
Zn含有物質被覆材料の溶接方法及びレーザ・アークハイブリッド溶接装置
【課題】Zn含有物質被覆溶接母材をレーザ・アークハイブリッド溶接する場合に、Zn含有物質がレーザ・アークハイブリッド溶接に影響を及ぼすことが抑制されるZn含有物質被覆材料の溶接方法及びレーザ・アークハイブリッド溶接装置を提供すること。
【解決手段】溶接トーチ11と、ワイヤ送給部12と、電源部13と、レーザトーチ23と、レーザ発振器21と、前記レーザ発振器21で生成されたレーザ光を前記レーザトーチ23に伝送するレーザ光伝送手段22と、を備えたレーザ・アークハイブリッド溶接装置1であって、前記溶接母材Wのビード形成予定部Bの光反射率を測定する光反射率測定手段27を有し、前記溶接トーチ11及びレーザトーチ23が通過する前に前記光反射率に基づいてビード形成予定部BのZn含有物質の残留量を確認するように構成されていることを特徴とする。
【解決手段】溶接トーチ11と、ワイヤ送給部12と、電源部13と、レーザトーチ23と、レーザ発振器21と、前記レーザ発振器21で生成されたレーザ光を前記レーザトーチ23に伝送するレーザ光伝送手段22と、を備えたレーザ・アークハイブリッド溶接装置1であって、前記溶接母材Wのビード形成予定部Bの光反射率を測定する光反射率測定手段27を有し、前記溶接トーチ11及びレーザトーチ23が通過する前に前記光反射率に基づいてビード形成予定部BのZn含有物質の残留量を確認するように構成されていることを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、Zn(亜鉛)含有物質で被覆された溶接母材をレーザ・アークハイブリッド溶接する際にZnの影響が抑制可能なZn含有物質被覆材料の溶接方法及びレーザ・アークハイブリッド溶接装置に関する。
【背景技術】
【0002】
周知のように、例えば、屋外で風雨に曝される橋梁、船舶等の構造物では組み立て前に無機Znリッチプライマー(以下、Znリッチプライマーという)等の防錆材が塗布され、自動車用材料等ではZnめっきを施したZnめっき鋼板が広く用いられている。
このように、錆が発生しやすい環境で用いられる鋼板は、プライマー又はめっき等の手段によって鋼板の表面をZn含有物質(金属Znの場合を含む)により被覆することが一般的に行なわれ、溶接する場合に溶接部のZn含有物質被覆を除去して溶接することが行なわれている。
【0003】
一方、高密度の熱エネルギ源であるために熱影響部が狭く、高品質・高効率の溶接が可能とされるレーザ溶接の利点と、消耗電極方式とすることにより広いギャップ裕度を得ることが可能であるというアーク溶接の利点とを同時に得ることが可能な溶接法として、溶接対象物の溶接部にアーク溶接によって溶融池を形成し、この溶融池にレーザ溶接のレーザ光を照射して溶接するレーザ・アークハイブリッド溶接に関する技術が開示されている(例えば、特許文献1参照。)。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2005−238282号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、上記Zn被覆された溶接母材を溶接する場合、Zn含有物質被覆を除去して溶接するものの、Zn含有物質を構成するZnは鋼板に比較して融点が低いためにZn含有物質が残留していると溶接母材の溶融部からZnガスが蒸発し、このZnガスが溶融した溶接母材に巻き込まれてポロシティが形成されることにより溶接品質が低下するという問題がある。
【0006】
このようなZnガスによる影響は、アーク溶接ではあまり大きく現れないが、レーザ・アークハイブリッド溶接ではレーザ光を溶接ワイヤの先端近傍に照射することが必要とされるため、Znガスの影響で視認性が低下するとレーザ光が溶接部分に到達し難くなる等、レーザ・アークハイブリッド溶接ではZn含有物質の影響が顕著に現れる。
そのため、Zn含有物質被覆を除去してレーザ・アークハイブリッド溶接する場合に、溶接母材のZn含有物質被覆がレーザ・アークハイブリッド溶接に適する程度に除去されているかを確認したいという技術的要請があった。
【0007】
本発明は、このような事情を考慮してなされたものであり、Zn含有物質被覆溶接母材をレーザ・アークハイブリッド溶接する場合に、Zn含有物質がレーザ・アークハイブリッド溶接に影響を及ぼすことが抑制されるZn含有物質被覆材料の溶接方法及びレーザ・アークハイブリッド溶接装置を提供することを目的とする。
【課題を解決するための手段】
【0008】
上記課題を解決するために、この発明は以下の手段を提案している。
請求項1に記載の発明は、Zn(亜鉛)含有物質で被覆された溶接母材をレーザ・アークハイブリッド溶接するためのZn含有物質被覆材料の溶接方法であって、前記溶接母材のビード形成予定部に被覆されたZn含有物質を除去し、前記Zn含有物質を除去したビード形成予定部に残留する残留Zn含有物質を、前記ビード形成予定部表面の光反射率に基づいて光反射率測定手段で測定し、前記残留Zn含有物質の残留量が許容範囲内であった場合にレーザ・アークハイブリッド溶接をすることを特徴とする。
【0009】
この発明に係るZn含有物質被覆材料の溶接方法によれば、Zn含有物質を除去したビード形成予定部に残留する残留Zn含有物質を、前記ビード形成予定部表面の光反射率に基づいて光反射率測定手段により測定するのでビード形成予定部のZn含有物質が充分に除去されてレーザ・アークハイブリッド溶接に適するかどうかが確認可能となり、残留Zn含有物質が所定の許容範囲内である場合にレーザ・アークハイブリッド溶接をするので良好なビードが形成され溶接品質を向上することができる。
【0010】
請求項2に記載の発明は、請求項1に記載のZn含有物質被覆材料の溶接方法であって、前記光反射率測定手段は、前記ビード形成予定部表面に光を照射し、該照射した光が前記ビード形成予定部表面で反射された反射光を前記表面に沿う方向に拡大した反射光分布画像を取得し、前記反射光分布画像を、前記Zn含有物質と前記溶接母材をなす金属の光反射率の違いに基づいて前記ビード形成予定部表面におけるZn含有物質の分布に変換し、
前記Zn含有物質の分布に基づいて前記Zn含有物質の残留量を取得するように構成され、前記Zn含有物質の残留量の許容範囲が、所定の許容値以下であることを特徴とする。
【0011】
この発明に係るZn含有物質被覆材料の溶接方法によれば、ビード形成予定部表面に照射した光の反射光から反射光分布画像を取得し、Zn含有物質と溶接母材をなす金属の光反射率の違いに基づいて反射光分布画像をZn含有物質の分布に変換してZn含有物質の残留量を算出するので、容易かつ正確にZn含有物質の残留量を得ることができる。
また、Zn含有物質の残留量が、所定の許容値以下である場合に溶接をするので良好なビードを形成することができる。
【0012】
請求項3に記載の発明は、溶接母材との間にアークを発生させる溶接トーチと、前記溶接トーチに溶接ワイヤを送給するワイヤ送給部と、前記溶接トーチに溶接電力を供給する電源部と、レーザトーチと、レーザ発振器と、前記レーザ発振器で生成されたレーザ光を前記レーザトーチに伝送するレーザ光伝送手段と、を備えたレーザ・アークハイブリッド溶接装置であって、前記溶接母材のビード形成予定部表面の光反射率を測定する光反射率測定手段を有し、前記溶接トーチ及びレーザトーチが通過する前に前記光反射率を測定するように構成されていることを特徴とする。
【0013】
この発明に係るレーザ・アークハイブリッド溶接装置によれば、溶接トーチ及びレーザトーチが通過する前に、溶接母材のビード形成予定部表面の光反射率に基づいてZn含有物質の残留量を測定するので、ビード形成予定部のZn含有物質の残留量がレーザ・アークハイブリッド溶接に適するかどうかが確認可能とされる。
その結果、Zn含有物質被覆材料のレーザ・アークハイブリッド溶接において、良好なビードが形成して溶接品質を向上することができる。
【0014】
