
スプレー装置
【課題】油性離型剤と水溶性離型剤との吹き付け塗布を1台で可能したスプレー装置を提供する。
【解決手段】アトマイザーブロックA2と、このアトマイザーブロックA2で得られた混合油性離型剤MYまたは混合水溶性混合物NYが送り込まれる離型剤混合流路2と離型剤分配路3を有するミキシングマニホールドA1を備えて構成され、離型剤分配路3に連通するスプレーパイプ14を有する油性用スプレーカセットA3および水溶性用スプレーカセットA4をミキシングマニホールドA1に着脱交換可能に装着し、アトマイザーブロックA2には離型剤混合流路2に連通する圧送空気Yのスプレーエア流路1を備え、該スプレーエア流路1に油性離型剤Mの油性吐出口18と水溶性離型剤Nの水溶性吐出口19を備え、油性吐出口18に連通する油性供給流路7に油性流路開閉バルブ24を、水溶性吐出口19に連通する水溶性供給流路8に水溶性流路開閉バルブ9を備えた。
【解決手段】アトマイザーブロックA2と、このアトマイザーブロックA2で得られた混合油性離型剤MYまたは混合水溶性混合物NYが送り込まれる離型剤混合流路2と離型剤分配路3を有するミキシングマニホールドA1を備えて構成され、離型剤分配路3に連通するスプレーパイプ14を有する油性用スプレーカセットA3および水溶性用スプレーカセットA4をミキシングマニホールドA1に着脱交換可能に装着し、アトマイザーブロックA2には離型剤混合流路2に連通する圧送空気Yのスプレーエア流路1を備え、該スプレーエア流路1に油性離型剤Mの油性吐出口18と水溶性離型剤Nの水溶性吐出口19を備え、油性吐出口18に連通する油性供給流路7に油性流路開閉バルブ24を、水溶性吐出口19に連通する水溶性供給流路8に水溶性流路開閉バルブ9を備えた。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ダイカスト鋳造の金型内部、所謂キャビティの潤滑を行うために、当該キャビティを形成する金型内面(被塗布面)、所謂キャビティ面に離型剤を吹き付け塗布するために使用されるダイカスト鋳造用スプレー装置に関する。
ここで、キャビティの潤滑とは、アルミニウム、亜鉛、マグネシウムなどの非鉄金属溶湯のキャビティ面への溶着(焼き付き)防止やカジリ防止、脱型時の製品(鋳造品)の離型性(型離れ)を向上させるなどを意味するものである。
【背景技術】
【0002】
アルミニウム、亜鉛、マグネシウムなどの非鉄金属を用いて製品を製造するダイカスト鋳造では、固定・可動両金型の型締め(型合わせ)が行われることによって両金型の間に形成されるキャビティに非鉄金属溶湯が射出充填される1ショット毎に、キャビティ面にスプレー装置で離型剤が塗布される。これにより、キャビティ面への溶着防止やカジリ防止、製品の離型性を向上させるなどによって連続鋳造を可能にしている。
この離型剤は、水溶性と油性との二種類に大別され、生産性と安全性、および作業環境面などから、水溶性離型剤が多用されていた。
【0003】
しかし、水溶性離型剤の主成分、99%は水であることから、1ショット毎に塗布される水溶性離型剤の水分によって金型が急冷される。例えば、アルミニウムなどの溶湯を用いたダイカスト鋳造の場合、キャビティに射出充填される溶湯熱で金型は1ショット毎に200〜350℃に加熱される。そして、製品がキャビティから脱型取り出されたのちに行われる水溶性離型剤の塗布で120〜250℃程に冷却されるなど、キャビティ面で1ショット毎に80〜100℃の温度変化が起きる。
そのために、金型は1ショット毎に繰り返される熱収縮による熱疲労(金属疲労)が蓄積し易く、ひいては、クラック(型割れ)が発生するなどの金型の破損に至るなどによって、金型寿命が10万〜20万ショットという短いものとなっている。
【0004】
また、水溶性離型剤は、キャビティ面への付着性が劣る。そのために、1ショット毎に付着効率を犠牲にしても大量に塗布(例えば、1秒当たり200cc程度を塗布)しなければ、離型剤効果(溶着防止や離型性の向上)を十分に得ることが困難になることがある。
また、水溶性離型剤は、付着性が劣ることによって、離型剤被膜をキャビティ面の全面に均等に形成することができず、まだらになった状態になることがあり、この状態でキャビティ内に溶湯が射出充填されると、溶着を引き起こすなどの問題を引き起こすおそれもある。
【0005】
そこで、今までは火災発生などの理由から使用が敬遠されてきた油性離型剤が見直され、その使用が注目されてきている。つまり、水溶性離型剤に比べて、金型の熱疲労を低減し、キャビティ面への付着性が良好で、しかも、金型温度が高温であっても優れた離型性が得られる油性離型剤の使用が注目されてきている(例えば、特許文献1および特許文献2などを参照)。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2005−342783号公報
【特許文献2】再表2006/025368号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
ところで、近年、大きさや形状などが異なる各種の製品に合わせて製作されているそれぞれの金型を用いて製品を製造するダイカスト鋳造メーカでは、金型構造に応じて水溶性離型剤を使用する場合と油性離型剤を使用する場合がある。
例えば、固定・可動両金型の型締め(型合わせ)によって両金型間に形成されるキャビティ内に非鉄金属溶湯が射出充填された後に行われる金型の冷却において、金型の大きさ、そして金型内部に設けられて冷却水が循環供給される冷却穴(冷却パイプ)の配置や個数などによって異なる冷却が弱い(低い)金型の場合は、水溶性離型剤を使用し、冷却が強い(高い)金型の場合は、油性離型剤を使用するなど、金型構造に応じて水溶性離型剤と油性離型剤を使い分ける傾向が見られている。
つまり、水溶性離型剤は、前記したように、主成分の99%の水分によって金型を急冷する傾向に有るために、冷却水による冷却が弱い金型を用いたダイカスト鋳造で使用されることが多く見られる。これは、非鉄金属溶湯の溶湯熱によって金型温度が必要以上に加熱されることを抑える効果が得られるからである。金型が必要以上に加熱されると、金型が熱膨張を起こして製品の外観寸法などに影響を与えてしまう。それを抑えるために、水溶性離型剤が使用される。
【0008】
一方、油性離型剤は、前記したように、水溶性離型剤と比較して冷却が弱いために、冷却水による冷却が強い金型を用いたダイカスト鋳造で使用されることが多く見られる。つまり、金型温度が必要以上に加熱されて熱膨張を起こすおそれは冷却水による強い冷却によって抑えられるために、離型剤の吹き付け塗布による金型の冷却効果を必要としないからである。
