぞれ受けて検査対象物41のX線透過画像を現すようにしている。
【0035】上記基台1内部には、テレビカメラ15がそのレンズ部(図示せず)を上方つまり基台1上面の上記蛍光板13に向けて収容固定されており、このテレビカメラ15において、上記走査装置8の作動により基台1上面の蛍光板13で検査対象物41の区画範囲毎に順に得られた複数の透過画像をそれぞれ順次撮影して電気信号に変換するようにしている。
【0036】上記テレビカメラ15の出力は画像演算装置17を経てパソコン19に接続されている。この画像演算装置17は、テレビカメラ15による撮影画像を処理して、図1に示す各スポット溶接部44のナゲット45の径等を判別し易くするもので、テレビカメラ15で撮影された各透過画像に対し例えば明るさについて2値化する等の処理をする。そして、この画像演算装置17と、パソコン19における一部の信号処理機能とで境界面検出手段が構成されており、この境界面検出手段により、検査対象物41の各スポット溶接部44において溶接時の溶接熱により組織変化を生じた溶融部としてのナゲット45と組織変化を生じない母材46との組織境界面47の画像を検出する。
【0037】ここで、上記各スポット溶接部44の組織境界面47によるX線透過画像について図1及び図2により説明する。上記各スポット溶接部44では、図3に拡大詳示するように、重合された2枚のパネル材42,42が各々の裏面にてナゲット45で接合され、各パネル材42の表面にはナゲット45の中心から周縁近傍にかけて溶接時の加圧力により凹陥部49が形成され、その凹陥部49の周囲は盛り上がっており、この盛上り部50尖端での検査対象物41の厚さt1は例えばt1=3.1mmとされ、凹陥部49底部での同厚さt2は例えばt2=2.67mmとされている。
【0038】また、溶接部44のナゲット45は各パネル材42においてその表面側から裏面側に向かって径が大きくなるように円錐台形状とされている。つまり、このナゲット45と母材46との組織境界面47は各パネル材42の表面側から裏面側に向かって径が大きくなるように逆テーパ状に広がっている。
【0039】そして、図1又は図2に示すように、斯かるスポット溶接部44にX線が照射されたとき、そのX線は溶接部44の溶融部としてのナゲット45と母材46との組織境界面47で散乱等の相互作用を受け、この相互作用によってX線透過量が減衰される。この組織境界面47によって透過量を減衰された透過X線の強度は、減衰を受けていない他の透過X線よりも弱くなるので、その透過X線を蛍光板13で受けると、その部分は蛍光板13上に蛍光の明るさが低くて暗い部分となって現れる。よって、この暗い部分から上記組織境界面47の透過画像を検出することができる。
【0040】すなわち、一般に、吸収体(ここでは2枚のパネル材42,42からなる検査対象物41)を強度I0 のX線が透過するとき、透過X線の強度Iは次式
【0041】I=I0 ・B・e−μt …
【0042】μ=τ+σT +σCS+σCA …
となる。
【0043】また、Bは再生係数で、以下の式
【0044】B=(I+IS )/I …
で得られる。
【0045】したがって、X線の電圧が100kVであるとき、IS =I/(0.206+0.028)×9.8=0.43×IB=(1+0.43)I/I=1.43となる。
【0046】そして、上記実施例の構成において、2枚のパネル材42,42を重ねた検査対象物41全体の厚さtがt=t1(=3.1mm)のときと、t=t2(=2.67mm)であるときとの各々についてのX線透過量の比Aは以下の式
【0047】
A=(I0 ・B・e−μt1)/(I0 ・B・e−μt2)
=1.135 …
【0048】より具体的には、図2(a)に示す如く、X線をパネル材42,42の表面と直交方向から上記組織境界面47と略平行となるように照射したとき、そのX線透過画像は図2(b)に示されるようになり、溶接時の溶接熱により組織変化を生じたナゲット45(溶融部)と組織変化を生じない母材46との組織境界面47の画像は同心状に重なったリング状に現れる。