請求項4に記載の発明は、請求項3に記載のレーザ・アークハイブリッド溶接装置であって、前記光反射率測定手段は、前記ビード形成予定部表面に光を照射する光照射部と、該照射した光が前記ビード形成予定部表面で反射された反射光を前記表面に沿う方向に拡大する撮像部と、制御部とを備え、前記制御部は、前記撮像部で撮像した反射光分布画像から、前記Zn含有物質と前記溶接母材を構成する金属の光反射率の違いに基づいて前記ビード形成予定部表面におけるZn含有物質の分布を取得し、前記Zn含有物質の分布が、前記Zn含有物質の残留量に関して許容範囲である場合に溶接するように構成されていることを特徴とする。
【0015】
この発明に係るレーザ・アークハイブリッド溶接装置によれば、ビード形成予定部表面に照射した光の反射光から取得した反射光分布画像に基づいてZn含有物質の分布に変換し、Zn含有物質の分布が、Zn含有物質の残留量に関して許容範囲である場合に溶接するので良好なビードを形成することができる。
【発明の効果】
【0016】
本発明に係るZn含有物質被覆材料の溶接方法及びレーザ・アークハイブリッド溶接装置によれば、Zn含有物質被覆溶接母材をレーザ・アークハイブリッド溶接する場合に、Zn含有物質がレーザ・アークハイブリッド溶接に影響を及ぼすことが抑制される。その結果、良好なビードを形成して溶接品質を向上させることができる。
【図面の簡単な説明】
【0017】
【図1】本発明の一実施形態に係るレーザ・アークハイブリッド溶接装置の概略構成を示す図である。
【図2】本発明の一実施形態に係る反射光検出器の概略構成を示す図である。
【図3】本発明の一実施形態に係るレーザ・アークハイブリッド溶接装置の信号処理部の概略を示す図である。
【図4】本発明の一実施形態に係るレーザ・アークハイブリッド溶接装置の制御フローの一例を示す図である。
【図5】第1の参考例に係るレーザ・アークハイブリッド溶接の概略を示す図である。
【図6】第1の参考例に係るレーザ・アークハイブリッド溶接におけるZn含有物質の残留の確認手順の概略を示す図である。
【図7】第2の参考例に係るレーザ・アークハイブリッド溶接装置の概略構成を示す図である。
【図8】第2の参考例に係るレーザ・アークハイブリッド溶接装置の信号処理部の概略を示す図である。
【図9】第2の参考例に係るレーザ・アークハイブリッド溶接装置の制御フローの一例を示す図である。
【発明を実施するための形態】
【0018】
次に、図1、図2、図3、図4を参照し、この発明の一実施形態について説明する。
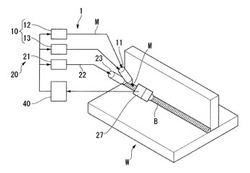
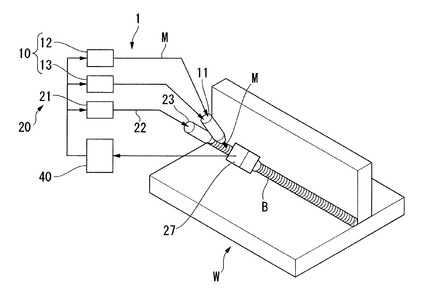
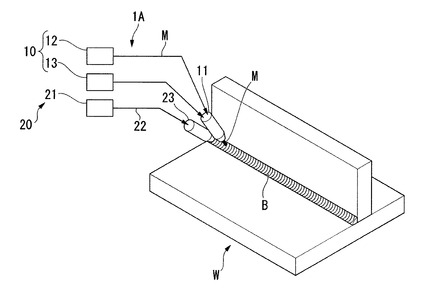
図1は、本発明に係るレーザ・アークハイブリッド溶接装置の一例を示す概略図であり、符号1はレーザ・アークハイブリッド溶接装置を示している。
レーザ・アークハイブリッド溶接装置1は、図1に示すように、MIG溶接機10と、レーザ溶接機20と、光反射率測定手段とを備え、溶接に先立ってビード形成予定部Bの光反射率をリアルタイムに測定してMIG溶接機10及びレーザ溶接機20を制御するように構成されている。
【0019】
また、溶接母材Wは、例えば、図1に示すように、2つの鋼板により構成されており、少なくとも2つの鋼板のうち一方の表面には、例えば、Znリッチプライマーが塗布(被覆)される等のZn含有物質による被覆が施されている。
なお、溶接に先立ってビード形成予定部BのZnリッチプライマーは、例えば、グラインダー等の研削手段により除去されるようになっている。
【0020】
MIG溶接機10は、溶接母材Wの溶接部との間にアークを形成して熱エネルギを発生する溶接トーチ11と、溶接トーチ11に溶接ワイヤMを送給するワイヤ送給部12と、溶接トーチ11に溶接電力を供給する電源部13とを備えている。
【0021】
溶接トーチ11には、例えば、図示しないホースを経由してアルゴンガス等の不活性ガスが供給されるとともに、溶接ワイヤ送給部12から溶接ワイヤMが供給され、供給された溶接ワイヤMは溶接トーチ11のノズル先端から突出し、電源部13により電圧が印加されると溶接ワイヤMと溶接母材Wとの間にアークが形成されて溶接ワイヤM及び溶接母材Wが溶融接合されるようになっている。
【0022】
溶接ワイヤ送給部12は、例えば、溶接ワイヤMが巻回されたリール部と、ワイヤガイド管と、繰出ローラとを有する周知の溶接ワイヤ送給部が適用可能である。
【0023】
レーザ溶接機20は、レーザ発振器21と、レーザ伝送用ファーバー22と、レーザトーチ23とを備え、レーザ発振器21で発振、生成されたレーザ光がレーザ伝送用ファーバー22を経由してレーザトーチ23から照射されるようになっている。
【0024】
光反射率測定手段は、反射光検出器27と信号処理部(制御部)40とを有し、ビード形成予定部B表面の光反射率に基づく反射光分布画像からZn含有物質の分布を取得し、Zn含有物質の分布によってZn含有物質の残留量をリアルタイムに確認しつつMIG溶接機10及びレーザ溶接機20を制御するように構成されている
【0025】
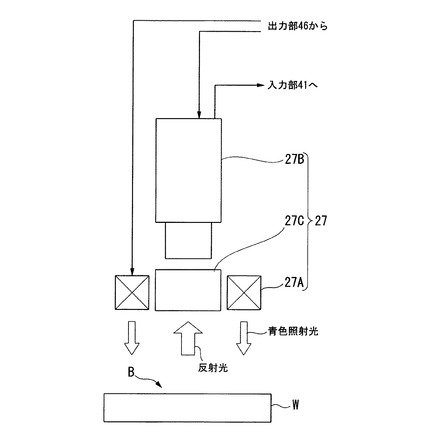
反射光検出器27は、図2に示すように、青色光照射部(光照射部)27Aと、CCDカメラ(撮像部)27Bと、テレセントリックレンズ27Cとを備えており、青色光照射部27Aからビード形成予定部Bに照射した青色光の反射光を、CCDカメラ27Bがテレセントリックレンズ27Cを介して撮像し、対象エリアにおける拡大された青色反射光の分布画像を得ることができるようになっている。なお、青色光照射部27Aは、照射光の偏りを抑制するために青色光源がテレセントリックレンズ27Cの周囲に環状に配置されていることが好適である。
【0026】
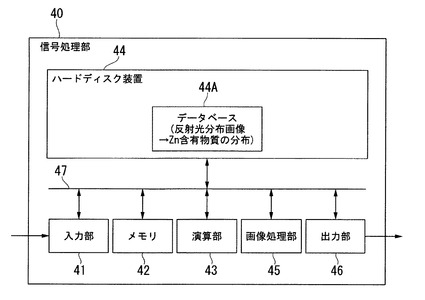
信号処理部40は、例えば、図3に示すように、入力部41と、メモリ42と、演算部43と、ハードディスク装置44と、画像処理部45と、出力部46と、これら相互のデータ等を通信するための通信線47とを備え、ハードディスク装置44にはデータベース44Aが格納されている。
【0027】
入力部41は、例えば、図示しないキーボード等のデータ入力機器を有して演算部43に設定等を出力するとともに、反射光検出器27のCCDカメラ27Bに接続され、CCDカメラ27B等が出力した信号を演算部43に出力するようになっている。
【0028】
演算部43は、例えば、メモリ42のROMに格納されたプログラムを読み込んでプログラムを実行することにより、出力部46を介して反射光検出器27に撮像を指示する信号を出力し、入力部41から入力され画像処理部45において数値化(例えば、閾値による2値化)された撮像信号を解析するとともにデータベース44Aに参照して撮像エリア内のZn含有物質の分布を算出してメモリ42に格納するようになっている。
【0029】
また、メモリ42に格納したZn含有物質の分布が、設定された許容範囲であるかどうかを判断して、許容範囲である場合には出力部46を介してMIG溶接機10、レーザ溶接機20を作動する信号を出力し、許容範囲でない場合には、出力部46を介してMIG溶接機10、レーザ溶接機20を停止する信号を出力するようになっている。
なお、データベース44Aには、反射光検出器27により得られた反射光分布を、Zn含有物質と溶接母材をなす金属との光反射率の差に基づいて算出するための、反射光分布とZn含有物質の分布との対応を示すデータが格納されている。
【0030】
反射光検出器27の青色光照射部27A及びCCDカメラ27Bの光軸は、溶接トーチ11及びレーザトーチ21の進行方向前方側のビード形成予定部Bを撮像するように向けられており、撮像したビード形成予定部Bの画像を信号処理部40に伝送するようになっている。
【0031】
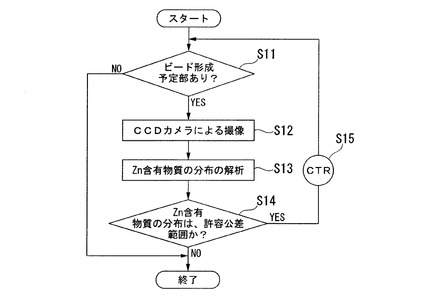
次に、図4を参照して、レーザ・アークハイブリッド溶接装置1の作用について説明する。
なお、レーザ・アークハイブリッド溶接に先立ってビード形成予定部はグラインダー等で研磨されて、Zn含有物質被覆が除去されている。
