
X線検査装置
【課題】装置の運転途中でも搬送ベルトの蛇行検知および速度検出を行うことができるX線検査装置を提供する。
【解決手段】物品Mを搬送する搬送ベルト5と、該搬送ベルト5によって搬送される物品MにX線を照射するX線源21と、物品Mを透過したX線Lを検出するラインセンサ22とを備えたX線検査装置に関する。搬送ベルト5におけるラインセンサ22にX線Lが受光され得る領域の一部分に搬送ベルト5の他の部分とはX線透過率が異なる異透過領域15を形成する。
【解決手段】物品Mを搬送する搬送ベルト5と、該搬送ベルト5によって搬送される物品MにX線を照射するX線源21と、物品Mを透過したX線Lを検出するラインセンサ22とを備えたX線検査装置に関する。搬送ベルト5におけるラインセンサ22にX線Lが受光され得る領域の一部分に搬送ベルト5の他の部分とはX線透過率が異なる異透過領域15を形成する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、X線検査装置に関する。
【背景技術】
【0002】
X線検査装置では、搬送手段としてベルトコンベヤが用いられるが、搬送ベルトが蛇行すると、搬送ベルトが外れるおそれがある。また、搬送ベルトの速度を所定の一定の速度に保持することは、物品の先端の位置出しの予測などに役立つ。さらに、X線の実質的な照射量を一定にするために、コンベヤの速度を予め設定された速度で運転されるのが好ましい。
【0003】
特許文献1の方法では、容積の異なる既知の異物試料をコンベア上に積載して搬送し、当該試料に対する検査情報に基づいて、ラインセンサの検出感度の補正を行っている。
【特許文献1】特開2003−23752(要約)
【0004】
しかし、前記特許文献1の発明では、蛇行検知も速度検出のいずれについてもなされていない。また、別途、異物試料を用意する必要があると共に、一旦、通常運転を停止させた後に当該試料の検出を行う必要がある。
【発明の開示】
【発明が解決しようとする課題】
【0005】
したがって、本発明の目的は、装置の運転途中でも搬送ベルトの蛇行検知および速度検出を行うことができるX線検査装置を提供することである。
【課題を解決するための手段】
【0006】
前記目的を達成するために、本発明のX線検査装置は、物品を搬送する搬送ベルトと、該搬送ベルトによって搬送される物品にX線を照射するX線源と、前記物品を透過した前記X線を検出するラインセンサとを備えたX線検査装置であって、前記搬送ベルトにおける前記ラインセンサに前記X線が受光され得る領域の一部分に前記搬送ベルトの他の部分とはX線透過率が異なる異透過領域が形成されていることを特徴とする。
【発明の効果】
【0007】
本発明によれば、異透過領域にもX線が照射され、この異透過領域がラインセンサを介して検出される。
【0008】
本発明の好ましい実施態様においては、前記異透過領域が前記搬送ベルトの幅方向の一部に設けられ、前記ラインセンサで検出された前記異透過領域の幅方向の位置の変化に基づき、前記搬送ベルトの蛇行を検出する蛇行検出手段を更に備えたことを特徴とする。
【0009】
前記ラインセンサが異透過領域を検出した際に前回以前に検出された異透過領域の幅方向の位置(ラインセンサの検出アドレス)と、今回検出された異透過領域の幅方向との位置との偏差を所定の閾値と比較することにより、搬送ベルトの蛇行が検出される。
このように、蛇行を検出することにより、搬送ベルトが蛇行して外れるのを未然に防止することができる。
【0010】
本発明の別の好ましい実施態様においては、前記異透過領域が前記搬送ベルトの搬送方向の一部に設けられ、前記ラインセンサで検出された前記異透過領域の検出頻度と予め設定された前記搬送ベルトの設定速度とに基づき前記搬送ベルトの実速度が適正であるか否かを判別する判別手段を備えたことを特徴とする。
【0011】
異透過領域の検出頻度を搬送ベルトの実速度(実際の速度)に換算し、この換算値を搬送ベルトの設定速度と比較することにより、前記実速度が適正であるか否かを判別することができる。
実速度が適正であるか否かの判別に従い実速度を制御すれば、実速度が所定の実速度になるから物品に対するX線の照射時間が均一となり、検査精度の向上を図り得る。
【0012】
本発明の更に別の好ましい実施態様においては、前記異透過領域が前記搬送ベルトの搬送方向の一部に設けられ、前記ラインセンサで検出された前記異透過領域の検出頻度が、予め設定された設定頻度の範囲内であるか否かに基づいて、前記搬送ベルトの実速度が適正であるか否かを判別する判別手段を備えたことを特徴とする。
【0013】
搬送ベルトの速度が変化すると、X線の実質的な照射時間が変動する。したがって、本実施態様のように検出頻度に基づいて搬送ベルトの実速度が適正であるか否かを判別することで、X線検査の精度の向上を図ることも可能である。
【0014】
