
X線欠品検査装置
【課題】被検査物のX線透過像からその大きさや体積を求め、正常/異常の判定を行うX線欠品検査装置において、被検査物が複数個接触した状態で搬送されたり、重なり合った状態で搬送されてきても、個々の被検査物について正しく検査することが可能で、検査の歩留りを向上させ、また、搬送に特別な工夫を施す必要のない装置提供する。
【解決手段】被検査物WのX線透過像の画像処理部6で画像処理し、その大きさもしくは体積を求めるとともに、求められた大きさもしくは体積を整数で除し、その除した値があらかじめ設定されている正常範囲であるか否かを判定部7で判定し、除した値が正常範囲内であれば正常と判定すすることで、複数の被検査物が接触もしくは重なり合ったX線透過像を用いても、異常と判定することを防止する。
【解決手段】被検査物WのX線透過像の画像処理部6で画像処理し、その大きさもしくは体積を求めるとともに、求められた大きさもしくは体積を整数で除し、その除した値があらかじめ設定されている正常範囲であるか否かを判定部7で判定し、除した値が正常範囲内であれば正常と判定すすることで、複数の被検査物が接触もしくは重なり合ったX線透過像を用いても、異常と判定することを防止する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明はX線を用いて、例えば食品をはじめとする被検査物の欠けや割れ等の異常の有無を検査するX線検品検査装置に関する。ここでいう欠けとは被検査物の一部が失われて存在しない状態であり、割れとは被検査物が2つまたはそれ異常の部分に分離している状態を指している。
【背景技術】
【0002】
食品等の製造ラインにおいて、包装された製品がその内部で欠けていたり、割れていたりするか否かを非破壊のもとに検査する方法として、X線を用いた方法が多用されている。
【0003】
この種のX線検査装置はX線欠品検査装置等と称され、被検査物をコンベア等によって搬送し、その搬送路上にX線発生装置とX線検出器とを対向配置し、X線発生装置からのX線を被検査物に照射し、その透過X線をX線検出器で検出し、その検出出力によって被検査物のX線透過像を構築する。そして、そのX線透過像を用いた画像処理によってその画像を2値化して被検査物を認識し、その被検査物の像の大きさ(X線透過方向への投影面積、もしくは周囲長等)を求め、その求めた大きさが基準となる大きさの規程の範囲内であれば良品、その範囲から逸脱していれば異常品と判定する(例えば特許文献1参照)。
【0004】
また、上記のように被検査物のX線透過像から投影面積や周囲長を検査対象とする場合には、X線透過方向に欠け等があったり、被検査物が姿勢(立っているか倒れているか等)が種々に異なった状態で搬送される可能性がある場合等には、いずれも正確な検査ができないことから、被検査物のX線透過量に基づいて、換言すれば被検査物のX線透過像の濃度積算値に基づいて、被検査物の体積を求め、その求めた体積が基準となる体積に対して規程の範囲内であれば良品、その範囲から逸脱していれば異常品と判定する装置もある(例えば特許文献2参照)。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2005−31069号公報
【特許文献2】特開2007−183200号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
ところで、従来のこの種のX線欠品検査装置においては、個々の被検査物が接触状態で搬送されたり、あるいは重なった状態で搬送されると、そのX線透過像を用いた画像処理により、その像は1つの被検査物と判断され、そのX線透過像に基づいて求めた大きさないしは体積は正常範囲から逸脱するため、異常品として判定してしまうという問題があった。
【0007】
すなわち、例えば2つの被検査物が接近して搬送されてきた場合や、1つのパッケージ内に2個の被検査物が収容された状態で搬送される場合、そのX線透過像の例を後述する図2(A)に示すように、2つの被検査物が互いに離れている場合には、その各像は画像処理により同図(B)に示すように2値化されて2つの塊として認識され、それぞれに個別の被検査物であると判断されるため、2値化像から各像の面積をそれぞれ求め、その各面積が正常範囲内であるか否かによって正常/異常が正しく判定される。
【0008】
また、被検査物の体積により判定する場合には、各像は上記と同じ画像処理によって個別の被検査物であると認識されるため、図2(A)における被検査物の各像をそれぞれ形成している画素群の濃度値を積算して各被検査物の体積をそれぞれに求め、その各体積が正常範囲内であるか否かによって正常/異常が判定される。
【0009】
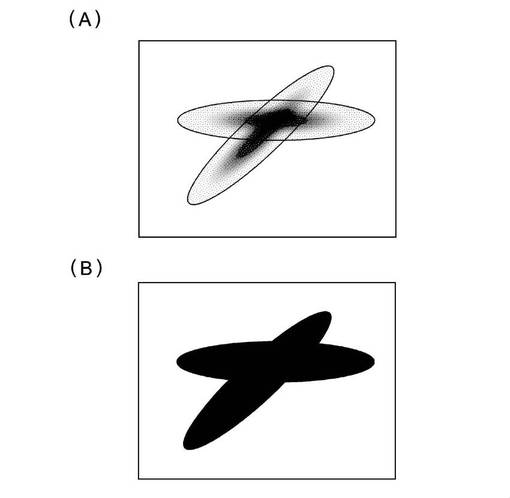
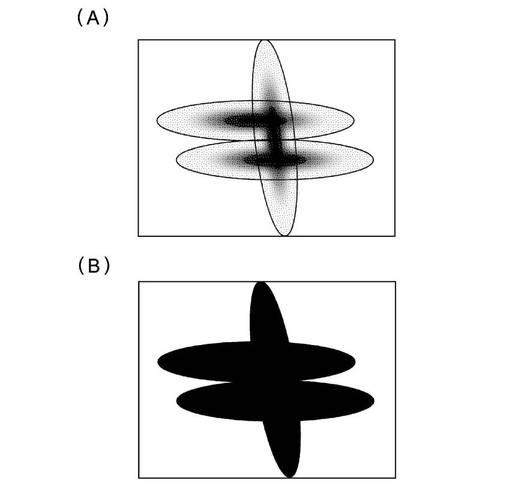
しかし、2つの被検査物が互いに接触した状態で搬送され、そのX線透過像が例えば図3(A)に示す通りであったり、あるいは2つの被検査物が互いに重なり合った状態で搬送され、そのX線透過像が図4(A)に示す通りであった場合には、画像処理においてこれらは1つの塊として認識されて1つの被検査物の像であると判断されるため、図3(A)の場合には面積および体積ともに通常の2倍となっていずれも異常と判定され、また、図4(A)の場合には面積は通常の1.4倍、体積は通常の2倍となり、この場合にもいずれも異常と判定されることになり、検査の歩留りが低下してしまうという問題があった。
【0010】