1)まず、レーザ・アークハイブリッド溶接装置1を起動すると、信号処理部40において溶接母材に溶接をするべきビード形成予定部があるかどうかを判断する。(S11)。
このS11における判断は、例えば、ビード形成部Bを示す座標と、現在位置の座標とを比較して行なわれ、溶接するべきビード形成部Bがない場合には、溶接を開始せずに制御の終了に移行する。
ビード形成部Bがある場合には、S12に移行する。
2)演算部43が、反射光検出器27に撮像を指示する信号を出力し、青色光照射部27Aが青色光を照射するとともにその反射光をCCDカメラ27Bにより撮像して、その画像が信号処理部40に送られる。(S12)。
CCDカメラ27Bによる撮像は、溶接トーチ11及びレーザトーチ23の移動方向前方側を撮像するようになっている。
3)信号処理部40は、CCDカメラ27Bからの画像を解析して、ビード形成予定部Bの撮像エリア内の反射光の分布を算出する。(S13)
4)算出された光反射率が許容範囲内であるかどうかを判断する。(S14)。
光反射率が許容範囲内の場合には、出力部46を介してMIG溶接機10、レーザ溶接機20を作動する信号を出力してこれらトーチを移動させて溶接し、光反射率が許容範囲を超えている場合には出力部46を介してMIG溶接機10、レーザ溶接機20を停止する信号を出力する。
5)レーザ・アークハイブリッド溶接において、MIG溶接10は、溶接ワイヤ送給部12から供給される溶接ワイヤMが溶接トーチ11から送り出され、溶接ワイヤMと溶接母材Wとの間でアークを形成して溶接ワイヤM及び溶接母材が溶融されることにより行なわれ、レーザ溶接は、レーザ発振器21で発振、生成されたレーザ光がレーザ伝送用ファーバー22を経由してレーザトーチ23に伝送されレーザトーチ23から溶接母材Wの溶接部に照射することにより行なわれる。このレーザ光は、溶融池の底面部近傍において溶接ワイヤMに照射される。
6)ビード形成予定部Bの光反射率が許容範囲内の場合には、カウンタCTRにより反射光検出器27による反射率の検出周期を調整する。(S15)。
カウンタCTRにより撮像周期を調整した後は、S11に移行してビード形成予定部Bがある場合には、溶接を継続し、光反射率が許容範囲を超えるかビード形成予定部Bの溶接が終了するまで制御が継続される。
【0032】
一実施形態に係るレーザ・アークハイブリッド溶接装置1によれば、溶接トーチ11及びレーザトーチ23が通過する前に溶接母材Wのビード形成予定部Bの反射光の分布によってZn含有物質の残留量を確認するように構成されているので、ビード形成予定部Bがレーザ・アークハイブリッド溶接に適しているかどうかが容易に確認可能とされる。
その結果、レーザ・アークハイブリッド溶接によりZn含有物質が被覆された溶接母材Wに良好なビードを形成して溶接品質を向上することができる。
なお、Zn含有物質の残留量が29%以下の範囲で良好なビードを形成することができることが確認された。
また、ビード形成予定部Bの光反射率が許容範囲を超えている場合には、MIG溶接機10及びレーザ溶接機20が作動しないので溶接における品質低下が抑制される。
【0033】
次に、図5、図6を参照し、この発明の第1の参考例について説明する。
図5は、第1の参考例に係るレーザ・アークハイブリッド溶接装置の一例を示す概略図であり、符号1Aはレーザ・アークハイブリッド溶接装置を示している。
レーザ・アークハイブリッド溶接装置1Aは、ビード形成予定部B表面の光反射率に代えてビード形成予定部B表面の表面粗さを手動で測定することによってZnリッチプライマーの残留状況を確認する場合の例を示すものである。レーザ・アークハイブリッド溶接装置1Aが一実施形態に係るレーザ・アークハイブリッド溶接装置1と異なっているのは、レーザ・アークハイブリッド溶接装置1Aが光反射率測定手段を備えていない点であり、その他はレーザ・アークハイブリッド溶接装置1と同様であるため、図1と同じ符号を付して説明を省略する。
【0034】
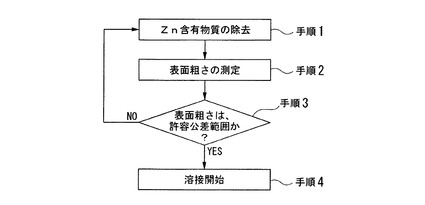
次に、図6を参照して、第1の参考例に係る溶接において、Zn含有物質の残留がレーザ・アークハイブリッド溶接に適する程度かどうかを確認する方法について説明する。
1)まず、レーザ・アークハイブリッド溶接に先立ってビード形成予定部BのZnリッチプライマーをグラインダー等で研磨して除去する。(手順1)
2)次に、ビード形成予定部Bの表面粗さを測定する。(手順2)
測定に際しては、例えば、ビード形成予定部Bのうち予め定めた代表位置を触針式の粗さ計(JIS B 0651−1976)測定する。なお、代表位置に代えて、ビード形成予定部Bのうち表面粗さが許容範囲から最も外れている部分を目視で決定して測定する。なお、最も外れている部分に代えて、許容範囲かどうか確認する部分を複数個所、目視により抽出して測定してもよい。
3)ビード形成予定部Bの表面粗さが許容公差の範囲内かどうか判断する。(手順3)
4)ビード形成予定部Bの表面粗さが許容範囲内である場合にはレーザ・アークハイブリッド溶接を開始する。(手順4)
5)ビード形成予定部Bの表面粗さが許容範囲を超えている場合には、手順1に戻って、Znリッチプライマーを再度除去する。
【0035】
第1の参考例に係るレーザ・アークハイブリッド溶接方法によれば、溶接に先立ってビード形成予定部Bの表面粗さを測定し、Znリッチプライマーの残留状況を確認してからレーザ・アークハイブリッド溶接を行なうので、Znリッチプライマーに含まれるZnの影響を受けることが抑制される。
その結果、良好なビードが形成されてZn含有物質を被覆した溶接母材におけるレーザ・アークハイブリッド溶接の品質を向上することができる。
【0036】
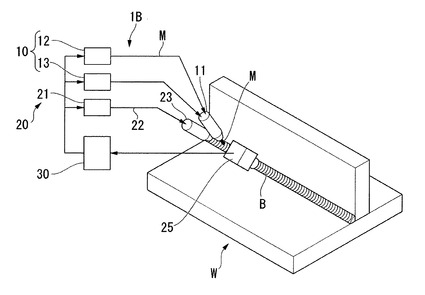
次に、図7、図8、図9を参照し、この発明の第2の参考例について説明する。
第2の参考例に係るレーザ・アークハイブリッド溶接装置1Bが一実施形態に係るレーザ・アークハイブリッド溶接装置1と異なるのは、レーザ・アークハイブリッド溶接装置1Bが光反射率測定手段に代えて表面粗さ測定手段を備え、表面粗さ測定手段がCCDカメラ25と信号処理部(制御部)30とを有し、溶接に先立ってビード形成予定部Bの表面粗さをリアルタイムに測定してMIG溶接機10及びレーザ溶接機20を制御するように構成されている点であり、その他はレーザ・アークハイブリッド溶接装置1と同様であるため、図1と同じ符号を付して説明を省略する。
【0037】
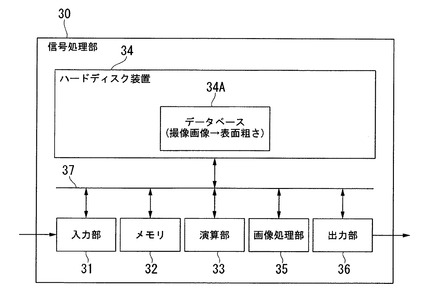
信号処理部30は、例えば、図8に示すように、入力部31と、メモリ32と、演算部33と、ハードディスク装置34と、画像処理部35と、出力部36と、これら相互のデータ等を通信するための通信線37とを備え、ハードディスク装置34にはデータベース34Aが格納されている。
【0038】
入力部31は、例えば、図示しないキーボード等のデータ入力機器を有して演算部33に設定等を出力するとともに、CCDカメラ25に接続され、これらが出力した信号を演算部33に出力するようになっている。
【0039】
演算部33は、例えば、メモリ32のROMに格納されたプログラムを読み込んでプログラムを実行することにより、出力部36を介してCCDカメラ25に撮像を指示する信号を出力し、入力部31から入力され画像処理部35において数値化されたCCDカメラ25の撮像信号画像信号を解析するとともにデータベース34Aに参照して撮像エリア内の表面粗さを算出してメモリ32に格納するようになっている。
【0040】
また、メモリ32に格納した表面粗さが、設定された許容範囲であるかどうかを判断して、許容範囲である場合には出力部36を介してMIG溶接機10、レーザ溶接機20を作動する信号を出力し、許容範囲でない場合には、出力部36を介してMIG溶接機10、レーザ溶接機20を停止する信号を出力するようになっている。
なお、データベース34Aには、CCDカメラ25が撮像した撮像画像と表面粗さとを対応するデータがCCDカメラの特性に応じて数値化して格納されている。