また、別の実施態様では、前記異透過領域について予め検出されたX線の基準検出値と、当該異透過領域について実際に検出された実検出値とに基づいて前記ラインセンサの検出の感度を補正する補正手段を備えている。
この補正は、基準値と実検出値との比に基づいて行ってもよい。
【0015】
この態様の場合、装置の劣化等を検出して、検出の感度を補正するで、X線検査の精度を向上させることができる。
【実施例1】
【0016】
以下、本発明の実施例1を図面にしたがって説明する。
図1から図5は、実施例1を示す。
【0017】
全体構成:
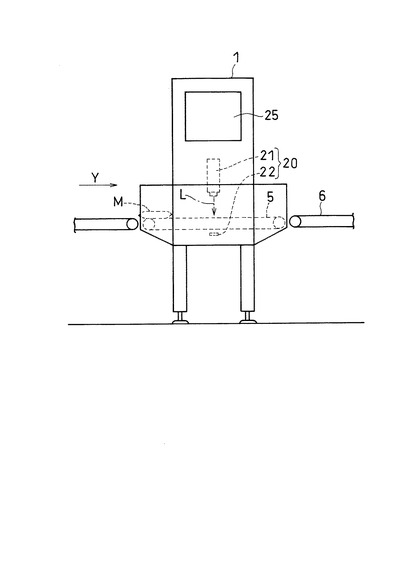
図1に示すように、X線検査装置1は、商品(物品)Mの搬送ライン上に設けられており、X線検査装置1の下流には、不良品をラインアウトさせるための振分装置6が設けられている。X線検査装置1および振分装置6は、図示しないインターフェイスを介して互いに同期して運転される。振分装置6は、X線検査装置1からの振分信号を受信すると商品をラインアウトさせる。
【0018】
X線検査装置1:
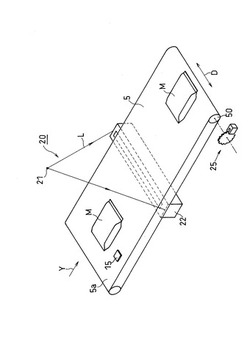
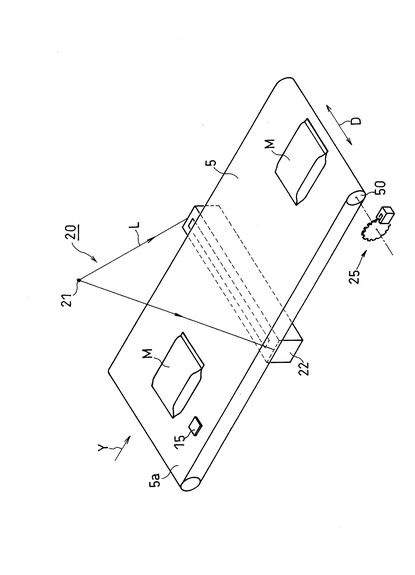
X線検査装置1内には、コンベヤ5および光学系20が設けられている。光学系20は、X線源21およびラインセンサ22を備えている。
図2に示すように、コンベヤ5は、搬送方向Yに商品Mを搬送する。コンベヤ5は、図示しないモータにより回転駆動される搬送ベルト5aを備えている。前記X線源21はX線Lを発生させ、該X線Lをラインセンサ22に向って照射する。かかる照射により、コンベヤ5上を搬送される商品MにX線Lが照射される。ラインセンサ22は、商品Mの搬送方向Yに概ね直交する幅方向Dに沿って配置されており、搬送ベルト5aおよび商品Mを透過したX線Lを検出する。ラインセンサ22には、多数の画素が連続的にコンベヤ5の幅方向Dに配設されている。
【0019】
異透過領域15:
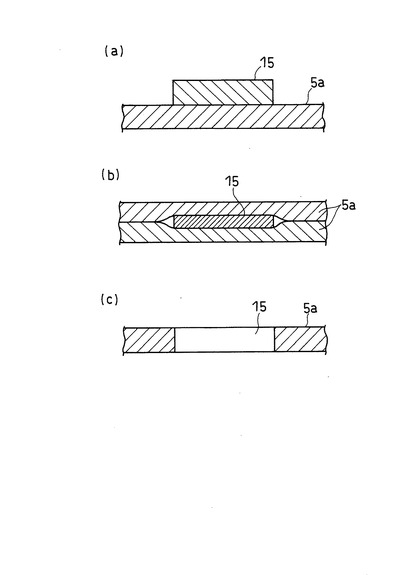
前記搬送ベルト5aには、異透過領域15が形成されている。図3(a)に示すように、異透過領域15は、たとえば、搬送ベルト5aと同じ部材が該搬送ベルト5aの搬送面に接着されて形成されている。図2に示すように、異透過領域15は、ラインセンサ22にX線Lが受光され得る領域の一部分に形成されており、搬送ベルト5aの幅方向Dおよび搬送方向Yの一部に設けられている。異透過領域15は、商品Mの下方の重ならない位置、つまり、搬送ベルト5aの幅方向Dの端部に設けられている。
【0020】
機器構成:
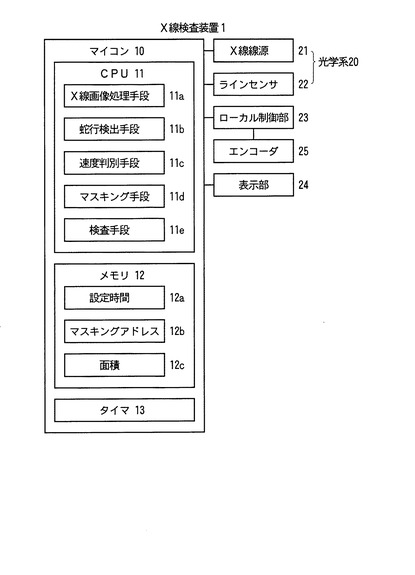
図4に示すように、X線検査装置1は、マイコン10を備えている。マイコン10には、前記X線源21、ラインセンサ22、ローカル制御部23および表示部24が接続されている。表示部24は、たとえば、液晶表示器からなる。
【0021】
前記 ローカル制御部23は、ロータリーエンコーダ25を備えており、コンベヤ5の運転や前記振分装置6などの動作を制御する。前記エンコーダ25は、図2に示すように、たとえば、コンベヤ5の回転軸50やモータの回転軸に設けられており、該回転軸の回転を測定した回転信号を図4のローカル制御部23に出力する。
【0022】
マイコン10は、CPU11、メモリ12および計時を行うタイマ13を備えている。CPU11は、X線画像処理手段11a、蛇行検出手段11b、速度判別手段11c、マスキング手段11dおよび検査手段11eを備えている。前記メモリ12には、設定時間記憶部12a、マスキングアドレス記憶部12bおよび面積記憶部12cなどが設けられている。
【0023】
X線画像処理手段11a:
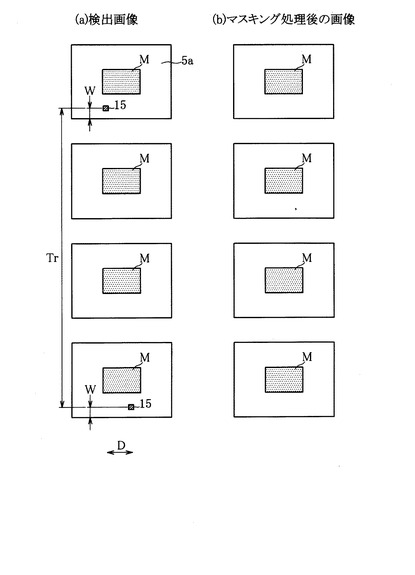
X線画像処理手段11aは、ラインセンサ22からの検出信号を所定のタイミングで取り込んで処理し、図5(a)に示すように、透過X線の量に応じた明暗の分布を有する検出画像を作成する。前記検出画像は、搬送ベルト5a(図2)の回転に従い順次、商品Mを含む検出画像が作成される。前述のように、搬送ベルト5aの一部には異透過領域15が形成されているので、前記作成された複数の検出画像の中には、図5(a)に示すように、ベルト5a、商品Mおよび異透過領域15が撮像されたものが含まれる。
【0024】
蛇行検出手段11b:
図2の異透過領域15は、搬送ベルト5aの幅方向Dの一部に設けられているので、搬送ベルト5aが幅方向Dにズレた場合、つまり、該搬送ベルト5aが蛇行した場合には、図5(a)に示す検出画像に写った異透過領域15の幅方向Dの位置Wが変化する。したがって、異透過領域15の幅方向Dの位置Wの変化を検出することにより、搬送ベルト5aの蛇行を検出することができる。
【0025】