このような接触や重なりが生じないように、従来は被検査物の搬送に特別の工夫をし、被検査物の接触や重なりが生じないように考慮していたが、完全にはなくならない。
【0011】
本発明はこのような実情に鑑みてなされたもので、被検査物が接触した状態や重なった状態で搬送されてきても、個々の被検査物について正しく検査することが可能で、検査の歩留りを向上させることができ、また、搬送に特別な工夫を施す必要のないX線欠品検査装置の提供をその課題としている。
【課題を解決するための手段】
【0012】
上記の課題を解決するため、請求項1に係る発明のX線欠品検査装置は、互いに対向して配置されたX線発生装置とX線検出器の間で被検査物を搬送することにより、被検査物を透過したX線をX線検出器で検出し、その検出出力を用いて被検査物のX線透過像を構築するとともに、そのX線透過像を用いた画像処理により、被検査物の大きさを求める画像処理手段と、その求められた被検査物の大きさが、あらかじめ設定されている正常範囲内にない場合に異常と判定する大きさ判定手段を備えたX線欠品検査装置において、上記大きさ判定手段は、上記画像処理手段により求められた被検査物の大きさを整数で除した値が、上記正常範囲内にある場合には正常と判定することによって特徴づけられる。
【0013】
また、請求項2に係る発明のX線欠品検査装置は、同じく互いに対向して配置されたX線発生装置とX線検出器の間で被検査物を搬送することにより、被検査物を透過したX線をX線検出器で検出し、その検出出力を用いて被検査物のX線透過像を構築するとともに、そのX線透過像を用いた画像処理により、被検査物の体積を求める画像処理手段と、その求められた被検査物の体積が、あらかじめ設定されている正常範囲内にない場合に異常と判定する体積判定手段を備えたX線欠品検査装置において、上記体積判定手段は、上記画像処理手段により求められた被検査物の体積を整数で除した値が、上記正常範囲内にある場合には正常と判定することによって特徴づけられる。
【0014】
ここで、本発明においては、請求項1に係る発明における画像処理手段と大きさ判定手段、および、請求項2に係る発明における画像処理手段と体積判定手段を、併せ持った構成(請求項3)を採用することができる。
【0015】
また、本発明においては、請求項1または3に係る発明における大きさ判定手段、および、請求項2または3に係る発明における体積判定手段において正常/異常を判定するための正常範囲を、画像処理手段により求められた被検査物の大きさまたは体積の除数を大きくするほど狭くする構成(請求項4)を採用することもできる。
【0016】
本発明は、複数の被検査物が接触した状態で得られるX線透過像の大きさは各被検査物の大きさのほぼ合計となり、また、複数の被検査物が互いに重なりあった状態で得られるX線透過像の濃度値を積算して求められる体積の推定値は、その各被検査物の各体積をほぼ合計した値となることを利用したものである。
【0017】
請求項1に係る発明では、被検査物のX線透過像を画像処理してその大きさを求め、あらかじめ設定されている正常範囲との比較により正常/異常の判定を行う装置において、X線透過像を画像処理して求められた被検査物の大きさを整数で除し、その値が正常範囲内であれば正常と判定する。これにより、複数個の被検査物が接触した状態で搬送され、そのX線透過像が1つの塊として認識されても正常と判定される。ここでいう被検査物の大きさとはX線検出器に対する被検査物の投影面積に対応する。
【0018】
一方、請求項2に係る発明では、被検査物のX線透過像の濃度積算値等からその体積を推定し、あらかじめ設定されている正常範囲との比較により正常/異常の判定を行う装置において、X線透過像から求められた被検査物の体積を整数で除し、その値が正常範囲内であれば正常と判定する。これにより、複数個の被検査物が重なり合って搬送され、そのX線透過像が1つの塊として認識されても、正常と判定される。
【0019】
ここで、本発明においてX線透過像の画像処理により求められた被検査物の大きさ、あるいはX線透過像の画素濃度の積算により求められた体積を整数で除すに当たっては、その除数を順次変化させ、そのいずれかが正常範囲である場合に正常と判定する。これは、接触している被検査物の数、あるいは重なり合っている被検査物の数が不明であるためであり、除数を変化させていくうちに、その商のいずれかが正常範囲内であれば正常と判定する。
【0020】
また、請求項1に係る発明は、重なりが実質的に生じない形状、例えば球や半球に近い形状の被検査物で、かつ、大きさのみの検査でよいような被検査物の検査に有効であり、請求項2に係る発明は、重なり合う可能性がある被検査物で、かつ、体積の検査を行う必要のある検査に有効である。
【0021】
そして、請求項3に係る発明のように、請求項1に係る発明の機能と請求項2に係る発明の機能とを併せ持つ構成とすることが好ましく、その場合、検査の種類に応じて双方を機能させたり、いずれか一方の機能を選択できるようにすることが好ましい。
【0022】
複数の被検査物が接触あるいは重なり合った被検査物の大きさもしくは体積の検査に当たり、整数で除した値をそのまま正常範囲と比較して正常/異常を判定すると、正常と判定する基準が甘くなる可能性があり、これを防止するのが請求項4に係る発明である。すなわち、大きさないしは体積を整数で除した値は、複数の被検査物の大きさないしは体積の平均値となり、これをそのまま1個の被検査物の大きさないしは体積の判定のために設定されている正常範囲と比較すると、互いに接触し、あるいは重なり合っている複数の被検査物のうちのいずれかが正常範囲外である可能性がある。このような不具合を解消するのが請求項4に係る発明であり、除数が大きくなるほど、つまり接触したり重なり合ったりしている被検査物の数が大きくなるほど、正常範囲を狭くする。
