
X線検査装置
【課題】差程のコストアップを招くことなく、撮像されたX線検査画像が、どの商品のX線検査画像かを直観的に把握でき、かつ、X線画像と商品との関連性の保証の確実性を高める。
【解決手段】搬送される商品MにX線を照射するX線源21と、商品Mを透過したX線Lを検出するラインセンサ22とを備え、商品Mの検査結果を得るX線検査装置1に関する。商品Mの一部であって特定情報が付された特定部位についてX線Lよりも波長の長い商品からの光を検出して特定部位を撮像する撮像手段23と、X線画像を検査した商品Mごとに記録する記録手段とを備え、撮像手段にて撮像された商品Mの特定情報が、X線Lの検査結果およびX線画像に関連付けて記録手段に記録されることを特徴とする。
【解決手段】搬送される商品MにX線を照射するX線源21と、商品Mを透過したX線Lを検出するラインセンサ22とを備え、商品Mの検査結果を得るX線検査装置1に関する。商品Mの一部であって特定情報が付された特定部位についてX線Lよりも波長の長い商品からの光を検出して特定部位を撮像する撮像手段23と、X線画像を検査した商品Mごとに記録する記録手段とを備え、撮像手段にて撮像された商品Mの特定情報が、X線Lの検査結果およびX線画像に関連付けて記録手段に記録されることを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、X線検査装置に関するものである。
【背景技術】
【0002】
従来より、X線検査装置として下記の特許文献1〜3の装置が知られている。
【特許文献1】特開2002−214357(第5頁右欄、図8)
【特許文献2】特開2003−215065(要約書)
【特許文献3】特公平8−010198号(第2頁左欄)
【発明の開示】
【発明が解決しようとする課題】
【0003】
特許文献1の装置は、X線の検査画像を商品の検査日時およびシリアル番号などと共に、記憶するものである。
特許文献2の装置はカメラを用いてX線の照射時間を制御するものである。
特許文献3の装置は撮像されたX線画像にその個別情報を記録したものである。
【0004】
しかし、特許文献1の装置にあっては、X線の検査後に、検査日時およびシリアル番号をレーザマーカにより商品に付与する必要がある。包装された商品の包装に印字するのは難しいので、同文献1の装置ではレーザマーカを使用しているが、かかるレーザマーカは極めて高価であり、しかも、印字により包材を損傷するおそれがあったり、包材の素材が限定される。
特許文献2の装置は、単にカメラを撮像手段と用いてX線の照射制御に用いているのみである。
特許文献3の装置は、その画像で対象物の特定は可能であるが、個別情報とその画像の関連性は保証されない。
【0005】
したがって、本発明のX線検査装置の目的は、差程のコストアップを招くことなく、撮像されたX線検査画像が、どの商品のX線検査画像かを直観的に把握でき、かつ、X線画像と商品との関連性の保証の確実性を高めることである。
【課題を解決するための手段】
【0006】
前記目的を達成するために、本発明のX線検査装置は、商品を搬送する搬送手段と、該搬送手段によって搬送される商品にX線を照射するX線源と、前記商品の搬送方向に概ね直交する方向に沿って配置され、商品を透過した前記X線を検出するラインセンサとを備え、前記ラインセンサから得た商品のX線画像に基づいて商品の検査結果を得るX線検査装置であって、前記商品の一部であって前記商品を特定する特定情報が付された特定部位について前記X線よりも波長の長い商品からの光を検出して前記特定部位を撮像する撮像手段と、前記X線画像を検査した商品ごとに記録する記録手段とを備え、前記撮像手段にて撮像された前記商品の特定情報が、前記X線の検査結果およびX線画像に関連付けて前記記録手段に記録されることを特徴とする。
【発明の効果】
【0007】
本発明によれば、前記特定情報が撮像された画像から、どの商品のX線画像かを直接的に把握することができる。すなわち、商品の特定情報がX線の検査結果およびX線画像に関連付けて記録されるので、特定情報とその検査結果およびX線画像との関連性の保証が確実となる。
さらに、前記商品の特定画像により、X線画像を直接的に把握することができるので、高価なレーザマーカを用いてシリアル番号を商品に付与する必要がなくなるため、差程コストアップを招くことがない。
【発明を実施するための最良の形態】
【0008】
本発明においては、前記商品にX線を照射する前に前記商品に前記特定情報を付す特定情報付与装置と、前記撮像手段による前記商品の特定情報の画像に基づいて前記特定情報付与装置による前記特定情報の付与が適正か否かを判断する判断手段ととを更に備えるのが好ましい。
本態様によれば、前記判断手段が、撮像手段によって撮像された画像に基づき、印字の掠れなどの印字品質や印字の有無など、特定情報のチェックを行うことができる。したがって、前記関連性の保証の確実性が向上する。
【0009】
本発明においては、前記撮像手段による前記商品の特定情報の画像を文字コードに変換する変換手段と、前記文字コードを前記X線画像に関連付けて前記記録手段に記録させる情報付加手段とを更に備えているのが好ましい。
ここで、前記X線画像は、ドット(点)の集合からなる画像データにより構成されている。そのため、X線画像そのもので検索を行うことは難しい。本態様によれば、商品の特定情報から変換された文字コードが前記X線画像に関連付けられているので、前記文字コードを検索することにより、当該文字コードに関連付けられたX線画像を容易に検索して抽出することができる。
【実施例1】
【0010】
以下、本発明の一実施例を図面にしたがって説明する。
全体構成:
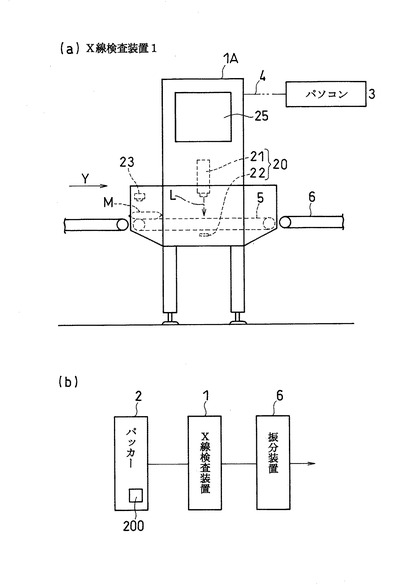
図1(a)に示すように、X線検査装置1は、装置本体1Aとパーソナルコンピュータ(パソコン)3とを備えている。装置本体1Aとパソコン3とは、通信線4によって図示しないインターフェイスを介して互いに接続されている。
【0011】
パッカー2:
図1(b)に示すように、X線検査装置1の上流には、商品Mの包装を行うパッカー2が設けられている。パッカー2は、特定情報付与装置200を備えている。特定情報付与装置200は、製造年月日や賞味期限、当該商品の商品情報に対応するバーコードなどからなる特定情報を、商品Mの包材に印字する。なお、前記バーコードは、包材の印刷時に印字されてもよい。
【0012】
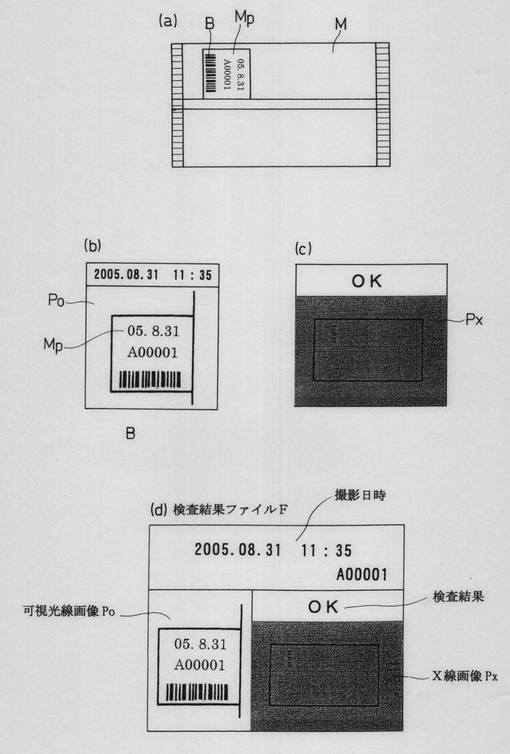
パッカー2により、内容物が、たとえばフィルムなどからなる包材により包装され、図4(a)に示すような商品Mが製造される。一方、たとえば、インクジエットプリンタなどからなる特定情報付与装置200により、製造年月日MpやバーコードBなどからなる特定情報が前記商品Mの包材に当該包装の完了前に印字される。
【0013】
ここで、特に食品などの商品には、製造年月日や賞味期限などの印字が義務付けられている。かかる印字内容と商品Mとを確実に一致させるために、前記図1(b)のパッカー2において、内容物の包装の直前に前記特定情報の印字が行われる。
【0014】
振分装置6:
図1(b)に示すX線検査装置1の下流には、不良品をラインアウトさせるための振分装置6が設けられている。
パッカー2、X線検査装置1および振分装置6は、互いに同期して運転される。振分装置6は、X線検査装置1からの振分信号を受信すると商品をラインアウトさせる。
【0015】
装置本体1A:
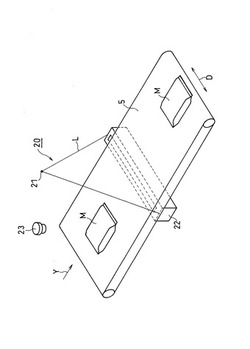
図1(a)に示すように、装置本体1A内には、コンベヤ(搬送手段)5および光学系20が設けられている。光学系20は、X線源21およびラインセンサ22を備えている。
図2に示すように、コンベヤ5は、搬送方向Yに商品Mを搬送する。前記X線源21はX線Lを発生させ、該X線Lをラインセンサ22に向って照射する。かかる照射により、コンベヤ5上を搬送される商品MにX線Lが照射される。ラインセンサ22は、商品Mの搬送方向Yに概ね直交する幅方向Dに沿って配置されており、商品Mを透過したX線Lを検出する。ラインセンサ22には、多数の画素が連続的にコンベヤ5の幅方向Dに配設されている。
【0016】
機器構成:
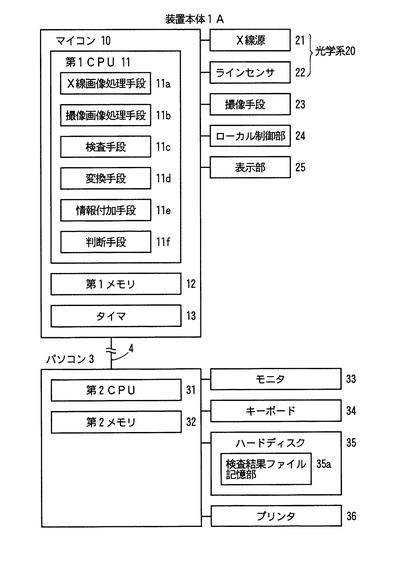
図3に示すように、装置本体1Aは、マイコン10を備えている。マイコン10には、前記光学系20を構成するX線源21およびラインセンサ22と、撮像手段23、ローカル制御部24および表示部25が接続されている。
ローカル制御部24は、コンベヤ5の運転や前記振分装置6などの動作を制御する。表示部25は、たとえば、液晶表示器かるなる。
【0017】
マイコン10は、第1CPU11、第1メモリ12および現在日時を出力するタイマ13を備えている。
第1CPU11は、X線画像処理手段11a、撮像画像処理手段11b、検査手段11c、変換手段11d、情報付加手段11eおよび判断手段11fなどを備えている。
第1メモリ12には、後述する閾値などが予め記憶されている。
【0018】
X線画像処理手段11a:
X線画像処理手段11aは、前記ラインセンサ22からの出力を受信順に連続的に処理することより、透過X線の量に応じた明暗の分布を有するX線画像Px(図4(c))を作成する。
【0019】
検査手段11c:
検査手段11cは、当該X線画像Pxに基づき、周辺の部位に対して明度の大きく異なる部位があるか否かを判別することで、当該商品Mに異物が付着しているか否か、あるいは、商品に欠けがあるか否かなどの商品の検査を行う。検査手段11cの検査の結果、当該商品Mが不良品であると判断した場合には、第1CPU11が振分装置6に振分信号を送信し、振分装置6により当該不良商品がラインアウトされる。
【0020】
撮像手段23:
前記撮像手段23は、たとえばCCD(電荷結合素子:charge coupled device )を備えたCCDカメラで構成されている。図2に示すように、撮像手段23は前記X線の光学系20の上流側においてコンベヤ5に向けて固定されている。撮像手段23は、X線よりも波長の長い、たとえば可視光線により商品Mの像を撮像した撮像信号を、図3のマイコン10に送る。
【0021】
撮像画像処理手段11b:
撮像画像処理手段11bは、撮像手段23から撮像信号を受け取ると、当該撮像信号に基づき、図4(b)に示す可視光線画像Poを作成する。前記撮像手段23は、所定のタイミングで撮像を行うことで、図4(a)に示す製造年月日MpやバーコードBなどの前記特定情報が印字された特定部位について撮像を行う。
【0022】
判断手段11f:
判断手段11fは、前記特定情報が撮像された可視光線画像Poに基づいて、前記特定情報付与装置200による当該特定情報の付与が適正か否かの判断を行う。図3の判断手段11fは、第1メモリ12から前記閾値を読み出し、前記特定情報の印字部分(製造年月日MpやバーコードBなど)の一部または全部が所定の閾値よりも薄い場合には、前記特定情報の付与(印字)が不適当であると判断する。特定情報の印字が不適当であると判断した場合には、第1CPU11は、振分装置6に当該商品Mをラインアウトさせる。
【0023】
このように、判断手段11fが印字の濃度や掠れを判断することにより、特定情報付与装置200による特定情報の印字品質等のチェックを行うことができる。