【0049】一方、図1(a)に示すように、X線をパネル材42,42の表面と所定角度θ(例えばθ=30°)だけ傾斜した方向から上記組織境界面47と略直角となるように照射したとき(具体的には組織境界面47のうち、図1(a)の上部左側部分及び下部右側部分が略直角方向となる)、そのX線透過画像は図1(b)に示されるようになり、溶接時の溶接熱により組織変化を生じた溶融部としてのナゲット45と組織変化を生じない母材46との組織境界面47の画像は斜めのリング状に現れる。そして、このようにX線をスポット溶接部44に対し組織境界面47と略直角な方向から照射することで、X線を組織境界面47と略平行に照射したとき(図2(a)の状態)と比べ、その組織境界面47でのX線の散乱等の作用量が大きくなり、組織境界面47を容易に検出することができる。
【0050】上記の如く、上記画像演算装置17の出力信号はパソコン19に入力され、このパソコン19における他の信号処理機能で検査手段が構成されており、この検査手段で、上記画像演算装置17により2値化処理等の処理をされた処理画像の各々の濃度や形状寸法等のデータをそれぞれ予め設定されている同データの基準値と比較して、各スポット溶接部44の良否を判別するようになされている。尚、上記パソコン19は、上記X線発生ユニット11及び走査装置8の走査機構シーケンサ6にそれぞれ制御信号を出力して、X線の発生動作及び走査装置8の作動を制御する信号処理機能をも有する。
【0051】次に、上記実施例の作動について説明する。まず、検査しようとするスポット溶接後の検査対象物41(シュラウドメンバ)を支持台2上のワーク支持部3,3間に支持し、支持台2を移動方向の始端側位置に移動させて検査対象物41の最初の区画範囲をX線管10の真下位置(基台1上面における蛍光板13の真上位置)に位置付けた後、この支持台2上の検査対象物41に上方のX線管10からX線を照射する。このX線は基本的に支持台2上の上記検査対象物41における最初の区画範囲を透過した後に基台1上面の蛍光板13に入射する。このため、蛍光板13においてX線の入射した部分が発光し、その発光部分は入射X線強度の大きいほど明るくなり、このことで蛍光板13にスポット溶接部44を含む検査対象物41のX線透過画像が得られる。
【0052】さらに、上記蛍光板13上のX線透過画像はテレビカメラ15により撮影され、そのテレビカメラ15から画像信号が出力されて画像演算装置17に入力される。この画像演算装置17においては、テレビカメラ15により撮影されたX線透過画像がその明るさについて明暗の2種類に2値化される等の画像処理をされ、この画像演算装置17の検出結果は信号としてパソコン19に入力される。そして、このパソコン19において、画像演算装置17による処理画像から検査対象物41の各スポット溶接部44において溶接時の溶接熱により組織変化を生じた溶融部としてのナゲット45と組織変化を生じない母材46との組織境界面47の画像が検出されるとともに、画像演算装置17による処理画像の各々の濃度や形状寸法等のデータが、それぞれ予め先に設定されている基準値と比較されて、各スポット溶接部44の良否が判別される。以上で、検査対象物41における最初の区画範囲における各スポット溶接部44が検査される。
【0053】よって、こうして組織境界面47のX線透過画像から各スポット溶接部44のナゲット45の形状や大きさを検出して、その基準値との比較によってスポット溶接部44の良否を判定することができる。
【0054】以上のようにして検査対象物41の最初の区画範囲の各スポット溶接部44の良否を判定した後、アクチュエータ5の作動により支持台2を移動させて検査対象物41の次の区画範囲をX線管10の真下位置に位置付け、その後、その検査対象物41の該区画範囲に上記と同様にしてX線を照射し、その透過画像を蛍光板13上に得てテレビカメラ15で撮影し、その画像を処理して各溶接部44の組織境界面47を検出し、しかる後に組織境界面47から溶接部44の良否を判定する。以後、支持台2を移動方向の終端側位置まで移動させながら、上記と同様にして検査対象物41の各区画範囲における溶接部44を順に判定する。こうすることで、検査対象物41における複数のスポット溶接部44をそれぞれ順に自動的に検査することができる。
【0055】この実施例では、検査対象物41の各区画範囲におけるスポット溶接部44を透過したX線により蛍光板13上にX線透過画像を出現させ、このX線透過画像をテレビカメラ15により撮影して、その撮影画像を画像演算装置17で処理し、この処理画像から組織境界面47の画像の濃度や形状寸法等を検出するので、検査対象物41の各スポット溶接部44における組織境界面47の画像を具体的にかつ容易に検出することができる。