【0009】
そして、ダイカスト鋳造メーカでは、金型構造に応じて水溶性離型剤と油性離型剤とを使い分ける場合、1基のダイカストマシンでの金型の交換によって行う傾向が見られている。
【0010】
しかしながら、従来のスプレー装置としては、水溶性離型剤塗布専用と油性離型剤塗布専用がそれぞれ存在しているものの、水溶性・油性両離型剤をそれぞれ個別にキャビティ面に吹き付け塗布することができる双方の吹き付け塗布機能(スプレー機能)を兼ね備えたスプレー装置は存在していない。
そのために、ダイカスト鋳造メーカでは、金型の交換、例えば、水溶性用金型から油性用金型に交換するときに、それと平行してスプレー装置自体も水溶性用のものから油性用のものに取替え交換しなければならないというように、その切り替え段取り作業に多大な労力と時間を掛けなければならかった。
【0011】
そこで、本発明は、このような従来事情に鑑みて創案されたものであり、油性用スプレーカセットと水溶性用スプレーカセットとを取り替えるといった簡易的な作業によって、油性離型剤と水溶性離型剤との吹き付け塗布を1台で可能したスプレー装置を提供することにある。
【課題を解決するための手段】
【0012】
本発明者は、長年にわたり鋭意研究し各種の実験を重ねた結果、前記課題を解決することができることを見出し、本発明を完成させるに至ったものである。
すなわち、本発明は、圧送空気との混合により得られた混合離型剤を金型内面に吹き付け塗布するスプレー装置であって、
前記圧送空気と油性離型剤または前記圧送空気と水溶性離型剤を合流、かつ、混合させるスプレーエア流路を有するアトマイザーブロックと、前記アトマイザーブロックを両側に配設するとともに、該両側のアトマイザーブロックの前記スプレーエア流路に連通される離型剤混合流路と、この離型剤混合流路で得られた前記圧送空気との混合油性離型剤または混合水溶性離型剤が送り込まれる離型剤分配路を有するミキシングマニホールドと、前記離型剤分配路に連通される複数のスプレーパイプをそれぞれ具備し、前記ミキシングマニホールドに着脱交換可能に装着される油性用スプレーカセットまたは水溶性用スプレーカセットを備えて構成され、前記スプレーエア流路は、前記油性離型剤の油性吐出口と前記水溶性離型剤の水溶性吐出口をそれぞれ備え、さらに、前記油性吐出口に連通する油性供給流路に油性流路開閉バルブを、前記水溶性吐出口に連通する水溶性離型剤送出流路に水溶性流路開閉バルブをそれぞれ備えていること特徴とする。
【0013】
ここで、前記両側のアトマイザーブロックのうち、一方のアトマイザーブロック側に前記スプレーエア流路のスプレーエア入口、前記油性供給流路の油性入口、前記水溶性供給流路の水溶性入口をそれぞれ備え、前記ミキシングマニホールドには、前記一方のアトマイザーブロック側の前記スプレーエア流路、前記油性供給流路、前記水溶性供給流路と、前記他方のアトマイザーブロック側の前記スプレーエア流路、前記油性供給流路、前記水溶性供給流路をそれぞれ連絡するスプレーエア連絡流路、油性連絡流路、水溶性連絡流路をそれぞれ備えていることが好適なものとなる。
【0014】
また、前記油性用スプレーカセットの前記各スプレーパイプの先端に、前記混合油性離型剤を拡散噴霧させるための噴霧ノズルを備えていること、また、前記ミキシングマニホールドに、エアブローエア供給流路およびエアブローエア分配路と、前記エアブローエア供給流路のエアブローエア入口をさらに備え、かつ、前記エアブローエア分配路に連通する複数のエアブローパイプを、前記油性用スプレーカセット、前記水溶性用スプレーカセットにそれぞれ具備してなること、などの構成を採用することが好適なものとなる。
【0015】
このような構成によれば、ミキシングマニホールドに対する油性用スプレーカセットまたは水溶性用スプレーカセットの着脱交換によって、油性離型剤から水溶性離型剤、または、水溶性離型剤から油性離型剤の吹き付け塗布に切り替えることができる。
つまり、ミキシングマニホールドの両側に配設されているアトマイザーブロックには、ミキシングマニホールドの離型剤混合流路および離型剤分配路に連通させた油性離型剤の油性吐出口と水溶性離型剤の水溶性吐出口を有する圧送空気のスプレーエア流路が設けられており、また、油性吐出口に油性離型剤を供給する油性供給流路に油性流路開閉バルブが設けられ、水溶性吐出口に水溶性離型剤を供給する水溶性供給流路には水溶性流路開閉バルブが設けられていることで、例えば、ミキシングマニホールドに対する装着を水溶性用スプレーカセットから油性用スプレーカセットに交換した後に、水溶性流路開閉バルブを閉じ、油性流路開閉バルブ体が開く回路切り替えを行うことで、水溶性離型剤から油性離型剤を吹き付け塗布する状態に切り替えることができる。
【0016】
また、一方のアトマイザーブロック側に、スプレーエア流路のスプレーエア入口、油性供給流路の油性離型剤入口、水溶性供給流路の水溶性入口をそれぞれ備えて、この一方のアトマイザーブロック側のスプレーエア流路、油性供給流路、水溶性供給流路と、他方のアトマイザーブロック側のスプレーエア流路、油性供給流路、水溶性供給流路とを、ミキシングマニホールドに設けたスプレーエア連絡流路、油性連絡流路、水溶性連絡流路にて連絡させてなることで、それぞれの供給源からのスプレー装置への配管系統の簡素化が図れる。ひいては、スプレー装置周りが配管系統によって混雑することなく、シンプルに保つことができる。
つまり、圧送空気供給用、油性離型剤供給用、水溶性離型剤供給用のホースやパイプの配管本数などが本来の半分で済むことで、配管の簡素化を図り、しかも、スプレー装置周りをシンプルに保つことができる。
【0017】
また、油性用スプレーカセットの各スプレーパイプに、圧送空気との混合油性離型剤を拡散噴霧させる噴霧ノズルを備えたことで、水溶性離型剤に比べて少量塗布される混合油性離型剤を、無駄なく、均一に金型内面、所謂キャビティ面に吹き付け塗布することができる。
【0018】
また、ミキシングマニホールドにはエアブローエア供給流路およびエアブローエア分配路、そしてエアブローエア供給流路のエアブローエア入口が設けられ、油性用スプレーカセットと水溶性用スプレーカセットには、エアブローパイプが備えられていることで、混合離型剤を金型内面に吹き付け塗布する前に行われる金型内面から付着物を吹き飛ばして取り除くエアブローをも行うことができる。
