
X線造影材付吸収材の製造方法及び製造装置
【課題】X線造影材付の医療用ガーゼにおいて、熱可塑性樹脂を含むX線造影材をガーゼの表面に効率よく溶着する。
【解決手段】ガーゼロール2Aからガーゼ2を引出し、反転ローラ16によって反転させてベルトコンベア12によって送り、巻取り装置9によってロール状に巻き取る。X線造影材供給装置7のノズル19から半溶融状態のX線造影材3をベルトコンベア12の平ベルト15とガーゼ2との間に押出す。押圧ローラ17、18でガーゼ2を平ベルト15に押圧してX線造影材3をガーゼ2に溶着させる。X線造影材3は、ガーゼ2を介して押圧ローラ17、18で押圧されるので、押圧ローラ17、18に張り付くことがない。ガーゼ2に溶着されたX線造影材3は、平ベルト15上で冷却、固化した後、ベルトコンベア12の下流部で平ベルト15から離脱するので、平ベルト15側に張り付くこともない。
【解決手段】ガーゼロール2Aからガーゼ2を引出し、反転ローラ16によって反転させてベルトコンベア12によって送り、巻取り装置9によってロール状に巻き取る。X線造影材供給装置7のノズル19から半溶融状態のX線造影材3をベルトコンベア12の平ベルト15とガーゼ2との間に押出す。押圧ローラ17、18でガーゼ2を平ベルト15に押圧してX線造影材3をガーゼ2に溶着させる。X線造影材3は、ガーゼ2を介して押圧ローラ17、18で押圧されるので、押圧ローラ17、18に張り付くことがない。ガーゼ2に溶着されたX線造影材3は、平ベルト15上で冷却、固化した後、ベルトコンベア12の下流部で平ベルト15から離脱するので、平ベルト15側に張り付くこともない。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、X線造影材を有する医療用ガーゼ等のX線造影材付吸収材の製造方法及び製造装置に関するものである。
【背景技術】
【0002】
医療用のガーゼは、手術等において、患者の体内で使用される場合、血液、体液等を吸収して、臓器、組織との区別がつきにくくなるため、体内に取り残さないように、取扱いには細心の注意が払われる。また、一般的にガーゼの繊維は、X線画像に写らないため、術後、体内に取り残されたガーゼの有無を確認することは困難であった。
【0003】
そこで、例えば特許文献1に記載されているように、ガーゼにX線造影糸を織り込み、術後、X線撮影により、ガーゼの取り残しを容易に確認できるようにした医療用ガーゼが種々提案されている。
【0004】
従来、医療用ガーゼに織り込まれるX線造影糸としては、例えば、硫酸バリウム、硫酸ナトリウム等のX線不透過性の造影剤を含有する熱可塑性樹脂等で形成した単一のフィラメントからなるモノフィラメント糸、あるいは、ポリ塩化ビニル、ポリプロピレン、ポリエステル、ポリエチレン、ポリスチレン及びシリコン等で成形された繊維状樹脂に造影剤を混合して製糸したフィラメントを撚り合せたマルチフィラメント糸が用いられている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2007−330425号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
上記従来のX線造影糸としてモノフィラメント糸又はマルチフィラメント糸を用いた医療用ガーゼでは、次のような問題がある。上述のモノフィラメント糸からなるX線造影糸は、単一のフィラメントであるから造影性が高く、X線画像上での視認性に優れるが、引張り強度が低いため、織機でガーゼに織り込む際に伸長し易く、取扱い上の不便があり、また、ガーゼに織り込まれた状態では、ピンセット等で摘まれた場合にちぎれてしまう虞がある。一方、上述のマルチフィラメント糸からなるX線造影糸は、引張り強度に優れるが、細いフィラメントの集合体であるため、造影性が低く、X線画像上での視認性に劣る。
【0007】
一方、X造影剤を含有する熱可塑性樹脂からなるX線造影材をガーゼの表面に熱溶着した医療用ガーゼが提案されている。X線造影材をガーゼに熱溶着することにより、X線画像上での視認性の問題、及び、ガーゼからの離脱の問題を解消することができ、更に、ガーゼの柔軟性を損ないにくく、使い勝手の改善も期待できる。