【0024】
変換手段11d:
前記変換手段11dは、撮像手段23によって撮像された図4(b)の可視光線画像Poに基づき、当該可視光線画像Po内のバーコード画像を読み取ることにより、当該バーコード画像を複数の文字コードで構成された文字情報からなる商品情報に変換する。
【0025】
ここで、「文字コード」とは、特定の文字に対応して決められた、いわゆる「キャラクタコード」のことをいい、文字コードのコード体系としては、たとえば、ASCIIやJISなどのコード体系を用いることができる。
また、特定情報の画像から文字コードへの変換方法としては、たとえば、撮像手段によって撮像されたバーコード画像から、バーの太さや配列を検出することにより、バーコードを読み取ることで文字コードに変換したり、あるいは、撮像された文字画像をOCR(Optical Character Recognition )を用いて文字コードに変換する方法などを用いることができる。
【0026】
情報付加手段11e:
情報付加手段11eは、商品Mの可視光線画像Poと、当該商品MのX線画像Pxとを互いに関連付けると共に、両画像に、当該可視光線画像PoのバーコードBから変換された商品情報や、前記撮像日時からなる文字情報を付加して、図4(d)に示す検査結果ファイルFを商品M毎に作成する。マイコン10は、検査手段11cおよび判断手段11fによって良品と判断された商品Mに対応する前記検査結果ファイルFを商品Mごとにパソコン3に送信する。
【0027】
したがって、検査結果ファイルFには、可視光線画像PoおよびX線画像Pxを構成するドットの集合からなる画像情報と、商品情報や撮像日時を構成する文字情報とが1つのファイルに収容されている。
【0028】
なお、前記検査結果ファイルFのファイル形式としては、画像情報と文字情報とが同一ファイル内に収容可能な形式であればよく、たとえば、いわゆるPDF(Portable Document Format)ファイル形式を採用することができる。
【0029】
パソコン3:
図3のパソコン3は、第2CPU31および第2メモリ32を備えている。
パソコン3には、モニタ33、キーボード34、いわゆるハードディスク(記録手段)35およびプリンタ36などが接続されている。ハードディスク35には、検査結果ファイル記憶部35aが設けられている。
【0030】
パソコン3は、装置本体1Aの第1CPU11から前記検査結果ファイルFを受信すると、第2CPU31が、前記ファイル記憶部35aに当該検査結果ファイルFを記録させる。前記ファイル記憶部35aには、装置本体1Aから送信された商品Mごとの検査結果ファイルFが順次記録される。
【0031】
第2CPU31は、前記ファイル記憶部35aに記憶された各検査結果ファイルF内の文字コードを検索することにより、検索対象の複数の文字コードからなる文字列に一致する文字列の収容された検査結果ファイルFを抽出することが可能である。
【0032】
X線検査方法:
図1(b)のパッカー2が商品Mの包装を行うと共に、当該包装前に前記特定情報付与装置200が当該商品Mの包材に特定情報を付して、図4(a)の商品Mを製造し、図1(b)の下流のX線検査装置1に商品Mを搬送する。
【0033】
図1(a)に示すコンベヤ5により商品Mが装置本体1A内に搬送され、撮像手段23の下方を通過する所定のタイミングで、該撮像手段23が商品Mの特定部分の撮影を行う。撮像画像処理手段11bは、撮像手段23からの撮像信号に基づき、図4(b)に示す可視光線画像Poを作成する。一方、タイマ13が、当該商品Mの撮像日時を第1CPU11に送る。
【0034】
判断手段11fは、撮像画像処理手段11bにより作成された図4(b)の可視光線画像Poに基づき、製造年月日MpやバーコードBなどの特定情報の印字部分の掠れや有無などの検査を行う。判断手段11fの検査の結果、当該特定情報の付与が適正でないと判断した場合には、第1CPU11が振分装置6に振分信号を送信し、振分装置6により商品Mがラインアウトされる。
【0035】
一方、変換手段11dは、前記可視光線画像PoのバーコードBの画像を読み取り、商品情報に変換する。前記商品情報は、複数の文字コードからなる文字ないし記号の情報で構成されている。
【0036】
その後、図1(a)の商品MはX線の光学系20に搬送され、図3のX線画像処理手段11aが、ラインセンサ22からの出力を受信順に連続的に処理することにより、図4(c)に示す当該商品MのX線画像Pxを作成する。第1CPU11は、表示部25に当該X線画像Pxを表示させる。
【0037】
検査手段11c(図3)は、当該X線画像Pxに基づき、当該商品Mに異物が付着していないかや、商品に欠けがないかなどの商品の検査を行う。図3の検査手段11cによる商品検査の結果、当該商品Mが不良であると判断した場合には、第1CPU11が図1の振分装置6に振分信号を送信し、振分装置6により当該商品Mがラインアウトされる。
【0038】
その後、図3の情報付加手段11eが、良品と判断された商品Mについて、図4の前記可視光線画像PoとX線画像Pxとを互いに関連付けると共に、両画像に、変換手段11d(図3)が変換したバーコードBの商品情報や、タイマ13からの撮影日時などの文字情報を付加して、図4(d)に示す検査結果ファイルFが作成される。図3のマイコン10は、当該検査結果ファイルF(図4(d))をパソコン3に送信する。
パソコン3は、受信した検査結果ファイルFを前記ファイル記憶部35aに記録させる。
【0039】