蛇行検出手段11bは、異透過領域15が撮像されている検出画像において、X線検査装置1の据付直後(インストール時)に撮像された異透過領域15の幅方向Dの位置(以下、設置位置という)Wと今回撮像された異透過領域15の幅方向Dの位置(以下、検出位置という)Wとを比較することにより、搬送ベルト5aの蛇行検出を行う。蛇行検出手段11bは、前記検出位置Wを設定位置Wと比較し、そのズレ量が所定の誤差範囲内であるか、当該誤差範囲を越えているか否かの判別を行うことで、蛇行検出を行う。
【0026】
なお、異透過領域15の幅方向Dの位置Wを比較する方法としては、たとえば、図5(a)に示すように、検出画像の撮像領域の一方の端から異透過領域15の中心までの距離Wを比較することにより行うことができる。
【0027】
速度判別手段11c:
前記ローカル制御部23はマイコン10により設定された所定の搬送速度となるようにコンベヤ5の搬送速度を制御する。この制御方法としては、前記エンコーダ25からの回転信号に基づいて、前記回転軸の回転速度を算出すると共に、当該回転速度が、予め設定された所定の設定速度Vになるようにコンベヤ5の駆動を制御する。
【0028】
ここで、図5(a)の搬送ベルト5aの実際の速度つまり実速度が所定値であれば、異透過領域15がラインセンサ22で検出されてから次に検出されるまでの実時間Tr(選出頻度の一例)も所定値のはずである。したがって、搬送ベルト5aの周長を前記実時間Trで除算することにより搬送ベルトの実速度を求めることができる。図4の前記設定時間記憶部12aには、予め設定された検出頻度として設定時間Tが記憶されている。該設定時間Tは据付直後(インストール時)に前記実時間Trを測定して記憶させてもよいし、搬送ベルト5aの周長と設定速度から算出してもよい。
【0029】
速度判別手段11cは、タイマ13からの計時信号に基づき、前記検出画像において異透過領域15を検出してから、次に異透過領域15を検出するまでの実時間Trを算出する。速度判別手段11cは、メモリ12から読み出した前記設定時間Tに所定の誤差ΔTを加味した時間と、前記実時間Trとの比較を行うことにより、コンベヤ5の実速度が所定の範囲内にあり適切であるか、当該範囲を越える不適切であるかの判別を行う。この判別の結果、不適切である場合は、図4のマイコン10からローカル制御部23に出力する速度信号を、実時間Trが設定時間Tとなるようにフィードバック制御してもよい。
【0030】
なお、マイコン10は、蛇行検出手段11bや速度判別手段11cにより、搬送ベルト5aに蛇行が生じたり、搬送ベルト5aの速度が適正でないと判別された場合には、前記表示部24にその旨の表示を行い、作業者に注意を促してもよい。
【0031】
マスキング手段11d:
前述のように、異透過領域15が検出される間隔つまり頻度は、予め分かっているので、マスキング手段11dは、異透過領域15が検出されると、当該異透過領域15に対応するラインセンサ22のアドレスの検出画像にマスキング処理を行い、図5(b)に示すように、検出画像から異透過領域15を消去する。なお、異透過領域15か否かの判別としては、予め既知の異透過領域15の大きさ・形状と、検出された異透過領域15の大きさ・形状との比較により行うことも可能である。
【0032】
検査手段11e:
図4の検査手段11eは、マスキング処理後のX線画像に基づき、商品Mの全体に対して明度の大きく異なる部位があるか否かを判別することで、当該商品Mに異物が付着しているか否か、あるいは、商品に欠けがあるか否かなど商品の検査を行う。検査手段11eの検査の結果、当該商品Mが不良品であると判断した場合には、マイコン10が振分装置6に振分信号を送信し、振分装置6により当該不良品がラインアウトされる。
【0033】
異透過領域15の設定登録方法:
まず、X線検査装置1に図2の商品Mを供給せずにコンベヤ5を運転し、X線源21からX線Lを照射し異透過領域15についての設定登録を行う。異透過領域15は、その検出間隔が設定時間Tとして図4の設定時間記憶部12aに記憶される。また、異透過領域15を検出したラインセンサ22のアドレスは、マスキング処理を行うべき領域としてマスキングアドレス記憶部12bに記憶される。更に、次回以後に、異透過領域15であるか異物であるかの判別を行うために、異透過領域15の面積や形状が面積記憶部12cに記憶される。
【0034】
X線検査方法:
図1に示すコンベヤ5により商品MがX線検査装置1内に搬送され、図2のX線画像処理手段11aが、所定の間隔でラインセンサ22からの出力を連続的に処理することにより、図5(a)に示す検出画像が作成される。前記作成された複数の検出画像の中には、異透過領域15が撮像されたものが含まれる。
【0035】
図4の蛇行検出手段11bは、異透過領域15が撮像されている検出画像において、前記マスキングアドレス記憶部12bに記憶された異透過領域15の幅方向Dの位置と、今回撮像された異透過領域15の幅方向Dの位置とを比較することにより、搬送ベルト5aの蛇行検出を行う。図4の蛇行検出手段11bが蛇行を検出した場合には、マイコン10が、その旨を表示部24に表示させて、作業者に注意を促す。