【0008】
本発明は、上記の点に鑑みてなされたものであり、X線造影材を効率よくガーゼ、不織布等のシート状の吸収材に溶着することができるX線造影材材付吸収材の製造方法及び製造装置を提供することを目的とする。
【課題を解決するための手段】
【0009】
上記の課題を解決するために、本発明は、シート状の吸収材の表面に、熱可塑性樹脂を含む線状のX線造影材を溶着するためのX線造影材付吸収材の製造方法において、
前記吸収材をベルトによって送り、前記ベルトと前記吸収材との間に半溶融状態の前記X線造影材を供給し、押圧ローラによって前記吸収材を前記ベルトに押圧して、前記X線造影材を前記吸収材に溶着することを特徴とする。
また、シート状の吸収材の表面に、熱可塑性樹脂を含む線状のX線造影材を溶着するためのX線造影材付吸収材の製造装置において、
前記吸収材をベルトによって送るベルトコンベアと、前記吸収材を前記ベルトに押圧する押圧ローラと、前記押圧ローラの上流側の前記ベルトと前記吸収材との間に半溶融状態の前記X線造影材を供給するX線造影材供給装置とを備えていることを特徴とする。
【発明の効果】
【0010】
本発明によれば、X線造影材は、吸収材を介して押圧ローラによって押圧され、押圧ローラに直接接触しないので、押圧ローラに張り付くことがない。その結果、X線造影材を効率よく吸収材に溶着することができ、また、押圧ローラをX線造影材が張り付き難い特殊な材料で製造する必要もない。
【図面の簡単な説明】
【0011】
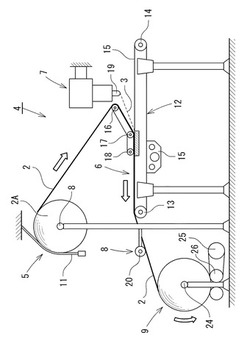
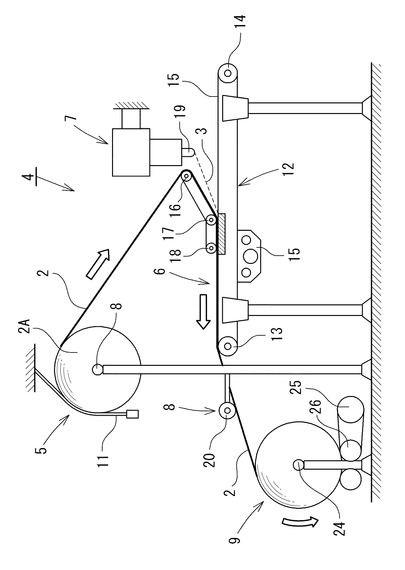
【図1】本発明の一実施形態に係るX線造影材付吸収材の製造装置の概略構成を示す図である。
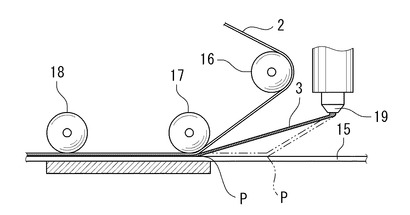
【図2】図1に示す装置のX線造影材の吸収材への溶着工程部を拡大して示す図である。
【図3】図1に示す装置の幅出ローラを拡大して示す正面図で得ある。
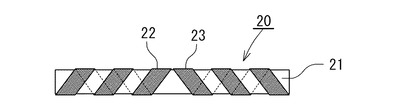
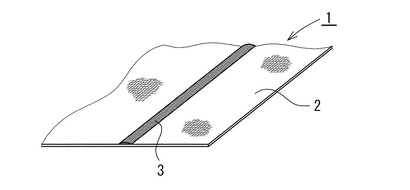
【図4】図1に示す装置によって製造されるX線造影材付吸収材を示す斜視図である。
【発明を実施するための形態】
【0012】
以下、本発明の一実施形態を図面に基づいて詳細に説明する。
本実施形態に係るX線造影材付吸収材である医療用ガーゼを一部破断して図4に示す。図1に示すように、医療用ガーゼ1は、シート状の吸収材として、コットン製の経糸及び緯糸を平織りしたガーゼ2を用い、その表面の端部よりの部位に長手方向に沿って線状のX不透過性のX線造影材3を溶着したものである。
【0013】
なお、本実施形態では、一例としてコットン製の医療用ガーゼ1について説明するが、シート状の吸収材の材質は、このほか、適度な吸水性を有するものであれば、他の天然繊維、セルロース繊維、化学繊維、あるいは、これらの混合物としてもよく、ガーゼ等の織布のほか、不織布としてもよい。また、X線造影材3は、硫酸バリウム、硫酸ナトリウム等のX線不透過性の造影剤を含有する熱可塑性樹脂からなり、適当な太さの線状に形成されて、ガーゼ2の表面に溶着されている。X線造影材3の太さは、X線画像上での視認性、及び、医療用ガーゼ1の柔軟性、手触り等を考慮して適宜決定することができる。
【0014】
次に、ガーゼ2にX線造影材3を溶着するための製造装置について、図1乃至図3を参照して説明する。
図1及び図2に示すように、製造装置4は、ガーゼ2をロール状に巻いたガーゼロール2Aからガーゼ2を引出しながら、その表面にX線造影材3を連続的に溶着するものである。製造装置1は、ガーゼロール2Aをセットしてガーゼ2が引出す供給部5と、供給部5のガーゼ2の引出し側の下方に配置され、引出されたガーゼ2を反転させて水平方向に送るコンベア装置6と、コンベア装置6によって送られるガーゼ2にX線造影材3を供給するX線造影材供給装置7と、コンベア装置6の下流側に配置されてガーゼ2の幅方向に張力を付与する幅出し機構8と、幅出し機構8の下流側の下方に配置されてガーゼ2をロール状に巻き取る巻取り装置9とを備えている。