装置本体1Aが、搬送される商品Mごとに検査結果ファイルFを作成し、パソコン3に送信することにより、パソコン3のファイル記憶部35aには、装置本体1Aが検査を行った良品の商品Mごとの検査結果ファイルFが順次記録される。
【0040】
作業者は、必要に応じて前記商品情報や撮影日時などを文字コードに基づいて各検査結果ファイルFから検索する。すなわち、作業者によりマイコン10のキーボード34から、検索対象の複数の文字コードからなる文字列が入力されると、マイコン10の第2CPU31は、検査結果ファイルFから当該文字列に一致する文字列を検索し、該文字列を有する検査結果ファイルFを抽出して、モニタ33に表示させる。
【0041】
このように、検査結果ファイルFには、画像情報と文字情報とが互いに関連付けられて収容されているので、検査結果ファイルF内の文字情報を検索することにより、当該文字情報に対応する可視光線画像PoやX線画像Pxを容易に検索することができる。
【0042】
なお、商品コードは、必ずしも文字コードに変換する必要はない。この場合、図4(d)のファイルに商品情報を別途入力して、当該情報を機械検索してもよいし、あるいは、可視光線画像Poをオペレータが検索して該当の商品を探してもよい。
【0043】
なお、前述の実施例では、装置本体1Aにおいて、画像情報と文字情報とを互いに関連付けて収容した検査結果ファイルFを作成することとしたが、装置本体1Aからパソコン3に可視光線画像Po、X線画像Pxおよび文字情報を別々に送信し、パソコン3において、当該商品Mに対応する画像Po,Pxと文字情報とを1つのファイルにまとめて検査結果ファイルFを作成するようにしてもよい。
【0044】
また、前述の実施例では、画像情報と文字情報とが1つの検査結果ファイルF内に収容されることとしたが、画像情報のみの検査結果ファイルFを作成し、当該ファイルFのファイル名に、前記商品情報や撮影日時などの文字情報を付与するようにしてもよい。
【0045】
また、検査を行う各商品M毎に製造番号(シリアルNo. )を付与し、当該製造番号を商品情報や撮像日時と共に文字情報として検査結果ファイルFに収容してもよい。
【0046】
また、前記変換手段11dは、可視光線画像Poの特定情報が印字された部分について、OCR(Optical Character Recognition )を用いて文字コードに変換するようにしてもよい。
かかる場合には、判断手段11fが、予め記憶された当該商品Mに対応する特定情報と、可視光線画像Poから変換された製造年月日Mpなどの特定情報を比較することにより、特定情報の付与が適正か否かの判別を行うことができる。
たとえば、印字の掠れなどにより、「7」が「1」に見えるような場合、第1メモリ12から読み出した特定情報と、可視光線画像PoからOCRを用いて変換した特定情報との照合を行うことで、商品Mへの特定情報の付与が適正か否かの判別を行うことが可能となる。
【0047】
また、前述の実施例では、良品についての商品Mの検査結果ファイルFのみをマイコン10のファイル記憶部35aに記録することとしたが、全ての商品Mについての検査結果ファイルFをファイル記憶部35aに記録してもよい。
【0048】
さらに、記録手段としては、検査結果ファイルFを記録し得る装置であればよく、たとえば、ハードディスクの他に、半導体メモリや光磁気ディスクドライブなどを用いてもよい。
また、必ずしも、別途、パソコン3を設ける必要はなく、装置本体1A内に記録手段を設けてもよい。
【0049】
また、「X線よりも波長の長い商品からの光」としては、たとえば、赤外線、可視光線、紫外線などを用いることができる。
また、「特定情報付与装置」としては、インクジェットプリンタの他に、版による印刷や、熱転写プリンタ、ラベルプリンタ等を用いることができる。ラベルプリンタを採用した場合には、該ラベルプリンタによって印字されたラベルが商品に貼付される。
【産業上の利用可能性】
【0050】
本発明は、商品の検査を行うX線検査装置に適用することができる。
【図面の簡単な説明】
【0051】
【図1】(a)は本発明の実施例1にかかるX線検査装置の概略側面図、(b)は商品の製造ラインを示す模式図である。
【図2】X線検査装置の内部を示す概略斜視図である。
【図3】X線検査装置を示す概略構成図である。
【図4】(a)は商品の概略平面図、(b)は可視光線画像を示す概略正面図、(c)はX線画像を示す概略正面図、(d)は検査結果ファイルの内容を示す模式図である。
【符号の説明】
【0052】
1:X線検査装置
5:コンベヤ(搬送手段)
11d:変換手段
11e:情報付加手段
11f:判断手段
21:X線源
22:ラインセンサ
23:撮像手段
35:ハードディスク(記録手段の一例)
200:特定情報付与装置
M:商品
L:X線
Px:X線画像
【技術分野】
【0001】
本発明は、X線検査装置に関するものである。
【背景技術】
【0002】
従来より、X線検査装置として下記の特許文献1〜3の装置が知られている。
【特許文献1】特開2002−214357(第5頁右欄、図8)
【特許文献2】特開2003−215065(要約書)
【特許文献3】特公平8−010198号(第2頁左欄)
【発明の開示】
【発明が解決しようとする課題】
【0003】
特許文献1の装置は、X線の検査画像を商品の検査日時およびシリアル番号などと共に、記憶するものである。
特許文献2の装置はカメラを用いてX線の照射時間を制御するものである。
特許文献3の装置は撮像されたX線画像にその個別情報を記録したものである。
【0004】