【0041】
CCDカメラ25は、溶接トーチ11及びレーザトーチ21の進行方向前方側のビード形成予定部Bを撮像するように向けられており、撮像したビード形成予定部Bの画像を信号処理部30に伝送するようになっている。
【0042】
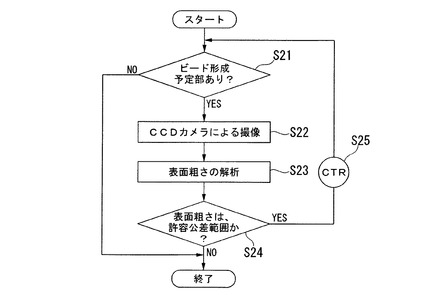
次に、図9を参照して、レーザ・アークハイブリッド溶接装置1Bの作用について説明する。なお、ビード形成予定部は、レーザ・アークハイブリッド溶接に先立ってグラインダー等で研磨されて、Zn含有物質被覆が除去されている。
1)まず、レーザ・アークハイブリッド溶接装置1Bを起動すると、信号処理部30において溶接母材に溶接をするべきビード形成予定部があるかどうかを判断する。(S21)。
このS21における判断は、例えば、ビード形成部Bを示す座標と、現在位置の座標とを比較して行なわれ、溶接するべきビード形成部Bがない場合には、溶接を開始せずに制御の終了に移行する。
ビード形成部Bがある場合には、S22に移行する。
2)CCDカメラ25によりビード形成予定部Bが撮像され、その画像が信号処理部30に送られる。(S22)。
CCDカメラ25による撮像は、溶接トーチ11及びレーザトーチ23の移動方向前方側を撮像するようになっている。
3)信号処理部30は、CCDカメラ25からの画像を解析して、ビード形成予定部Bの表面粗さを算出する。(S23)
4)算出された表面粗さが許容範囲内であるかどうかを判断する。(S24)。
表面粗さが許容範囲内の場合には、出力部36を介してMIG溶接機10、レーザ溶接機20を作動する信号を出力して溶接トーチ11及びレーザトーチ23を移動して溶接し、表面粗さが許容範囲を超えている場合には出力部36を介してMIG溶接機10、レーザ溶接機20を停止する信号を出力する。
5)レーザ・アークハイブリッド溶接において、MIG溶接10は、溶接ワイヤ送給部12から供給される溶接ワイヤMが溶接トーチ11から送り出され、溶接ワイヤMと溶接母材Wとの間でアークを形成して溶接ワイヤM及び溶接母材が溶融されることにより行なわれ、レーザ溶接は、レーザ発振器21で発振、生成されたレーザ光がレーザ伝送用ファーバー22を経由してレーザトーチ23に伝送されレーザトーチ23から溶接母材Wの溶接部に照射することにより行なわれる。このレーザ光は、溶融池の底面部近傍において溶接ワイヤMに照射される。
6)ビード形成予定部Bの表面粗さが許容範囲内の場合には、カウンタCTRによりCCDカメラ25による撮像周期を調整する。(S25)。
カウンタCTRにより撮像周期を調整した後は、S21に移行してビード形成予定部Bがある場合には、溶接を継続し、表面粗さが許容範囲を超えるかビード形成予定部Bの溶接が終了するまで制御が継続される。
【0043】
第2の参考例に係るレーザ・アークハイブリッド溶接装置1Bによれば、溶接トーチ11及びレーザトーチ23が通過する前に溶接母材Wのビード形成予定部Bの表面粗さをCCDカメラの画像をもとに測定するように構成されているので、ビード形成予定部BのZn含有物質がレーザ・アークハイブリッド溶接に適する程度になっているかどうかが確認可能とされる。
その結果、レーザ・アークハイブリッド溶接によりZn含有物質が被覆された溶接母材Wに良好なビードを形成して溶接品質を向上することができる。
また、ビード形成予定部Bの表面粗さが許容範囲を超えている場合には、MIG溶接機10及びレーザ溶接機20が作動しないので溶接における品質低下が抑制される。
【0044】
なお、この発明は上記実施の形態に限定されるものではなく、発明の趣旨を逸脱しない範囲において、種々の変更をすることが可能である。
例えば、上記実施の形態においては、溶接母材Wが、表面にZnリッチプライマーが塗布された鋼板である場合について説明したが、例えば、Znめっきを施したZnめっき鋼板、その他周知のZn含有物質を被覆した溶接母材に適用することができる。
【0045】
また、上記実施の形態においては、溶接母材Wに被覆されたZn含有物質をグラインダー等の研削手段により除去する場合について説明したが、例えば、ショットブラスト、サンドブラスト、電解研磨工法、化学的除去方法等、他の周知の除去方法を用いてZn含有物質を除去してもよい。
【0046】
また、上記第1の参考例においては、青色光照射部(光照射部)27Aと、CCDカメラ(撮像部)27Bと、テレセントリックレンズ27Cとを有する反射光検出器27によって検出したビード形成予定部Bの表面の光反射率に基づいてビード形成予定部Bの残留Zn含有物質の分布を測定する場合について説明したが、かかる構成以外の光反射率測定手段を用いてビード形成予定部Bの残留Zn含有量を測定してもよい。
【0047】
また、第1参考例においては、触針式の粗さ計を用いて測定する場合について説明したが、例えば、光波干渉式粗さ測定器(JIS B 0652−1973)等を用いて表面粗さを測定してZn含有物質の分布を取得してもよいし、又は触針式の粗さ計、光波干渉式粗さ測定器の原理を応用した表面粗さ測定手段により表面粗さを測定してMIG溶接機10及びレーザ溶接機20の動作を制御する構成としてもよい。
【0048】
また、一実施形態においては、ビード形成予定部のZn含有物質の残留状態の確認をオンラインにて行なう場合について説明したが、例えば、他の周知の光反射率測定手段を用いてオフラインにてZn含有物質の残留状態を確認してレーザ・アークハイブリッド溶接装置1の溶接に適用するようにしてもよい。
【0049】
また、一実施形態においては、青色光を用いてビード形成予定部Bの反射率を測定する場合について説明したが、Zn含有物質と母材Wを構成する金属の反射率の差異を検出可能な他の色の光を用いて測定してもよいことはいうまでもない。
【産業上の利用可能性】
【0050】
この発明に係るZn含有物質被覆材料の溶接方法及びレーザ・アークハイブリッド溶接装置によれば、Zn含有物質被覆溶接母材をレーザ・アークハイブリッド溶接する場合に、安定したビードを形成することができるので、産業上利用可能である。
【符号の説明】
【0051】
W 溶接母材
B ビード形成予定部
M 溶接ワイヤ
1 レーザ・アークハイブリッド溶接装置
11 溶接トーチ
12 溶接ワイヤ送給部
23 レーザトーチ
27 反射光検出器(光反射率測定手段)
27A 青色光照射部(光照射部)
27B CCDカメラ(撮像部)
30、40 信号処理部(制御部)
【技術分野】
【0001】
この発明は、Zn(亜鉛)含有物質で被覆された溶接母材をレーザ・アークハイブリッド溶接する際にZnの影響が抑制可能なZn含有物質被覆材料の溶接方法及びレーザ・アークハイブリッド溶接装置に関する。
【背景技術】
【0002】
周知のように、例えば、屋外で風雨に曝される橋梁、船舶等の構造物では組み立て前に無機Znリッチプライマー(以下、Znリッチプライマーという)等の防錆材が塗布され、自動車用材料等ではZnめっきを施したZnめっき鋼板が広く用いられている。
このように、錆が発生しやすい環境で用いられる鋼板は、プライマー又はめっき等の手段によって鋼板の表面をZn含有物質(金属Znの場合を含む)により被覆することが一般的に行なわれ、溶接する場合に溶接部のZn含有物質被覆を除去して溶接することが行なわれている。
【0003】
一方、高密度の熱エネルギ源であるために熱影響部が狭く、高品質・高効率の溶接が可能とされるレーザ溶接の利点と、消耗電極方式とすることにより広いギャップ裕度を得ることが可能であるというアーク溶接の利点とを同時に得ることが可能な溶接法として、溶接対象物の溶接部にアーク溶接によって溶融池を形成し、この溶融池にレーザ溶接のレーザ光を照射して溶接するレーザ・アークハイブリッド溶接に関する技術が開示されている(例えば、特許文献1参照。)。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2005−238282号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、上記Zn被覆された溶接母材を溶接する場合、Zn含有物質被覆を除去して溶接するものの、Zn含有物質を構成するZnは鋼板に比較して融点が低いためにZn含有物質が残留していると溶接母材の溶融部からZnガスが蒸発し、このZnガスが溶融した溶接母材に巻き込まれてポロシティが形成されることにより溶接品質が低下するという問題がある。