つまり、油性離型剤と水溶性離型剤との簡易的な切り替え塗布に加えて、圧送空気を金型内面に吹き付けるエアブローをもスプレー装置によって行うことができる。
【発明の効果】
【0019】
本発明のスプレー装置によれば、水溶性用スプレーカセットから油性用スプレーカセット、または、油性用スプレーカセットから水溶性用スプレーカセットに交換するといった簡易的な交換作業により、水溶性離型剤から油性離型剤、または、油性離型剤から水溶性離型剤へと切り替えることができる。
これにより、金型の交換、例えば、水溶性用金型から油性用金型に交換するときに、それと平行して行われるスプレー装置による水溶性離型剤から油性離型剤への切り替える段取り作業を多大な労力と時間を掛けずに、短時間で簡易的に行うことができる。
【0020】
したがって、本発明によれば、離型剤の吹き付け塗布による金型の冷却が弱いものの、金型内面への付着性が良好で、かつ、少量塗布によって金型内面に均一に塗布することができる特徴を有する油性離型剤と、金型内面への付着性が劣り大量に使用されるものの、離型剤の吹き付け塗布による金型の冷却が強く金型の熱膨張を抑えることができる特徴を有する水溶性離型剤との双方の吹き付け塗布を、それぞれの油性用スプレーカセットと水溶性スプレーカセットの交換作業のみで可能にした画期的なスプレー装置を提供することができる。
【図面の簡単な説明】
【0021】
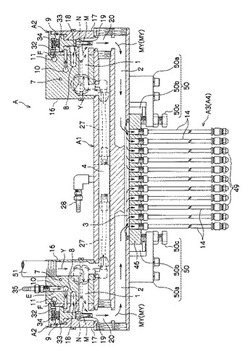
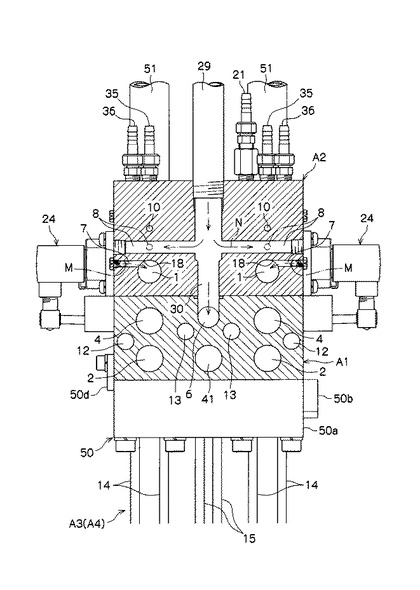
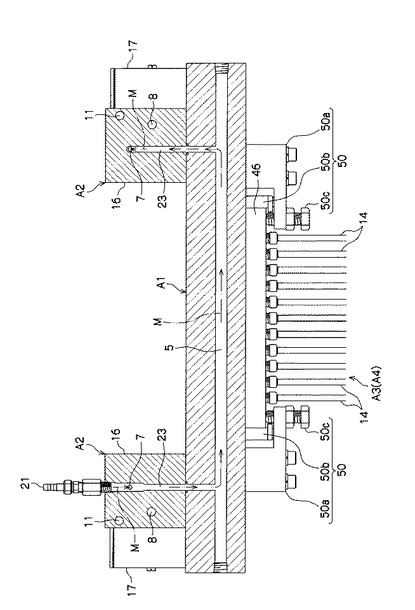
【図1】油性用スプレーカセットを装着した本実施形態に係るスプレー装置を示す縦断正面図である。
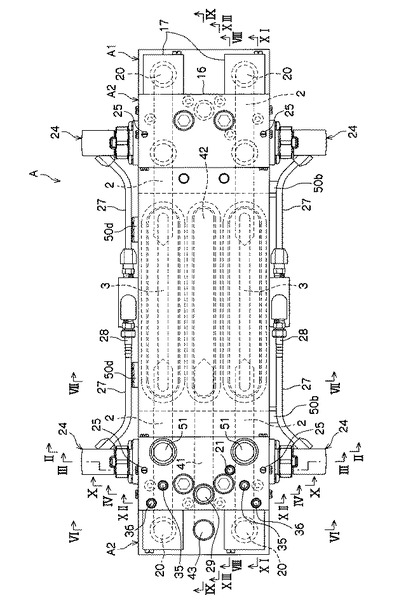
【図2】同スプレー装置を示す平面図である。
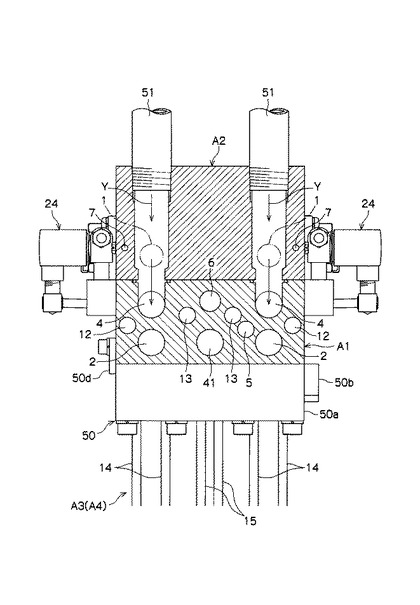
【図3】図2のIII−III線縦断側面図である。
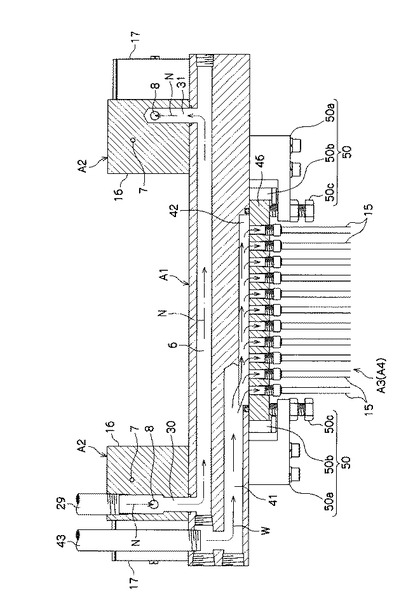
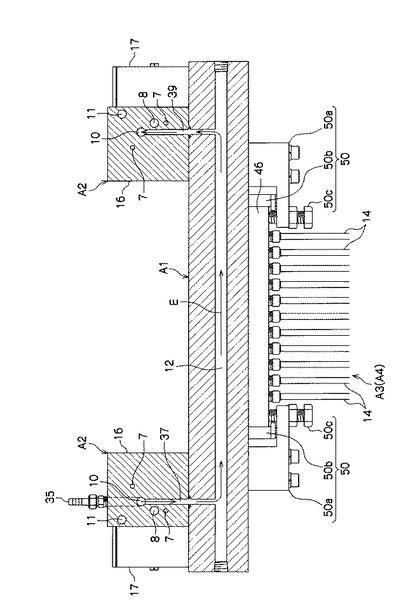
【図4】図2のIV−IV線縦断側面図である。
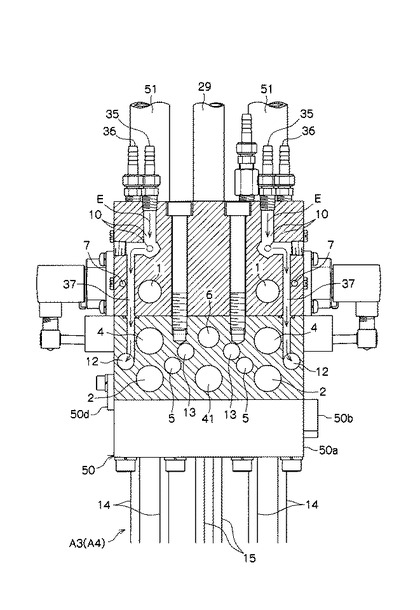
【図5】図2のV−V線縦断側面図である。
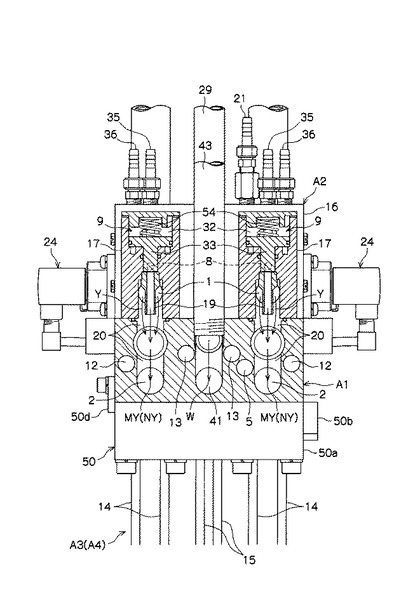
【図6】図2のVI−VI線縦断側面図である。
【図7】図2のVII−VII線縦断側面図である。
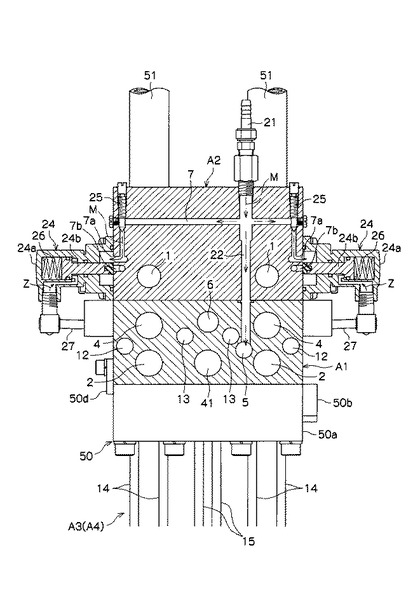
【図8】図2のVIII−VIII線縦断正面図である。
【図9】図2のIX−IX線縦断正面図である。
【図10】図2のX−X線縦断側面図である。
【図11】図2のXI−XI線縦断正面図である。
【図12】図2のXII−XII線縦断側面図である。
【図13】図2のXIII−XIII線縦断正面図である。
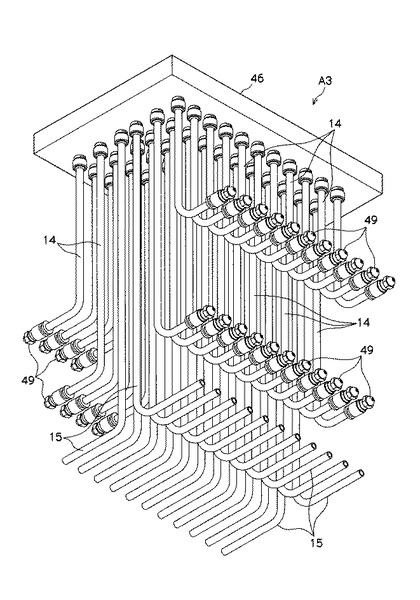
【図14】油性スプレーカセットの一例を示す斜視図である。
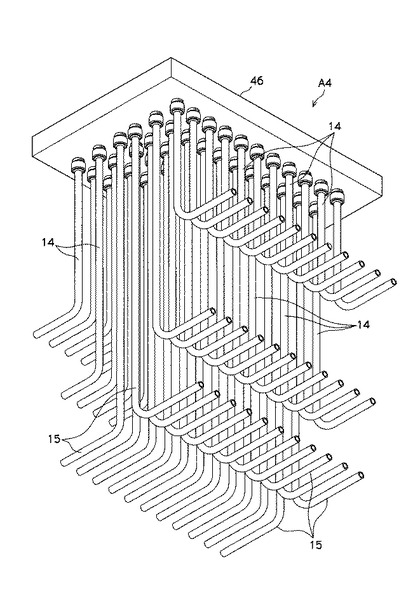
【図15】水溶性スプレーカセットの一例を示す斜視図である
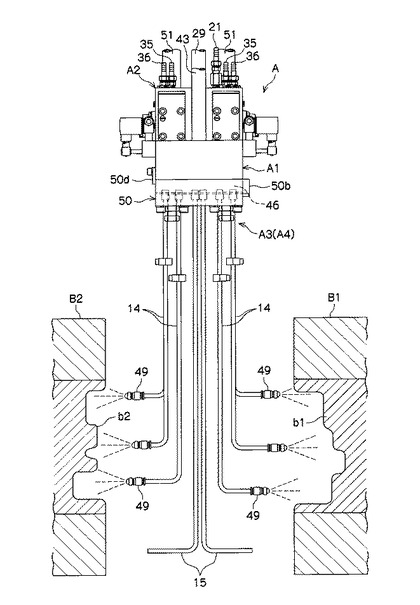
【図16】油性用スプレーカセットを装着した本実施形態に係るスプレー装置を適用し、型開きされた固定・可動両金型の間に降下搬入させた状態の使用例を示す概略説明図である。
【発明を実施するための形態】
【0022】
以下、本発明の実施形態について、適宜図面を参照しながら詳細に説明する。
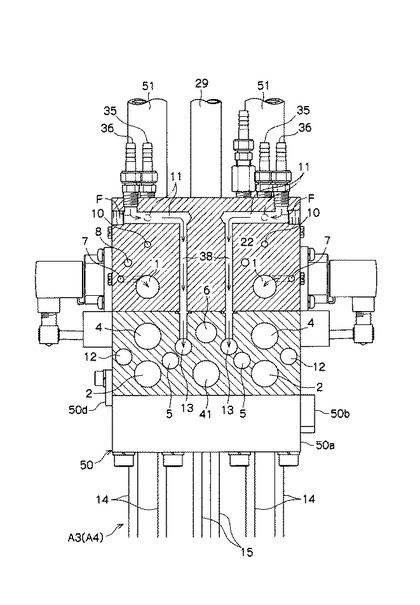
図1は、油性用スプレーカセットを装着した本実施形態に係るスプレー装置の縦断正面図であり、図2は、同平面図であり、図3〜図7は、同縦断側面図であり、図8および図9は、同縦断正面図であり、図10は、同縦断側面図であり、図11は、同縦断正面図であり、図12は、同縦断側面図であり、図13は、同縦断正面図である。
【0023】
本実施形態に係るスプレー装置Aは、図示省略のサーボモータなどを駆動源として動作する動作支持機構を備えており、この動作支持機構によって、図示省略のダイカストマシンの固定プラテン上などに前後および上下方向に移動可能に装備されるものである。そして、スプレー装置Aは、固定プラテン上における待機位置から前進と下降などの動作を順次に行うことで、図16に示すように、型開きされた固定・可動両金型B1,B2の間に搬入され、圧送空気と混合された霧状の混合油性離型剤Mまたは混合水溶性離型剤Nを両金型B1,B2の金型内面、所謂キャビティ面b1、b2に吹き付け塗布するように構成されている。
また、スプレー装置Aは、両金型B1,B2の間への下降移動中に、鋳張りなどの付着物をキャビティ面b1、b2から取り除くために、両キャビティ面b1、b2に勢い良く圧搾空気などを吹き付けるエアブローが行われるように構成されている。
【0024】
≪スプレー装置の説明≫
スプレー装置Aは、図1および図2に示すように、ミキシングマニホールドA1と、このミキシングマニホールドA1の上面両側に位置してそれぞれ配設されるアトマイザーブロックA2と、ミキシングマニホールドA1の下面略中央部位に位置して着脱交換可能に装着される油性用スプレーカセットA3または水溶性スプレーカセットA4とを備えて構成されている。
【0025】
≪ミキシングマニホールドの説明≫
ミキシングマニホールドA1は、図1および図2に示すように、所望の厚さを有する平面視で略横長矩形形状に形成されている。
このミキシングマニホールドA1は、長手方向における両側上面にアトマイザーブロックA2を配設するとともに、この両側のアトマイザーブロックA2の後記するスプレーエア流路1がそれぞれ連通される油性、水溶性共有の離型剤混合流路2および離型剤分配路3を備えている。
【0026】
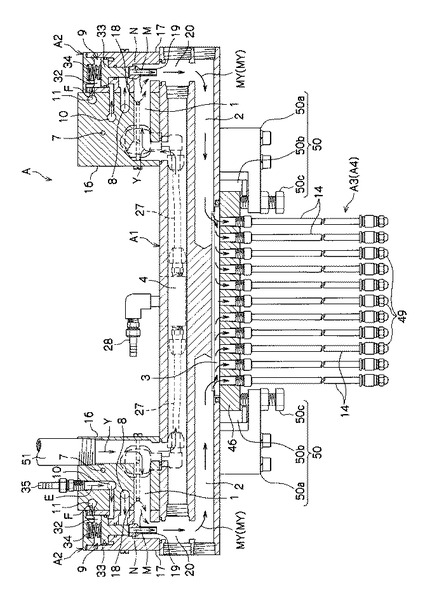
また、ミキシングマニホールドA1は、図1および図3〜図9に示すように、両側のアトマイザーブロックA2のスプレーエア流路1を連絡するスプレーエア連絡流路4、そして両側のアトマイザーブロックA2の後記する油性供給流路7を連絡する油性連絡流路5および後記する水溶性供給流路8を連絡する水溶性連絡流路6をそれぞれ備えている。
