
X線質量測定装置
【課題】連続的に巻き取られるような連包ワークにおける個装袋毎の質量測定や空袋検査及び欠品検査をリアルタイムに且つ連続的に行うこと。
【解決手段】搬送される連包ワークWの境界位置を境界検知部5で検知し、この検知した検知信号を所定の信号処理後に境界信号として質量積算部11に出力する。また、ライン質量算出部10は、X線検出器4からのX線透過データに基づいて連包ワークWに吸収されたX線吸収量を算出し、ラインセンサ1周期分を合算した後に風袋部分のX線吸収量を減算して得られた内容物のみのX線吸収量に質量換算係数を乗算したライン質量値を質量積算部11に出力する。そして、質量積算部11において、境界信号の入力タイミングに応じてライン質量値の積算を開始し、次に入力した境界信号の入力タイミングでライン質量値の積算を終了して個装袋の内容物質量値を得る。
【解決手段】搬送される連包ワークWの境界位置を境界検知部5で検知し、この検知した検知信号を所定の信号処理後に境界信号として質量積算部11に出力する。また、ライン質量算出部10は、X線検出器4からのX線透過データに基づいて連包ワークWに吸収されたX線吸収量を算出し、ラインセンサ1周期分を合算した後に風袋部分のX線吸収量を減算して得られた内容物のみのX線吸収量に質量換算係数を乗算したライン質量値を質量積算部11に出力する。そして、質量積算部11において、境界信号の入力タイミングに応じてライン質量値の積算を開始し、次に入力した境界信号の入力タイミングでライン質量値の積算を終了して個装袋の内容物質量値を得る。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、搬送される被測定物にX線を照射した際のX線透過量に基づき、被測定物に収容される収容物の質量測定を行うX線質量測定装置に関するものである。
【背景技術】
【0002】
従来、食品等を生産する生産ラインにおいて、搬送中の被測定物に対してX線を照射し、被測定物を透過したX線の透過量に基づいて被測定物の質量測定を行うX線質量測定装置として、例えば下記特許文献1の装置が公知である。
【0003】
下記特許文献1に開示されるX線質量測定装置は、被測定物である搬送中の連続体に対しX線を照射するX線照射手段と、連続体を透過したX線の透過量を検出するX線検出手段と、検出されたX線の透過量に基づいて所望の領域に対応する連続体に吸収されたX線吸収量を算出するX線吸収量算出手段と、連続体に吸収されたX線吸収量から連続体の質量に換算するための質量換算係数を予め記憶する質量換算係数記憶手段と、連続体の延在方向を分割するための分割領域を設定する分割領域設定手段と、連続体の分割領域のX線吸収量と質量換算係数とに基づいて連続体の分割領域の質量を測定する質量測定手段を備えている。
【0004】
そして、上記装置では、被測定物である連続体の一部である製品部分に質量の過不足が生じた場合であっても、製品部分を切り離す後処理工程を行わずして、連続体における製品部分の正確な質量測定を実現している。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2009−85876号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、特許文献1に開示される装置では、帯状に連なった各個装袋に収容される内容物の質量測定を行うにあたり、被測定物に照射されたX線のX線透過データからX線透過画像を生成し、このX線透過画像を画像処理して対応する領域を抽出し、その領域の画素濃度に基づいて質量算出を行っている。
【0007】
このため、質量を算出するまでの演算処理に時間がかかってしまい、高速に巻き取り搬送されるこの種の被測定物の質量値を、リアルタイムで連続的に測定することができないという問題があった。
【0008】
また、空袋等があった場合に、個装袋とその境界のX線透過画像の濃淡差がわずかしかないため、装置内の温度変化や製品の内容物の量やばらつき等により、確実に境界を検知することができなかった。
【0009】
さらに、個装袋の境界を自動認識するためには、製品の長さ、境界の長さ、製品濃度等の事前の設定項目が多いため、調整ミスが多く発生していた。
【0010】
そこで、本発明は上記問題点に鑑みてなされたものであって、個装袋が帯状に連なった連包ワークにおける各個装袋の境界を確実に検知して個装袋毎の質量測定を正確に、且つリアルタイムに連続して行うことのできるX線質量測定装置を提供することを目的としている。
【課題を解決するための手段】
【0011】
上記目的を達成するため、本発明の請求項1に記載されたX線質量測定装置は、内容物が収容された複数の個装袋が帯状に連なった連包ワークWに照射されたX線の透過量をラインセンサにより所定周期で検出し、該透過量に基づいて前記内容物に対して周期毎に得られるライン質量値を出力するX線検出部3、4、10と、
前記X線検出部よりも上流側に設けられ、前記連包ワークにおける各個装袋の境界を識別する検知信号を出力する境界検知部5と、
前記X線検出部で前記連包ワークの境界が検出されるタイミングと同期するように前記検知信号を遅延処理させ、境界信号として出力する境界信号生成部9と、
前記境界信号生成部からの境界信号の入力タイミングから次の境界信号の入力タイミングまで前記X線検出部からの前記ライン質量値を積算して個装袋毎の内容物質量値を得る質量積算部11と、
を備えたことを特徴とする。
【0012】
請求項2に記載されたX線質量測定装置は、請求項1記載のX線質量測定装置において、前記境界検知部5は、前記連包ワークWに対して出射した信号光を受光して前記境界を検知する光電センサであることを特徴とする。
【0013】
請求項3に記載されたX線質量測定装置は、請求項1又は2記載のX線質量測定装置において、前記境界検知部5を前記X線検出部3、4、10の前段に複数配置し、
前記境界信号生成部9は、前記境界検知部からの各検知信号の論理積又は論理和をとる信号調整手段9cを備えたことを特徴とする。
【発明の効果】
【0014】
本発明のX線質量測定装置によれば、連包ワークWにおける個装袋の境界位置を確実に識別検知し、この検知結果である境界信号の入力タイミングに基づいて、ライン質量値を積算することで複雑な画像処理を必要としない簡易的な構成で高速に個装袋毎の質量値が得られるため、連続的に巻き取られるような連包ワークWにおける個装袋毎の質量測定や空袋検査及び欠品検査がリアルタイムに且つ連続的に行うことができる。