【0036】
速度判別手段11cは、タイマ13からの計時信号に基づき、前記検出画像において異透過領域15を検出してから、次に異透過領域15を検出するまでの実時間Trを算出する。速度判別手段11cは、メモリ12から読み出した設定時間Tと、前記実時間Trとを比較し、コンベヤ5の実速度が適正であるか否かの判断を行う。速度判別手段11cにおいて、コンベヤ5の実速度が適正でないと判別され場合には、速度を所定値にするために、マイコン10がローカル制御部23に速度信号を出力する。
【0037】
前記速度判別に基づいて、エンコーダからの電気信号に対するコンベヤ5の実際の動作の追従性や正確性の確認ができる。また、コンベヤの正確な動作は、商品MをX線検査装置1の入口において検出する物品検出器により商品Mの先端の位置出しを予測する際に、異透過領域15と前記先端位置との照合を行うことで、位置出しの確実性が向上する。
【0038】
一方、マスキング手段11dは、所定間隔毎に異透過領域15が検出される部分に対応する画像の部分にマスキング処理を行い、図5(b)に示すように、検出画像から異透過領域15を消去する。検査手段11eは、マスキング処理後のX線画像に基づき、周知の方法に従って商品Mの検査を行う。
【0039】
図3(b),(c)は、異透過領域15の他の構造の例を示す。
図3(b)の例の場合、異透過領域15は2枚の搬送ベルト5aの間に密度の大きい素材を挟んで形成されている。図3(c)の例の場合、異透過領域15は、搬送ベルト5aの一部が切欠されて形成されている。なお、異透過領域15は搬送ベルト5aに金属糸などが縫い込まれて形成されていてもよい。
【実施例2】
【0040】
図6は実施例2を示す。
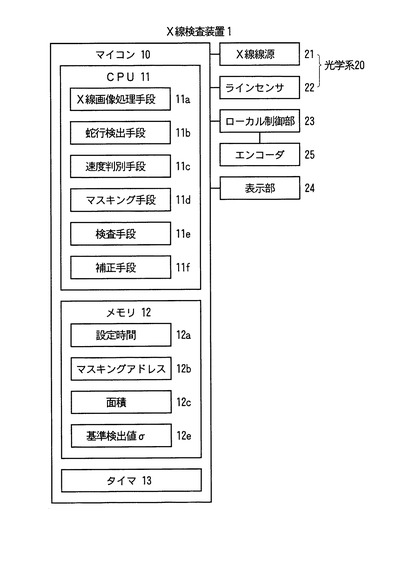
この例の場合、マイコン10は補正手段11fおよび基準検出値記憶部12eを備えている。前記基準検出値記憶部12eには、前記異透過領域15について予め検出されたX線の基準検出値σが記憶されている。前記補正手段11fは、前記基準検出値σと異透過領域について実際に検出された実検出値σrとに基づいて前記ラインセンサの検出の感度を補正する。すなわち、実検出値σrが基準検出値σとなるように装置定数を校正して、感度の補正を行う。
【0041】
前記補正は、前記基準検出値σと前記実検出値σrとの比に基づいてなされる。つまり、得られたX線画像の明暗にσ/σrを乗算することにより補正がなされる。
【産業上の利用可能性】
【0042】
本発明は物品を搬送しながらX線を照射するX線検査装置に利用することができる。
【図面の簡単な説明】
【0043】
【図1】(a)は本発明の実施例1にかかるX線検査装置の概略側面図である。
【図2】X線検査装置の内部を示す概略斜視図である。
【図3】異透過領域の例を示す断面図である。
【図4】X線検査装置を示す概略構成図である。
【図5】(a)は検出画像を時系列に示す概念図、(b)はマスキング処理後の画像を時系列に示す概念図である。
【図6】実施例2にかかるX線検査装置を示す概略構成図である。
【符号の説明】
【0044】
1:X線検査装置
5:コンベヤ(搬送手段)
11b:蛇行検出手段
11c:判別手段
11f:補正手段
15:異透過領域
21:X線源
22:ラインセンサ
M:商品(物品)
L:X線
【技術分野】
【0001】
本発明は、X線検査装置に関する。
【背景技術】
【0002】
X線検査装置では、搬送手段としてベルトコンベヤが用いられるが、搬送ベルトが蛇行すると、搬送ベルトが外れるおそれがある。また、搬送ベルトの速度を所定の一定の速度に保持することは、物品の先端の位置出しの予測などに役立つ。さらに、X線の実質的な照射量を一定にするために、コンベヤの速度を予め設定された速度で運転されるのが好ましい。
【0003】
特許文献1の方法では、容積の異なる既知の異物試料をコンベア上に積載して搬送し、当該試料に対する検査情報に基づいて、ラインセンサの検出感度の補正を行っている。
【特許文献1】特開2003−23752(要約)
【0004】
しかし、前記特許文献1の発明では、蛇行検知も速度検出のいずれについてもなされていない。また、別途、異物試料を用意する必要があると共に、一旦、通常運転を停止させた後に当該試料の検出を行う必要がある。
【発明の開示】
【発明が解決しようとする課題】
【0005】
したがって、本発明の目的は、装置の運転途中でも搬送ベルトの蛇行検知および速度検出を行うことができるX線検査装置を提供することである。
【課題を解決するための手段】
【0006】
前記目的を達成するために、本発明のX線検査装置は、物品を搬送する搬送ベルトと、該搬送ベルトによって搬送される物品にX線を照射するX線源と、前記物品を透過した前記X線を検出するラインセンサとを備えたX線検査装置であって、前記搬送ベルトにおける前記ラインセンサに前記X線が受光され得る領域の一部分に前記搬送ベルトの他の部分とはX線透過率が異なる異透過領域が形成されていることを特徴とする。