【発明の効果】
【0023】
本発明によれば、被検査物が複数個接触したり、あるいは複数個重なり合った状態でX線発生装置とX線検出器の間に搬送されてきても、個々の被検査物の大きさないしは体積について判定することが可能となり、検査の歩留りが向上すると同時に、搬送に特別な工夫を施す必要がないため、装置の導入のための費用が安価ですみ、かつ、導入が容易となる。
【図面の簡単な説明】
【0024】
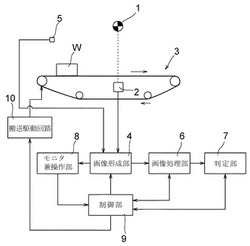
【図1】本発明の実施の形態の構成図で、機械的構成を表す模式図と要部システム構成を表すブロック図とを併記して示す図である。
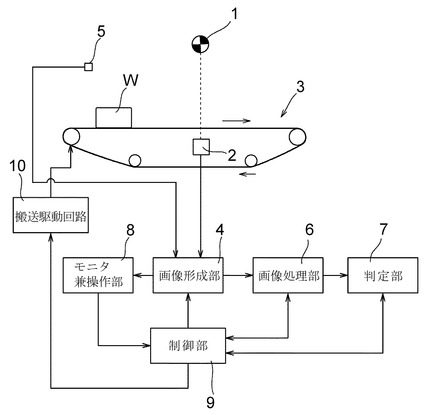
【図2】2つの被検査物が互いに離れた状態で搬送されてきた場合のX線透過像の例(A)とその2値化画像の例(B)を示す図である。
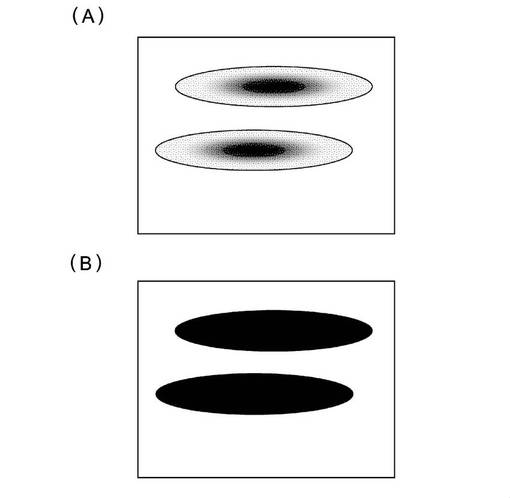
【図3】2つの被検査物が互いに接触した状態で搬送されてきた場合のX線透過像の例(A)とその2値化画像の例(B)を示す図である。
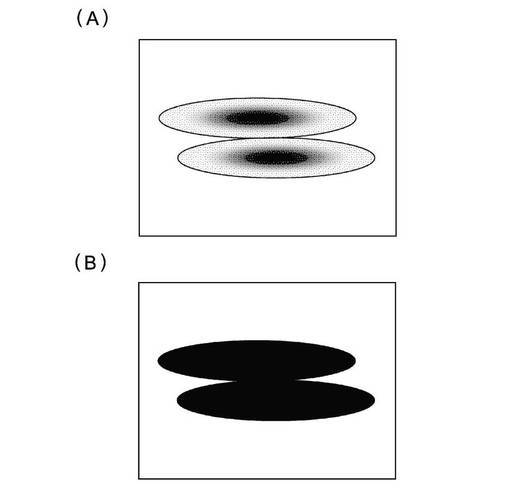
【図4】2つの被検査物が互いに重なり合った状態で搬送されてきた場合のX線透過像の例(A)とその2値化画像の例(B)を示す図である。
【図5】3つの被検査物が互いに重なり合った状態で搬送されてきた場合のX線透過像の例(A)とその2値化画像の例(B)を示す図である。
【符号の説明】
【0025】
1 X線発生装置
2 X線ラインセンサ
3 コンベア
4 画像形成部
5 光電センサ
6 画像処理部
7 判定部
8 モニタ兼操作部
9 制御部
10 搬送駆動回路
【発明を実施するための形態】
【0026】
以下、図面を参照しつつ本発明の実施の形態について説明する。
図1に示すように、X線発生装置1とX線ラインセンサ2とが対向配置され、これらの間に、被検査物Wを搬送するためのコンベア3が配置されている。X線発生装置1は、スリット等を介することによりファンビーム状のX線を出力し、X線ラインセンサ2はそのファンビーム状のX線の広がり方向に複数の素子が並ぶように配置されている。図1ではX線ラインセンサ2の各素子は紙面に垂直となる方向に並んでいる。被検査物Wはコンベア3によってファンビーム状のX線の広がり方向に対して垂直な方向に一定の速度で搬送される。
【0027】
X線ラインセンサ2の出力、つまり入射したX線の1次元の線量分布は画像形成部4に常時取り込まれる。X線発生装置1とX線ラインセンサ2の対に対し、コンベア3の被検査物Wの搬送方向上流側には光電センサ5が配置されており、画像形成部4はこの光電センサ5の出力によって被検査物Wの到来を検知し、これを起点に線ラインセンサ2から出力されている1次元の線量分布を時間順に並べることによって被検査物Wの2次元のX線透過像を構築する。
【0028】
そして、その被検査物WのX線透過像は画像処理部6による画像処理に供される。画像処理部6では、画像形成部4により構築されたX線透過像を2値化して像の中の塊を抽出し、後述する手法によりその塊のサイズやボリュームを求める。その求められたサイズやボリュームは、判定部7による判定に供される。なお、制御部画像形成部4により構築されたX線透過像は、モニタ兼操作部8に表示される。また、画像の2値化、および、塊の抽出などの処理には公知の様々な手法が採用できる。
【0029】
以上の画像形成部4、画像処理部6および判定部7は制御部9の制御下に置かれており、画像処理部6における画像処理条件や判定部7における判定条件は、モニタ兼操作部8の操作により随意に設定することができ、その設定内容は制御部9を通じて各部に設定される。また、コンベア3を駆動する搬送駆動回路10についても、制御部9の制御下に置かれている。ここで、画像形成部4、画像処理部6、判定部7および制御部9は、実際にはコンピュータとその周辺機器によって構成され、インストールされているプログラムに従った機能を実現するのであるが、図1ではその主要な機能ごとにブロックで表している。
【0030】
さて、この実施の形態において、画像処理部6では、前記したようにX線透過像を2値化することによって塊を抽出し、そのサイズとボリュームを算出する。ここで、サイズとは、2値化画像の1つの塊の面積(画素の数)を正の整数で割った値であり、ボリュームとは、1つの塊を抽出した後、その領域におけるX線透過像の各画素濃度の積算値を正の整数で割った値である。各画素の濃度はその画素の上に存在する被検査物の厚さに関係し、その厚さが大きいほど画素の濃度が高くなると考えられる。従って、各画素濃度の積算値は体積(ボリューム)に相当する値となる。ここでは、一例として、サイズの正常範囲は80〜120、ボリューム正常範囲は160〜240として検査を行うものとする。
【0031】
今、2つの被検査物が互いに接近して搬送されてきたとし、これらの各被検査物のサイズがそれぞれ100、ボリュームがそれぞれ200であるとする。2つの被検査物が互いに接触したり重なり合っていない場合、そのX線透過像は例えば図2(A)に示す通りとなる。この場合、同図(B)に示すように2値化され、塊が2つあることが認識される。各被検査物のサイズがそれぞれ100、ボリュームがそれぞれ200であるので、いずれも問題なく正常と判定される。
【0032】