【0015】
また、境界検知部として光電センサを用いることで、連包ワークWにおける個装袋間の境界検知を精度よく行うことができる。
【図面の簡単な説明】
【0016】
【図1】本発明に係る選別装置の装置構成を示す概略ブロック図である。
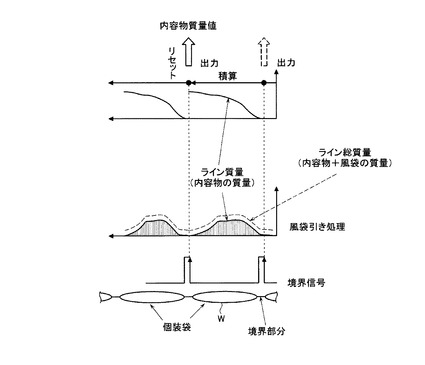
【図2】検知した境界信号とライン質量算出から積算までの関係を示す説明図である。
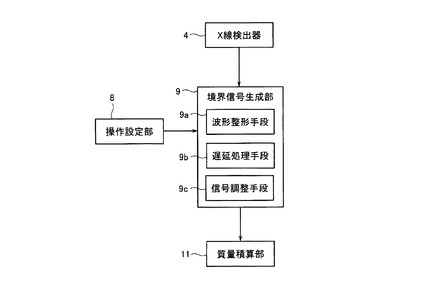
【図3】境界信号生成部の他の構成例を示す概略ブロック図である。
【発明を実施するための形態】
【0017】
以下、本発明を実施するための形態について、添付した図面を参照しながら詳細に説明する。なお、この実施の形態によりこの発明が限定されるものではなく、この形態に基づいて当業者等によりなされる実施可能な他の形態、実施例及び運用技術等はすべて本発明の範疇に含まれる。
【0018】
なお、本明細書では、測定対象である被測定物として、例えばインスタントラーメンのスープ等の内容物を収容した複数の個装袋が帯状に連なった連続体(以下、「連包ワークW」という)を例にあげるが、質量測定の対象となる領域(内容物が収容されている領域)と測定対象でない領域(内容物が収容されていない領域)とが帯状に連なっており各領域が識別可能なものであれば、特に限定されない。
【0019】
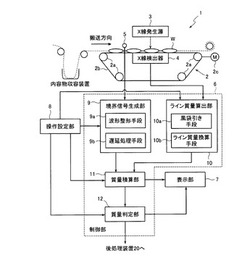
まず、本例のX線質量測定装置の構成について図1を参照しながら説明する。
図1に示すように、X線質量測定装置1は、食品工場等の生産ラインの一部に組み込まれ、生産ラインを流れてくる搬送物の質量をX線の透過量に基づいて測定するものであり、搬送部2と、X線発生源3と、X線検出器4と、境界検知部5と、制御部6と、表示部7と、操作設定部8とを備えて構成されている。
【0020】
搬送部2は、複数の駆動ローラ2aと、これらローラに掛け回された環状の搬送ベルト2bとからなるベルトコンベアで構成されている。また、駆動ローラの何れか1つには、ベルト周回用の駆動モータ2cが接続されいる。搬送部2は、駆動モータ2cが駆動制御されることで駆動ローラ2aが回転して、搬送ベルト2b上に積載された連包ワークWを所定の搬送速度で搬入口から搬出口側に向けて搬送している。
【0021】
X線発生源3は、搬送部2の上方に所定高さ離れて設けられる。X線発生部3は、金属製の箱体内部に設けられる円筒状のX線管を不図示の絶縁油により浸漬した構成であり、X線管の陰極からの電子ビームを陽極ターゲットに照射させてX線を生成している。X線管は、その長手方向が連包ワークWの搬送方向となるように配置されている。X線管により生成されたX線は、下方のX線検出器4に向けて、不図示のスリットにより略三角形状のスクリーン状となって搬送方向を横切るように照射されるようになっている。
【0022】
X線検出器4は、搬送部2の上方のX線発生源3と対向するように搬送部2の下方に設けられ、X線発生源3から照射された連包ワークWを透過したX線の透過量を検出するようになっている。このX線検出器4は、ライン状に等間隔で列設された複数の検出素子であるフォトダイオードと、フォトダイオード上に設けられたシンチレータとを備えたアレイ状のラインセンサが用いられ、シンチレータでX線のエネルギーを吸収して光に変換し、その光をフォトダイオードが検出信号に変換してX線透過データとして制御部6に出力している。
【0023】
すなわち、X線検出器4は、受けたX線の強さに対応したレベルを有する電気信号を出力するものであり、搬送方向と直交する方向に直線状に配置されたラインセンサを構成する各素子毎に連包ワークWを透過したX線を検出する。そして、連包ワークWの搬送に伴い、各素子で検出した1ラインあたりのX線透過量をX線透過データとして所定時間間隔で順次出力を繰り返している。
【0024】
なお、上述したX線発生源3と、X線検出器4と、後述するライン質量算出部10とでX線検出部を構成し、搬送される連包ワークWに対して照射したX線の透過量から個装袋に収容される内容物の検出単位質量であるライン質量値を、ラインセンサの走査周期で検出し出力している。すなわち、ラインセンサの走査1周期の間に連包ワークWが移動する長さ分の質量をライン質量値とし、X線検出部はラインセンサでX線の透過量を検出し、その周期毎にライン質量値を出力している。
【0025】
境界検知部5は、出射する信号光(赤外線やレーザのような可視光線)の受信状態に基づき、検知物体を検知する反射型センサや投光器及び受光器からなる投受光センサ等の光電センサや、検知物体による電磁気的な変動を検知する電磁気センサで構成され、搬入口から搬入される連包ワークWを検知するように、例えば搬送部2の上方に角度調節可能に配置されている。境界検知部5は、搬送部2によって搬送される連包ワークWに対して出射された信号光を受光し、その受光した光量(又は応答時間)に基づき、連包ワークWの境界位置を示す検知信号を境界信号生成部9に出力している。
【0026】
なお、境界検知部5は、連包ワークWの包装の種類(例えば、アルミ袋、ポリオレフィン系の半透明袋や透明袋)に応じて連包ワークWにおける境界が識別可能な光電センサを適宜選択して使用する。また、より高精度に連包ワークWにおける境界検知を実現するため、複数箇所に光電センサを配置して複数方向から連包ワークWの境界検知を行う構成とすることもできる。
【0027】
制御部6は、例えばCPUやRAM/ROM等のマイクロコンピュータで構成され、境界信号生成部9と、ライン質量算出部10と、質量積算部11と、質量判定部12とを備えている。制御部6は、X線検出器4からのX線透過データと、境界検知部5からの境界信号とに基づき、連包ワークWの各個装袋に収容された内容物の質量を算出するとともに、検査結果を装置備え付けの表示部7や後処理装置20に出力している。
【0028】
境界信号生成部9は、境界検知部5からの検知信号を基に、連包ワークWの境界がX線検出器4のラインセンサ上を通過するタイミングと同期するように所定の信号処理を施して得られる境界信号を質量積算部11に出力している。
【0029】