【発明の効果】
【0007】
本発明によれば、異透過領域にもX線が照射され、この異透過領域がラインセンサを介して検出される。
【0008】
本発明の好ましい実施態様においては、前記異透過領域が前記搬送ベルトの幅方向の一部に設けられ、前記ラインセンサで検出された前記異透過領域の幅方向の位置の変化に基づき、前記搬送ベルトの蛇行を検出する蛇行検出手段を更に備えたことを特徴とする。
【0009】
前記ラインセンサが異透過領域を検出した際に前回以前に検出された異透過領域の幅方向の位置(ラインセンサの検出アドレス)と、今回検出された異透過領域の幅方向との位置との偏差を所定の閾値と比較することにより、搬送ベルトの蛇行が検出される。
このように、蛇行を検出することにより、搬送ベルトが蛇行して外れるのを未然に防止することができる。
【0010】
本発明の別の好ましい実施態様においては、前記異透過領域が前記搬送ベルトの搬送方向の一部に設けられ、前記ラインセンサで検出された前記異透過領域の検出頻度と予め設定された前記搬送ベルトの設定速度とに基づき前記搬送ベルトの実速度が適正であるか否かを判別する判別手段を備えたことを特徴とする。
【0011】
異透過領域の検出頻度を搬送ベルトの実速度(実際の速度)に換算し、この換算値を搬送ベルトの設定速度と比較することにより、前記実速度が適正であるか否かを判別することができる。
実速度が適正であるか否かの判別に従い実速度を制御すれば、実速度が所定の実速度になるから物品に対するX線の照射時間が均一となり、検査精度の向上を図り得る。
【0012】
本発明の更に別の好ましい実施態様においては、前記異透過領域が前記搬送ベルトの搬送方向の一部に設けられ、前記ラインセンサで検出された前記異透過領域の検出頻度が、予め設定された設定頻度の範囲内であるか否かに基づいて、前記搬送ベルトの実速度が適正であるか否かを判別する判別手段を備えたことを特徴とする。
【0013】
搬送ベルトの速度が変化すると、X線の実質的な照射時間が変動する。したがって、本実施態様のように検出頻度に基づいて搬送ベルトの実速度が適正であるか否かを判別することで、X線検査の精度の向上を図ることも可能である。
【0014】
また、別の実施態様では、前記異透過領域について予め検出されたX線の基準検出値と、当該異透過領域について実際に検出された実検出値とに基づいて前記ラインセンサの検出の感度を補正する補正手段を備えている。
この補正は、基準値と実検出値との比に基づいて行ってもよい。
【0015】
この態様の場合、装置の劣化等を検出して、検出の感度を補正するで、X線検査の精度を向上させることができる。
【実施例1】
【0016】
以下、本発明の実施例1を図面にしたがって説明する。
図1から図5は、実施例1を示す。
【0017】
全体構成:
図1に示すように、X線検査装置1は、商品(物品)Mの搬送ライン上に設けられており、X線検査装置1の下流には、不良品をラインアウトさせるための振分装置6が設けられている。X線検査装置1および振分装置6は、図示しないインターフェイスを介して互いに同期して運転される。振分装置6は、X線検査装置1からの振分信号を受信すると商品をラインアウトさせる。
【0018】
X線検査装置1:
X線検査装置1内には、コンベヤ5および光学系20が設けられている。光学系20は、X線源21およびラインセンサ22を備えている。
図2に示すように、コンベヤ5は、搬送方向Yに商品Mを搬送する。コンベヤ5は、図示しないモータにより回転駆動される搬送ベルト5aを備えている。前記X線源21はX線Lを発生させ、該X線Lをラインセンサ22に向って照射する。かかる照射により、コンベヤ5上を搬送される商品MにX線Lが照射される。ラインセンサ22は、商品Mの搬送方向Yに概ね直交する幅方向Dに沿って配置されており、搬送ベルト5aおよび商品Mを透過したX線Lを検出する。ラインセンサ22には、多数の画素が連続的にコンベヤ5の幅方向Dに配設されている。
【0019】
異透過領域15:
前記搬送ベルト5aには、異透過領域15が形成されている。図3(a)に示すように、異透過領域15は、たとえば、搬送ベルト5aと同じ部材が該搬送ベルト5aの搬送面に接着されて形成されている。図2に示すように、異透過領域15は、ラインセンサ22にX線Lが受光され得る領域の一部分に形成されており、搬送ベルト5aの幅方向Dおよび搬送方向Yの一部に設けられている。異透過領域15は、商品Mの下方の重ならない位置、つまり、搬送ベルト5aの幅方向Dの端部に設けられている。
【0020】
機器構成:
図4に示すように、X線検査装置1は、マイコン10を備えている。マイコン10には、前記X線源21、ラインセンサ22、ローカル制御部23および表示部24が接続されている。表示部24は、たとえば、液晶表示器からなる。