【0015】
供給部5は、ガーゼロール2Aからガーゼ2を引き出せるように、ガーゼロール2Aを軸10によって回転可能に支持する。ガーゼロール2Aの引出し側とは反対側の外周部に、摩擦部材11をその自重によって接触させ、ガーゼロール2Aの回転に対して、摩擦によって抵抗を付与している。これにより、引出されたガーゼ2に適度な張力を付与している。
【0016】
コンベア装置6は、供給部5にセットされたガーゼロール2Aの引出し部側の下方に水平方向に沿って配置されたベルトコンベア12を備えている。ベルトコンベア12は、両端部に配置された駆動ローラ13、14間に平ベルト15(ベルト)が巻装され、駆動ローラ13、14の回転により、平ベルト15上のガーゼ2を駆動ローラ14側から駆動ローラ13側へ送る。ベルトコンベア12は、制御盤15により駆動ローラ13、14を駆動するモータ(図示せず)の回転速度を変化させて送り速度を調整できるようになっている。更に、コンベア装置6は、ガーゼロール2Aから引出されたガーゼ2を反転させる反転ローラ16と、反転されたガーゼ2を平ベルト15に押付ける一対の押圧ローラ17、18とを備えている。
【0017】
平ベルト15の表面の材質は、平滑で、X線造影材3の熱可塑性樹脂が溶着し難いものであることが望ましいが、シリコン樹脂等の極めて溶着し難い材質である必要はなく、例えば一般的なポリウレタン樹脂等を用いることがきる。また、押圧ローラ17、18の表面は、ガーゼ2を押圧するために平滑で適度な硬度を有するものであればよく、例えば金属、合成樹脂等を用いることができる。
【0018】
X線造影材供給装置7は、X線造影材3の材料となる熱可塑性樹脂及びX線造影剤を投入し、これらを加熱、溶融、混錬し、ノズル19から押し出して、線状のX線造影材3を生成する。加熱温度、押出速度及びノズル19の位置は、調整可能となっている。ノズル19は、平ベルト15の上流側の押圧ローラ17のさらに上流側に配置され、押し出されたX線造影材3が押圧ローラ17の上流側近傍で平ベルト15に接触するように、加熱温度、押出速度及びノズル19の位置が調整される。
【0019】
幅出し機構8は、ベルトコンベア12の駆動ローラ13の下流側に配置され、回転可能に支持されて、ベルトコンベア12から送出されたガーゼ2を上方から押圧する幅出しローラ20を備えている。幅出しローラ20は、図3に示すように、ローラ本体21の外周部に、一対のゴム等の摩擦材22、23が中央部から両端部にわたって互いに反対方向に螺旋状に巻き付けられている。幅出しローラ20は、ベルトコンベア12から送出されたガーゼ2に上方から押付けられ、ガーゼ2の送りによって回転する。摩擦材22、23は、それぞれ幅出しローラ20の回転により、ガーゼ2との接触部がローラ本体21の中央部側から両端部側に移動する方向に巻き付けられている。
【0020】
巻取り装置9は、幅出し機構8の下流側の下方に配置され、ベルトコンベア12から送出されたガーゼ2を回転軸24によってロール状に巻き取るものである。回転軸24は、インバータモータ25及び減速機26等からなる駆動機構によって駆動され、回転速度が調整可能となっている。駆動機構に滑りクラッチを設け、回転軸24に所定のトルクがかかったとき、クラッチに滑りが生じることにより、回転軸24とベルトコンベア12との速度差を吸収しつつ、ガーゼ2に適度な張力が作用するようにするとよい。
【0021】
以上のように構成した製造装置4の作動について次に説明する。
供給部5の軸10にガーゼロール2Aをセットし、ガーゼロール2Aに摩擦部材11を接触させる。ガーゼロール2Aからガーゼ2を引出し、反転ローラ16によって反転させ、ベルトコンベア12の平ベルト15に沿って下流側へ延ばす。平ベルト15上のガーゼ2を押圧ローラ17、18によって平ベルト15に押付ける。更に、ガーゼ2をベルトコンベア12の下流側へ延ばし、幅出し機構8の幅出しローラ20の下を通して巻取り装置9の回転軸24に結合する。そして、コンベア装置6及び巻取り装置9を作動させ、供給部5のガーゼロール2Aからガーゼ2を引出し、ベルトコンベア12によって所定の速度で送りながら、回転軸24によってロール状に巻き取る。