具体的には、境界検知部5からの検知信号を、波形整形手段9aにて所定の時間内のチャタリングを吸収して波形整形する。そして、波形整形後の信号が、センサ位置からX線検出器4のラインセンサまでの搬送距離と搬送速度で予め定まる遅延情報に基づく遅延時間後に出力されるように、遅延処理手段9bにて遅延処理を施す。これにより、図2に示すような、連包ワークWにおける個装袋間の境界位置を示す信号として境界信号が生成される。
【0030】
このように、境界検知部5からの検知信号に上記信号処理を施すことで、搬送される連包ワークWにおける前回の測定対象である個装袋の積算終了タイミングを示すタイミング信号の要素、次回の測定対象である個装袋の積算開始タイミングを示すタイミング信号の要素、積算終了した積算結果である内容物積算値をリセットするリセット信号の要素を兼ね備えた境界信号として質量積算部11に出力される。
【0031】
また、境界信号生成部9において、境界検知部5を複数箇所に配置した構成とした場合、図3に示すように、各センサで検知した検知信号のタイミングの調整を図るために論理積(AND)や論理和(OR)などの論理演算をとる信号調整手段9aを構成要件として追加することで、より高精度に連包ワークWにおける個装袋間の境界検知を行うことができる。そして、信号調整手段9cにて論理演算処理された信号に対して遅延処理手段9bで所定の遅延処理を施すことで境界信号を生成する。
【0032】
なお、論理演算は、例えば、各センサの検知感度が高い場合には、論理積(AND)をとることで、搬送方向の境界検知のばらつきを吸収することができ、各センサの検知感度が低い場合には、論理和(OR)をとることで、各センサの検出ミス(見落とし)をカバーすることができる。
【0033】
ライン質量算出部10は、X線検出器4からのX線透過データをそれぞれA/D変換によりデジタル化した後、連包ワークWに吸収されたX線量を示すX線吸収量に変換し、そのX線吸収量を周期毎(ラインセンサの1走査分)に合算して総X線吸収量(内容物と風袋の合計値)を得る。そして、ライン質量算出部10は、総X線吸収量から風袋部分のX線吸収量を減算して内容物のみのX線吸収量を出力する風袋引き手段10aと、連包ワークWの内容物に応じた質量換算処理を行って、内容物のみの質量値をライン質量値として出力するライン質量換算手段10bとを備えている。
【0034】
ここで、X線の透過量と厚みとの関係について説明する。X線の照射量をI0 、X線の透過量をI、X線の吸収率をμ、連包ワークWの透過領域21における厚みをXとすると、連包ワークWの透過領域21のX線吸収量Tは、次式(1)が成り立つ。
T=(logI0 −logI)=μX…(1)
【0035】
式(1)からわかるように、同一の物質である場合は、体積(厚み×面積)がX線吸収量に比例するので、ライン質量算出部10は、X線吸収量Tを合算して、これに質量換算係数を乗算することにより、質量を算出できることがわかる。
【0036】
風袋引き手段10aは、X線検出器4からのX線透過データより得られる1周期毎の総X線吸収量(内容物と風袋の合計値)から風袋部分のX線吸収量(風袋吸収値)を減算して、内容物のみのX線吸収量をライン質量換算手段10bに出力している。
ここで、減算される風袋吸収値は、例えば図2に示すリセットタイミンで得られる総X線吸収量が風袋値吸収値となりうる。リセットタイミングでは、連包ワークWにおいて内容物の無いシール部であるから、このリセットタイミングのときの総X線吸収量を風袋値吸収量として記憶し、減算に用いることができる。
【0037】
ライン質量換算手段10bは、風袋引き手段10aによって風袋部分のX線吸収量が差し引かれた内容物のみのX線吸収量に質量換算係数を乗算して得らえる内容物のみの質量値を、ライン質量値として質量積算部11に出力している。
【0038】
このように、ライン質量算出部10では、X線検出部4からのX線透過データに基づいて連包ワークWに吸収されたX線吸収量を算出し、ラインセンサ1周期分を合算した後に風袋部分のX線吸収量を減算して内容物のみのX線吸収量を算出し、このX線吸収量に質量換算係数を乗算してライン質量値を出力している。従って、図2に示すようにラインセンサの周期毎に、ライン総質量(図2中の点線)から使用した風袋の風袋質量が差し引くことで、内容物のみのライン質量(図2中の実線)が得られる。
【0039】
なお、質量換算係数とは、内容物の質量が既知の単体分包において、そのX線吸収量の積算値からその風袋部分のX線吸収量積算値を差し引いた内容物の質量に対応する積算X線吸収量を求め、既知の質量を積算X線吸収量で除算して求めることができる。
【0040】
質量積算部11は、ライン質量換算手段10bから出力されたライン質量値を、境界信号生成部9からの境界信号の入力タイミングから次の入力タイミングまでの間、積算を行って内容物の質量値を算出している。具体的には、境界信号生成部9からの境界信号の入力タイミングに基づき、測定対象である個装袋の積算処理を開始し、次に入力した境界信号の入力タイミングで現在実行している積算処理を終了する。また、境界信号の入力に伴って積算処理を終了した積算結果を内容物質量値として質量判定部12に出力するとともに、出力した内容物質量値をリセットし、次の測定対象である個装袋の積算処理を開始する。
【0041】
すなわち、質量積算部11において、境界信号生成部9からの境界信号の入力タイミングは、現在実行している積算の終了タイミングであり、積算終了した積算結果である内容物質量値の出力タイミングであり、出力した内容物質量値のリセットタイミングであり、次回実行する積算処理の開始タイミングである。よって、図2に示すように、境界信号の入力タイミングに合わせて所定時間間隔で上記積算処理を行うことで、連包ワークWにおける個装袋毎の内容物の質量測定を実現している。
【0042】
質量判定部12は、個装袋の質量に過不足が生じるか否かの判定を行うため、予め設定された判定基準となる判定閾値と、質量積算部11からの内容物質量値とを比較し、入力した内容物質量値が判定閾値により規定される許容範囲内にあるか否かを判定する。そして、この判定結果を表示部7と本装置後段の後処理装置20(選別装置等)に出力している。
【0043】
表示部7は、例えば液晶ディスプレイのような表示機器で構成され、質量測定の結果表示(質量情報や良否判定情報)、各種設定内容の表示等を行っている。
【0044】