【0056】また、パソコン19において、上記画像演算装置17にて処理された処理画像の濃度や形状寸法等のデータを、予め設定されている同データの基準値と比較し、この比較結果を基にスポット溶接部44の良否を検査するので、溶接部44の検査を具体的にかつ容易に正確に行うことができる。
【0057】尚、本発明者は、図5及び図6に示すように、同じ板厚の2枚のパネル材42,42を5つの打点位置A〜Eで各打点位置A〜Eの溶接条件を異ならせてスポット溶接した試験片を2つ作製し、その一方については上記のようにしてX線透過画像(非破壊検査)により各スポット溶接部を検査した。また、他方の試験片については破壊(破壊検査)して各スポット溶接部44の検査を行って、そのナゲット径を実測した。尚、試験片の作製条件を表1に示す。試験片における各パネル材42の材質はみがき鋼板(SPC1−N)及び亜鉛めっき鋼板の2種類である。
【0058】
【表1】
【0059】この試験によれば、本発明の方法による検査結果は破壊検査と同等の結果が得られ、十分な実用性を有することが判った。
【0060】(他の実施例)上記実施例では、走査装置8による支持台2の移動によって検査対象物41を区画範囲毎に移動させ、その区画範囲毎の各スポット溶接部44を順に検査するようにしているが、本発明は、1つのスポット溶接部44を検査する場合にも適用することができるのは勿論である。すなわち、検査対象物41のスポット溶接部44にX線管10からのX線を照射して得られる蛍光板13上のX線透過画像から、スポット溶接部44において溶接時の溶接熱により組織変化を生じたナゲット45と組織変化を生じない母材46との組織境界面47の透過画像を検出し、この組織境界面47の透過画像の少なくとも濃度及び形状に基づいてスポット溶接部44の良否を判定すればよい。
【0061】また、上記実施例では、透過X線によるX線透過画像を現出するための画像生成手段を蛍光板13としているが、その他、上記のような連続的な検査には向かないが必要に応じて、X線に感光するX線用フィルムを使用することもできる。
【0062】また、上記実施例は検査対象物41がスポット溶接部44を有する場合の例であるが、その他の溶接方法によって溶接された溶接部についても、上記と同様にして検査対象物における溶融部と母材との間の組織境界面を検出することで、その溶接の良否を検査することができる。
【0063】例えば、図7はプロジェクション溶接の場合を、また図8はスタッド溶接の場合をそれぞれ示している。上記プロジェクション溶接は、例えば2つの溶接対象の一方としてのナット53を他方としてのパネル材54の表面に溶接するもので、上記ナット53の下面隅角部には突起53a,53a,…が形成されている。そして、ナット53をパネル材54表面の溶接箇所にナット53の各突起53aがパネル材54に接した状態で載置し、ナット53の上面から一方の電極21を、またパネル材54の下面から他方の電極22をそれぞれ押し当てて両電極21,22間でナット53及びパネル材54を挟持し、その状態で両電極21,22間に電流を流すことにより、その電流でナット53の突起53a,53a,…を溶融させてパネル材54の表面に溶着させるようになっている。
【0064】一方、スタッド溶接は、2つの溶接対象の一方としてのボルト55(スタッドボルト)の頭部55aを他方としてのパネル材54の表面に溶接するものである。そして、ボルト55を、スパークシールド24内の電極を兼ねるチャック25によりねじ部55bにて頭部55aがチャック25から出るように掴んで、パネル材54表面の溶接箇所にボルト55の頭部55aがパネル材54から離れた状態で支持し(図8(a))、スパークシールド24をパネル材54表面に当接させた状態でチャック25と共にボルト55を下降させて頭部55aをパネル材54表面に当接させた(図8(b))後に、チャック25をパネル材54との間に、予め蓄えている電荷による電圧を印加しながら上昇させてボルト55とパネル材54との間に低電流のパイロットアークを発生させ(図8(c))、その後、全ての電荷を放電させてボルト55の頭部55aとそれに対向するパネル材54表面とを溶融させた状態で(図8(d))、チャック25を下降させてボルト55の頭部55aをパネル材54に押し付ける(図8(e))ことにより、ボルト55の頭部55aを溶融させてパネル材54の表面に溶着させる。