【0027】
また、図3から図7、図10から図13に示すように、ミキシングマニホールドA1は、水溶性供給流路8の後記する水溶性流路開閉バルブ9の開閉を、エア圧を利用して行う開弁エア供給流路10を連絡する開弁連絡流路12および閉弁エア供給流路11を連絡する閉弁連絡流路13をそれぞれ備えている。
【0028】
≪離型剤混合流路の説明≫
離型剤混合流路2は、両側のアトマイザーブロックA2のスプレーエア流路1においてスプレー用圧送空気Kと合流した油性離型剤Mまたは水溶性離型剤Nがスプレー用圧送空気Yとともに流入する過程で霧状に混合させるとともに、当該混合油性離型剤MKまたは混合水溶性離型剤NYを離型剤分配路3に供給するための流路である。
【0029】
この離型剤混合流路2は、図1に示すように、両側のアトマイザーブロックA2のスプレーエア流路1に連通された状態で、ミキシングマニホールドA1の長手方向両側から略中央部位に至るようにそれぞれ設けられ、長手方向の略中央部位に位置して設けられる離型剤分配路3に両側から連通するようになっている。
そして、この離型剤混合流路2は、図3〜図7に示すように、ミキシングマニホールドA1の短手方向両側に位置する2ヶ所にそれぞれ設けられており、同じく短手方向両側に位置する2ヶ所にそれぞれ設けられる離型剤分配路3に連通するようになっている。
【0030】
≪離型剤分配路の説明≫
離型剤分配路3は、両側の離型剤混合流路2において得られたスプレー用圧送空気Yとの混合油性離型剤MYまたは混合水溶性離型剤NYを、油性用スプレーカセットA3の各スプレーパイプ14または水溶性用スプレーカセットA4の各スプレーパイプ15に対して分配供給するための流路である。
【0031】
この離型剤分配路3は、図1に示すように、ミキシングマニホールドA1の長手方向の下面中央部位に位置して下面開放状に設けられて、両側の離型剤混合流路2と連通するようになっている。
そして、この離型剤分配路3は、図6および図7に示すように、ミキシングマニホールドA1の短手方向両側に位置してそれぞれ設けられる離型剤混合流路2に連通するようにそれぞれ設けられている。
【0032】
≪アトマイザーブロックの説明≫
両側のアトマイザーブロックA2は、ミキシングマニホールドA1の短辺幅に相当する幅にて所望の高さを有する平面視で略長方形状を呈している第1のブロック部16と、この第1のブロック部16の高さに相当する縦長の平面視で略正四角形状を呈している一対の第2のブロック部17とからなり、第2のブロック部17を高いシール性にて第1のブロック部16の両側に(ミキシングマニホールドA1の短辺両側に)に位置させて連結させた構造としている。
【0033】
このように、第1のブロック部16と第2のブロック部17からなる両側のアトマイザーブロックA2は、図1および図2に示すように、ミキシングマニホールドA1の長手方向の両側上面に位置して高いシール性にてそれぞれ配設されるものである。
【0034】
そして、両側のアトマイザーブロックA2は、図1および図2に示すように、スプレー用圧送空気Yと油性離型剤Mまたはスプレー用圧送空気Yと水溶性離型剤Nを合流させる油性、水溶性共通のスプレーエア流路1をそれぞれ備えている。このスプレーエア流路1には、油性離型剤Mを吐出させる油性吐出口18および水溶性離型剤Nを吐出させる水溶性吐出口19がそれぞれ備えられている。
【0035】
≪スプレーエア流路の説明≫
スプレーエア流路1は、図示省略の別経路によって供給されてくるスプレー用圧送空気Yと油性離型剤Mまたはスプレー用圧送空気Yと水溶性離型剤Nとを合流させるための流路である。
このスプレーエア流路1は、図1に示すように、ミキシングマニホールドA1に配置される両側のアトマイザーブロックA2の下面側に位置して離型剤混合流路2と平行とする横向きに設けられて、その一端側が離型剤混合流路2に連通するようになっている。詳しくは、アトマイザーブロックA2からミキシングマニホールドA1にわたり縦向きに設けられる連絡路20を介してスプレーエア流路1の一端側が離型剤混合流路2に連通するようになっている。
【0036】
そして、このスプレーエア流路1は、図3および図4に示すように、ミキシングマニホールドA1の短手方向両側に位置して設けられている離型剤混合流路2のそれぞれの真上に位置する2ヶ所において第1のブロック16と第2のブロック17に跨ぐようにそれぞれ設けられている。
これにより、スプレーエア流路1にて合流されたスプレー用圧送空気Yとともに油性離型剤Mまたは水溶性離型剤Nはそれぞれ両側の離型剤混合流路2に圧送されるようになっている。
【0037】
≪油性吐出口の説明≫
油性吐出口18は、図1に示すように、離型剤混合流路2と連絡路20を介して連通するスプレーエア流路1の一端側に位置して開口されている。
これにより、油性吐出口18から吐出する油性離型剤Mは、スプレーエア流路1の他端側から同スプレーエア流路1に圧送されてくるスプレー用圧送空気Yの流れに乗って合流し、スプレー用圧速空気Yとともに離型剤混合流路2へと圧送されるようになっている。
【0038】
そして、両側のアトマイザーブロックA2のうち、一方側(図1紙面左側)のアトマイザーブロックA2の油性吐出口18は、図3および図4に示すように、同アトマイザーブロックA2側に設けられている油性入口21に油性供給流路7を介して連通されている。
【0039】
他方側(図1紙面右側)のアトマイザーブロックA2の油性吐出口18は、図3および図8に示すように、一方側のアトマイザーブロックA2の油性供給流路7とミキシングマニホールドA1の油性連絡流路5を介して連絡する油性供給流路7に連通されている。
つまり、図3に示す一方側のアトマイザーブロックA2の油性入口21から油性供給流路7に圧送されてくる油性離型剤Mは、図3および図8に示すように、油性供給流路7から分岐された分岐路22を介して連通する油性連絡流路5へと流れ、この油性連絡流路5から連絡路23を介して連通する他方側のアトマイザーブロックA2の油性供給流路7へと流れて油性吐出口18からスプレーエア流路1に吐出する連絡流路構成としている。
【0040】
なお、他方側のアトマイザーブロックA2の油性供給流路7においては具体的な流路形態の図示を省略しているが、油性入口21を無くした状態の一方側のアトマイザーブロックA2の油性供給流路7形態と基本的に同じである。
【0041】