【0021】
前記 ローカル制御部23は、ロータリーエンコーダ25を備えており、コンベヤ5の運転や前記振分装置6などの動作を制御する。前記エンコーダ25は、図2に示すように、たとえば、コンベヤ5の回転軸50やモータの回転軸に設けられており、該回転軸の回転を測定した回転信号を図4のローカル制御部23に出力する。
【0022】
マイコン10は、CPU11、メモリ12および計時を行うタイマ13を備えている。CPU11は、X線画像処理手段11a、蛇行検出手段11b、速度判別手段11c、マスキング手段11dおよび検査手段11eを備えている。前記メモリ12には、設定時間記憶部12a、マスキングアドレス記憶部12bおよび面積記憶部12cなどが設けられている。
【0023】
X線画像処理手段11a:
X線画像処理手段11aは、ラインセンサ22からの検出信号を所定のタイミングで取り込んで処理し、図5(a)に示すように、透過X線の量に応じた明暗の分布を有する検出画像を作成する。前記検出画像は、搬送ベルト5a(図2)の回転に従い順次、商品Mを含む検出画像が作成される。前述のように、搬送ベルト5aの一部には異透過領域15が形成されているので、前記作成された複数の検出画像の中には、図5(a)に示すように、ベルト5a、商品Mおよび異透過領域15が撮像されたものが含まれる。
【0024】
蛇行検出手段11b:
図2の異透過領域15は、搬送ベルト5aの幅方向Dの一部に設けられているので、搬送ベルト5aが幅方向Dにズレた場合、つまり、該搬送ベルト5aが蛇行した場合には、図5(a)に示す検出画像に写った異透過領域15の幅方向Dの位置Wが変化する。したがって、異透過領域15の幅方向Dの位置Wの変化を検出することにより、搬送ベルト5aの蛇行を検出することができる。
【0025】
蛇行検出手段11bは、異透過領域15が撮像されている検出画像において、X線検査装置1の据付直後(インストール時)に撮像された異透過領域15の幅方向Dの位置(以下、設置位置という)Wと今回撮像された異透過領域15の幅方向Dの位置(以下、検出位置という)Wとを比較することにより、搬送ベルト5aの蛇行検出を行う。蛇行検出手段11bは、前記検出位置Wを設定位置Wと比較し、そのズレ量が所定の誤差範囲内であるか、当該誤差範囲を越えているか否かの判別を行うことで、蛇行検出を行う。
【0026】
なお、異透過領域15の幅方向Dの位置Wを比較する方法としては、たとえば、図5(a)に示すように、検出画像の撮像領域の一方の端から異透過領域15の中心までの距離Wを比較することにより行うことができる。
【0027】
速度判別手段11c:
前記ローカル制御部23はマイコン10により設定された所定の搬送速度となるようにコンベヤ5の搬送速度を制御する。この制御方法としては、前記エンコーダ25からの回転信号に基づいて、前記回転軸の回転速度を算出すると共に、当該回転速度が、予め設定された所定の設定速度Vになるようにコンベヤ5の駆動を制御する。
【0028】
ここで、図5(a)の搬送ベルト5aの実際の速度つまり実速度が所定値であれば、異透過領域15がラインセンサ22で検出されてから次に検出されるまでの実時間Tr(選出頻度の一例)も所定値のはずである。したがって、搬送ベルト5aの周長を前記実時間Trで除算することにより搬送ベルトの実速度を求めることができる。図4の前記設定時間記憶部12aには、予め設定された検出頻度として設定時間Tが記憶されている。該設定時間Tは据付直後(インストール時)に前記実時間Trを測定して記憶させてもよいし、搬送ベルト5aの周長と設定速度から算出してもよい。
【0029】
速度判別手段11cは、タイマ13からの計時信号に基づき、前記検出画像において異透過領域15を検出してから、次に異透過領域15を検出するまでの実時間Trを算出する。速度判別手段11cは、メモリ12から読み出した前記設定時間Tに所定の誤差ΔTを加味した時間と、前記実時間Trとの比較を行うことにより、コンベヤ5の実速度が所定の範囲内にあり適切であるか、当該範囲を越える不適切であるかの判別を行う。この判別の結果、不適切である場合は、図4のマイコン10からローカル制御部23に出力する速度信号を、実時間Trが設定時間Tとなるようにフィードバック制御してもよい。
【0030】
なお、マイコン10は、蛇行検出手段11bや速度判別手段11cにより、搬送ベルト5aに蛇行が生じたり、搬送ベルト5aの速度が適正でないと判別された場合には、前記表示部24にその旨の表示を行い、作業者に注意を促してもよい。
【0031】
マスキング手段11d:
前述のように、異透過領域15が検出される間隔つまり頻度は、予め分かっているので、マスキング手段11dは、異透過領域15が検出されると、当該異透過領域15に対応するラインセンサ22のアドレスの検出画像にマスキング処理を行い、図5(b)に示すように、検出画像から異透過領域15を消去する。なお、異透過領域15か否かの判別としては、予め既知の異透過領域15の大きさ・形状と、検出された異透過領域15の大きさ・形状との比較により行うことも可能である。