【0065】これらプロジェクション溶接やスタッド溶接の場合でも、上記実施例と同様にしてX線透過画像から各溶接部における溶融部と母材との間の組織境界面を検出すればよく、その溶接の良否を正確に検査できる。
【0066】また、上記実施例で説明した溶接検査装置を溶接装置に組み込み、溶接検査装置の検査データをフィードバックしながら溶接の際の溶接条件を制御するようにしてもよい。
【0067】その一例を例示すると、図9はスポット溶接装置の全体構成を示し、26は複数枚のパネル材(図示せず)を挟んでスポット溶接する溶接手段としてのスポット溶接機で、その通電制御システムが周知のものとは異なる。すなわち、この溶接機26は周知構造のもので、例えば上下に間隔をあけて対向配置された1対の電極27,28を有し、上側電極27はアッパアーム29の先端部に、また下側電極28はロアアーム30の先端部にそれぞれ固定されている。上記両アーム29,30の中間部同士は揺動軸31によりそれぞれ揺動可能に連結支持され、両アーム29,30の後端部(先端部と反対側)間にはエアシリンダ32が架設されており、このシリンダ32の伸縮作動によりアーム29,30を揺動させて上下電極27,28を同士を互いに接離させ、両電極27,28の間隔を変える。そして、シリンダ32の収縮作動により両電極27,28の間隔を拡げておき、両電極27,28間に溶接しようとするパネル材を重ね合わせて配置しておき、シリンダ32の伸長作動により上下電極27,28を接近させ、両電極27,28により両パネル材を所定の加圧力で加圧するとともに、その加圧状態で後述の電源36から電極27,28間に電流を流すようになっている。
【0068】そして、上記両電極27,28はトランス34及び制御装置35を介して電源36に接続されている。さらに、制御装置35は溶接条件設定装置37に接続されており、この溶接条件設定装置37により溶接機26によるスポット溶接の溶接条件を設定し、制御装置35において、上記設定された溶接条件となるように電極27,28によるパネル材の加圧状態で電極27,28間に通電するとともに、両パネル同士が抵抗溶接されるように電極27,28間に流れる電流の大きさ及び通電時間を制御する。そして、この溶接条件設定装置37には上記実施例の溶接検査装置で示したパソコン19が接続されており、溶接条件設定装置37において、溶接検査装置のパソコン19にて検査されたスポット溶接部44の検査結果に基づいて上記制御装置35によるスポット溶接部44の溶接条件を設定するようにしている。
【0069】このように溶接機26に溶接検査装置を組み込めば、溶接機26で溶接した溶接部44の良否を検査して、その検査結果をリアルタイムで溶接機26の溶接条件にフィードバックさせ、溶接条件を適正状態に安定して保つことができ、溶接不良を低減して溶接部44の品質を向上させることができる。
【0070】
【発明の効果】以上説明したように、請求項1又は4の発明によると、検査対象物の溶接部にX線を照射して得られるX線透過画像から、溶接部において溶接時の溶接熱により組織変化を生じた溶融部と組織変化を生じない母材との組織境界面の透過画像を検出し、この組織境界面の透過画像の少なくとも濃度及び形状に基づいて溶接部を検査するようにしたことにより、X線により検査対象物の溶接部の大きさや形状を検出して、その溶接部の良否の検査を正確に行うことができる。
【0071】請求項2又は7の発明によると、溶接部はスポット溶接部としたことで、複数の板材同士をスポット溶接するスポット溶接部の検査を正確に行うことができる。
【0072】請求項3の発明では、X線をスポット溶接部に対し組織境界面と略直角な方向から照射することにより、組織境界面でのX線の散乱等の作用量を大きくでき、組織境界面の検出の容易化を図ることができる。
【0073】請求項5の発明によると、X線により反応して透過画像を現すフィルム又は蛍光板と、このフィルム又は蛍光板に現れた透過画像を撮影するテレビカメラとを設け、このテレビカメラで撮影された透過画像を画像処理し、その処理画像から組織境界面を検査するようにしたことにより、透過X線による透過画像を生成する画像生成手段、及び組織境界面の画像を検出するための検出手段を具体化して、組織境界面の画像の検出の容易化を図ることができる。