しかし、特許文献1の装置にあっては、X線の検査後に、検査日時およびシリアル番号をレーザマーカにより商品に付与する必要がある。包装された商品の包装に印字するのは難しいので、同文献1の装置ではレーザマーカを使用しているが、かかるレーザマーカは極めて高価であり、しかも、印字により包材を損傷するおそれがあったり、包材の素材が限定される。
特許文献2の装置は、単にカメラを撮像手段と用いてX線の照射制御に用いているのみである。
特許文献3の装置は、その画像で対象物の特定は可能であるが、個別情報とその画像の関連性は保証されない。
【0005】
したがって、本発明のX線検査装置の目的は、差程のコストアップを招くことなく、撮像されたX線検査画像が、どの商品のX線検査画像かを直観的に把握でき、かつ、X線画像と商品との関連性の保証の確実性を高めることである。
【課題を解決するための手段】
【0006】
前記目的を達成するために、本発明のX線検査装置は、商品を搬送する搬送手段と、該搬送手段によって搬送される商品にX線を照射するX線源と、前記商品の搬送方向に概ね直交する方向に沿って配置され、商品を透過した前記X線を検出するラインセンサとを備え、前記ラインセンサから得た商品のX線画像に基づいて商品の検査結果を得るX線検査装置であって、前記商品の一部であって前記商品を特定する特定情報が付された特定部位について前記X線よりも波長の長い商品からの光を検出して前記特定部位を撮像する撮像手段と、前記X線画像を検査した商品ごとに記録する記録手段とを備え、前記撮像手段にて撮像された前記商品の特定情報が、前記X線の検査結果およびX線画像に関連付けて前記記録手段に記録されることを特徴とする。
【発明の効果】
【0007】
本発明によれば、前記特定情報が撮像された画像から、どの商品のX線画像かを直接的に把握することができる。すなわち、商品の特定情報がX線の検査結果およびX線画像に関連付けて記録されるので、特定情報とその検査結果およびX線画像との関連性の保証が確実となる。
さらに、前記商品の特定画像により、X線画像を直接的に把握することができるので、高価なレーザマーカを用いてシリアル番号を商品に付与する必要がなくなるため、差程コストアップを招くことがない。
【発明を実施するための最良の形態】
【0008】
本発明においては、前記商品にX線を照射する前に前記商品に前記特定情報を付す特定情報付与装置と、前記撮像手段による前記商品の特定情報の画像に基づいて前記特定情報付与装置による前記特定情報の付与が適正か否かを判断する判断手段ととを更に備えるのが好ましい。
本態様によれば、前記判断手段が、撮像手段によって撮像された画像に基づき、印字の掠れなどの印字品質や印字の有無など、特定情報のチェックを行うことができる。したがって、前記関連性の保証の確実性が向上する。
【0009】
本発明においては、前記撮像手段による前記商品の特定情報の画像を文字コードに変換する変換手段と、前記文字コードを前記X線画像に関連付けて前記記録手段に記録させる情報付加手段とを更に備えているのが好ましい。
ここで、前記X線画像は、ドット(点)の集合からなる画像データにより構成されている。そのため、X線画像そのもので検索を行うことは難しい。本態様によれば、商品の特定情報から変換された文字コードが前記X線画像に関連付けられているので、前記文字コードを検索することにより、当該文字コードに関連付けられたX線画像を容易に検索して抽出することができる。
【実施例1】
【0010】
以下、本発明の一実施例を図面にしたがって説明する。
全体構成:
図1(a)に示すように、X線検査装置1は、装置本体1Aとパーソナルコンピュータ(パソコン)3とを備えている。装置本体1Aとパソコン3とは、通信線4によって図示しないインターフェイスを介して互いに接続されている。
【0011】
パッカー2:
図1(b)に示すように、X線検査装置1の上流には、商品Mの包装を行うパッカー2が設けられている。パッカー2は、特定情報付与装置200を備えている。特定情報付与装置200は、製造年月日や賞味期限、当該商品の商品情報に対応するバーコードなどからなる特定情報を、商品Mの包材に印字する。なお、前記バーコードは、包材の印刷時に印字されてもよい。
【0012】
パッカー2により、内容物が、たとえばフィルムなどからなる包材により包装され、図4(a)に示すような商品Mが製造される。一方、たとえば、インクジエットプリンタなどからなる特定情報付与装置200により、製造年月日MpやバーコードBなどからなる特定情報が前記商品Mの包材に当該包装の完了前に印字される。
【0013】
ここで、特に食品などの商品には、製造年月日や賞味期限などの印字が義務付けられている。かかる印字内容と商品Mとを確実に一致させるために、前記図1(b)のパッカー2において、内容物の包装の直前に前記特定情報の印字が行われる。
【0014】
振分装置6:
図1(b)に示すX線検査装置1の下流には、不良品をラインアウトさせるための振分装置6が設けられている。
パッカー2、X線検査装置1および振分装置6は、互いに同期して運転される。振分装置6は、X線検査装置1からの振分信号を受信すると商品をラインアウトさせる。
【0015】
装置本体1A:
図1(a)に示すように、装置本体1A内には、コンベヤ(搬送手段)5および光学系20が設けられている。光学系20は、X線源21およびラインセンサ22を備えている。
図2に示すように、コンベヤ5は、搬送方向Yに商品Mを搬送する。前記X線源21はX線Lを発生させ、該X線Lをラインセンサ22に向って照射する。かかる照射により、コンベヤ5上を搬送される商品MにX線Lが照射される。ラインセンサ22は、商品Mの搬送方向Yに概ね直交する幅方向Dに沿って配置されており、商品Mを透過したX線Lを検出する。ラインセンサ22には、多数の画素が連続的にコンベヤ5の幅方向Dに配設されている。