【0006】
このようなZnガスによる影響は、アーク溶接ではあまり大きく現れないが、レーザ・アークハイブリッド溶接ではレーザ光を溶接ワイヤの先端近傍に照射することが必要とされるため、Znガスの影響で視認性が低下するとレーザ光が溶接部分に到達し難くなる等、レーザ・アークハイブリッド溶接ではZn含有物質の影響が顕著に現れる。
そのため、Zn含有物質被覆を除去してレーザ・アークハイブリッド溶接する場合に、溶接母材のZn含有物質被覆がレーザ・アークハイブリッド溶接に適する程度に除去されているかを確認したいという技術的要請があった。
【0007】
本発明は、このような事情を考慮してなされたものであり、Zn含有物質被覆溶接母材をレーザ・アークハイブリッド溶接する場合に、Zn含有物質がレーザ・アークハイブリッド溶接に影響を及ぼすことが抑制されるZn含有物質被覆材料の溶接方法及びレーザ・アークハイブリッド溶接装置を提供することを目的とする。
【課題を解決するための手段】
【0008】
上記課題を解決するために、この発明は以下の手段を提案している。
請求項1に記載の発明は、Zn(亜鉛)含有物質で被覆された溶接母材をレーザ・アークハイブリッド溶接するためのZn含有物質被覆材料の溶接方法であって、前記溶接母材のビード形成予定部に被覆されたZn含有物質を除去し、前記Zn含有物質を除去したビード形成予定部に残留する残留Zn含有物質を、前記ビード形成予定部表面の光反射率に基づいて光反射率測定手段で測定し、前記残留Zn含有物質の残留量が許容範囲内であった場合にレーザ・アークハイブリッド溶接をすることを特徴とする。
【0009】
この発明に係るZn含有物質被覆材料の溶接方法によれば、Zn含有物質を除去したビード形成予定部に残留する残留Zn含有物質を、前記ビード形成予定部表面の光反射率に基づいて光反射率測定手段により測定するのでビード形成予定部のZn含有物質が充分に除去されてレーザ・アークハイブリッド溶接に適するかどうかが確認可能となり、残留Zn含有物質が所定の許容範囲内である場合にレーザ・アークハイブリッド溶接をするので良好なビードが形成され溶接品質を向上することができる。
【0010】
請求項2に記載の発明は、請求項1に記載のZn含有物質被覆材料の溶接方法であって、前記光反射率測定手段は、前記ビード形成予定部表面に光を照射し、該照射した光が前記ビード形成予定部表面で反射された反射光を前記表面に沿う方向に拡大した反射光分布画像を取得し、前記反射光分布画像を、前記Zn含有物質と前記溶接母材をなす金属の光反射率の違いに基づいて前記ビード形成予定部表面におけるZn含有物質の分布に変換し、
前記Zn含有物質の分布に基づいて前記Zn含有物質の残留量を取得するように構成され、前記Zn含有物質の残留量の許容範囲が、所定の許容値以下であることを特徴とする。
【0011】
この発明に係るZn含有物質被覆材料の溶接方法によれば、ビード形成予定部表面に照射した光の反射光から反射光分布画像を取得し、Zn含有物質と溶接母材をなす金属の光反射率の違いに基づいて反射光分布画像をZn含有物質の分布に変換してZn含有物質の残留量を算出するので、容易かつ正確にZn含有物質の残留量を得ることができる。
また、Zn含有物質の残留量が、所定の許容値以下である場合に溶接をするので良好なビードを形成することができる。
【0012】
請求項3に記載の発明は、溶接母材との間にアークを発生させる溶接トーチと、前記溶接トーチに溶接ワイヤを送給するワイヤ送給部と、前記溶接トーチに溶接電力を供給する電源部と、レーザトーチと、レーザ発振器と、前記レーザ発振器で生成されたレーザ光を前記レーザトーチに伝送するレーザ光伝送手段と、を備えたレーザ・アークハイブリッド溶接装置であって、前記溶接母材のビード形成予定部表面の光反射率を測定する光反射率測定手段を有し、前記溶接トーチ及びレーザトーチが通過する前に前記光反射率を測定するように構成されていることを特徴とする。
【0013】
この発明に係るレーザ・アークハイブリッド溶接装置によれば、溶接トーチ及びレーザトーチが通過する前に、溶接母材のビード形成予定部表面の光反射率に基づいてZn含有物質の残留量を測定するので、ビード形成予定部のZn含有物質の残留量がレーザ・アークハイブリッド溶接に適するかどうかが確認可能とされる。
その結果、Zn含有物質被覆材料のレーザ・アークハイブリッド溶接において、良好なビードが形成して溶接品質を向上することができる。
【0014】
請求項4に記載の発明は、請求項3に記載のレーザ・アークハイブリッド溶接装置であって、前記光反射率測定手段は、前記ビード形成予定部表面に光を照射する光照射部と、該照射した光が前記ビード形成予定部表面で反射された反射光を前記表面に沿う方向に拡大する撮像部と、制御部とを備え、前記制御部は、前記撮像部で撮像した反射光分布画像から、前記Zn含有物質と前記溶接母材を構成する金属の光反射率の違いに基づいて前記ビード形成予定部表面におけるZn含有物質の分布を取得し、前記Zn含有物質の分布が、前記Zn含有物質の残留量に関して許容範囲である場合に溶接するように構成されていることを特徴とする。
【0015】
この発明に係るレーザ・アークハイブリッド溶接装置によれば、ビード形成予定部表面に照射した光の反射光から取得した反射光分布画像に基づいてZn含有物質の分布に変換し、Zn含有物質の分布が、Zn含有物質の残留量に関して許容範囲である場合に溶接するので良好なビードを形成することができる。
【発明の効果】
【0016】
本発明に係るZn含有物質被覆材料の溶接方法及びレーザ・アークハイブリッド溶接装置によれば、Zn含有物質被覆溶接母材をレーザ・アークハイブリッド溶接する場合に、Zn含有物質がレーザ・アークハイブリッド溶接に影響を及ぼすことが抑制される。その結果、良好なビードを形成して溶接品質を向上させることができる。
【図面の簡単な説明】
【0017】
【図1】本発明の一実施形態に係るレーザ・アークハイブリッド溶接装置の概略構成を示す図である。
【図2】本発明の一実施形態に係る反射光検出器の概略構成を示す図である。
【図3】本発明の一実施形態に係るレーザ・アークハイブリッド溶接装置の信号処理部の概略を示す図である。
【図4】本発明の一実施形態に係るレーザ・アークハイブリッド溶接装置の制御フローの一例を示す図である。
【図5】第1の参考例に係るレーザ・アークハイブリッド溶接の概略を示す図である。
【図6】第1の参考例に係るレーザ・アークハイブリッド溶接におけるZn含有物質の残留の確認手順の概略を示す図である。
【図7】第2の参考例に係るレーザ・アークハイブリッド溶接装置の概略構成を示す図である。
【図8】第2の参考例に係るレーザ・アークハイブリッド溶接装置の信号処理部の概略を示す図である。
【図9】第2の参考例に係るレーザ・アークハイブリッド溶接装置の制御フローの一例を示す図である。
【発明を実施するための形態】
【0018】
次に、図1、図2、図3、図4を参照し、この発明の一実施形態について説明する。
図1は、本発明に係るレーザ・アークハイブリッド溶接装置の一例を示す概略図であり、符号1はレーザ・アークハイブリッド溶接装置を示している。
レーザ・アークハイブリッド溶接装置1は、図1に示すように、MIG溶接機10と、レーザ溶接機20と、光反射率測定手段とを備え、溶接に先立ってビード形成予定部Bの光反射率をリアルタイムに測定してMIG溶接機10及びレーザ溶接機20を制御するように構成されている。
【0019】
また、溶接母材Wは、例えば、図1に示すように、2つの鋼板により構成されており、少なくとも2つの鋼板のうち一方の表面には、例えば、Znリッチプライマーが塗布(被覆)される等のZn含有物質による被覆が施されている。
なお、溶接に先立ってビード形成予定部BのZnリッチプライマーは、例えば、グラインダー等の研削手段により除去されるようになっている。