【0074】請求項6の発明によると、さらに、上記画像演算手段による処理画像の濃度や形状寸法等のデータを、予め設定されている同データの基準値と比較して、溶接部の良否を検査するようにしたことにより、溶接部の組織境界面からその良否を検査するための検査手段を具体化でき、その検査の容易化を図ることができる。
【0075】請求項8の発明によると、溶接部は、2つの溶接対象同士をプロジェクション溶接するプロジェクション溶接部としたことにより、プロジェクション溶接部の検査の容易化を図ることができる。
【0076】請求項9の発明によると、溶接部は、2つの溶接対象同士をスタッド溶接するスタッド溶接部としたことにより、スタッド溶接部の検査の容易化を図ることができる。
【0077】請求項10の発明によると、複数のスポット溶接部を有する検査対象物を支持台に支持し、この支持台上の検査対象物にX線を照射して該X線が検査対象物を透過した透過X線により画像生成手段でX線透過画像を生成しながら、支持台とX線照射手段及び画像生成手段との一方を他方に対し、X線照射手段からのX線が検査対象物の所定の区画範囲毎に順次透過されて画像生成手段が区画範囲毎のX線透過画像を得るように相対移動させ、この画像生成手段で得られる複数の透過画像をそれぞれ順次テレビカメラで撮影し、このテレビカメラで撮影された各透過画像を処理して、検査対象物の各スポット溶接部において溶接時の溶接熱により組織変化を生じた溶融部と組織変化を生じない母材との組織境界面の画像を検出するとともに、上記処理された画像の各々のデータをそれぞれ予め設定されている基準値と比較して、各スポット溶接部の良否を判別するようにしたことにより、検査対象物に複数のスポット溶接部があってもそれらを順に自動的に検査でき、複数のスポット溶接部の検査の自動化を図ることができる。
【0078】請求項11の発明によると、請求項4の溶接検査装置により検査された溶接部の検査結果に基づき、溶接手段の溶接条件を設定するようにしたことで、X線透過による溶接検査装置を組み込んだ溶接装置を得ることができ、溶接部の検査結果のフィードバックにより溶接条件を適正状態に保って、溶接部の品質の向上を図ることができる。
【図面の簡単な説明】
【図1】本発明の実施例において検査対象物のスポット溶接部に対し対象物表面の斜め方向からX線を照射したときの溶接部のX線透過画像を溶接部と対比して示す図である。
【図2】本発明の実施例において検査対象物のスポット溶接部に対象物表面と直交する方向からX線を照射したときの図1相当図である。
【図3】スポット溶接部の拡大断面図である。
【図4】本発明の実施例に係る溶接検査装置の全体構成を示す図である。
【図5】スポット溶接部を検査するための試験片の平面図である。
【図6】スポット溶接部を検査するための試験片の側面図である。
【図7】プロジェクション溶接の原理を示す図である。
【図8】スタッド溶接の原理を示す行程図である。
【図9】溶接検査装置を組み込んだスポット溶接装置の例を概略的に示す図である。
【符号の説明】
2 支持台
8 走査装置(走査手段)
10 X線管(X線照射手段)
13 蛍光板(画像生成手段)
15 テレビカメラ
17 画像演算装置(境界面検出手段)
19 パソコン(境界面検出手段及び検査手段)
26 スポット溶接機(溶接手段)
35 制御装置
37 溶接条件設定装置(溶接条件設定手段)
41 検査対象物
42 パネル材(板材)
44 スポット溶接部
45 ナゲット(溶融部)
46 母材
47 組織境界面
53 ナット(溶接対象)
54 パネル材(溶接対象)
55 ボルト(溶接対象)
【特許請求の範囲】
【請求項1】 検査対象物の溶接部にX線を照射して得られるX線透過画像から、溶接部において溶接時の溶接熱により組織変化を生じた溶融部と組織変化を生じない母材との組織境界面の透過画像を検出し、上記組織境界面の透過画像の少なくとも濃度及び形状に基づいて溶接部を検査することを特徴とするX線による溶接検査方法。
【請求項2】 請求項1記載のX線による溶接検査方法において、溶接部は、複数の板材同士をスポット溶接するスポット溶接部であることを特徴とするX線による溶接検査方法。
【請求項3】 請求項2記載のX線による溶接検査方法において、X線をスポット溶接部に対し組織境界面と略直角な方向から照射することを特徴とするX線による溶接検査方法。