【0022】
一方、X線造影材供給装置7では、熱可塑性樹脂及びX線造影剤を投入し、加熱、溶融、混錬してX線造影材3を生成し、ノズル19から一定の速度で平ベルト15上に押出す。平ベルト15上に押出された線状のX線造影材3は、平ベルト15の移動によって送られ、反転ローラ16によって反転されたガーゼ2と平ベルト15との間に供給される。このとき、図2に示すように、押出されたX線造影材3の平ベルト15との接触位置Pは、X線造影材4の押出し速度及び平ベルト15の送り速度によって変化する(図2中の仮想線参照)。
【0023】
そして、押圧ローラ17、18によってガーゼ2を平ベルト15に押圧することにより、X線造影材3がガーゼ2に圧着されて溶着される。このとき、加熱されてノズル19から押出された半溶融状態のX線造影材3は、ガーゼ2の表面部に適度に浸透して溶着され、平ベルト15によって送られながら冷却され、固化してガーゼ2に定着する。X線造影材3は、ガーゼ2を介して押圧ローラ17、18によって押圧され、押圧ローラ17、18に直接接触しないので、押圧ローラ17、18に張り付くことがない。また、ガーゼ2に溶着されたX線造影材3は、平ベルト15上で冷却、固化した後、ベルトコンベア12の下流部で平ベルト15から離脱するので、平ベルト15側に張り付くこともない。
【0024】
X線造影材3が溶着されてベルトコンベア12から送出されたガーゼ2は、幅出し機構8を通過する際、幅出しローラ20を回転させる。このとき、螺旋状の摩擦材22、23ガーゼ2との接触部が幅出しローラ20の回転により、中央部側から両端部側に移動するので、ガーゼ2は、左右両側に引っ張られることになり、しわやたるみが取除かれ、巻取り装置9の回転軸24によって均一に巻き取られ、均一なロール状にすることができる。同時に、溶着されたX線造影材3が冷却、固化する際の収縮によりガーゼ2に発生するしわを除去することができる。
【0025】
以上のようにして、ガーゼ2に線状のX線造影材3を連続的に溶着して、均一なロール状に巻き取ることができる。その後、ガーゼ2を適当な長さに裁断して、医療用ガーゼ1を得る。このようにして、X線造影材3が溶着された医療用ガーゼ1を効率的に製造することができる。なお、上述の実施形態において、X線造影材供給装置7のノズル19をガーゼ2の幅方向に所定の周期で移動させながらガーゼ2を送ることにより、X線造影材3を波線形に溶着することも可能である。また、ノズル19を複数配置することにより、ガーゼ2に複数本のX線造影材3を同時に溶着することができる。
【符号の説明】
【0026】
1…医療用ガーゼ(X線造影材付吸収材)、2…ガーゼ(吸収材)、3…X線造影材、7…X線造影材供給装置、12…ベルトコンベア、15…平ベルト(ベルト)、17、18…押圧ローラ、20…幅出しローラ、23…摩擦材
【技術分野】
【0001】
本発明は、X線造影材を有する医療用ガーゼ等のX線造影材付吸収材の製造方法及び製造装置に関するものである。
【背景技術】
【0002】
医療用のガーゼは、手術等において、患者の体内で使用される場合、血液、体液等を吸収して、臓器、組織との区別がつきにくくなるため、体内に取り残さないように、取扱いには細心の注意が払われる。また、一般的にガーゼの繊維は、X線画像に写らないため、術後、体内に取り残されたガーゼの有無を確認することは困難であった。
【0003】
そこで、例えば特許文献1に記載されているように、ガーゼにX線造影糸を織り込み、術後、X線撮影により、ガーゼの取り残しを容易に確認できるようにした医療用ガーゼが種々提案されている。
【0004】