次に、上記と同じ2つの被検査物が互いに接触して搬送されてきた場合、そのX線透過像は例えば図3(A)に示す通りとなる。この場合、同図(B)に示すように2値化されると、塊は1つであると認識される。この塊のサイズは200となり、また、ボリュームは400となるため、単純に正常範囲と比較した場合、サイズ、ボリュームともに異常と判定される。このような判定があったとき、この実施の形態においては、サイズおよびボリュームをそれぞれ2で除する。これにより、サイズは100、ボリュームは200となり、いずれも正常と判定される。
【0033】
一方、上記と同じ2つの被検査物が互いに重なり合って搬送されてきた場合、そのX線透過像は例えば図4(A)に示す通りとなる。この場合、同図(B)に示すように2値化され、塊は1つであると認識される。この塊のサイズは例えば140となり、また、ボリュームは400となり、この場合においても単純に正常範囲と比較した場合、サイズ、ボリュームともに異常と判定される。サイズおよびボリュームをそれぞれ2で除すると、サイズは70、ボリュームは200となり、サイズの判定は異常となるものの、ボリュームは200となって正常と判定される。
【0034】
ここで、サイズのみの検査でよく、しかも被検査物の形状的特徴(例えば球もしくはそれに近い形状等)により重なりが生じる恐れのない場合には、求められたサイズを整数で除して正常範囲と比較する機能のみがあればよく、また、サイズのみの検査でよいものの、重なりが生じる可能性のある被検査物においては、ボリュームを求めてそれを整数で除する機能を併せ持たせることが好ましい。更に、ボリュームのみの検査でよい場合には求められたボリュームを整数で除して正常範囲と比較する機能のみがあればよい。このように、被検査物や検査条件などに応じて、上記したサイズに関する機能とボリュームに関する機能とを併せ持ち、これらの機能の双方もしくはいずれか一方を能動化させる選択手段を持たせることが好ましい。
【0035】
以上の例では、被検査物が2個接触したり重なり合っている場合について述べたが、これは、例えば1つのパッケージ内に2つの被検査物が収容されており、接触や重なり合いの数が2個に限られている場合に有効である。しかし、例えば1つのパッケージにより多くの被検査物が収容され、被検査物どうしの接触や重なり合いの数が種々に変化する可能性がある場合、以下の手法を採用すればよい。
【0036】
すなわち、被検査物どうしの接触もしくは重なり合いが発生する最大の数をNとし、例えば図5(A)に示すようなX線透過像が得られたとする。同図(B)に示す2値化画像によりこれを1つの塊と認識する。ボリュームの検査を行うに当たって、この塊のボリュームは600となるが、これをまずNで除し、得られた値を正常範囲と比較する。正常範囲でなければ除数を1ずつ減じて同じ動作を繰り返す。すなわち、除数をN,N−1,N−2・・と変化させつつ、その商と正常範囲を比較していく。正常範囲の商が得られたときに正常と判断する。図5の例では、除数を3とした時点でその商200が正常範囲となるので、3個の被検査物が重なり合っていると認識して正常と判定する。最終的には除数を2とし、それでも正常範囲でない場合に異常と判定する。
【0037】
サイズの検査においても、互いに接触している被検査物の数が3以上の可能性がある場合には、上記と同様に、画像処理で求められたサイズを、N,N−1,N−2・・と変化させ、商が正常範囲となったら正常と判定する。
【0038】
ここで、以上のように互いに接触し、あるいは重なり合っている数が多くなると、整数で除した値はその複数個の被検査物のサイズないしはボリュームの平均値となり、1個の被検査物の正常/異常を判定するための正常範囲をそのまま用いたのでは、検査が甘くなる可能性が高くなる。そこで、除数が大きくなるほど、正常範囲を狭くする方法を採用することが好ましい。すなわち、被検査物1個のサイズもしくはボリュームの正常範囲の上限値をRightH、下限値をRightLとすると、Nで除した場合に適用する正常範囲の上限値を、
(RightL+RightH)/2+{(RightL+RightH)/2
−RightL}/N
とし、下限値を、
(RightL+RightH)/2−{(RightL+RightH)/2
−RightL}/N
とする。これにより、除数Nが大きくなるほど、正常範囲がその中央値を中心として狭くなり、Nが大きいが故に検査が甘くなることを抑制することができる。
【技術分野】
【0001】
本発明はX線を用いて、例えば食品をはじめとする被検査物の欠けや割れ等の異常の有無を検査するX線検品検査装置に関する。ここでいう欠けとは被検査物の一部が失われて存在しない状態であり、割れとは被検査物が2つまたはそれ異常の部分に分離している状態を指している。
【背景技術】
【0002】
食品等の製造ラインにおいて、包装された製品がその内部で欠けていたり、割れていたりするか否かを非破壊のもとに検査する方法として、X線を用いた方法が多用されている。
【0003】
この種のX線検査装置はX線欠品検査装置等と称され、被検査物をコンベア等によって搬送し、その搬送路上にX線発生装置とX線検出器とを対向配置し、X線発生装置からのX線を被検査物に照射し、その透過X線をX線検出器で検出し、その検出出力によって被検査物のX線透過像を構築する。そして、そのX線透過像を用いた画像処理によってその画像を2値化して被検査物を認識し、その被検査物の像の大きさ(X線透過方向への投影面積、もしくは周囲長等)を求め、その求めた大きさが基準となる大きさの規程の範囲内であれば良品、その範囲から逸脱していれば異常品と判定する(例えば特許文献1参照)。
【0004】