【請求項4】 X線を検査対象物の溶接部に照射するX線照射手段と、上記X線照射手段からのX線が溶接部を透過した透過X線を受けて溶接部の透過画像を現す画像生成手段と、上記画像生成手段により得られた透過画像から、溶接部において溶接時の溶接熱により組織変化を生じた溶融部と組織変化を生じない母材との組織境界面の透過画像を検出する境界面検出手段と、上記境界面検出手段による組織境界面の透過画像の少なくとも濃度及び形状に基づいて溶接部を検査する検査手段とを備えていることを特徴とするX線による溶接検査装置。
【請求項5】 請求項4記載のX線による溶接検査装置において、画像生成手段は、X線により反応して透過画像を現すフィルム又は蛍光板からなり、上記フィルム又は蛍光板に現れた透過画像を撮影するテレビカメラが設けられ、境界面検出手段は、上記テレビカメラで撮影された透過画像を処理して、該処理画像から組織境界面を検出するように構成されていることを特徴とするX線による溶接検査装置。
【請求項6】 請求項5記載のX線による溶接検査装置において、検査手段は、境界面検出手段により処理された処理画像の濃度や形状寸法等のデータを、予め設定されている基準値と比較して、溶接部の良否を検査するように構成されていることを特徴とするX線による溶接検査装置。
【請求項7】 請求項3、4又は5記載のX線による溶接検査装置において、溶接部は、複数の板材同士をスポット溶接するスポット溶接部であることを特徴とするX線による溶接検査装置。
【請求項8】 請求項3、4又は5記載のX線による溶接検査装置において、溶接部は、2つの溶接対象同士をプロジェクション溶接するプロジェクション溶接部であることを特徴とするX線による溶接検査装置。
【請求項9】 請求項3、4又は5記載のX線による溶接検査装置において、溶接部は、2つの溶接対象同士をスタッド溶接するスタッド溶接部であることを特徴とするX線による溶接検査装置。
【請求項10】 複数のスポット溶接部を有する検査対象物を支持する支持台と、上記支持台上の検査対象物にX線を照射するX線照射手段と、上記支持台に対し上記X線照射手段と反対側にかつX線照射手段に対応して配設され、X線照射手段からのX線が検査対象物を透過した透過X線を受けてX線透過画像を得る画像生成手段と、上記支持台とX線照射手段及び画像生成手段との一方を他方に対し、X線照射手段からのX線が検査対象物の所定の区画範囲毎に順次透過されて画像生成手段で区画範囲毎のX線透過画像が得られるように相対移動させる走査手段と、上記走査手段の作動により画像生成手段で得られた検査対象物の区画範囲毎の複数の透過画像をそれぞれ順次撮影するテレビカメラと、上記テレビカメラで撮影された各透過画像を処理して、検査対象物の各スポット溶接部において溶接時の溶接熱により組織変化を生じた溶融部と組織変化を生じない母材との組織境界面の画像を検出する境界面検出手段と、上記境界面検出手段により処理された処理画像の各々の濃度や形状寸法等のデータをそれぞれ予め設定されている基準値と比較して、各スポット溶接部の良否を判別する検査手段とを備えたことを特徴とするX線による溶接検査装置。
【請求項11】 請求項4記載のX線による溶接検査装置と、検査対象物を溶接して溶接部を形成する溶接手段と、上記溶接検査装置により検査された溶接部の検査結果に基づいて上記溶接手段による溶接条件を設定する溶接条件設定手段とを備えたことを特徴とする溶接装置。
【請求項1】 検査対象物の溶接部にX線を照射して得られるX線透過画像から、溶接部において溶接時の溶接熱により組織変化を生じた溶融部と組織変化を生じない母材との組織境界面の透過画像を検出し、上記組織境界面の透過画像の少なくとも濃度及び形状に基づいて溶接部を検査することを特徴とするX線による溶接検査方法。
【請求項2】 請求項1記載のX線による溶接検査方法において、溶接部は、複数の板材同士をスポット溶接するスポット溶接部であることを特徴とするX線による溶接検査方法。
【請求項3】 請求項2記載のX線による溶接検査方法において、X線をスポット溶接部に対し組織境界面と略直角な方向から照射することを特徴とするX線による溶接検査方法。
【請求項4】 X線を検査対象物の溶接部に照射するX線照射手段と、上記X線照射手段からのX線が溶接部を透過した透過X線を受けて溶接部の透過画像を現す画像生成手段と、上記画像生成手段により得られた透過画像から、溶接部において溶接時の溶接熱により組織変化を生じた溶融部と組織変化を生じない母材との組織境界面の透過画像を検出する境界面検出手段と、上記境界面検出手段による組織境界面の透過画像の少なくとも濃度及び形状に基づいて溶接部を検査する検査手段とを備えていることを特徴とするX線による溶接検査装置。