操作設定部8は、例えば、搬送する連包ワークWの情報及びこの連包ワークWに対応する質量測定条件(使用される風袋の質量(風袋値)、質量換算係数、判定閾値等)の入力設定、表示に関する設定、装置駆動に関する指示等を与えるためにユーザが操作する複数のキーやスイッチ等で構成される。
【0045】
次に、上述したX線質量測定装置1における一連の処理動作について説明する。
搬送部2によって搬送される連包ワークWを搬入口に配置した境界検知部5によって検知し、この検知に基づく検知信号が境界信号生成部9に出力される。境界信号生成部9は、入力した検知信号の波形整形を行うとともに、予め設定された遅延時間に基づく遅延処理を施して質量積算部11に出力する。
【0046】
一方、搬送部2によって搬送された連包ワークWに対してX線発生源3からX線が照射され、搬送される連包ワークWに対して照射したX線の透過量をX線検出器4で検出してX線透過データとしてライン質量算出部10に出力する。
【0047】
ライン質量算出部10では、X線検出器4からのX線透過データに基づいて連包ワークWに吸収されたX線吸収量を算出し、ラインセンサ1周期分を合算した後に風袋部分のX線吸収量を減算して内容物のみのX線吸収量を算出する。そして、この内容物のみのX線吸収量に質量換算係数を乗算して得られたライン質量値を質量積算部11に出力する。
【0048】
次に、質量積算部11では、境界信号生成部9からの境界信号の入力タイミングに基づき、境界信号が入力するまでの間に積算していたライン質量値の積算処理を終了させるとともに、積算終了した積算結果を内容物質量値として質量判定部12に出力する。また、同じタイミングで、出力した内容物質量値をリセットするとともに、次の測定対象である個装袋のライン質量値の積算処理を開始する。
【0049】
以降、境界信号生成部9からの境界信号の入力タイミングに基づき、積算処理の終了、積算した内容物質量値の出力及び積算結果のリセット、次回の積算処理に開始を繰返し行っている。
【0050】
また、質量判定部12に出力された内容物質量値は、予め設定された判定閾値と比較し、入力した内容物質量値が判定閾値により規定される許容範囲内にあるか否かを判定した判定結果を、表示部7と装置後段にある後処理装置20(選別装置等)に出力する。
【0051】
以上説明したように、上述したX線質量測定装置1は、搬送される連包ワークWの境界位置を境界検知部5で検知し、この検知した検知信号を所定の信号処理後に境界信号として質量積算部11に出力する。また、ライン質量算出部10は、X線検出器4からのX線透過データに基づいて連包ワークWに吸収されたX線吸収量を算出し、ラインセンサ1周期分を合算した後に風袋部分のX線吸収量を減算して内容物のみのX線吸収量を算出する。そして、この内容物のみのX線吸収量に質量換算係数を乗算して得られたライン質量値を質量積算部11に出力する。
【0052】
そして、質量積算部11において、境界信号の入力タイミングに基づき、境界信号が入力するまでの間に積算していたライン質量値の積算処理を終了させるとともに、積算終了した積算結果を内容物質量値として質量判定部12に出力する。また、同じタイミングで、出力した内容物質量値をリセットするとともに、次の測定対象である個装袋のライン質量値の積算処理を開始する。
【0053】
これにより、連包ワークWにおける個装袋の境界位置を確実に識別検知し、この検知結果である境界信号の入力タイミングに基づいて、ライン質量値を積算するで複雑な画像処理を必要としない簡易的な構成で高速に個装袋毎の質量値が得られるため、連続的に巻き取られるような連包ワークWにおける個装袋毎の質量測定や空袋検査及び欠品検査がリアルタイムに且つ連続的に行うことができる。
【0054】
ところで、上述した形態では、ライン質量算出部10において、風袋部分のX線吸収量を減算して得られた内容物のみのX線吸収量に質量換算係数を乗じて内容物の質量を求める構成で説明したが、風袋部分の質量を求めるのではないので、1周期毎の総X線吸収量(内容物と風袋部分の合計値)に内容物の質量換算係数を乗算してライン総質量値(内容物の質量と風袋の擬似質量)を求めた後に、風袋の擬似質量を減算するようにしてもよい。
【0055】
また、少なくとも個装袋に収容される内容物のみの質量が得られればよいため、例えば風袋のみの個装袋を搬送して得られる質量(X線吸収量×内容物の質量換算係数)を風袋部分の風袋値(個装袋の擬似質量)として予め求めておき、質量積算部11にて積算されるライン総質量値の積算結果から前記風袋値を減算して内容物質量値を求める構成とすることもできる。
【0056】
さらに、境界検知部5の構成として光電センサに限定されず、例えば、本装置の前段に設けられ、空袋に内容物を収容して所定間隔で開口部をシール処理して個装袋毎に分割して連包ワークWを製造する内容物収容装置からのシール処理のタイミング信号を利用することもできる。
【0057】
この場合、シール処理が行われた位置からX線検出器4まで搬送される連包ワークWの搬送距離及び搬送速度を予め遅延情報として保持しておき、境界信号生成部9にて波形整形及び遅延処理を行えば、上記形態と同様の効果を奏することができる。
【符号の説明】
【0058】
1…X線質量測定装置
2…搬送部
3…X線発生源
4…X線検出器
5…境界検知部
6…制御部
7…表示部
8…操作設定部
9…境界信号生成部(9a…波形整形手段、9b…遅延処理手段、9c…信号調整手段)
10…ライン質量算出部(10a…風袋引き手段、10b…ライン質量換算手段)
11…質量積算部
12…質量判定部
20…後処理装置(選別装置)
【技術分野】
【0001】
本発明は、搬送される被測定物にX線を照射した際のX線透過量に基づき、被測定物に収容される収容物の質量測定を行うX線質量測定装置に関するものである。
【背景技術】
【0002】
従来、食品等を生産する生産ラインにおいて、搬送中の被測定物に対してX線を照射し、被測定物を透過したX線の透過量に基づいて被測定物の質量測定を行うX線質量測定装置として、例えば下記特許文献1の装置が公知である。
【0003】