また、上記のように被検査物のX線透過像から投影面積や周囲長を検査対象とする場合には、X線透過方向に欠け等があったり、被検査物が姿勢(立っているか倒れているか等)が種々に異なった状態で搬送される可能性がある場合等には、いずれも正確な検査ができないことから、被検査物のX線透過量に基づいて、換言すれば被検査物のX線透過像の濃度積算値に基づいて、被検査物の体積を求め、その求めた体積が基準となる体積に対して規程の範囲内であれば良品、その範囲から逸脱していれば異常品と判定する装置もある(例えば特許文献2参照)。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2005−31069号公報
【特許文献2】特開2007−183200号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
ところで、従来のこの種のX線欠品検査装置においては、個々の被検査物が接触状態で搬送されたり、あるいは重なった状態で搬送されると、そのX線透過像を用いた画像処理により、その像は1つの被検査物と判断され、そのX線透過像に基づいて求めた大きさないしは体積は正常範囲から逸脱するため、異常品として判定してしまうという問題があった。
【0007】
すなわち、例えば2つの被検査物が接近して搬送されてきた場合や、1つのパッケージ内に2個の被検査物が収容された状態で搬送される場合、そのX線透過像の例を後述する図2(A)に示すように、2つの被検査物が互いに離れている場合には、その各像は画像処理により同図(B)に示すように2値化されて2つの塊として認識され、それぞれに個別の被検査物であると判断されるため、2値化像から各像の面積をそれぞれ求め、その各面積が正常範囲内であるか否かによって正常/異常が正しく判定される。
【0008】
また、被検査物の体積により判定する場合には、各像は上記と同じ画像処理によって個別の被検査物であると認識されるため、図2(A)における被検査物の各像をそれぞれ形成している画素群の濃度値を積算して各被検査物の体積をそれぞれに求め、その各体積が正常範囲内であるか否かによって正常/異常が判定される。
【0009】
しかし、2つの被検査物が互いに接触した状態で搬送され、そのX線透過像が例えば図3(A)に示す通りであったり、あるいは2つの被検査物が互いに重なり合った状態で搬送され、そのX線透過像が図4(A)に示す通りであった場合には、画像処理においてこれらは1つの塊として認識されて1つの被検査物の像であると判断されるため、図3(A)の場合には面積および体積ともに通常の2倍となっていずれも異常と判定され、また、図4(A)の場合には面積は通常の1.4倍、体積は通常の2倍となり、この場合にもいずれも異常と判定されることになり、検査の歩留りが低下してしまうという問題があった。
【0010】
このような接触や重なりが生じないように、従来は被検査物の搬送に特別の工夫をし、被検査物の接触や重なりが生じないように考慮していたが、完全にはなくならない。
【0011】
本発明はこのような実情に鑑みてなされたもので、被検査物が接触した状態や重なった状態で搬送されてきても、個々の被検査物について正しく検査することが可能で、検査の歩留りを向上させることができ、また、搬送に特別な工夫を施す必要のないX線欠品検査装置の提供をその課題としている。
【課題を解決するための手段】
【0012】
上記の課題を解決するため、請求項1に係る発明のX線欠品検査装置は、互いに対向して配置されたX線発生装置とX線検出器の間で被検査物を搬送することにより、被検査物を透過したX線をX線検出器で検出し、その検出出力を用いて被検査物のX線透過像を構築するとともに、そのX線透過像を用いた画像処理により、被検査物の大きさを求める画像処理手段と、その求められた被検査物の大きさが、あらかじめ設定されている正常範囲内にない場合に異常と判定する大きさ判定手段を備えたX線欠品検査装置において、上記大きさ判定手段は、上記画像処理手段により求められた被検査物の大きさを整数で除した値が、上記正常範囲内にある場合には正常と判定することによって特徴づけられる。
【0013】
また、請求項2に係る発明のX線欠品検査装置は、同じく互いに対向して配置されたX線発生装置とX線検出器の間で被検査物を搬送することにより、被検査物を透過したX線をX線検出器で検出し、その検出出力を用いて被検査物のX線透過像を構築するとともに、そのX線透過像を用いた画像処理により、被検査物の体積を求める画像処理手段と、その求められた被検査物の体積が、あらかじめ設定されている正常範囲内にない場合に異常と判定する体積判定手段を備えたX線欠品検査装置において、上記体積判定手段は、上記画像処理手段により求められた被検査物の体積を整数で除した値が、上記正常範囲内にある場合には正常と判定することによって特徴づけられる。
【0014】
ここで、本発明においては、請求項1に係る発明における画像処理手段と大きさ判定手段、および、請求項2に係る発明における画像処理手段と体積判定手段を、併せ持った構成(請求項3)を採用することができる。
【0015】
また、本発明においては、請求項1または3に係る発明における大きさ判定手段、および、請求項2または3に係る発明における体積判定手段において正常/異常を判定するための正常範囲を、画像処理手段により求められた被検査物の大きさまたは体積の除数を大きくするほど狭くする構成(請求項4)を採用することもできる。
【0016】
本発明は、複数の被検査物が接触した状態で得られるX線透過像の大きさは各被検査物の大きさのほぼ合計となり、また、複数の被検査物が互いに重なりあった状態で得られるX線透過像の濃度値を積算して求められる体積の推定値は、その各被検査物の各体積をほぼ合計した値となることを利用したものである。