従来、医療用ガーゼに織り込まれるX線造影糸としては、例えば、硫酸バリウム、硫酸ナトリウム等のX線不透過性の造影剤を含有する熱可塑性樹脂等で形成した単一のフィラメントからなるモノフィラメント糸、あるいは、ポリ塩化ビニル、ポリプロピレン、ポリエステル、ポリエチレン、ポリスチレン及びシリコン等で成形された繊維状樹脂に造影剤を混合して製糸したフィラメントを撚り合せたマルチフィラメント糸が用いられている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2007−330425号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
上記従来のX線造影糸としてモノフィラメント糸又はマルチフィラメント糸を用いた医療用ガーゼでは、次のような問題がある。上述のモノフィラメント糸からなるX線造影糸は、単一のフィラメントであるから造影性が高く、X線画像上での視認性に優れるが、引張り強度が低いため、織機でガーゼに織り込む際に伸長し易く、取扱い上の不便があり、また、ガーゼに織り込まれた状態では、ピンセット等で摘まれた場合にちぎれてしまう虞がある。一方、上述のマルチフィラメント糸からなるX線造影糸は、引張り強度に優れるが、細いフィラメントの集合体であるため、造影性が低く、X線画像上での視認性に劣る。
【0007】
一方、X造影剤を含有する熱可塑性樹脂からなるX線造影材をガーゼの表面に熱溶着した医療用ガーゼが提案されている。X線造影材をガーゼに熱溶着することにより、X線画像上での視認性の問題、及び、ガーゼからの離脱の問題を解消することができ、更に、ガーゼの柔軟性を損ないにくく、使い勝手の改善も期待できる。
【0008】
本発明は、上記の点に鑑みてなされたものであり、X線造影材を効率よくガーゼ、不織布等のシート状の吸収材に溶着することができるX線造影材材付吸収材の製造方法及び製造装置を提供することを目的とする。
【課題を解決するための手段】
【0009】
上記の課題を解決するために、本発明は、シート状の吸収材の表面に、熱可塑性樹脂を含む線状のX線造影材を溶着するためのX線造影材付吸収材の製造方法において、
前記吸収材をベルトによって送り、前記ベルトと前記吸収材との間に半溶融状態の前記X線造影材を供給し、押圧ローラによって前記吸収材を前記ベルトに押圧して、前記X線造影材を前記吸収材に溶着することを特徴とする。
また、シート状の吸収材の表面に、熱可塑性樹脂を含む線状のX線造影材を溶着するためのX線造影材付吸収材の製造装置において、
前記吸収材をベルトによって送るベルトコンベアと、前記吸収材を前記ベルトに押圧する押圧ローラと、前記押圧ローラの上流側の前記ベルトと前記吸収材との間に半溶融状態の前記X線造影材を供給するX線造影材供給装置とを備えていることを特徴とする。
【発明の効果】
【0010】
本発明によれば、X線造影材は、吸収材を介して押圧ローラによって押圧され、押圧ローラに直接接触しないので、押圧ローラに張り付くことがない。その結果、X線造影材を効率よく吸収材に溶着することができ、また、押圧ローラをX線造影材が張り付き難い特殊な材料で製造する必要もない。
【図面の簡単な説明】
【0011】
【図1】本発明の一実施形態に係るX線造影材付吸収材の製造装置の概略構成を示す図である。
【図2】図1に示す装置のX線造影材の吸収材への溶着工程部を拡大して示す図である。
【図3】図1に示す装置の幅出ローラを拡大して示す正面図で得ある。
【図4】図1に示す装置によって製造されるX線造影材付吸収材を示す斜視図である。
【発明を実施するための形態】
【0012】
以下、本発明の一実施形態を図面に基づいて詳細に説明する。
本実施形態に係るX線造影材付吸収材である医療用ガーゼを一部破断して図4に示す。図1に示すように、医療用ガーゼ1は、シート状の吸収材として、コットン製の経糸及び緯糸を平織りしたガーゼ2を用い、その表面の端部よりの部位に長手方向に沿って線状のX不透過性のX線造影材3を溶着したものである。
【0013】