下記特許文献1に開示されるX線質量測定装置は、被測定物である搬送中の連続体に対しX線を照射するX線照射手段と、連続体を透過したX線の透過量を検出するX線検出手段と、検出されたX線の透過量に基づいて所望の領域に対応する連続体に吸収されたX線吸収量を算出するX線吸収量算出手段と、連続体に吸収されたX線吸収量から連続体の質量に換算するための質量換算係数を予め記憶する質量換算係数記憶手段と、連続体の延在方向を分割するための分割領域を設定する分割領域設定手段と、連続体の分割領域のX線吸収量と質量換算係数とに基づいて連続体の分割領域の質量を測定する質量測定手段を備えている。
【0004】
そして、上記装置では、被測定物である連続体の一部である製品部分に質量の過不足が生じた場合であっても、製品部分を切り離す後処理工程を行わずして、連続体における製品部分の正確な質量測定を実現している。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2009−85876号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、特許文献1に開示される装置では、帯状に連なった各個装袋に収容される内容物の質量測定を行うにあたり、被測定物に照射されたX線のX線透過データからX線透過画像を生成し、このX線透過画像を画像処理して対応する領域を抽出し、その領域の画素濃度に基づいて質量算出を行っている。
【0007】
このため、質量を算出するまでの演算処理に時間がかかってしまい、高速に巻き取り搬送されるこの種の被測定物の質量値を、リアルタイムで連続的に測定することができないという問題があった。
【0008】
また、空袋等があった場合に、個装袋とその境界のX線透過画像の濃淡差がわずかしかないため、装置内の温度変化や製品の内容物の量やばらつき等により、確実に境界を検知することができなかった。
【0009】
さらに、個装袋の境界を自動認識するためには、製品の長さ、境界の長さ、製品濃度等の事前の設定項目が多いため、調整ミスが多く発生していた。
【0010】
そこで、本発明は上記問題点に鑑みてなされたものであって、個装袋が帯状に連なった連包ワークにおける各個装袋の境界を確実に検知して個装袋毎の質量測定を正確に、且つリアルタイムに連続して行うことのできるX線質量測定装置を提供することを目的としている。
【課題を解決するための手段】
【0011】
上記目的を達成するため、本発明の請求項1に記載されたX線質量測定装置は、内容物が収容された複数の個装袋が帯状に連なった連包ワークWに照射されたX線の透過量をラインセンサにより所定周期で検出し、該透過量に基づいて前記内容物に対して周期毎に得られるライン質量値を出力するX線検出部3、4、10と、
前記X線検出部よりも上流側に設けられ、前記連包ワークにおける各個装袋の境界を識別する検知信号を出力する境界検知部5と、
前記X線検出部で前記連包ワークの境界が検出されるタイミングと同期するように前記検知信号を遅延処理させ、境界信号として出力する境界信号生成部9と、
前記境界信号生成部からの境界信号の入力タイミングから次の境界信号の入力タイミングまで前記X線検出部からの前記ライン質量値を積算して個装袋毎の内容物質量値を得る質量積算部11と、
を備えたことを特徴とする。
【0012】
請求項2に記載されたX線質量測定装置は、請求項1記載のX線質量測定装置において、前記境界検知部5は、前記連包ワークWに対して出射した信号光を受光して前記境界を検知する光電センサであることを特徴とする。
【0013】
請求項3に記載されたX線質量測定装置は、請求項1又は2記載のX線質量測定装置において、前記境界検知部5を前記X線検出部3、4、10の前段に複数配置し、
前記境界信号生成部9は、前記境界検知部からの各検知信号の論理積又は論理和をとる信号調整手段9cを備えたことを特徴とする。
【発明の効果】
【0014】
本発明のX線質量測定装置によれば、連包ワークWにおける個装袋の境界位置を確実に識別検知し、この検知結果である境界信号の入力タイミングに基づいて、ライン質量値を積算することで複雑な画像処理を必要としない簡易的な構成で高速に個装袋毎の質量値が得られるため、連続的に巻き取られるような連包ワークWにおける個装袋毎の質量測定や空袋検査及び欠品検査がリアルタイムに且つ連続的に行うことができる。
【0015】
また、境界検知部として光電センサを用いることで、連包ワークWにおける個装袋間の境界検知を精度よく行うことができる。
【図面の簡単な説明】
【0016】
【図1】本発明に係る選別装置の装置構成を示す概略ブロック図である。
【図2】検知した境界信号とライン質量算出から積算までの関係を示す説明図である。
【図3】境界信号生成部の他の構成例を示す概略ブロック図である。
【発明を実施するための形態】
【0017】
以下、本発明を実施するための形態について、添付した図面を参照しながら詳細に説明する。なお、この実施の形態によりこの発明が限定されるものではなく、この形態に基づいて当業者等によりなされる実施可能な他の形態、実施例及び運用技術等はすべて本発明の範疇に含まれる。
【0018】
なお、本明細書では、測定対象である被測定物として、例えばインスタントラーメンのスープ等の内容物を収容した複数の個装袋が帯状に連なった連続体(以下、「連包ワークW」という)を例にあげるが、質量測定の対象となる領域(内容物が収容されている領域)と測定対象でない領域(内容物が収容されていない領域)とが帯状に連なっており各領域が識別可能なものであれば、特に限定されない。
【0019】
まず、本例のX線質量測定装置の構成について図1を参照しながら説明する。
図1に示すように、X線質量測定装置1は、食品工場等の生産ラインの一部に組み込まれ、生産ラインを流れてくる搬送物の質量をX線の透過量に基づいて測定するものであり、搬送部2と、X線発生源3と、X線検出器4と、境界検知部5と、制御部6と、表示部7と、操作設定部8とを備えて構成されている。
【0020】
搬送部2は、複数の駆動ローラ2aと、これらローラに掛け回された環状の搬送ベルト2bとからなるベルトコンベアで構成されている。また、駆動ローラの何れか1つには、ベルト周回用の駆動モータ2cが接続されいる。搬送部2は、駆動モータ2cが駆動制御されることで駆動ローラ2aが回転して、搬送ベルト2b上に積載された連包ワークWを所定の搬送速度で搬入口から搬出口側に向けて搬送している。
【0021】