【0016】
機器構成:
図3に示すように、装置本体1Aは、マイコン10を備えている。マイコン10には、前記光学系20を構成するX線源21およびラインセンサ22と、撮像手段23、ローカル制御部24および表示部25が接続されている。
ローカル制御部24は、コンベヤ5の運転や前記振分装置6などの動作を制御する。表示部25は、たとえば、液晶表示器かるなる。
【0017】
マイコン10は、第1CPU11、第1メモリ12および現在日時を出力するタイマ13を備えている。
第1CPU11は、X線画像処理手段11a、撮像画像処理手段11b、検査手段11c、変換手段11d、情報付加手段11eおよび判断手段11fなどを備えている。
第1メモリ12には、後述する閾値などが予め記憶されている。
【0018】
X線画像処理手段11a:
X線画像処理手段11aは、前記ラインセンサ22からの出力を受信順に連続的に処理することより、透過X線の量に応じた明暗の分布を有するX線画像Px(図4(c))を作成する。
【0019】
検査手段11c:
検査手段11cは、当該X線画像Pxに基づき、周辺の部位に対して明度の大きく異なる部位があるか否かを判別することで、当該商品Mに異物が付着しているか否か、あるいは、商品に欠けがあるか否かなどの商品の検査を行う。検査手段11cの検査の結果、当該商品Mが不良品であると判断した場合には、第1CPU11が振分装置6に振分信号を送信し、振分装置6により当該不良商品がラインアウトされる。
【0020】
撮像手段23:
前記撮像手段23は、たとえばCCD(電荷結合素子:charge coupled device )を備えたCCDカメラで構成されている。図2に示すように、撮像手段23は前記X線の光学系20の上流側においてコンベヤ5に向けて固定されている。撮像手段23は、X線よりも波長の長い、たとえば可視光線により商品Mの像を撮像した撮像信号を、図3のマイコン10に送る。
【0021】
撮像画像処理手段11b:
撮像画像処理手段11bは、撮像手段23から撮像信号を受け取ると、当該撮像信号に基づき、図4(b)に示す可視光線画像Poを作成する。前記撮像手段23は、所定のタイミングで撮像を行うことで、図4(a)に示す製造年月日MpやバーコードBなどの前記特定情報が印字された特定部位について撮像を行う。
【0022】
判断手段11f:
判断手段11fは、前記特定情報が撮像された可視光線画像Poに基づいて、前記特定情報付与装置200による当該特定情報の付与が適正か否かの判断を行う。図3の判断手段11fは、第1メモリ12から前記閾値を読み出し、前記特定情報の印字部分(製造年月日MpやバーコードBなど)の一部または全部が所定の閾値よりも薄い場合には、前記特定情報の付与(印字)が不適当であると判断する。特定情報の印字が不適当であると判断した場合には、第1CPU11は、振分装置6に当該商品Mをラインアウトさせる。
【0023】
このように、判断手段11fが印字の濃度や掠れを判断することにより、特定情報付与装置200による特定情報の印字品質等のチェックを行うことができる。
【0024】
変換手段11d:
前記変換手段11dは、撮像手段23によって撮像された図4(b)の可視光線画像Poに基づき、当該可視光線画像Po内のバーコード画像を読み取ることにより、当該バーコード画像を複数の文字コードで構成された文字情報からなる商品情報に変換する。
【0025】
ここで、「文字コード」とは、特定の文字に対応して決められた、いわゆる「キャラクタコード」のことをいい、文字コードのコード体系としては、たとえば、ASCIIやJISなどのコード体系を用いることができる。
また、特定情報の画像から文字コードへの変換方法としては、たとえば、撮像手段によって撮像されたバーコード画像から、バーの太さや配列を検出することにより、バーコードを読み取ることで文字コードに変換したり、あるいは、撮像された文字画像をOCR(Optical Character Recognition )を用いて文字コードに変換する方法などを用いることができる。
【0026】
情報付加手段11e:
情報付加手段11eは、商品Mの可視光線画像Poと、当該商品MのX線画像Pxとを互いに関連付けると共に、両画像に、当該可視光線画像PoのバーコードBから変換された商品情報や、前記撮像日時からなる文字情報を付加して、図4(d)に示す検査結果ファイルFを商品M毎に作成する。マイコン10は、検査手段11cおよび判断手段11fによって良品と判断された商品Mに対応する前記検査結果ファイルFを商品Mごとにパソコン3に送信する。
【0027】
したがって、検査結果ファイルFには、可視光線画像PoおよびX線画像Pxを構成するドットの集合からなる画像情報と、商品情報や撮像日時を構成する文字情報とが1つのファイルに収容されている。
【0028】
なお、前記検査結果ファイルFのファイル形式としては、画像情報と文字情報とが同一ファイル内に収容可能な形式であればよく、たとえば、いわゆるPDF(Portable Document Format)ファイル形式を採用することができる。
【0029】
パソコン3:
図3のパソコン3は、第2CPU31および第2メモリ32を備えている。
パソコン3には、モニタ33、キーボード34、いわゆるハードディスク(記録手段)35およびプリンタ36などが接続されている。ハードディスク35には、検査結果ファイル記憶部35aが設けられている。
【0030】
パソコン3は、装置本体1Aの第1CPU11から前記検査結果ファイルFを受信すると、第2CPU31が、前記ファイル記憶部35aに当該検査結果ファイルFを記録させる。前記ファイル記憶部35aには、装置本体1Aから送信された商品Mごとの検査結果ファイルFが順次記録される。