なお、本実施形態では、一例としてコットン製の医療用ガーゼ1について説明するが、シート状の吸収材の材質は、このほか、適度な吸水性を有するものであれば、他の天然繊維、セルロース繊維、化学繊維、あるいは、これらの混合物としてもよく、ガーゼ等の織布のほか、不織布としてもよい。また、X線造影材3は、硫酸バリウム、硫酸ナトリウム等のX線不透過性の造影剤を含有する熱可塑性樹脂からなり、適当な太さの線状に形成されて、ガーゼ2の表面に溶着されている。X線造影材3の太さは、X線画像上での視認性、及び、医療用ガーゼ1の柔軟性、手触り等を考慮して適宜決定することができる。
【0014】
次に、ガーゼ2にX線造影材3を溶着するための製造装置について、図1乃至図3を参照して説明する。
図1及び図2に示すように、製造装置4は、ガーゼ2をロール状に巻いたガーゼロール2Aからガーゼ2を引出しながら、その表面にX線造影材3を連続的に溶着するものである。製造装置1は、ガーゼロール2Aをセットしてガーゼ2が引出す供給部5と、供給部5のガーゼ2の引出し側の下方に配置され、引出されたガーゼ2を反転させて水平方向に送るコンベア装置6と、コンベア装置6によって送られるガーゼ2にX線造影材3を供給するX線造影材供給装置7と、コンベア装置6の下流側に配置されてガーゼ2の幅方向に張力を付与する幅出し機構8と、幅出し機構8の下流側の下方に配置されてガーゼ2をロール状に巻き取る巻取り装置9とを備えている。
【0015】
供給部5は、ガーゼロール2Aからガーゼ2を引き出せるように、ガーゼロール2Aを軸10によって回転可能に支持する。ガーゼロール2Aの引出し側とは反対側の外周部に、摩擦部材11をその自重によって接触させ、ガーゼロール2Aの回転に対して、摩擦によって抵抗を付与している。これにより、引出されたガーゼ2に適度な張力を付与している。
【0016】
コンベア装置6は、供給部5にセットされたガーゼロール2Aの引出し部側の下方に水平方向に沿って配置されたベルトコンベア12を備えている。ベルトコンベア12は、両端部に配置された駆動ローラ13、14間に平ベルト15(ベルト)が巻装され、駆動ローラ13、14の回転により、平ベルト15上のガーゼ2を駆動ローラ14側から駆動ローラ13側へ送る。ベルトコンベア12は、制御盤15により駆動ローラ13、14を駆動するモータ(図示せず)の回転速度を変化させて送り速度を調整できるようになっている。更に、コンベア装置6は、ガーゼロール2Aから引出されたガーゼ2を反転させる反転ローラ16と、反転されたガーゼ2を平ベルト15に押付ける一対の押圧ローラ17、18とを備えている。
【0017】
平ベルト15の表面の材質は、平滑で、X線造影材3の熱可塑性樹脂が溶着し難いものであることが望ましいが、シリコン樹脂等の極めて溶着し難い材質である必要はなく、例えば一般的なポリウレタン樹脂等を用いることがきる。また、押圧ローラ17、18の表面は、ガーゼ2を押圧するために平滑で適度な硬度を有するものであればよく、例えば金属、合成樹脂等を用いることができる。
【0018】
X線造影材供給装置7は、X線造影材3の材料となる熱可塑性樹脂及びX線造影剤を投入し、これらを加熱、溶融、混錬し、ノズル19から押し出して、線状のX線造影材3を生成する。加熱温度、押出速度及びノズル19の位置は、調整可能となっている。ノズル19は、平ベルト15の上流側の押圧ローラ17のさらに上流側に配置され、押し出されたX線造影材3が押圧ローラ17の上流側近傍で平ベルト15に接触するように、加熱温度、押出速度及びノズル19の位置が調整される。
【0019】
幅出し機構8は、ベルトコンベア12の駆動ローラ13の下流側に配置され、回転可能に支持されて、ベルトコンベア12から送出されたガーゼ2を上方から押圧する幅出しローラ20を備えている。幅出しローラ20は、図3に示すように、ローラ本体21の外周部に、一対のゴム等の摩擦材22、23が中央部から両端部にわたって互いに反対方向に螺旋状に巻き付けられている。幅出しローラ20は、ベルトコンベア12から送出されたガーゼ2に上方から押付けられ、ガーゼ2の送りによって回転する。摩擦材22、23は、それぞれ幅出しローラ20の回転により、ガーゼ2との接触部がローラ本体21の中央部側から両端部側に移動する方向に巻き付けられている。
【0020】