X線発生源3は、搬送部2の上方に所定高さ離れて設けられる。X線発生部3は、金属製の箱体内部に設けられる円筒状のX線管を不図示の絶縁油により浸漬した構成であり、X線管の陰極からの電子ビームを陽極ターゲットに照射させてX線を生成している。X線管は、その長手方向が連包ワークWの搬送方向となるように配置されている。X線管により生成されたX線は、下方のX線検出器4に向けて、不図示のスリットにより略三角形状のスクリーン状となって搬送方向を横切るように照射されるようになっている。
【0022】
X線検出器4は、搬送部2の上方のX線発生源3と対向するように搬送部2の下方に設けられ、X線発生源3から照射された連包ワークWを透過したX線の透過量を検出するようになっている。このX線検出器4は、ライン状に等間隔で列設された複数の検出素子であるフォトダイオードと、フォトダイオード上に設けられたシンチレータとを備えたアレイ状のラインセンサが用いられ、シンチレータでX線のエネルギーを吸収して光に変換し、その光をフォトダイオードが検出信号に変換してX線透過データとして制御部6に出力している。
【0023】
すなわち、X線検出器4は、受けたX線の強さに対応したレベルを有する電気信号を出力するものであり、搬送方向と直交する方向に直線状に配置されたラインセンサを構成する各素子毎に連包ワークWを透過したX線を検出する。そして、連包ワークWの搬送に伴い、各素子で検出した1ラインあたりのX線透過量をX線透過データとして所定時間間隔で順次出力を繰り返している。
【0024】
なお、上述したX線発生源3と、X線検出器4と、後述するライン質量算出部10とでX線検出部を構成し、搬送される連包ワークWに対して照射したX線の透過量から個装袋に収容される内容物の検出単位質量であるライン質量値を、ラインセンサの走査周期で検出し出力している。すなわち、ラインセンサの走査1周期の間に連包ワークWが移動する長さ分の質量をライン質量値とし、X線検出部はラインセンサでX線の透過量を検出し、その周期毎にライン質量値を出力している。
【0025】
境界検知部5は、出射する信号光(赤外線やレーザのような可視光線)の受信状態に基づき、検知物体を検知する反射型センサや投光器及び受光器からなる投受光センサ等の光電センサや、検知物体による電磁気的な変動を検知する電磁気センサで構成され、搬入口から搬入される連包ワークWを検知するように、例えば搬送部2の上方に角度調節可能に配置されている。境界検知部5は、搬送部2によって搬送される連包ワークWに対して出射された信号光を受光し、その受光した光量(又は応答時間)に基づき、連包ワークWの境界位置を示す検知信号を境界信号生成部9に出力している。
【0026】
なお、境界検知部5は、連包ワークWの包装の種類(例えば、アルミ袋、ポリオレフィン系の半透明袋や透明袋)に応じて連包ワークWにおける境界が識別可能な光電センサを適宜選択して使用する。また、より高精度に連包ワークWにおける境界検知を実現するため、複数箇所に光電センサを配置して複数方向から連包ワークWの境界検知を行う構成とすることもできる。
【0027】
制御部6は、例えばCPUやRAM/ROM等のマイクロコンピュータで構成され、境界信号生成部9と、ライン質量算出部10と、質量積算部11と、質量判定部12とを備えている。制御部6は、X線検出器4からのX線透過データと、境界検知部5からの境界信号とに基づき、連包ワークWの各個装袋に収容された内容物の質量を算出するとともに、検査結果を装置備え付けの表示部7や後処理装置20に出力している。
【0028】
境界信号生成部9は、境界検知部5からの検知信号を基に、連包ワークWの境界がX線検出器4のラインセンサ上を通過するタイミングと同期するように所定の信号処理を施して得られる境界信号を質量積算部11に出力している。
【0029】
具体的には、境界検知部5からの検知信号を、波形整形手段9aにて所定の時間内のチャタリングを吸収して波形整形する。そして、波形整形後の信号が、センサ位置からX線検出器4のラインセンサまでの搬送距離と搬送速度で予め定まる遅延情報に基づく遅延時間後に出力されるように、遅延処理手段9bにて遅延処理を施す。これにより、図2に示すような、連包ワークWにおける個装袋間の境界位置を示す信号として境界信号が生成される。
【0030】
このように、境界検知部5からの検知信号に上記信号処理を施すことで、搬送される連包ワークWにおける前回の測定対象である個装袋の積算終了タイミングを示すタイミング信号の要素、次回の測定対象である個装袋の積算開始タイミングを示すタイミング信号の要素、積算終了した積算結果である内容物積算値をリセットするリセット信号の要素を兼ね備えた境界信号として質量積算部11に出力される。
【0031】
また、境界信号生成部9において、境界検知部5を複数箇所に配置した構成とした場合、図3に示すように、各センサで検知した検知信号のタイミングの調整を図るために論理積(AND)や論理和(OR)などの論理演算をとる信号調整手段9aを構成要件として追加することで、より高精度に連包ワークWにおける個装袋間の境界検知を行うことができる。そして、信号調整手段9cにて論理演算処理された信号に対して遅延処理手段9bで所定の遅延処理を施すことで境界信号を生成する。
【0032】
なお、論理演算は、例えば、各センサの検知感度が高い場合には、論理積(AND)をとることで、搬送方向の境界検知のばらつきを吸収することができ、各センサの検知感度が低い場合には、論理和(OR)をとることで、各センサの検出ミス(見落とし)をカバーすることができる。
【0033】
ライン質量算出部10は、X線検出器4からのX線透過データをそれぞれA/D変換によりデジタル化した後、連包ワークWに吸収されたX線量を示すX線吸収量に変換し、そのX線吸収量を周期毎(ラインセンサの1走査分)に合算して総X線吸収量(内容物と風袋の合計値)を得る。そして、ライン質量算出部10は、総X線吸収量から風袋部分のX線吸収量を減算して内容物のみのX線吸収量を出力する風袋引き手段10aと、連包ワークWの内容物に応じた質量換算処理を行って、内容物のみの質量値をライン質量値として出力するライン質量換算手段10bとを備えている。
【0034】
ここで、X線の透過量と厚みとの関係について説明する。X線の照射量をI0 、X線の透過量をI、X線の吸収率をμ、連包ワークWの透過領域21における厚みをXとすると、連包ワークWの透過領域21のX線吸収量Tは、次式(1)が成り立つ。
T=(logI0 −logI)=μX…(1)
【0035】