【0017】
請求項1に係る発明では、被検査物のX線透過像を画像処理してその大きさを求め、あらかじめ設定されている正常範囲との比較により正常/異常の判定を行う装置において、X線透過像を画像処理して求められた被検査物の大きさを整数で除し、その値が正常範囲内であれば正常と判定する。これにより、複数個の被検査物が接触した状態で搬送され、そのX線透過像が1つの塊として認識されても正常と判定される。ここでいう被検査物の大きさとはX線検出器に対する被検査物の投影面積に対応する。
【0018】
一方、請求項2に係る発明では、被検査物のX線透過像の濃度積算値等からその体積を推定し、あらかじめ設定されている正常範囲との比較により正常/異常の判定を行う装置において、X線透過像から求められた被検査物の体積を整数で除し、その値が正常範囲内であれば正常と判定する。これにより、複数個の被検査物が重なり合って搬送され、そのX線透過像が1つの塊として認識されても、正常と判定される。
【0019】
ここで、本発明においてX線透過像の画像処理により求められた被検査物の大きさ、あるいはX線透過像の画素濃度の積算により求められた体積を整数で除すに当たっては、その除数を順次変化させ、そのいずれかが正常範囲である場合に正常と判定する。これは、接触している被検査物の数、あるいは重なり合っている被検査物の数が不明であるためであり、除数を変化させていくうちに、その商のいずれかが正常範囲内であれば正常と判定する。
【0020】
また、請求項1に係る発明は、重なりが実質的に生じない形状、例えば球や半球に近い形状の被検査物で、かつ、大きさのみの検査でよいような被検査物の検査に有効であり、請求項2に係る発明は、重なり合う可能性がある被検査物で、かつ、体積の検査を行う必要のある検査に有効である。
【0021】
そして、請求項3に係る発明のように、請求項1に係る発明の機能と請求項2に係る発明の機能とを併せ持つ構成とすることが好ましく、その場合、検査の種類に応じて双方を機能させたり、いずれか一方の機能を選択できるようにすることが好ましい。
【0022】
複数の被検査物が接触あるいは重なり合った被検査物の大きさもしくは体積の検査に当たり、整数で除した値をそのまま正常範囲と比較して正常/異常を判定すると、正常と判定する基準が甘くなる可能性があり、これを防止するのが請求項4に係る発明である。すなわち、大きさないしは体積を整数で除した値は、複数の被検査物の大きさないしは体積の平均値となり、これをそのまま1個の被検査物の大きさないしは体積の判定のために設定されている正常範囲と比較すると、互いに接触し、あるいは重なり合っている複数の被検査物のうちのいずれかが正常範囲外である可能性がある。このような不具合を解消するのが請求項4に係る発明であり、除数が大きくなるほど、つまり接触したり重なり合ったりしている被検査物の数が大きくなるほど、正常範囲を狭くする。
【発明の効果】
【0023】
本発明によれば、被検査物が複数個接触したり、あるいは複数個重なり合った状態でX線発生装置とX線検出器の間に搬送されてきても、個々の被検査物の大きさないしは体積について判定することが可能となり、検査の歩留りが向上すると同時に、搬送に特別な工夫を施す必要がないため、装置の導入のための費用が安価ですみ、かつ、導入が容易となる。
【図面の簡単な説明】
【0024】
【図1】本発明の実施の形態の構成図で、機械的構成を表す模式図と要部システム構成を表すブロック図とを併記して示す図である。
【図2】2つの被検査物が互いに離れた状態で搬送されてきた場合のX線透過像の例(A)とその2値化画像の例(B)を示す図である。
【図3】2つの被検査物が互いに接触した状態で搬送されてきた場合のX線透過像の例(A)とその2値化画像の例(B)を示す図である。
【図4】2つの被検査物が互いに重なり合った状態で搬送されてきた場合のX線透過像の例(A)とその2値化画像の例(B)を示す図である。
【図5】3つの被検査物が互いに重なり合った状態で搬送されてきた場合のX線透過像の例(A)とその2値化画像の例(B)を示す図である。
【符号の説明】
【0025】
1 X線発生装置
2 X線ラインセンサ
3 コンベア
4 画像形成部
5 光電センサ
6 画像処理部
7 判定部
8 モニタ兼操作部
9 制御部
10 搬送駆動回路
【発明を実施するための形態】
【0026】
以下、図面を参照しつつ本発明の実施の形態について説明する。
図1に示すように、X線発生装置1とX線ラインセンサ2とが対向配置され、これらの間に、被検査物Wを搬送するためのコンベア3が配置されている。X線発生装置1は、スリット等を介することによりファンビーム状のX線を出力し、X線ラインセンサ2はそのファンビーム状のX線の広がり方向に複数の素子が並ぶように配置されている。図1ではX線ラインセンサ2の各素子は紙面に垂直となる方向に並んでいる。被検査物Wはコンベア3によってファンビーム状のX線の広がり方向に対して垂直な方向に一定の速度で搬送される。
【0027】
X線ラインセンサ2の出力、つまり入射したX線の1次元の線量分布は画像形成部4に常時取り込まれる。X線発生装置1とX線ラインセンサ2の対に対し、コンベア3の被検査物Wの搬送方向上流側には光電センサ5が配置されており、画像形成部4はこの光電センサ5の出力によって被検査物Wの到来を検知し、これを起点に線ラインセンサ2から出力されている1次元の線量分布を時間順に並べることによって被検査物Wの2次元のX線透過像を構築する。
【0028】