【0032】
検査手段11e:
図4の検査手段11eは、マスキング処理後のX線画像に基づき、商品Mの全体に対して明度の大きく異なる部位があるか否かを判別することで、当該商品Mに異物が付着しているか否か、あるいは、商品に欠けがあるか否かなど商品の検査を行う。検査手段11eの検査の結果、当該商品Mが不良品であると判断した場合には、マイコン10が振分装置6に振分信号を送信し、振分装置6により当該不良品がラインアウトされる。
【0033】
異透過領域15の設定登録方法:
まず、X線検査装置1に図2の商品Mを供給せずにコンベヤ5を運転し、X線源21からX線Lを照射し異透過領域15についての設定登録を行う。異透過領域15は、その検出間隔が設定時間Tとして図4の設定時間記憶部12aに記憶される。また、異透過領域15を検出したラインセンサ22のアドレスは、マスキング処理を行うべき領域としてマスキングアドレス記憶部12bに記憶される。更に、次回以後に、異透過領域15であるか異物であるかの判別を行うために、異透過領域15の面積や形状が面積記憶部12cに記憶される。
【0034】
X線検査方法:
図1に示すコンベヤ5により商品MがX線検査装置1内に搬送され、図2のX線画像処理手段11aが、所定の間隔でラインセンサ22からの出力を連続的に処理することにより、図5(a)に示す検出画像が作成される。前記作成された複数の検出画像の中には、異透過領域15が撮像されたものが含まれる。
【0035】
図4の蛇行検出手段11bは、異透過領域15が撮像されている検出画像において、前記マスキングアドレス記憶部12bに記憶された異透過領域15の幅方向Dの位置と、今回撮像された異透過領域15の幅方向Dの位置とを比較することにより、搬送ベルト5aの蛇行検出を行う。図4の蛇行検出手段11bが蛇行を検出した場合には、マイコン10が、その旨を表示部24に表示させて、作業者に注意を促す。
【0036】
速度判別手段11cは、タイマ13からの計時信号に基づき、前記検出画像において異透過領域15を検出してから、次に異透過領域15を検出するまでの実時間Trを算出する。速度判別手段11cは、メモリ12から読み出した設定時間Tと、前記実時間Trとを比較し、コンベヤ5の実速度が適正であるか否かの判断を行う。速度判別手段11cにおいて、コンベヤ5の実速度が適正でないと判別され場合には、速度を所定値にするために、マイコン10がローカル制御部23に速度信号を出力する。
【0037】
前記速度判別に基づいて、エンコーダからの電気信号に対するコンベヤ5の実際の動作の追従性や正確性の確認ができる。また、コンベヤの正確な動作は、商品MをX線検査装置1の入口において検出する物品検出器により商品Mの先端の位置出しを予測する際に、異透過領域15と前記先端位置との照合を行うことで、位置出しの確実性が向上する。
【0038】
一方、マスキング手段11dは、所定間隔毎に異透過領域15が検出される部分に対応する画像の部分にマスキング処理を行い、図5(b)に示すように、検出画像から異透過領域15を消去する。検査手段11eは、マスキング処理後のX線画像に基づき、周知の方法に従って商品Mの検査を行う。
【0039】
図3(b),(c)は、異透過領域15の他の構造の例を示す。
図3(b)の例の場合、異透過領域15は2枚の搬送ベルト5aの間に密度の大きい素材を挟んで形成されている。図3(c)の例の場合、異透過領域15は、搬送ベルト5aの一部が切欠されて形成されている。なお、異透過領域15は搬送ベルト5aに金属糸などが縫い込まれて形成されていてもよい。
【実施例2】
【0040】
図6は実施例2を示す。
この例の場合、マイコン10は補正手段11fおよび基準検出値記憶部12eを備えている。前記基準検出値記憶部12eには、前記異透過領域15について予め検出されたX線の基準検出値σが記憶されている。前記補正手段11fは、前記基準検出値σと異透過領域について実際に検出された実検出値σrとに基づいて前記ラインセンサの検出の感度を補正する。すなわち、実検出値σrが基準検出値σとなるように装置定数を校正して、感度の補正を行う。
【0041】
前記補正は、前記基準検出値σと前記実検出値σrとの比に基づいてなされる。つまり、得られたX線画像の明暗にσ/σrを乗算することにより補正がなされる。
【産業上の利用可能性】
【0042】
本発明は物品を搬送しながらX線を照射するX線検査装置に利用することができる。
【図面の簡単な説明】
【0043】
【図1】(a)は本発明の実施例1にかかるX線検査装置の概略側面図である。
【図2】X線検査装置の内部を示す概略斜視図である。
【図3】異透過領域の例を示す断面図である。
【図4】X線検査装置を示す概略構成図である。
【図5】(a)は検出画像を時系列に示す概念図、(b)はマスキング処理後の画像を時系列に示す概念図である。