そして、両側のアトマイザーブロックA2の油性供給流路7には、図2および図3に示すように、油性流路開閉バルブ24と流量調整用ニードル弁25とがそれぞれ備えられている。
【0042】
≪油性流路開閉バルブの説明≫
油性流路開閉バルブ24は、弁ケーシング24aと、この弁ケーシング24a内に開閉方向に摺動自在に内設されてバネ材26によって閉弁方向に常時付勢されている弁体24bとを備えて構成されている。
そして、油性流路開閉バルブ24は、図3に示すように、アトマイザーブロックA2の両外側面においてそれぞれ開口する油性供給流路7の流路途中の路出口7aと路戻り口7bを連絡するように弁ケーシング24aを当該外側面に取り付けることで、弁体24bによって路戻り口7b側を開閉するようにしている。
つまり、水溶性離型剤Nの吹き付け塗布が行われるときには、バネ材26の弾発力によって弁体24bが路戻り口7bを閉弁(閉鎖)し、油性離型剤Mのスプレーエア流路1への流れを防ぐようにしている。
【0043】
そして、この油性流路開閉バルブ24の弁ケーシング24aは、バネ材26の弾発力に抗して弁体24bを開弁方向に移動させるための開弁エア供給流路27が接続されている。
【0044】
開弁エア供給流路27は、図1および図2に示すように、ミキシングマニホールドA1の長手方向の両外側面に位置して当該外側面にパイプ材を用いた配管方式にて備えられ、長手方向中央部位に位置して備えられている開弁エア入口28から両側のアトマイザーブロックA2の油性流路開閉バルブ24に開弁用エアZが供給されるようになっている。
【0045】
流量調整用ニードル弁25は、図3に示すように、油性流路開閉バルブ24によって開閉される油性供給流路7の油性入口21側に位置して配設されている。
これにより、油性入口21から油性供給流路7を通って油性吐出口18からスプレーエア流路1に吐出される油性離型剤Mの供給量(圧力)を任意に調整し得るようにしている。
【0046】
≪水溶性吐出口の説明≫
水溶性吐出口19は、図1および図6に示すように、スプレーエア流路1における離型剤混合流路2との連絡路20の開口軸上に位置してノズル状に設けられている。
これにより、水溶性離型剤Nは、スプレー用圧送空気Yと合流しながら離型剤混合流路2の路壁に勢い良く衝突しながら当該離型剤混合流路2に圧送されるようになっている。つまり、路壁への衝突によってスプレー用圧送空気Yと水溶性離型剤Nとの混合状態がより細かくなりながら、離型剤混合流路2に圧送されるようになっている。
【0047】
そして、両側のアトマイザーブロックA2のうち、一方側(図1紙面左側)のアトマイザーブロックA2の水溶性吐出口19は、図1および図4に示すように、同アトマイザーブロックA2側に設けられている水溶性入口29に水溶性供給流路8を介して連通されている。
【0048】
他方側(図1紙面右側)のアトマイザーブロックA2の水溶性吐出口19は、図4および図9に示すように、一方側のアトマイザーブロックA2の水溶性供給流路8とミキシングマニホールドA1の水溶性連絡流路6を介して連絡する水溶性供給流路8に連通されている。
つまり、前記した油性側と同じく、一方側のアトマイザーブロックA2の水溶性入口29から水溶性供給流路8に圧送されてくる水溶性離型剤Nは、当該水溶性供給流路8から分岐された分岐路30を介して連通する水溶性連絡流路6へと流れ、この水溶性連絡流路6から連通路31を介して連通する他方側のアトマイザーブロックA2の水溶性供給流路8へと流れて水溶性吐出口19からスプレーエア流路1に吐出する構成としている。
【0049】
なお、他方側のアトマイザーブロックA2の水溶性供給流路8においては具体的な流路形態の図示を省略しているが、水溶性入口29を無くした状態の一方側のアトマイザーブロックA2の水溶性供給流路8と基本的に同じである。
【0050】
そして、両側のアトマイザーブロックA2の水溶性供給流路8には、水溶性流路開閉バルブ9が備えられている。
【0051】
≪水溶性流路開閉バルブの説明≫
水溶性流路開閉バルブ9は、図1および図6に示すように、アトマイザーブロックA2を構成する第2のブロック部17内に設けられている弁室32に弁体33を開閉方向に摺動自在に内設させることで構成され、ノズル状の水溶性吐出口19の後端口を開閉するようにしている。
つまり、油性離型剤Mの吹き付け塗布が行われるときには、弁体33が水溶性吐出口19の後端口を閉弁(閉鎖)し、水溶性離型剤Nのスプレーエア流路1への流れを止めるようにしている。
【0052】
そして、この水溶性流路開閉バルブ9の弁室32に、図1および図6に示すように、弁体33を常時閉弁方向に付勢するバネ材34を備えている。さらに、弁室33には、エア圧を利用して弁体33を開閉方向にそれぞれ移動させるための開弁エア供給流路10と閉弁エア供給流路13がそれぞれ接続されている。
【0053】
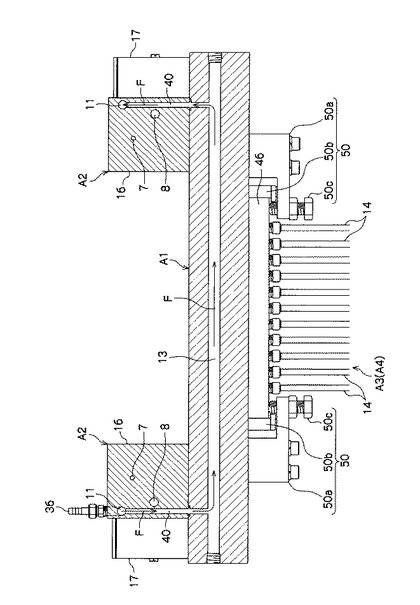
開弁エア供給流路10および閉弁エア供給流路13は、図1、図10および図12に示すように、弁室32に連通するようにアトマイザーブロックA2にそれぞれ設けられている。
そして、両側のアトマイザーブロックA2のうち、一方側(図1紙面左側)のアトマイザーブロックA2の開弁エア供給流路10および閉弁エア供給流路13は、図10および図12に示すように、同アトマイザーブロックA2側に設けられている開弁エア入口35および閉弁エア入口36に連通されている。
【0054】
他方側(図1紙面右側)のアトマイザーブロックA2の開弁エア供給流路10および閉弁エア供給流路11は、図10〜図13に示すように、一方側のアトマイザーブロックA2の開弁エア供給流路10および閉弁エア供給流路11から分岐されたそれぞれの分岐路37,38を介して連通するミキシングマニホールドA1に設けられている開弁連絡流路12および閉弁連絡流路13に連絡路39,40を介して連絡するように形成されている。
つまり、一方側のアトマイザーブロックA2の開弁エア入口35および閉弁エア入口36からそれぞれ連通する開弁エア供給流路10および閉弁エア供給流路11に圧送されてくる開弁エアEおよび閉弁エアFは、当該開弁エア供給流路10および閉弁エア供給流路11からそれぞれ分岐された分岐路37,38を介して連通する開弁連絡流路12および閉弁連絡流路13へと流れ、この開弁連絡流路12および閉弁連絡流路13からそれぞれ連通路39,40を介して連通する他方側のアトマイザーブロックA2の開弁エア供給流路10および閉弁エア供給流路11へと流れる構成としている。