【0020】
MIG溶接機10は、溶接母材Wの溶接部との間にアークを形成して熱エネルギを発生する溶接トーチ11と、溶接トーチ11に溶接ワイヤMを送給するワイヤ送給部12と、溶接トーチ11に溶接電力を供給する電源部13とを備えている。
【0021】
溶接トーチ11には、例えば、図示しないホースを経由してアルゴンガス等の不活性ガスが供給されるとともに、溶接ワイヤ送給部12から溶接ワイヤMが供給され、供給された溶接ワイヤMは溶接トーチ11のノズル先端から突出し、電源部13により電圧が印加されると溶接ワイヤMと溶接母材Wとの間にアークが形成されて溶接ワイヤM及び溶接母材Wが溶融接合されるようになっている。
【0022】
溶接ワイヤ送給部12は、例えば、溶接ワイヤMが巻回されたリール部と、ワイヤガイド管と、繰出ローラとを有する周知の溶接ワイヤ送給部が適用可能である。
【0023】
レーザ溶接機20は、レーザ発振器21と、レーザ伝送用ファーバー22と、レーザトーチ23とを備え、レーザ発振器21で発振、生成されたレーザ光がレーザ伝送用ファーバー22を経由してレーザトーチ23から照射されるようになっている。
【0024】
光反射率測定手段は、反射光検出器27と信号処理部(制御部)40とを有し、ビード形成予定部B表面の光反射率に基づく反射光分布画像からZn含有物質の分布を取得し、Zn含有物質の分布によってZn含有物質の残留量をリアルタイムに確認しつつMIG溶接機10及びレーザ溶接機20を制御するように構成されている
【0025】
反射光検出器27は、図2に示すように、青色光照射部(光照射部)27Aと、CCDカメラ(撮像部)27Bと、テレセントリックレンズ27Cとを備えており、青色光照射部27Aからビード形成予定部Bに照射した青色光の反射光を、CCDカメラ27Bがテレセントリックレンズ27Cを介して撮像し、対象エリアにおける拡大された青色反射光の分布画像を得ることができるようになっている。なお、青色光照射部27Aは、照射光の偏りを抑制するために青色光源がテレセントリックレンズ27Cの周囲に環状に配置されていることが好適である。
【0026】
信号処理部40は、例えば、図3に示すように、入力部41と、メモリ42と、演算部43と、ハードディスク装置44と、画像処理部45と、出力部46と、これら相互のデータ等を通信するための通信線47とを備え、ハードディスク装置44にはデータベース44Aが格納されている。
【0027】
入力部41は、例えば、図示しないキーボード等のデータ入力機器を有して演算部43に設定等を出力するとともに、反射光検出器27のCCDカメラ27Bに接続され、CCDカメラ27B等が出力した信号を演算部43に出力するようになっている。
【0028】
演算部43は、例えば、メモリ42のROMに格納されたプログラムを読み込んでプログラムを実行することにより、出力部46を介して反射光検出器27に撮像を指示する信号を出力し、入力部41から入力され画像処理部45において数値化(例えば、閾値による2値化)された撮像信号を解析するとともにデータベース44Aに参照して撮像エリア内のZn含有物質の分布を算出してメモリ42に格納するようになっている。
【0029】
また、メモリ42に格納したZn含有物質の分布が、設定された許容範囲であるかどうかを判断して、許容範囲である場合には出力部46を介してMIG溶接機10、レーザ溶接機20を作動する信号を出力し、許容範囲でない場合には、出力部46を介してMIG溶接機10、レーザ溶接機20を停止する信号を出力するようになっている。
なお、データベース44Aには、反射光検出器27により得られた反射光分布を、Zn含有物質と溶接母材をなす金属との光反射率の差に基づいて算出するための、反射光分布とZn含有物質の分布との対応を示すデータが格納されている。
【0030】
反射光検出器27の青色光照射部27A及びCCDカメラ27Bの光軸は、溶接トーチ11及びレーザトーチ21の進行方向前方側のビード形成予定部Bを撮像するように向けられており、撮像したビード形成予定部Bの画像を信号処理部40に伝送するようになっている。
【0031】
次に、図4を参照して、レーザ・アークハイブリッド溶接装置1の作用について説明する。
なお、レーザ・アークハイブリッド溶接に先立ってビード形成予定部はグラインダー等で研磨されて、Zn含有物質被覆が除去されている。
1)まず、レーザ・アークハイブリッド溶接装置1を起動すると、信号処理部40において溶接母材に溶接をするべきビード形成予定部があるかどうかを判断する。(S11)。
このS11における判断は、例えば、ビード形成部Bを示す座標と、現在位置の座標とを比較して行なわれ、溶接するべきビード形成部Bがない場合には、溶接を開始せずに制御の終了に移行する。
ビード形成部Bがある場合には、S12に移行する。
2)演算部43が、反射光検出器27に撮像を指示する信号を出力し、青色光照射部27Aが青色光を照射するとともにその反射光をCCDカメラ27Bにより撮像して、その画像が信号処理部40に送られる。(S12)。
CCDカメラ27Bによる撮像は、溶接トーチ11及びレーザトーチ23の移動方向前方側を撮像するようになっている。
3)信号処理部40は、CCDカメラ27Bからの画像を解析して、ビード形成予定部Bの撮像エリア内の反射光の分布を算出する。(S13)
4)算出された光反射率が許容範囲内であるかどうかを判断する。(S14)。
光反射率が許容範囲内の場合には、出力部46を介してMIG溶接機10、レーザ溶接機20を作動する信号を出力してこれらトーチを移動させて溶接し、光反射率が許容範囲を超えている場合には出力部46を介してMIG溶接機10、レーザ溶接機20を停止する信号を出力する。
5)レーザ・アークハイブリッド溶接において、MIG溶接10は、溶接ワイヤ送給部12から供給される溶接ワイヤMが溶接トーチ11から送り出され、溶接ワイヤMと溶接母材Wとの間でアークを形成して溶接ワイヤM及び溶接母材が溶融されることにより行なわれ、レーザ溶接は、レーザ発振器21で発振、生成されたレーザ光がレーザ伝送用ファーバー22を経由してレーザトーチ23に伝送されレーザトーチ23から溶接母材Wの溶接部に照射することにより行なわれる。このレーザ光は、溶融池の底面部近傍において溶接ワイヤMに照射される。
6)ビード形成予定部Bの光反射率が許容範囲内の場合には、カウンタCTRにより反射光検出器27による反射率の検出周期を調整する。(S15)。
カウンタCTRにより撮像周期を調整した後は、S11に移行してビード形成予定部Bがある場合には、溶接を継続し、光反射率が許容範囲を超えるかビード形成予定部Bの溶接が終了するまで制御が継続される。
【0032】
一実施形態に係るレーザ・アークハイブリッド溶接装置1によれば、溶接トーチ11及びレーザトーチ23が通過する前に溶接母材Wのビード形成予定部Bの反射光の分布によってZn含有物質の残留量を確認するように構成されているので、ビード形成予定部Bがレーザ・アークハイブリッド溶接に適しているかどうかが容易に確認可能とされる。
その結果、レーザ・アークハイブリッド溶接によりZn含有物質が被覆された溶接母材Wに良好なビードを形成して溶接品質を向上することができる。
なお、Zn含有物質の残留量が29%以下の範囲で良好なビードを形成することができることが確認された。
また、ビード形成予定部Bの光反射率が許容範囲を超えている場合には、MIG溶接機10及びレーザ溶接機20が作動しないので溶接における品質低下が抑制される。
【0033】
次に、図5、図6を参照し、この発明の第1の参考例について説明する。
図5は、第1の参考例に係るレーザ・アークハイブリッド溶接装置の一例を示す概略図であり、符号1Aはレーザ・アークハイブリッド溶接装置を示している。
レーザ・アークハイブリッド溶接装置1Aは、ビード形成予定部B表面の光反射率に代えてビード形成予定部B表面の表面粗さを手動で測定することによってZnリッチプライマーの残留状況を確認する場合の例を示すものである。レーザ・アークハイブリッド溶接装置1Aが一実施形態に係るレーザ・アークハイブリッド溶接装置1と異なっているのは、レーザ・アークハイブリッド溶接装置1Aが光反射率測定手段を備えていない点であり、その他はレーザ・アークハイブリッド溶接装置1と同様であるため、図1と同じ符号を付して説明を省略する。