式(1)からわかるように、同一の物質である場合は、体積(厚み×面積)がX線吸収量に比例するので、ライン質量算出部10は、X線吸収量Tを合算して、これに質量換算係数を乗算することにより、質量を算出できることがわかる。
【0036】
風袋引き手段10aは、X線検出器4からのX線透過データより得られる1周期毎の総X線吸収量(内容物と風袋の合計値)から風袋部分のX線吸収量(風袋吸収値)を減算して、内容物のみのX線吸収量をライン質量換算手段10bに出力している。
ここで、減算される風袋吸収値は、例えば図2に示すリセットタイミンで得られる総X線吸収量が風袋値吸収値となりうる。リセットタイミングでは、連包ワークWにおいて内容物の無いシール部であるから、このリセットタイミングのときの総X線吸収量を風袋値吸収量として記憶し、減算に用いることができる。
【0037】
ライン質量換算手段10bは、風袋引き手段10aによって風袋部分のX線吸収量が差し引かれた内容物のみのX線吸収量に質量換算係数を乗算して得らえる内容物のみの質量値を、ライン質量値として質量積算部11に出力している。
【0038】
このように、ライン質量算出部10では、X線検出部4からのX線透過データに基づいて連包ワークWに吸収されたX線吸収量を算出し、ラインセンサ1周期分を合算した後に風袋部分のX線吸収量を減算して内容物のみのX線吸収量を算出し、このX線吸収量に質量換算係数を乗算してライン質量値を出力している。従って、図2に示すようにラインセンサの周期毎に、ライン総質量(図2中の点線)から使用した風袋の風袋質量が差し引くことで、内容物のみのライン質量(図2中の実線)が得られる。
【0039】
なお、質量換算係数とは、内容物の質量が既知の単体分包において、そのX線吸収量の積算値からその風袋部分のX線吸収量積算値を差し引いた内容物の質量に対応する積算X線吸収量を求め、既知の質量を積算X線吸収量で除算して求めることができる。
【0040】
質量積算部11は、ライン質量換算手段10bから出力されたライン質量値を、境界信号生成部9からの境界信号の入力タイミングから次の入力タイミングまでの間、積算を行って内容物の質量値を算出している。具体的には、境界信号生成部9からの境界信号の入力タイミングに基づき、測定対象である個装袋の積算処理を開始し、次に入力した境界信号の入力タイミングで現在実行している積算処理を終了する。また、境界信号の入力に伴って積算処理を終了した積算結果を内容物質量値として質量判定部12に出力するとともに、出力した内容物質量値をリセットし、次の測定対象である個装袋の積算処理を開始する。
【0041】
すなわち、質量積算部11において、境界信号生成部9からの境界信号の入力タイミングは、現在実行している積算の終了タイミングであり、積算終了した積算結果である内容物質量値の出力タイミングであり、出力した内容物質量値のリセットタイミングであり、次回実行する積算処理の開始タイミングである。よって、図2に示すように、境界信号の入力タイミングに合わせて所定時間間隔で上記積算処理を行うことで、連包ワークWにおける個装袋毎の内容物の質量測定を実現している。
【0042】
質量判定部12は、個装袋の質量に過不足が生じるか否かの判定を行うため、予め設定された判定基準となる判定閾値と、質量積算部11からの内容物質量値とを比較し、入力した内容物質量値が判定閾値により規定される許容範囲内にあるか否かを判定する。そして、この判定結果を表示部7と本装置後段の後処理装置20(選別装置等)に出力している。
【0043】
表示部7は、例えば液晶ディスプレイのような表示機器で構成され、質量測定の結果表示(質量情報や良否判定情報)、各種設定内容の表示等を行っている。
【0044】
操作設定部8は、例えば、搬送する連包ワークWの情報及びこの連包ワークWに対応する質量測定条件(使用される風袋の質量(風袋値)、質量換算係数、判定閾値等)の入力設定、表示に関する設定、装置駆動に関する指示等を与えるためにユーザが操作する複数のキーやスイッチ等で構成される。
【0045】
次に、上述したX線質量測定装置1における一連の処理動作について説明する。
搬送部2によって搬送される連包ワークWを搬入口に配置した境界検知部5によって検知し、この検知に基づく検知信号が境界信号生成部9に出力される。境界信号生成部9は、入力した検知信号の波形整形を行うとともに、予め設定された遅延時間に基づく遅延処理を施して質量積算部11に出力する。
【0046】
一方、搬送部2によって搬送された連包ワークWに対してX線発生源3からX線が照射され、搬送される連包ワークWに対して照射したX線の透過量をX線検出器4で検出してX線透過データとしてライン質量算出部10に出力する。
【0047】
ライン質量算出部10では、X線検出器4からのX線透過データに基づいて連包ワークWに吸収されたX線吸収量を算出し、ラインセンサ1周期分を合算した後に風袋部分のX線吸収量を減算して内容物のみのX線吸収量を算出する。そして、この内容物のみのX線吸収量に質量換算係数を乗算して得られたライン質量値を質量積算部11に出力する。
【0048】
次に、質量積算部11では、境界信号生成部9からの境界信号の入力タイミングに基づき、境界信号が入力するまでの間に積算していたライン質量値の積算処理を終了させるとともに、積算終了した積算結果を内容物質量値として質量判定部12に出力する。また、同じタイミングで、出力した内容物質量値をリセットするとともに、次の測定対象である個装袋のライン質量値の積算処理を開始する。
【0049】
以降、境界信号生成部9からの境界信号の入力タイミングに基づき、積算処理の終了、積算した内容物質量値の出力及び積算結果のリセット、次回の積算処理に開始を繰返し行っている。
【0050】
また、質量判定部12に出力された内容物質量値は、予め設定された判定閾値と比較し、入力した内容物質量値が判定閾値により規定される許容範囲内にあるか否かを判定した判定結果を、表示部7と装置後段にある後処理装置20(選別装置等)に出力する。
【0051】
以上説明したように、上述したX線質量測定装置1は、搬送される連包ワークWの境界位置を境界検知部5で検知し、この検知した検知信号を所定の信号処理後に境界信号として質量積算部11に出力する。また、ライン質量算出部10は、X線検出器4からのX線透過データに基づいて連包ワークWに吸収されたX線吸収量を算出し、ラインセンサ1周期分を合算した後に風袋部分のX線吸収量を減算して内容物のみのX線吸収量を算出する。そして、この内容物のみのX線吸収量に質量換算係数を乗算して得られたライン質量値を質量積算部11に出力する。