そして、その被検査物WのX線透過像は画像処理部6による画像処理に供される。画像処理部6では、画像形成部4により構築されたX線透過像を2値化して像の中の塊を抽出し、後述する手法によりその塊のサイズやボリュームを求める。その求められたサイズやボリュームは、判定部7による判定に供される。なお、制御部画像形成部4により構築されたX線透過像は、モニタ兼操作部8に表示される。また、画像の2値化、および、塊の抽出などの処理には公知の様々な手法が採用できる。
【0029】
以上の画像形成部4、画像処理部6および判定部7は制御部9の制御下に置かれており、画像処理部6における画像処理条件や判定部7における判定条件は、モニタ兼操作部8の操作により随意に設定することができ、その設定内容は制御部9を通じて各部に設定される。また、コンベア3を駆動する搬送駆動回路10についても、制御部9の制御下に置かれている。ここで、画像形成部4、画像処理部6、判定部7および制御部9は、実際にはコンピュータとその周辺機器によって構成され、インストールされているプログラムに従った機能を実現するのであるが、図1ではその主要な機能ごとにブロックで表している。
【0030】
さて、この実施の形態において、画像処理部6では、前記したようにX線透過像を2値化することによって塊を抽出し、そのサイズとボリュームを算出する。ここで、サイズとは、2値化画像の1つの塊の面積(画素の数)を正の整数で割った値であり、ボリュームとは、1つの塊を抽出した後、その領域におけるX線透過像の各画素濃度の積算値を正の整数で割った値である。各画素の濃度はその画素の上に存在する被検査物の厚さに関係し、その厚さが大きいほど画素の濃度が高くなると考えられる。従って、各画素濃度の積算値は体積(ボリューム)に相当する値となる。ここでは、一例として、サイズの正常範囲は80〜120、ボリューム正常範囲は160〜240として検査を行うものとする。
【0031】
今、2つの被検査物が互いに接近して搬送されてきたとし、これらの各被検査物のサイズがそれぞれ100、ボリュームがそれぞれ200であるとする。2つの被検査物が互いに接触したり重なり合っていない場合、そのX線透過像は例えば図2(A)に示す通りとなる。この場合、同図(B)に示すように2値化され、塊が2つあることが認識される。各被検査物のサイズがそれぞれ100、ボリュームがそれぞれ200であるので、いずれも問題なく正常と判定される。
【0032】
次に、上記と同じ2つの被検査物が互いに接触して搬送されてきた場合、そのX線透過像は例えば図3(A)に示す通りとなる。この場合、同図(B)に示すように2値化されると、塊は1つであると認識される。この塊のサイズは200となり、また、ボリュームは400となるため、単純に正常範囲と比較した場合、サイズ、ボリュームともに異常と判定される。このような判定があったとき、この実施の形態においては、サイズおよびボリュームをそれぞれ2で除する。これにより、サイズは100、ボリュームは200となり、いずれも正常と判定される。
【0033】
一方、上記と同じ2つの被検査物が互いに重なり合って搬送されてきた場合、そのX線透過像は例えば図4(A)に示す通りとなる。この場合、同図(B)に示すように2値化され、塊は1つであると認識される。この塊のサイズは例えば140となり、また、ボリュームは400となり、この場合においても単純に正常範囲と比較した場合、サイズ、ボリュームともに異常と判定される。サイズおよびボリュームをそれぞれ2で除すると、サイズは70、ボリュームは200となり、サイズの判定は異常となるものの、ボリュームは200となって正常と判定される。
【0034】
ここで、サイズのみの検査でよく、しかも被検査物の形状的特徴(例えば球もしくはそれに近い形状等)により重なりが生じる恐れのない場合には、求められたサイズを整数で除して正常範囲と比較する機能のみがあればよく、また、サイズのみの検査でよいものの、重なりが生じる可能性のある被検査物においては、ボリュームを求めてそれを整数で除する機能を併せ持たせることが好ましい。更に、ボリュームのみの検査でよい場合には求められたボリュームを整数で除して正常範囲と比較する機能のみがあればよい。このように、被検査物や検査条件などに応じて、上記したサイズに関する機能とボリュームに関する機能とを併せ持ち、これらの機能の双方もしくはいずれか一方を能動化させる選択手段を持たせることが好ましい。
【0035】
以上の例では、被検査物が2個接触したり重なり合っている場合について述べたが、これは、例えば1つのパッケージ内に2つの被検査物が収容されており、接触や重なり合いの数が2個に限られている場合に有効である。しかし、例えば1つのパッケージにより多くの被検査物が収容され、被検査物どうしの接触や重なり合いの数が種々に変化する可能性がある場合、以下の手法を採用すればよい。
【0036】
すなわち、被検査物どうしの接触もしくは重なり合いが発生する最大の数をNとし、例えば図5(A)に示すようなX線透過像が得られたとする。同図(B)に示す2値化画像によりこれを1つの塊と認識する。ボリュームの検査を行うに当たって、この塊のボリュームは600となるが、これをまずNで除し、得られた値を正常範囲と比較する。正常範囲でなければ除数を1ずつ減じて同じ動作を繰り返す。すなわち、除数をN,N−1,N−2・・と変化させつつ、その商と正常範囲を比較していく。正常範囲の商が得られたときに正常と判断する。図5の例では、除数を3とした時点でその商200が正常範囲となるので、3個の被検査物が重なり合っていると認識して正常と判定する。最終的には除数を2とし、それでも正常範囲でない場合に異常と判定する。
【0037】