【0031】
第2CPU31は、前記ファイル記憶部35aに記憶された各検査結果ファイルF内の文字コードを検索することにより、検索対象の複数の文字コードからなる文字列に一致する文字列の収容された検査結果ファイルFを抽出することが可能である。
【0032】
X線検査方法:
図1(b)のパッカー2が商品Mの包装を行うと共に、当該包装前に前記特定情報付与装置200が当該商品Mの包材に特定情報を付して、図4(a)の商品Mを製造し、図1(b)の下流のX線検査装置1に商品Mを搬送する。
【0033】
図1(a)に示すコンベヤ5により商品Mが装置本体1A内に搬送され、撮像手段23の下方を通過する所定のタイミングで、該撮像手段23が商品Mの特定部分の撮影を行う。撮像画像処理手段11bは、撮像手段23からの撮像信号に基づき、図4(b)に示す可視光線画像Poを作成する。一方、タイマ13が、当該商品Mの撮像日時を第1CPU11に送る。
【0034】
判断手段11fは、撮像画像処理手段11bにより作成された図4(b)の可視光線画像Poに基づき、製造年月日MpやバーコードBなどの特定情報の印字部分の掠れや有無などの検査を行う。判断手段11fの検査の結果、当該特定情報の付与が適正でないと判断した場合には、第1CPU11が振分装置6に振分信号を送信し、振分装置6により商品Mがラインアウトされる。
【0035】
一方、変換手段11dは、前記可視光線画像PoのバーコードBの画像を読み取り、商品情報に変換する。前記商品情報は、複数の文字コードからなる文字ないし記号の情報で構成されている。
【0036】
その後、図1(a)の商品MはX線の光学系20に搬送され、図3のX線画像処理手段11aが、ラインセンサ22からの出力を受信順に連続的に処理することにより、図4(c)に示す当該商品MのX線画像Pxを作成する。第1CPU11は、表示部25に当該X線画像Pxを表示させる。
【0037】
検査手段11c(図3)は、当該X線画像Pxに基づき、当該商品Mに異物が付着していないかや、商品に欠けがないかなどの商品の検査を行う。図3の検査手段11cによる商品検査の結果、当該商品Mが不良であると判断した場合には、第1CPU11が図1の振分装置6に振分信号を送信し、振分装置6により当該商品Mがラインアウトされる。
【0038】
その後、図3の情報付加手段11eが、良品と判断された商品Mについて、図4の前記可視光線画像PoとX線画像Pxとを互いに関連付けると共に、両画像に、変換手段11d(図3)が変換したバーコードBの商品情報や、タイマ13からの撮影日時などの文字情報を付加して、図4(d)に示す検査結果ファイルFが作成される。図3のマイコン10は、当該検査結果ファイルF(図4(d))をパソコン3に送信する。
パソコン3は、受信した検査結果ファイルFを前記ファイル記憶部35aに記録させる。
【0039】
装置本体1Aが、搬送される商品Mごとに検査結果ファイルFを作成し、パソコン3に送信することにより、パソコン3のファイル記憶部35aには、装置本体1Aが検査を行った良品の商品Mごとの検査結果ファイルFが順次記録される。
【0040】
作業者は、必要に応じて前記商品情報や撮影日時などを文字コードに基づいて各検査結果ファイルFから検索する。すなわち、作業者によりマイコン10のキーボード34から、検索対象の複数の文字コードからなる文字列が入力されると、マイコン10の第2CPU31は、検査結果ファイルFから当該文字列に一致する文字列を検索し、該文字列を有する検査結果ファイルFを抽出して、モニタ33に表示させる。
【0041】
このように、検査結果ファイルFには、画像情報と文字情報とが互いに関連付けられて収容されているので、検査結果ファイルF内の文字情報を検索することにより、当該文字情報に対応する可視光線画像PoやX線画像Pxを容易に検索することができる。
【0042】
なお、商品コードは、必ずしも文字コードに変換する必要はない。この場合、図4(d)のファイルに商品情報を別途入力して、当該情報を機械検索してもよいし、あるいは、可視光線画像Poをオペレータが検索して該当の商品を探してもよい。
【0043】
なお、前述の実施例では、装置本体1Aにおいて、画像情報と文字情報とを互いに関連付けて収容した検査結果ファイルFを作成することとしたが、装置本体1Aからパソコン3に可視光線画像Po、X線画像Pxおよび文字情報を別々に送信し、パソコン3において、当該商品Mに対応する画像Po,Pxと文字情報とを1つのファイルにまとめて検査結果ファイルFを作成するようにしてもよい。
【0044】
また、前述の実施例では、画像情報と文字情報とが1つの検査結果ファイルF内に収容されることとしたが、画像情報のみの検査結果ファイルFを作成し、当該ファイルFのファイル名に、前記商品情報や撮影日時などの文字情報を付与するようにしてもよい。
【0045】
また、検査を行う各商品M毎に製造番号(シリアルNo. )を付与し、当該製造番号を商品情報や撮像日時と共に文字情報として検査結果ファイルFに収容してもよい。
【0046】
また、前記変換手段11dは、可視光線画像Poの特定情報が印字された部分について、OCR(Optical Character Recognition )を用いて文字コードに変換するようにしてもよい。
かかる場合には、判断手段11fが、予め記憶された当該商品Mに対応する特定情報と、可視光線画像Poから変換された製造年月日Mpなどの特定情報を比較することにより、特定情報の付与が適正か否かの判別を行うことができる。