【0034】
次に、図6を参照して、第1の参考例に係る溶接において、Zn含有物質の残留がレーザ・アークハイブリッド溶接に適する程度かどうかを確認する方法について説明する。
1)まず、レーザ・アークハイブリッド溶接に先立ってビード形成予定部BのZnリッチプライマーをグラインダー等で研磨して除去する。(手順1)
2)次に、ビード形成予定部Bの表面粗さを測定する。(手順2)
測定に際しては、例えば、ビード形成予定部Bのうち予め定めた代表位置を触針式の粗さ計(JIS B 0651−1976)測定する。なお、代表位置に代えて、ビード形成予定部Bのうち表面粗さが許容範囲から最も外れている部分を目視で決定して測定する。なお、最も外れている部分に代えて、許容範囲かどうか確認する部分を複数個所、目視により抽出して測定してもよい。
3)ビード形成予定部Bの表面粗さが許容公差の範囲内かどうか判断する。(手順3)
4)ビード形成予定部Bの表面粗さが許容範囲内である場合にはレーザ・アークハイブリッド溶接を開始する。(手順4)
5)ビード形成予定部Bの表面粗さが許容範囲を超えている場合には、手順1に戻って、Znリッチプライマーを再度除去する。
【0035】
第1の参考例に係るレーザ・アークハイブリッド溶接方法によれば、溶接に先立ってビード形成予定部Bの表面粗さを測定し、Znリッチプライマーの残留状況を確認してからレーザ・アークハイブリッド溶接を行なうので、Znリッチプライマーに含まれるZnの影響を受けることが抑制される。
その結果、良好なビードが形成されてZn含有物質を被覆した溶接母材におけるレーザ・アークハイブリッド溶接の品質を向上することができる。
【0036】
次に、図7、図8、図9を参照し、この発明の第2の参考例について説明する。
第2の参考例に係るレーザ・アークハイブリッド溶接装置1Bが一実施形態に係るレーザ・アークハイブリッド溶接装置1と異なるのは、レーザ・アークハイブリッド溶接装置1Bが光反射率測定手段に代えて表面粗さ測定手段を備え、表面粗さ測定手段がCCDカメラ25と信号処理部(制御部)30とを有し、溶接に先立ってビード形成予定部Bの表面粗さをリアルタイムに測定してMIG溶接機10及びレーザ溶接機20を制御するように構成されている点であり、その他はレーザ・アークハイブリッド溶接装置1と同様であるため、図1と同じ符号を付して説明を省略する。
【0037】
信号処理部30は、例えば、図8に示すように、入力部31と、メモリ32と、演算部33と、ハードディスク装置34と、画像処理部35と、出力部36と、これら相互のデータ等を通信するための通信線37とを備え、ハードディスク装置34にはデータベース34Aが格納されている。
【0038】
入力部31は、例えば、図示しないキーボード等のデータ入力機器を有して演算部33に設定等を出力するとともに、CCDカメラ25に接続され、これらが出力した信号を演算部33に出力するようになっている。
【0039】
演算部33は、例えば、メモリ32のROMに格納されたプログラムを読み込んでプログラムを実行することにより、出力部36を介してCCDカメラ25に撮像を指示する信号を出力し、入力部31から入力され画像処理部35において数値化されたCCDカメラ25の撮像信号画像信号を解析するとともにデータベース34Aに参照して撮像エリア内の表面粗さを算出してメモリ32に格納するようになっている。
【0040】
また、メモリ32に格納した表面粗さが、設定された許容範囲であるかどうかを判断して、許容範囲である場合には出力部36を介してMIG溶接機10、レーザ溶接機20を作動する信号を出力し、許容範囲でない場合には、出力部36を介してMIG溶接機10、レーザ溶接機20を停止する信号を出力するようになっている。
なお、データベース34Aには、CCDカメラ25が撮像した撮像画像と表面粗さとを対応するデータがCCDカメラの特性に応じて数値化して格納されている。
【0041】
CCDカメラ25は、溶接トーチ11及びレーザトーチ21の進行方向前方側のビード形成予定部Bを撮像するように向けられており、撮像したビード形成予定部Bの画像を信号処理部30に伝送するようになっている。
【0042】
次に、図9を参照して、レーザ・アークハイブリッド溶接装置1Bの作用について説明する。なお、ビード形成予定部は、レーザ・アークハイブリッド溶接に先立ってグラインダー等で研磨されて、Zn含有物質被覆が除去されている。
1)まず、レーザ・アークハイブリッド溶接装置1Bを起動すると、信号処理部30において溶接母材に溶接をするべきビード形成予定部があるかどうかを判断する。(S21)。
このS21における判断は、例えば、ビード形成部Bを示す座標と、現在位置の座標とを比較して行なわれ、溶接するべきビード形成部Bがない場合には、溶接を開始せずに制御の終了に移行する。
ビード形成部Bがある場合には、S22に移行する。
2)CCDカメラ25によりビード形成予定部Bが撮像され、その画像が信号処理部30に送られる。(S22)。
CCDカメラ25による撮像は、溶接トーチ11及びレーザトーチ23の移動方向前方側を撮像するようになっている。
3)信号処理部30は、CCDカメラ25からの画像を解析して、ビード形成予定部Bの表面粗さを算出する。(S23)
4)算出された表面粗さが許容範囲内であるかどうかを判断する。(S24)。
表面粗さが許容範囲内の場合には、出力部36を介してMIG溶接機10、レーザ溶接機20を作動する信号を出力して溶接トーチ11及びレーザトーチ23を移動して溶接し、表面粗さが許容範囲を超えている場合には出力部36を介してMIG溶接機10、レーザ溶接機20を停止する信号を出力する。
5)レーザ・アークハイブリッド溶接において、MIG溶接10は、溶接ワイヤ送給部12から供給される溶接ワイヤMが溶接トーチ11から送り出され、溶接ワイヤMと溶接母材Wとの間でアークを形成して溶接ワイヤM及び溶接母材が溶融されることにより行なわれ、レーザ溶接は、レーザ発振器21で発振、生成されたレーザ光がレーザ伝送用ファーバー22を経由してレーザトーチ23に伝送されレーザトーチ23から溶接母材Wの溶接部に照射することにより行なわれる。このレーザ光は、溶融池の底面部近傍において溶接ワイヤMに照射される。
6)ビード形成予定部Bの表面粗さが許容範囲内の場合には、カウンタCTRによりCCDカメラ25による撮像周期を調整する。(S25)。
カウンタCTRにより撮像周期を調整した後は、S21に移行してビード形成予定部Bがある場合には、溶接を継続し、表面粗さが許容範囲を超えるかビード形成予定部Bの溶接が終了するまで制御が継続される。
【0043】
第2の参考例に係るレーザ・アークハイブリッド溶接装置1Bによれば、溶接トーチ11及びレーザトーチ23が通過する前に溶接母材Wのビード形成予定部Bの表面粗さをCCDカメラの画像をもとに測定するように構成されているので、ビード形成予定部BのZn含有物質がレーザ・アークハイブリッド溶接に適する程度になっているかどうかが確認可能とされる。
その結果、レーザ・アークハイブリッド溶接によりZn含有物質が被覆された溶接母材Wに良好なビードを形成して溶接品質を向上することができる。
また、ビード形成予定部Bの表面粗さが許容範囲を超えている場合には、MIG溶接機10及びレーザ溶接機20が作動しないので溶接における品質低下が抑制される。
【0044】
なお、この発明は上記実施の形態に限定されるものではなく、発明の趣旨を逸脱しない範囲において、種々の変更をすることが可能である。
例えば、上記実施の形態においては、溶接母材Wが、表面にZnリッチプライマーが塗布された鋼板である場合について説明したが、例えば、Znめっきを施したZnめっき鋼板、その他周知のZn含有物質を被覆した溶接母材に適用することができる。
【0045】