巻取り装置9は、幅出し機構8の下流側の下方に配置され、ベルトコンベア12から送出されたガーゼ2を回転軸24によってロール状に巻き取るものである。回転軸24は、インバータモータ25及び減速機26等からなる駆動機構によって駆動され、回転速度が調整可能となっている。駆動機構に滑りクラッチを設け、回転軸24に所定のトルクがかかったとき、クラッチに滑りが生じることにより、回転軸24とベルトコンベア12との速度差を吸収しつつ、ガーゼ2に適度な張力が作用するようにするとよい。
【0021】
以上のように構成した製造装置4の作動について次に説明する。
供給部5の軸10にガーゼロール2Aをセットし、ガーゼロール2Aに摩擦部材11を接触させる。ガーゼロール2Aからガーゼ2を引出し、反転ローラ16によって反転させ、ベルトコンベア12の平ベルト15に沿って下流側へ延ばす。平ベルト15上のガーゼ2を押圧ローラ17、18によって平ベルト15に押付ける。更に、ガーゼ2をベルトコンベア12の下流側へ延ばし、幅出し機構8の幅出しローラ20の下を通して巻取り装置9の回転軸24に結合する。そして、コンベア装置6及び巻取り装置9を作動させ、供給部5のガーゼロール2Aからガーゼ2を引出し、ベルトコンベア12によって所定の速度で送りながら、回転軸24によってロール状に巻き取る。
【0022】
一方、X線造影材供給装置7では、熱可塑性樹脂及びX線造影剤を投入し、加熱、溶融、混錬してX線造影材3を生成し、ノズル19から一定の速度で平ベルト15上に押出す。平ベルト15上に押出された線状のX線造影材3は、平ベルト15の移動によって送られ、反転ローラ16によって反転されたガーゼ2と平ベルト15との間に供給される。このとき、図2に示すように、押出されたX線造影材3の平ベルト15との接触位置Pは、X線造影材4の押出し速度及び平ベルト15の送り速度によって変化する(図2中の仮想線参照)。
【0023】
そして、押圧ローラ17、18によってガーゼ2を平ベルト15に押圧することにより、X線造影材3がガーゼ2に圧着されて溶着される。このとき、加熱されてノズル19から押出された半溶融状態のX線造影材3は、ガーゼ2の表面部に適度に浸透して溶着され、平ベルト15によって送られながら冷却され、固化してガーゼ2に定着する。X線造影材3は、ガーゼ2を介して押圧ローラ17、18によって押圧され、押圧ローラ17、18に直接接触しないので、押圧ローラ17、18に張り付くことがない。また、ガーゼ2に溶着されたX線造影材3は、平ベルト15上で冷却、固化した後、ベルトコンベア12の下流部で平ベルト15から離脱するので、平ベルト15側に張り付くこともない。
【0024】
X線造影材3が溶着されてベルトコンベア12から送出されたガーゼ2は、幅出し機構8を通過する際、幅出しローラ20を回転させる。このとき、螺旋状の摩擦材22、23ガーゼ2との接触部が幅出しローラ20の回転により、中央部側から両端部側に移動するので、ガーゼ2は、左右両側に引っ張られることになり、しわやたるみが取除かれ、巻取り装置9の回転軸24によって均一に巻き取られ、均一なロール状にすることができる。同時に、溶着されたX線造影材3が冷却、固化する際の収縮によりガーゼ2に発生するしわを除去することができる。
【0025】
以上のようにして、ガーゼ2に線状のX線造影材3を連続的に溶着して、均一なロール状に巻き取ることができる。その後、ガーゼ2を適当な長さに裁断して、医療用ガーゼ1を得る。このようにして、X線造影材3が溶着された医療用ガーゼ1を効率的に製造することができる。なお、上述の実施形態において、X線造影材供給装置7のノズル19をガーゼ2の幅方向に所定の周期で移動させながらガーゼ2を送ることにより、X線造影材3を波線形に溶着することも可能である。また、ノズル19を複数配置することにより、ガーゼ2に複数本のX線造影材3を同時に溶着することができる。
【符号の説明】
【0026】
1…医療用ガーゼ(X線造影材付吸収材)、2…ガーゼ(吸収材)、3…X線造影材、7…X線造影材供給装置、12…ベルトコンベア、15…平ベルト(ベルト)、17、18…押圧ローラ、20…幅出しローラ、23…摩擦材