【0055】
なお、他方側のアトマイザーブロックA2に設けられる開弁エア供給流路10および閉弁エア供給流路11においては具体的な流路形態の図示を省略しているが、それぞれの開弁エア入口35および閉弁エア入口36を無くした状態の一方側のアトマイザーブロックのA2開弁エア供給流路10および閉弁エア供給流路11形態と基本的に同じである。
【0056】
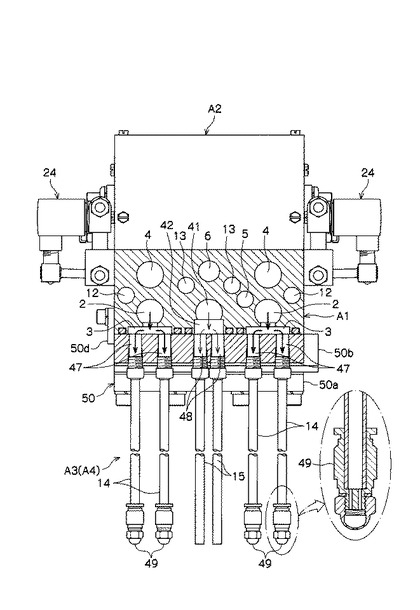
また、図2、図6、図7および図9に示すように、本実施形態に係るスプレー装置Aは、油性離型剤Mまたは水溶性離型剤Nが1ショット毎に固定・可動両金型B1,B2のキャビティ面b1、b2に吹き付け塗布される前に、キャビティ面b1、b2から鋳張りなどの付着物を取り除くエアブロー用のエアブローエア供給流路41およびエアブローエア分配路42と、前記エアブローエア供給流路41のエアブローエア入口43をさらに備えている。
【0057】
≪エアブローエア供給流路の説明≫
エアブローエア供給流路41は、図2および図9に示すように、一方側のアトマイザーブロックA2が配設されているミキシングマニホールドA1の一端側においてその上面に開口されエアブローエア入口43に連通し、ミキシングマニホールドA1の長手方向の略中央部位に至るように設けられ、長手方向の略中央部位に位置して設けられるエアブローエア分配路42に一方側から連通するようになっている。
【0058】
≪エアブローエア分配路の説明≫
エアブローエア分配路42は、エアブローエア供給流路41から圧送されてエアブロー用圧送空気(圧搾空気)Wを、油性用スプレーカセットA3の各エアブローパイプ44または水溶性用スプレーカセットA4の各エアブローパイプ45に対して分配供給するための流路である。
このエアブローエア分配路42は、図7および図9に示すように、ミキシングマニホールドA1の長手方向の下面中央部位に位置して下面開放状に設けられて、エアブローエア供給流路41に連通するようになっている。
【0059】
≪油性用スプレーカセットまたは水溶性用スプレーカセットの説明≫
図14は、油性用スプレーカセットを示す参考斜視図であり、図15は、水溶性用スプレーカセットを示す参考斜視図である。ここでは、図1、図7および図9を適宜参照しながら説明する。
油性用スプレーカセットA3および水溶性用スプレーカセットA4は、図14および図15にそれぞれ示すように、カセットベース部46と、このカセットベース部46に規則正しく取り付けられる複数のスプレーパイプ14およびエアブローパイプ15を備えて構成されている。
【0060】
カセットベース部46は、図1、図7および図9に示すように、所定の厚さを有し、離型剤分配路3およびエアブローエア分配路42を塞ぐ程度の大きさを有する略矩形形状に形成されている。
そして、このカセットベース部46は、図7に示すように、短手方向の両側(ミキシングマニホールドA1の下面両側の離型剤分配路3に対応させた両側)にスプレーパイプ14が取り付けられる複数の離型剤流入口47がそれぞれ2列にて長手方向に設けられており、この両側の離型剤流入口47の間に位置する中央部位(ミキシングマニホールドA1の下面中央のエアブローエア分配路42に対応させた部位)には、エアブローパイプ15が取り付けられるエア流入口48が2列にて長手方向に設けられている。
【0061】
スプレーパイプ14およびエアブローパイプ15は、銅パイプやその他の金属製パイプ、合成樹脂製パイプによって形成されて、その後端側が離型剤流入口47およびエア流入口48にねじ込みなどによってそれぞれ取り付けられるようになっている。
【0062】
また、図14に示すように、油性用スプレーカセットA3側においては、各スプレーパイプ14の先端に噴霧ノズル49を備えている(図7の拡大断面参照)。
これにより、水溶性離型剤Nがキャビティ面b1、b2に吹き付け塗布されるときの流量と圧力に比べて、かなり少ない流量と圧力によって行われる油性離型剤Mの吹き付け塗布時において、油性離型剤Mをキャビティ面b1、b2に向けて拡散噴霧にて効率的に吹き付け塗布布することができるようにしている。つまり、スプレー用圧送空気Yとの混合油性離型剤MYを少量塗布にて無駄なく、均一にキャビティ面b1、b2に吹き付け塗布することができるようにしている。
【0063】
そして、このように構成されている油性用スプレーカセットA3および水溶性用スプレーカセットA4は、離型剤分配路3およびエアブローエア分配路42が備えられているミキシングマニホールドA1の下面に取付部材50によって着脱交換可能に装着される。
【0064】
取付部材50は、ミキシングマニホールドA1の下面において、その長手方向における離型剤分配路2およびエアブローエア分配路42の両側に位置してそれぞれ配設される。
この取付部材50は、図1、図7および図9に示すように、ミキシングマニホールドA1の短手方向にわたり取り付けられるカセットロックプレート50aと、このカセットロックプレート50aの内側に位置し、カセットベース部46の長手方向の幅間隔にて取り付けられるカセットガイドレール50bと、カセットロックプレート50aにそれぞれ備えられて、カセットベース部50aをミキシングマニホールドA1の下面側に密接させると同時に不動に定着するロックボルト50cとを備えて構成されている。
【0065】
また、取付部材50は、図2および図7に示すように、ミキシングマニホールドA1の長辺方向の一側外面側(図7において紙面左側)において、両側のカセットロックプレート50aの間における2ヶ所にストッパ50dを備えている。
これにより、両側のロックボルト50cが緩め、両側のカセットガイドレール50bにカセットベース部46をスライド抜き挿し自在に支持させた状態でミキシングマニホールドA1の他側外面側(図7において紙面左側)において行われる油性用スプレーカセットA3または水溶性用スプレーカセットA4それぞれの取り付け、または、その着脱交換時において、カセットベース部46に開口されている離型剤流入口47およびエアブロー流入口48を、離型剤分配路3およびエアブローエア分配路42に正確に対応位置させた状態でカセットベース部50aをミキシングマニホールドA1の下面にロックボルト50cによって不動に定着し得るようにしている。
【0066】