サイズの検査においても、互いに接触している被検査物の数が3以上の可能性がある場合には、上記と同様に、画像処理で求められたサイズを、N,N−1,N−2・・と変化させ、商が正常範囲となったら正常と判定する。
【0038】
ここで、以上のように互いに接触し、あるいは重なり合っている数が多くなると、整数で除した値はその複数個の被検査物のサイズないしはボリュームの平均値となり、1個の被検査物の正常/異常を判定するための正常範囲をそのまま用いたのでは、検査が甘くなる可能性が高くなる。そこで、除数が大きくなるほど、正常範囲を狭くする方法を採用することが好ましい。すなわち、被検査物1個のサイズもしくはボリュームの正常範囲の上限値をRightH、下限値をRightLとすると、Nで除した場合に適用する正常範囲の上限値を、
(RightL+RightH)/2+{(RightL+RightH)/2
−RightL}/N
とし、下限値を、
(RightL+RightH)/2−{(RightL+RightH)/2
−RightL}/N
とする。これにより、除数Nが大きくなるほど、正常範囲がその中央値を中心として狭くなり、Nが大きいが故に検査が甘くなることを抑制することができる。
【特許請求の範囲】
【請求項1】
互いに対向して配置されたX線発生装置とX線検出器の間で被検査物を搬送することにより、被検査物を透過したX線をX線検出器で検出し、その検出出力を用いて被検査物のX線透過像を構築するとともに、そのX線透過像を用いた画像処理により、被検査物の大きさを求める画像処理手段と、その求められた被検査物の大きさが、あらかじめ設定されている正常範囲内にない場合に異常と判定する大きさ判定手段を備えたX線欠品検査装置において、
上記大きさ判定手段は、上記画像処理手段により求められた被検査物の大きさを整数で除した値が、上記正常範囲内にある場合には正常と判定することを特徴とするX線欠品検査装置。
【請求項2】
互いに対向して配置されたX線発生装置とX線検出器の間で被検査物を搬送することにより、被検査物を透過したX線をX線検出器で検出し、その検出出力を用いて被検査物のX線透過像を構築するとともに、そのX線透過像を用いた画像処理により、被検査物の体積を求める画像処理手段と、その求められた被検査物の体積が、あらかじめ設定されている正常範囲内にない場合に異常と判定する体積判定手段を備えたX線欠品検査装置において、
上記体積判定手段は、上記画像処理手段により求められた被検査物の体積を整数で除した値が、上記正常範囲内にある場合には正常と判定することを特徴とするX線欠品検査装置。
【請求項3】
請求項1に記載の画像処理手段および大きさ判定手段と、請求項2に記載の画像処理手段および体積判定手段とを備えていることを特徴とするX線欠品検査装置。
【請求項4】
上記大きさ判定手段および体積判定手段は、正常/異常を判定するための正常範囲を、上記画像処理手段により求められた被検査物の大きさまたは体積の除数を大きくするほど狭くすることを特徴とする請求項1、2または3のいずれかに記載のX線欠品検査装置。
【請求項1】
互いに対向して配置されたX線発生装置とX線検出器の間で被検査物を搬送することにより、被検査物を透過したX線をX線検出器で検出し、その検出出力を用いて被検査物のX線透過像を構築するとともに、そのX線透過像を用いた画像処理により、被検査物の大きさを求める画像処理手段と、その求められた被検査物の大きさが、あらかじめ設定されている正常範囲内にない場合に異常と判定する大きさ判定手段を備えたX線欠品検査装置において、
上記大きさ判定手段は、上記画像処理手段により求められた被検査物の大きさを整数で除した値が、上記正常範囲内にある場合には正常と判定することを特徴とするX線欠品検査装置。
【請求項2】
互いに対向して配置されたX線発生装置とX線検出器の間で被検査物を搬送することにより、被検査物を透過したX線をX線検出器で検出し、その検出出力を用いて被検査物のX線透過像を構築するとともに、そのX線透過像を用いた画像処理により、被検査物の体積を求める画像処理手段と、その求められた被検査物の体積が、あらかじめ設定されている正常範囲内にない場合に異常と判定する体積判定手段を備えたX線欠品検査装置において、
上記体積判定手段は、上記画像処理手段により求められた被検査物の体積を整数で除した値が、上記正常範囲内にある場合には正常と判定することを特徴とするX線欠品検査装置。
【請求項3】
請求項1に記載の画像処理手段および大きさ判定手段と、請求項2に記載の画像処理手段および体積判定手段とを備えていることを特徴とするX線欠品検査装置。
【請求項4】
上記大きさ判定手段および体積判定手段は、正常/異常を判定するための正常範囲を、上記画像処理手段により求められた被検査物の大きさまたは体積の除数を大きくするほど狭くすることを特徴とする請求項1、2または3のいずれかに記載のX線欠品検査装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2010−243364(P2010−243364A)
【公開日】平成22年10月28日(2010.10.28)
【国際特許分類】
【出願番号】特願2009−93298(P2009−93298)
【出願日】平成21年4月7日(2009.4.7)
【出願人】(000001993)株式会社島津製作所 (3,708)
【Fターム(参考)】
【公開日】平成22年10月28日(2010.10.28)
【国際特許分類】
【出願日】平成21年4月7日(2009.4.7)
【出願人】(000001993)株式会社島津製作所 (3,708)
【Fターム(参考)】
[ Back to top ]