【特許請求の範囲】
【請求項1】
シート状の吸収材の表面に、熱可塑性樹脂を含む線状のX線造影材を溶着するためのX線造影材付吸収材の製造方法において、
前記吸収材をベルトによって送り、前記ベルトと前記吸収材との間に半溶融状態の前記X線造影材を供給し、押圧ローラによって前記吸収材を前記ベルトに押圧して、前記X線造影材を前記吸収材に溶着することを特徴とするX線造影材付吸収材の製造方法。
【請求項2】
前記X線造影材が溶着された前記吸収材に、摩擦材が中央側から両端側に向けて互いに反対方向に螺旋状に巻き付けられた幅出しローラを押付け、該幅出しローラの回転により、前記摩擦材と前記吸収材との接触部が中央側から両端側に移動するようにしたことを特徴とする請求項1に記載のX線造影材付吸収材の製造方法。
【請求項3】
シート状の吸収材の表面に、熱可塑性樹脂を含む線状のX線造影材を溶着するためのX線造影材付吸収材の製造装置において、
前記吸収材をベルトによって送るベルトコンベアと、前記吸収材を前記ベルトに押圧する押圧ローラと、前記押圧ローラの上流側の前記ベルトと前記吸収材との間に半溶融状態の前記X線造影材を供給するX線造影材供給装置とを備えていることを特徴とするX線造影材付吸収材の製造装置。
【請求項4】
前記コンベア装置の下流側に配置されて前記コンベア装置から送出される前記吸収材に押圧される幅出しローラを備え、該幅出しローラは、摩擦材が中央側から両端側に向けて互いに反対方向に螺旋状に巻き付けられて、回転により、前記摩擦材と前記吸収材との接触部が中央側から両端側に移動するようになっていることを特徴とする請求項3に記載の
X線造影材付吸収材の製造装置。
【請求項1】
シート状の吸収材の表面に、熱可塑性樹脂を含む線状のX線造影材を溶着するためのX線造影材付吸収材の製造方法において、
前記吸収材をベルトによって送り、前記ベルトと前記吸収材との間に半溶融状態の前記X線造影材を供給し、押圧ローラによって前記吸収材を前記ベルトに押圧して、前記X線造影材を前記吸収材に溶着することを特徴とするX線造影材付吸収材の製造方法。
【請求項2】
前記X線造影材が溶着された前記吸収材に、摩擦材が中央側から両端側に向けて互いに反対方向に螺旋状に巻き付けられた幅出しローラを押付け、該幅出しローラの回転により、前記摩擦材と前記吸収材との接触部が中央側から両端側に移動するようにしたことを特徴とする請求項1に記載のX線造影材付吸収材の製造方法。
【請求項3】
シート状の吸収材の表面に、熱可塑性樹脂を含む線状のX線造影材を溶着するためのX線造影材付吸収材の製造装置において、
前記吸収材をベルトによって送るベルトコンベアと、前記吸収材を前記ベルトに押圧する押圧ローラと、前記押圧ローラの上流側の前記ベルトと前記吸収材との間に半溶融状態の前記X線造影材を供給するX線造影材供給装置とを備えていることを特徴とするX線造影材付吸収材の製造装置。
【請求項4】
前記コンベア装置の下流側に配置されて前記コンベア装置から送出される前記吸収材に押圧される幅出しローラを備え、該幅出しローラは、摩擦材が中央側から両端側に向けて互いに反対方向に螺旋状に巻き付けられて、回転により、前記摩擦材と前記吸収材との接触部が中央側から両端側に移動するようになっていることを特徴とする請求項3に記載の
X線造影材付吸収材の製造装置。
【図1】


【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2013−94254(P2013−94254A)
【公開日】平成25年5月20日(2013.5.20)
【国際特許分類】
【出願番号】特願2011−237409(P2011−237409)
【出願日】平成23年10月28日(2011.10.28)
【出願人】(595016071)スズラン株式会社 (9)
【Fターム(参考)】
【公開日】平成25年5月20日(2013.5.20)
【国際特許分類】
【出願日】平成23年10月28日(2011.10.28)
【出願人】(595016071)スズラン株式会社 (9)
【Fターム(参考)】
[ Back to top ]