なお、図示を省略しているが、本実施形態に係るスプレー装置Aは、油性離型剤Mおよび水溶性離型剤Nを切り替え塗布するために、油性用離型剤供給装置および水溶性離型剤供給装置がそれぞれ別経路にて接続されていて、ミキシングマニホールドA1に対する油性用スプレーカセットA3および水溶性用スプレーカセットA4の着脱交換後に、油性側離型剤供給装置および水溶性側離型剤供給装置の動作切り替え操作を行うことで、油性離型剤Mから水溶性離型剤N、または、水溶性離型剤Nから油性離型剤Mの吹き付け塗布に切り替えることができるように構成されており、別経路による接続によって切り替え時における油性と水溶性との混合を防止するようにしている。
【0067】
油性側離型剤供給装置(油性離型剤圧送装置)について、その具体的な一例を簡単に説明するならば、離型剤供給源となる油性離型剤タンク(ペイル缶)、吸上げポンプ、離型剤加圧タンク、油性離型剤Mおよび油性供給流路7に備えられている油性流路開閉バルブ24の開弁用エアZの供給或いは停止を切り替え制御するそれぞれの制御バルブ(電磁弁)、エア供給・排気バルブ(電磁弁)、電空レギュレータ、さらに流量計、チェック弁などを備えて構成されている。
スプレー用圧送空気Y、エアブロー用圧送空気(圧搾空気)Wは、油性・水溶性共有として、スプレー装置Aのスプレーエア入口51、エアブローエア入口43に供給されるようになっている。
なお、油性離型剤Mと混合されるスプレー用圧送空気Yの圧力は、水溶性離型剤Nに比べて微圧であることから、専用の電空レギュレータによる電気制御によって、水溶性離型剤Nの塗布時と油性離型剤Mの塗布時の圧力の切り替えが行われるようになっている。
例えば、水溶性離型剤Nの塗布時はスプレー用圧送空気圧を0.4Mpa程度、離型剤吐出圧を0.3〜0.4Mpa程度に設定しますが、油性離型剤Mの塗布時にはスプレー用圧送空気圧を0.15〜0.2Mpa程度、離型剤吐出圧を0.13〜0.2Mpa程度に設定する切り替え制御が行われるようになっている。
【0068】
[作用説明]
つぎに、以上のように構成されている本実施形態に係るスプレー装置Aの使用法について簡単に説明する。
図16は、油性用スプレーカセットを装着した本実施形態に係るスプレー装置を適用し、型開きされた固定・可動両金型の間に降下搬入させた状態の使用例を示す概略説明図である。ここでは、図1、図3、図6、図8を適宜参照しながら説明する。
このスプレー装置Aは、前記したように、ダイカストマシンの固定プラテン上などに動作支持機構によって前後および上下方向に移動可能に装備されて、固定プラテン上の待機位置から前進と下降などの動作を順次に行うことで、図16に示すように、型開きされた固定・可動両金型B1,B2の間に搬入されるものである。
このとき、固定・可動両金型B1,B2間への搬入開始と略同時にエアブローパイプ15からのエアブローが行われ、所定の位置に下降搬入された状態で、油性離型剤Mまたは水溶性離型剤Nの吹き付け塗布が行われるものである。
【0069】
そして、油性離型剤Mを用いたダイカスト鋳造時において、スプレー装置Aが固定プラテン上などの待機位置から図16に示す固定・可動両金型B1,B2の間に搬入されると、油性側離型剤供給装置(油性離型剤圧送装置)が動作し、油性離型剤M、スプレー用圧送空気Yの供給、油性流路開閉バルブ24の弁体24bを開弁する開弁用エアZの供給が開始する。
このとき、両側のアトマイザーブロックA1の水溶性離型剤供給路8は、バネ材34と閉弁用エアFとの協同によって水溶性流路開閉バルブ9の弁体33が水溶性吐出口19の後端口を閉じる閉弁状態にある(図1および図6参照)。
【0070】
スプレー装置Aに供給されてきた油性離型剤Mは、図1に示す一方側のアトマイザーブロックA2の油性入口21から開弁された油性供給流路7を通って油性吐出口18からスプレーエア流路1に吐出し、このスプレーエア流路1に圧送されてきたスプレー用圧送空気Yと合流しながらミキシングマニホールドA1の一方側の離型剤混合流路2へと圧送される。このとき、他方側のアトマイザーブロックA2の油性供給流路7にミキシングマニホールドA1の油性連絡流路5および連絡路23を通って油性離型剤Mが圧送されて油性吐出口18からスプレーエア流路1に吐出し、同じく吸気連絡流路4を通ってスプレーエア流路1に圧送されてきたスプレー用圧送空気Yと合流しながらミキシングマニホールドA1の他方側の離型剤混合流路2へと圧送される(図1、図3および図8参照)。
【0071】
このようにして、両側の離型剤混合流路2に圧送されてきたスプレー用圧送空気Yとの混合油性離型剤MYは離型剤混合流路2を流れる過程で混合密度がさらに高められる混合が行われながら離型剤分配路3へとそれぞれ流れ込む。この離型剤分配路3に流れてきた混合油性離型剤MYは、油性用スプレーカセットA3の各スプレーパイプ14へと分配されながら各スプレーパイプ14の噴霧ノズル49よる拡散噴霧によって固定・可動両金型B1,B2のキャビティ面b1、b2に吹き付け塗布される(図1および図16参照)。
【0072】
そして、ダイカストマシンの固定・可動プラテンに対し、油性用金型から水溶性用動金型に交換する作業に平行して、ミキシングマニホールドA1に装着されている油性用スプレーカセットA3を取り外し、この油性用スプレーカセットA3に代えて、図15に示す水溶性用スプレーカセットA4を装着する交換作業を行うことで、油性離型剤Mの塗布から水溶性離型剤Nの塗布に変更することができる。
【0073】
このように、本実施形態に係るスプレー装置Aによれば、離型剤の吹き付け塗布による金型の冷却が弱いものの、キャビティ面b1、b2への付着性が良好で、かつ、少量塗布によってキャビティ面b1、b2に均一に塗布することができる特徴を有する油性離型剤Mと、キャビティ面b1、b2への付着性が劣り大量に使用されるものの、離型剤の吹き付け塗布による金型の冷却が強く金型の熱膨張を抑えることができる特徴を有する水溶性離型剤Nとの双方の吹き付け塗布を、それぞれの油性用スプレーカセットA3と水溶性スプレーカセットA4の交換作業のみで行うことができる。
つまり、油性用スプレーカセットA3から水溶性用スプレーカセットA4、または、水溶性用スプレーカセットA4から油性用スプレーカセットA3に交換するといった簡易的な交換作業によって、油性離型剤Mから水溶性離型剤N、または、水溶性離型剤Nから油性離型剤Mへと切り替えることができる。
【0074】
なお、本発明の実施形態の具体的な構成は、前記した実施形態に限られるものではなく、請求項1〜4に記載の本発明の要旨を逸脱しない範囲で設計変更などがあっても本発明に含まれるものである。