また、上記実施の形態においては、溶接母材Wに被覆されたZn含有物質をグラインダー等の研削手段により除去する場合について説明したが、例えば、ショットブラスト、サンドブラスト、電解研磨工法、化学的除去方法等、他の周知の除去方法を用いてZn含有物質を除去してもよい。
【0046】
また、上記第1の参考例においては、青色光照射部(光照射部)27Aと、CCDカメラ(撮像部)27Bと、テレセントリックレンズ27Cとを有する反射光検出器27によって検出したビード形成予定部Bの表面の光反射率に基づいてビード形成予定部Bの残留Zn含有物質の分布を測定する場合について説明したが、かかる構成以外の光反射率測定手段を用いてビード形成予定部Bの残留Zn含有量を測定してもよい。
【0047】
また、第1参考例においては、触針式の粗さ計を用いて測定する場合について説明したが、例えば、光波干渉式粗さ測定器(JIS B 0652−1973)等を用いて表面粗さを測定してZn含有物質の分布を取得してもよいし、又は触針式の粗さ計、光波干渉式粗さ測定器の原理を応用した表面粗さ測定手段により表面粗さを測定してMIG溶接機10及びレーザ溶接機20の動作を制御する構成としてもよい。
【0048】
また、一実施形態においては、ビード形成予定部のZn含有物質の残留状態の確認をオンラインにて行なう場合について説明したが、例えば、他の周知の光反射率測定手段を用いてオフラインにてZn含有物質の残留状態を確認してレーザ・アークハイブリッド溶接装置1の溶接に適用するようにしてもよい。
【0049】
また、一実施形態においては、青色光を用いてビード形成予定部Bの反射率を測定する場合について説明したが、Zn含有物質と母材Wを構成する金属の反射率の差異を検出可能な他の色の光を用いて測定してもよいことはいうまでもない。
【産業上の利用可能性】
【0050】
この発明に係るZn含有物質被覆材料の溶接方法及びレーザ・アークハイブリッド溶接装置によれば、Zn含有物質被覆溶接母材をレーザ・アークハイブリッド溶接する場合に、安定したビードを形成することができるので、産業上利用可能である。
【符号の説明】
【0051】
W 溶接母材
B ビード形成予定部
M 溶接ワイヤ
1 レーザ・アークハイブリッド溶接装置
11 溶接トーチ
12 溶接ワイヤ送給部
23 レーザトーチ
27 反射光検出器(光反射率測定手段)
27A 青色光照射部(光照射部)
27B CCDカメラ(撮像部)
30、40 信号処理部(制御部)
【特許請求の範囲】
【請求項1】
Zn(亜鉛)含有物質で被覆された溶接母材をレーザ・アークハイブリッド溶接するためのZn含有物質被覆材料の溶接方法であって、
前記溶接母材のビード形成予定部に被覆されたZn含有物質を除去し、
前記Zn含有物質を除去したビード形成予定部に残留する残留Zn含有物質を、前記ビード形成予定部表面の光反射率に基づいて光反射率測定手段で測定し、
前記残留Zn含有物質の残留量が許容範囲内であった場合にレーザ・アークハイブリッド溶接をすることを特徴とするZn含有物質被覆材料の溶接方法。
【請求項2】
前記光反射率測定手段は、
前記ビード形成予定部表面に光を照射し、
該照射した光が前記ビード形成予定部表面で反射された反射光を前記表面に沿う方向に拡大した反射光分布画像を取得し、
前記反射光分布画像を、前記Zn含有物質と前記溶接母材をなす金属の光反射率の違いに基づいて前記ビード形成予定部表面におけるZn含有物質の分布に変換し、
前記Zn含有物質の分布に基づいて前記Zn含有物質の残留量を取得するように構成され、
前記Zn含有物質の残留量の許容範囲が、所定の許容値以下であることを特徴とする請求項1に記載のZn含有物質被覆材料の溶接方法。
【請求項3】
溶接母材との間にアークを発生させる溶接トーチと、
前記溶接トーチに溶接ワイヤを送給するワイヤ送給部と、
前記溶接トーチに溶接電力を供給する電源部と、
レーザトーチと、
レーザ発振器と、
前記レーザ発振器で生成されたレーザ光を前記レーザトーチに伝送するレーザ光伝送手段と、を備えたレーザ・アークハイブリッド溶接装置であって、
前記溶接母材のビード形成予定部表面の光反射率を測定する光反射率測定手段を有し、
前記溶接トーチ及びレーザトーチが通過する前に前記光反射率を測定するように構成されていることを特徴とするレーザ・アークハイブリッド溶接装置。
【請求項4】
前記光反射率測定手段は、
前記ビード形成予定部表面に光を照射する光照射部と、
該照射した光が前記ビード形成予定部表面で反射された反射光を前記表面に沿う方向に拡大する撮像部と、
制御部と、を備え、
前記制御部は、
前記撮像部で撮像した反射光分布画像から、前記Zn含有物質と前記溶接母材を構成する金属の光反射率の違いに基づいて前記ビード形成予定部表面におけるZn含有物質の分布を取得し、
前記Zn含有物質の分布が、前記Zn含有物質の残留量に関して許容範囲である場合に溶接するように構成されていることを特徴とする請求項3に記載のレーザ・アークハイブリッド溶接装置。
【請求項1】
Zn(亜鉛)含有物質で被覆された溶接母材をレーザ・アークハイブリッド溶接するためのZn含有物質被覆材料の溶接方法であって、
前記溶接母材のビード形成予定部に被覆されたZn含有物質を除去し、
前記Zn含有物質を除去したビード形成予定部に残留する残留Zn含有物質を、前記ビード形成予定部表面の光反射率に基づいて光反射率測定手段で測定し、
前記残留Zn含有物質の残留量が許容範囲内であった場合にレーザ・アークハイブリッド溶接をすることを特徴とするZn含有物質被覆材料の溶接方法。
【請求項2】
前記光反射率測定手段は、
前記ビード形成予定部表面に光を照射し、
該照射した光が前記ビード形成予定部表面で反射された反射光を前記表面に沿う方向に拡大した反射光分布画像を取得し、
前記反射光分布画像を、前記Zn含有物質と前記溶接母材をなす金属の光反射率の違いに基づいて前記ビード形成予定部表面におけるZn含有物質の分布に変換し、
前記Zn含有物質の分布に基づいて前記Zn含有物質の残留量を取得するように構成され、
前記Zn含有物質の残留量の許容範囲が、所定の許容値以下であることを特徴とする請求項1に記載のZn含有物質被覆材料の溶接方法。
【請求項3】
溶接母材との間にアークを発生させる溶接トーチと、
前記溶接トーチに溶接ワイヤを送給するワイヤ送給部と、
前記溶接トーチに溶接電力を供給する電源部と、
レーザトーチと、
レーザ発振器と、
前記レーザ発振器で生成されたレーザ光を前記レーザトーチに伝送するレーザ光伝送手段と、を備えたレーザ・アークハイブリッド溶接装置であって、
前記溶接母材のビード形成予定部表面の光反射率を測定する光反射率測定手段を有し、
前記溶接トーチ及びレーザトーチが通過する前に前記光反射率を測定するように構成されていることを特徴とするレーザ・アークハイブリッド溶接装置。
【請求項4】
前記光反射率測定手段は、
前記ビード形成予定部表面に光を照射する光照射部と、
該照射した光が前記ビード形成予定部表面で反射された反射光を前記表面に沿う方向に拡大する撮像部と、
制御部と、を備え、
前記制御部は、
前記撮像部で撮像した反射光分布画像から、前記Zn含有物質と前記溶接母材を構成する金属の光反射率の違いに基づいて前記ビード形成予定部表面におけるZn含有物質の分布を取得し、
前記Zn含有物質の分布が、前記Zn含有物質の残留量に関して許容範囲である場合に溶接するように構成されていることを特徴とする請求項3に記載のレーザ・アークハイブリッド溶接装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2010−240659(P2010−240659A)
【公開日】平成22年10月28日(2010.10.28)
【国際特許分類】
【出願番号】特願2009−89033(P2009−89033)
【出願日】平成21年4月1日(2009.4.1)
【出願人】(000000099)株式会社IHI (5,014)
【Fターム(参考)】
【公開日】平成22年10月28日(2010.10.28)
【国際特許分類】
【出願日】平成21年4月1日(2009.4.1)
【出願人】(000000099)株式会社IHI (5,014)
【Fターム(参考)】
[ Back to top ]