【0052】
そして、質量積算部11において、境界信号の入力タイミングに基づき、境界信号が入力するまでの間に積算していたライン質量値の積算処理を終了させるとともに、積算終了した積算結果を内容物質量値として質量判定部12に出力する。また、同じタイミングで、出力した内容物質量値をリセットするとともに、次の測定対象である個装袋のライン質量値の積算処理を開始する。
【0053】
これにより、連包ワークWにおける個装袋の境界位置を確実に識別検知し、この検知結果である境界信号の入力タイミングに基づいて、ライン質量値を積算するで複雑な画像処理を必要としない簡易的な構成で高速に個装袋毎の質量値が得られるため、連続的に巻き取られるような連包ワークWにおける個装袋毎の質量測定や空袋検査及び欠品検査がリアルタイムに且つ連続的に行うことができる。
【0054】
ところで、上述した形態では、ライン質量算出部10において、風袋部分のX線吸収量を減算して得られた内容物のみのX線吸収量に質量換算係数を乗じて内容物の質量を求める構成で説明したが、風袋部分の質量を求めるのではないので、1周期毎の総X線吸収量(内容物と風袋部分の合計値)に内容物の質量換算係数を乗算してライン総質量値(内容物の質量と風袋の擬似質量)を求めた後に、風袋の擬似質量を減算するようにしてもよい。
【0055】
また、少なくとも個装袋に収容される内容物のみの質量が得られればよいため、例えば風袋のみの個装袋を搬送して得られる質量(X線吸収量×内容物の質量換算係数)を風袋部分の風袋値(個装袋の擬似質量)として予め求めておき、質量積算部11にて積算されるライン総質量値の積算結果から前記風袋値を減算して内容物質量値を求める構成とすることもできる。
【0056】
さらに、境界検知部5の構成として光電センサに限定されず、例えば、本装置の前段に設けられ、空袋に内容物を収容して所定間隔で開口部をシール処理して個装袋毎に分割して連包ワークWを製造する内容物収容装置からのシール処理のタイミング信号を利用することもできる。
【0057】
この場合、シール処理が行われた位置からX線検出器4まで搬送される連包ワークWの搬送距離及び搬送速度を予め遅延情報として保持しておき、境界信号生成部9にて波形整形及び遅延処理を行えば、上記形態と同様の効果を奏することができる。
【符号の説明】
【0058】
1…X線質量測定装置
2…搬送部
3…X線発生源
4…X線検出器
5…境界検知部
6…制御部
7…表示部
8…操作設定部
9…境界信号生成部(9a…波形整形手段、9b…遅延処理手段、9c…信号調整手段)
10…ライン質量算出部(10a…風袋引き手段、10b…ライン質量換算手段)
11…質量積算部
12…質量判定部
20…後処理装置(選別装置)
【特許請求の範囲】
【請求項1】
内容物が収容された複数の個装袋が帯状に連なった連包ワーク(W)に照射されたX線の透過量をラインセンサにより所定周期で検出し、該透過量に基づいて前記内容物に対して周期毎に得られるライン質量値を出力するX線検出部(3、4、10)と、
前記X線検出部よりも上流側に設けられ、前記連包ワークにおける各個装袋の境界を識別する検知信号を出力する境界検知部(5)と、
前記X線検出部で前記連包ワークの境界が検出されるタイミングと同期するように前記検知信号を遅延処理させ、境界信号として出力する境界信号生成部(9)と、
前記境界信号生成部からの境界信号の入力タイミングから次の境界信号の入力タイミングまで前記X線検出部からの前記ライン質量値を積算して個装袋毎の内容物質量値を得る質量積算部(11)と、
を備えたことを特徴とするX線質量測定装置。
【請求項2】
前記境界検知部(5)は、前記連包ワーク(W)に対して出射した信号光を受光して前記境界を検知する光電センサであることを特徴とする請求項1記載のX線質量測定装置。
【請求項3】
前記境界検知部(5)を前記X線検出部(3、4、10)の前段に複数配置し、
前記境界信号生成部(9)は、前記境界検知部からの各検知信号の論理積又は論理和をとる信号調整手段(9c)を備えたことを特徴とする請求項1又は2記載のX線質量測定装置。
【請求項1】
内容物が収容された複数の個装袋が帯状に連なった連包ワーク(W)に照射されたX線の透過量をラインセンサにより所定周期で検出し、該透過量に基づいて前記内容物に対して周期毎に得られるライン質量値を出力するX線検出部(3、4、10)と、
前記X線検出部よりも上流側に設けられ、前記連包ワークにおける各個装袋の境界を識別する検知信号を出力する境界検知部(5)と、
前記X線検出部で前記連包ワークの境界が検出されるタイミングと同期するように前記検知信号を遅延処理させ、境界信号として出力する境界信号生成部(9)と、
前記境界信号生成部からの境界信号の入力タイミングから次の境界信号の入力タイミングまで前記X線検出部からの前記ライン質量値を積算して個装袋毎の内容物質量値を得る質量積算部(11)と、
を備えたことを特徴とするX線質量測定装置。
【請求項2】
前記境界検知部(5)は、前記連包ワーク(W)に対して出射した信号光を受光して前記境界を検知する光電センサであることを特徴とする請求項1記載のX線質量測定装置。
【請求項3】
前記境界検知部(5)を前記X線検出部(3、4、10)の前段に複数配置し、
前記境界信号生成部(9)は、前記境界検知部からの各検知信号の論理積又は論理和をとる信号調整手段(9c)を備えたことを特徴とする請求項1又は2記載のX線質量測定装置。
【図1】



【図2】
【図3】
【図2】
【図3】
【公開番号】特開2013−19688(P2013−19688A)
【公開日】平成25年1月31日(2013.1.31)
【国際特許分類】
【出願番号】特願2011−150956(P2011−150956)
【出願日】平成23年7月7日(2011.7.7)
【出願人】(302046001)アンリツ産機システム株式会社 (238)
【Fターム(参考)】
【公開日】平成25年1月31日(2013.1.31)
【国際特許分類】
【出願日】平成23年7月7日(2011.7.7)
【出願人】(302046001)アンリツ産機システム株式会社 (238)
【Fターム(参考)】
[ Back to top ]