【請求項5】 請求項4記載のX線による溶接検査装置において、画像生成手段は、X線により反応して透過画像を現すフィルム又は蛍光板からなり、上記フィルム又は蛍光板に現れた透過画像を撮影するテレビカメラが設けられ、境界面検出手段は、上記テレビカメラで撮影された透過画像を処理して、該処理画像から組織境界面を検出するように構成されていることを特徴とするX線による溶接検査装置。
【請求項6】 請求項5記載のX線による溶接検査装置において、検査手段は、境界面検出手段により処理された処理画像の濃度や形状寸法等のデータを、予め設定されている基準値と比較して、溶接部の良否を検査するように構成されていることを特徴とするX線による溶接検査装置。
【請求項7】 請求項3、4又は5記載のX線による溶接検査装置において、溶接部は、複数の板材同士をスポット溶接するスポット溶接部であることを特徴とするX線による溶接検査装置。
【請求項8】 請求項3、4又は5記載のX線による溶接検査装置において、溶接部は、2つの溶接対象同士をプロジェクション溶接するプロジェクション溶接部であることを特徴とするX線による溶接検査装置。
【請求項9】 請求項3、4又は5記載のX線による溶接検査装置において、溶接部は、2つの溶接対象同士をスタッド溶接するスタッド溶接部であることを特徴とするX線による溶接検査装置。
【請求項10】 複数のスポット溶接部を有する検査対象物を支持する支持台と、上記支持台上の検査対象物にX線を照射するX線照射手段と、上記支持台に対し上記X線照射手段と反対側にかつX線照射手段に対応して配設され、X線照射手段からのX線が検査対象物を透過した透過X線を受けてX線透過画像を得る画像生成手段と、上記支持台とX線照射手段及び画像生成手段との一方を他方に対し、X線照射手段からのX線が検査対象物の所定の区画範囲毎に順次透過されて画像生成手段で区画範囲毎のX線透過画像が得られるように相対移動させる走査手段と、上記走査手段の作動により画像生成手段で得られた検査対象物の区画範囲毎の複数の透過画像をそれぞれ順次撮影するテレビカメラと、上記テレビカメラで撮影された各透過画像を処理して、検査対象物の各スポット溶接部において溶接時の溶接熱により組織変化を生じた溶融部と組織変化を生じない母材との組織境界面の画像を検出する境界面検出手段と、上記境界面検出手段により処理された処理画像の各々の濃度や形状寸法等のデータをそれぞれ予め設定されている基準値と比較して、各スポット溶接部の良否を判別する検査手段とを備えたことを特徴とするX線による溶接検査装置。
【請求項11】 請求項4記載のX線による溶接検査装置と、検査対象物を溶接して溶接部を形成する溶接手段と、上記溶接検査装置により検査された溶接部の検査結果に基づいて上記溶接手段による溶接条件を設定する溶接条件設定手段とを備えたことを特徴とする溶接装置。
【図6】


【図1】
【図2】
【図3】
【図5】
【図7】
【図4】
【図8】
【図9】
【図1】
【図2】
【図3】
【図5】
【図7】
【図4】
【図8】
【図9】
【特許番号】第2633498号
【登録日】平成9年(1997)4月25日
【発行日】平成9年(1997)7月23日
【国際特許分類】
【出願番号】特願平7−53906
【出願日】平成7年(1995)3月14日
【公開番号】特開平8−247749
【公開日】平成8年(1996)9月27日
【出願人】(000175261)三浦工業株式会社 (1)
【参考文献】
【文献】特開 平4−116413(JP,A)
【文献】特開 平3−150406(JP,A)
【文献】実開 平5−14818(JP,U)
【登録日】平成9年(1997)4月25日
【発行日】平成9年(1997)7月23日
【国際特許分類】
【出願日】平成7年(1995)3月14日
【公開番号】特開平8−247749
【公開日】平成8年(1996)9月27日
【出願人】(000175261)三浦工業株式会社 (1)
【参考文献】
【文献】特開 平4−116413(JP,A)
【文献】特開 平3−150406(JP,A)
【文献】実開 平5−14818(JP,U)
[ Back to top ]