【図6】実施例2にかかるX線検査装置を示す概略構成図である。
【符号の説明】
【0044】
1:X線検査装置
5:コンベヤ(搬送手段)
11b:蛇行検出手段
11c:判別手段
11f:補正手段
15:異透過領域
21:X線源
22:ラインセンサ
M:商品(物品)
L:X線
【特許請求の範囲】
【請求項1】
物品を搬送する搬送ベルトと、該搬送ベルトによって搬送される物品にX線を照射するX線源と、前記物品を透過した前記X線を検出するラインセンサとを備えたX線検査装置であって、
前記搬送ベルトにおける前記ラインセンサに前記X線が受光され得る領域の一部分に前記搬送ベルトの他の部分とはX線透過率が異なる異透過領域が形成されていることを特徴とするX線検査装置。
【請求項2】
請求項1に記載のX線検査装置であって、
前記異透過領域が前記搬送ベルトの幅方向の一部に設けられ、
前記ラインセンサで検出された前記異透過領域の幅方向の位置の変化に基づき、前記搬送ベルトの蛇行を検出する蛇行検出手段を更に備えたことを特徴とするX線検査装置。
【請求項3】
請求項1に記載のX線検査装置であって、
前記異透過領域が前記搬送ベルトの搬送方向の一部に設けられ、
前記ラインセンサで検出された前記異透過領域の検出頻度と予め設定された前記搬送ベルトの設定速度とに基づき前記搬送ベルトの実速度が適正であるか否かを判別する判別手段を備えたことを特徴とするX線検査装置。
【請求項4】
請求項1に記載のX線検査装置であって、
前記異透過領域が前記搬送ベルトの搬送方向の一部に設けられ、
前記ラインセンサで検出された前記異透過領域の検出頻度が、予め設定された設定頻度の範囲内であるか否かに基づいて、前記搬送ベルトの実速度が適正であるか否かを判別する判別手段を備えたことを特徴とするX線検査装置。
【請求項5】
請求項1に記載のX線検査装置であって、
前記異透過領域について予め検出されたX線の基準検出値と、当該異透過領域について実際に検出された実検出値とに基づいて前記ラインセンサの検出の感度を補正する補正手段を備えたX線検査装置。
【請求項6】
請求項5に記載のX線検査装置であって、
前記基準検出値と前記実検出値との比に基づいて前記補正がなされることを特徴とするX線検査装置。
【請求項1】
物品を搬送する搬送ベルトと、該搬送ベルトによって搬送される物品にX線を照射するX線源と、前記物品を透過した前記X線を検出するラインセンサとを備えたX線検査装置であって、
前記搬送ベルトにおける前記ラインセンサに前記X線が受光され得る領域の一部分に前記搬送ベルトの他の部分とはX線透過率が異なる異透過領域が形成されていることを特徴とするX線検査装置。
【請求項2】
請求項1に記載のX線検査装置であって、
前記異透過領域が前記搬送ベルトの幅方向の一部に設けられ、
前記ラインセンサで検出された前記異透過領域の幅方向の位置の変化に基づき、前記搬送ベルトの蛇行を検出する蛇行検出手段を更に備えたことを特徴とするX線検査装置。
【請求項3】
請求項1に記載のX線検査装置であって、
前記異透過領域が前記搬送ベルトの搬送方向の一部に設けられ、
前記ラインセンサで検出された前記異透過領域の検出頻度と予め設定された前記搬送ベルトの設定速度とに基づき前記搬送ベルトの実速度が適正であるか否かを判別する判別手段を備えたことを特徴とするX線検査装置。
【請求項4】
請求項1に記載のX線検査装置であって、
前記異透過領域が前記搬送ベルトの搬送方向の一部に設けられ、
前記ラインセンサで検出された前記異透過領域の検出頻度が、予め設定された設定頻度の範囲内であるか否かに基づいて、前記搬送ベルトの実速度が適正であるか否かを判別する判別手段を備えたことを特徴とするX線検査装置。
【請求項5】
請求項1に記載のX線検査装置であって、
前記異透過領域について予め検出されたX線の基準検出値と、当該異透過領域について実際に検出された実検出値とに基づいて前記ラインセンサの検出の感度を補正する補正手段を備えたX線検査装置。
【請求項6】
請求項5に記載のX線検査装置であって、
前記基準検出値と前記実検出値との比に基づいて前記補正がなされることを特徴とするX線検査装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2007−93512(P2007−93512A)
【公開日】平成19年4月12日(2007.4.12)
【国際特許分類】
【出願番号】特願2005−286129(P2005−286129)
【出願日】平成17年9月30日(2005.9.30)
【出願人】(000147833)株式会社イシダ (859)
【Fターム(参考)】
【公開日】平成19年4月12日(2007.4.12)
【国際特許分類】
【出願日】平成17年9月30日(2005.9.30)
【出願人】(000147833)株式会社イシダ (859)
【Fターム(参考)】
[ Back to top ]