たとえば、印字の掠れなどにより、「7」が「1」に見えるような場合、第1メモリ12から読み出した特定情報と、可視光線画像PoからOCRを用いて変換した特定情報との照合を行うことで、商品Mへの特定情報の付与が適正か否かの判別を行うことが可能となる。
【0047】
また、前述の実施例では、良品についての商品Mの検査結果ファイルFのみをマイコン10のファイル記憶部35aに記録することとしたが、全ての商品Mについての検査結果ファイルFをファイル記憶部35aに記録してもよい。
【0048】
さらに、記録手段としては、検査結果ファイルFを記録し得る装置であればよく、たとえば、ハードディスクの他に、半導体メモリや光磁気ディスクドライブなどを用いてもよい。
また、必ずしも、別途、パソコン3を設ける必要はなく、装置本体1A内に記録手段を設けてもよい。
【0049】
また、「X線よりも波長の長い商品からの光」としては、たとえば、赤外線、可視光線、紫外線などを用いることができる。
また、「特定情報付与装置」としては、インクジェットプリンタの他に、版による印刷や、熱転写プリンタ、ラベルプリンタ等を用いることができる。ラベルプリンタを採用した場合には、該ラベルプリンタによって印字されたラベルが商品に貼付される。
【産業上の利用可能性】
【0050】
本発明は、商品の検査を行うX線検査装置に適用することができる。
【図面の簡単な説明】
【0051】
【図1】(a)は本発明の実施例1にかかるX線検査装置の概略側面図、(b)は商品の製造ラインを示す模式図である。
【図2】X線検査装置の内部を示す概略斜視図である。
【図3】X線検査装置を示す概略構成図である。
【図4】(a)は商品の概略平面図、(b)は可視光線画像を示す概略正面図、(c)はX線画像を示す概略正面図、(d)は検査結果ファイルの内容を示す模式図である。
【符号の説明】
【0052】
1:X線検査装置
5:コンベヤ(搬送手段)
11d:変換手段
11e:情報付加手段
11f:判断手段
21:X線源
22:ラインセンサ
23:撮像手段
35:ハードディスク(記録手段の一例)
200:特定情報付与装置
M:商品
L:X線
Px:X線画像
【特許請求の範囲】
【請求項1】
商品を搬送する搬送手段と、該搬送手段によって搬送される商品にX線を照射するX線源と、前記商品の搬送方向に概ね直交する方向に沿って配置され、商品を透過した前記X線を検出するラインセンサとを備え、前記ラインセンサから得た商品のX線画像に基づいて商品の検査結果を得るX線検査装置であって、
前記商品の一部であって前記商品を特定する特定情報が付された特定部位について前記X線よりも波長の長い商品からの光を検出して前記特定部位を撮像する撮像手段と、
前記X線画像を検査した商品ごとに記録する記録手段とを備え、
前記撮像手段にて撮像された前記商品の特定情報が、前記X線の検査結果およびX線画像に関連付けて前記記録手段に記録されることを特徴とするX線検査装置。
【請求項2】
請求項1に記載のX線検査装置であって、
前記商品にX線を照射する前に前記商品に前記特定情報を付す特定情報付与装置と、
前記撮像手段による前記商品の特定情報の画像に基づいて前記特定情報付与装置による前記特定情報の付与が適正か否かを判断する判断手段とを更に備えることを特徴とするX線検査装置。
【請求項3】
請求項2に記載のX線検査装置であって、
前記撮像手段による前記商品の特定情報の画像を文字コードに変換する変換手段と、
前記文字コードを前記X線画像に関連付けて前記記録手段に記録させる情報付加手段とを更に備えることを特徴とするX線検査装置。
【請求項1】
商品を搬送する搬送手段と、該搬送手段によって搬送される商品にX線を照射するX線源と、前記商品の搬送方向に概ね直交する方向に沿って配置され、商品を透過した前記X線を検出するラインセンサとを備え、前記ラインセンサから得た商品のX線画像に基づいて商品の検査結果を得るX線検査装置であって、
前記商品の一部であって前記商品を特定する特定情報が付された特定部位について前記X線よりも波長の長い商品からの光を検出して前記特定部位を撮像する撮像手段と、
前記X線画像を検査した商品ごとに記録する記録手段とを備え、
前記撮像手段にて撮像された前記商品の特定情報が、前記X線の検査結果およびX線画像に関連付けて前記記録手段に記録されることを特徴とするX線検査装置。
【請求項2】
請求項1に記載のX線検査装置であって、
前記商品にX線を照射する前に前記商品に前記特定情報を付す特定情報付与装置と、
前記撮像手段による前記商品の特定情報の画像に基づいて前記特定情報付与装置による前記特定情報の付与が適正か否かを判断する判断手段とを更に備えることを特徴とするX線検査装置。
【請求項3】
請求項2に記載のX線検査装置であって、
前記撮像手段による前記商品の特定情報の画像を文字コードに変換する変換手段と、
前記文字コードを前記X線画像に関連付けて前記記録手段に記録させる情報付加手段とを更に備えることを特徴とするX線検査装置。
【図1】


【図2】

【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2007−93511(P2007−93511A)
【公開日】平成19年4月12日(2007.4.12)
【国際特許分類】
【出願番号】特願2005−286128(P2005−286128)
【出願日】平成17年9月30日(2005.9.30)
【出願人】(000147833)株式会社イシダ (859)
【Fターム(参考)】
【公開日】平成19年4月12日(2007.4.12)
【国際特許分類】
【出願日】平成17年9月30日(2005.9.30)
【出願人】(000147833)株式会社イシダ (859)
【Fターム(参考)】
[ Back to top ]