例えば、ミキシングマニホールドA1の上面に配設される他方側のアトマイザーブロックA2に、前記詳述の一方側のアトマイザーブロックA2と同様に、油性入口21、水溶性入口29、エアブローエア入口43、スプレーエア入口51などの各種の入口をそれぞれ備えた構成とすることができる。この場合、スプレーエア連絡流路4、油性連絡流路5、水溶性連絡流路6などの各種の連絡流路をミキシングマニホールドA1に備える必要が無くなる。
【0075】
また、油性スプレーカセットA3および水溶性スプレーカセットA4が着脱交換可能に装着される離型剤分配路3およびエアブローエア分配路42の略真上に位置するミキシングマニホールドの上面中央部位にアトマイザーブロックA2を設けてなる構成とすることができる。
【0076】
また、スプレー装置Aをダイカスト鋳造以外の他の用途に適用させることができる。例えば、鍛造プレスにおける金型内面やその他の被塗布面などに離型剤を吹き付け塗布する装置としても適用させることができる。
【符号の説明】
【0077】
A スプレー装置
A1 ミキシングマニホールド
A2 アトマイザーブロック
1 スプレーエア流路
2 離型剤混合流路
3 離型剤分配路
4 スプレーエア連絡流路
5 油性連絡流路
6 水溶性連絡流路
7 油性供給流路
8 水溶性供給流路
9 水溶性流路開閉バルブ
14 スプレーパイプ
15 エアブローパイプ
18 油性吐出口
19 水溶性吐出口
21 油性入口
24 油性流路開閉バルブ
29 水溶性入口
41 エアブローエア供給流路
42 エアブローエア分配路
43 エアブローエア入口
49 噴霧ノズル
51 スプレーエア入口
b1,b2 キャビティ面(被塗布面)
M 油性離型剤
N 水溶性離型剤
Y スプレー用圧送空気
MY 混合油性離型剤
NY 混合水溶性離型剤
W エアブロー用圧送空気
【技術分野】
【0001】
本発明は、ダイカスト鋳造の金型内部、所謂キャビティの潤滑を行うために、当該キャビティを形成する金型内面(被塗布面)、所謂キャビティ面に離型剤を吹き付け塗布するために使用されるダイカスト鋳造用スプレー装置に関する。
ここで、キャビティの潤滑とは、アルミニウム、亜鉛、マグネシウムなどの非鉄金属溶湯のキャビティ面への溶着(焼き付き)防止やカジリ防止、脱型時の製品(鋳造品)の離型性(型離れ)を向上させるなどを意味するものである。
【背景技術】
【0002】
アルミニウム、亜鉛、マグネシウムなどの非鉄金属を用いて製品を製造するダイカスト鋳造では、固定・可動両金型の型締め(型合わせ)が行われることによって両金型の間に形成されるキャビティに非鉄金属溶湯が射出充填される1ショット毎に、キャビティ面にスプレー装置で離型剤が塗布される。これにより、キャビティ面への溶着防止やカジリ防止、製品の離型性を向上させるなどによって連続鋳造を可能にしている。
この離型剤は、水溶性と油性との二種類に大別され、生産性と安全性、および作業環境面などから、水溶性離型剤が多用されていた。
【0003】
しかし、水溶性離型剤の主成分、99%は水であることから、1ショット毎に塗布される水溶性離型剤の水分によって金型が急冷される。例えば、アルミニウムなどの溶湯を用いたダイカスト鋳造の場合、キャビティに射出充填される溶湯熱で金型は1ショット毎に200〜350℃に加熱される。そして、製品がキャビティから脱型取り出されたのちに行われる水溶性離型剤の塗布で120〜250℃程に冷却されるなど、キャビティ面で1ショット毎に80〜100℃の温度変化が起きる。
そのために、金型は1ショット毎に繰り返される熱収縮による熱疲労(金属疲労)が蓄積し易く、ひいては、クラック(型割れ)が発生するなどの金型の破損に至るなどによって、金型寿命が10万〜20万ショットという短いものとなっている。
【0004】
また、水溶性離型剤は、キャビティ面への付着性が劣る。そのために、1ショット毎に付着効率を犠牲にしても大量に塗布(例えば、1秒当たり200cc程度を塗布)しなければ、離型剤効果(溶着防止や離型性の向上)を十分に得ることが困難になることがある。
また、水溶性離型剤は、付着性が劣ることによって、離型剤被膜をキャビティ面の全面に均等に形成することができず、まだらになった状態になることがあり、この状態でキャビティ内に溶湯が射出充填されると、溶着を引き起こすなどの問題を引き起こすおそれもある。
【0005】
そこで、今までは火災発生などの理由から使用が敬遠されてきた油性離型剤が見直され、その使用が注目されてきている。つまり、水溶性離型剤に比べて、金型の熱疲労を低減し、キャビティ面への付着性が良好で、しかも、金型温度が高温であっても優れた離型性が得られる油性離型剤の使用が注目されてきている(例えば、特許文献1および特許文献2などを参照)。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2005−342783号公報
【特許文献2】再表2006/025368号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
ところで、近年、大きさや形状などが異なる各種の製品に合わせて製作されているそれぞれの金型を用いて製品を製造するダイカスト鋳造メーカでは、金型構造に応じて水溶性離型剤を使用する場合と油性離型剤を使用する場合がある。
例えば、固定・可動両金型の型締め(型合わせ)によって両金型間に形成されるキャビティ内に非鉄金属溶湯が射出充填された後に行われる金型の冷却において、金型の大きさ、そして金型内部に設けられて冷却水が循環供給される冷却穴(冷却パイプ)の配置や個数などによって異なる冷却が弱い(低い)金型の場合は、水溶性離型剤を使用し、冷却が強い(高い)金型の場合は、油性離型剤を使用するなど、金型構造に応じて水溶性離型剤と油性離型剤を使い分ける傾向が見られている。
つまり、水溶性離型剤は、前記したように、主成分の99%の水分によって金型を急冷する傾向に有るために、冷却水による冷却が弱い金型を用いたダイカスト鋳造で使用されることが多く見られる。これは、非鉄金属溶湯の溶湯熱によって金型温度が必要以上に加熱されることを抑える効果が得られるからである。金型が必要以上に加熱されると、金型が熱膨張を起こして製品の外観寸法などに影響を与えてしまう。それを抑えるために、水溶性離型剤が使用される。
【0008】
一方、油性離型剤は、前記したように、水溶性離型剤と比較して冷却が弱いために、冷却水による冷却が強い金型を用いたダイカスト鋳造で使用されることが多く見られる。つまり、金型温度が必要以上に加熱されて熱膨張を起こすおそれは冷却水による強い冷却によって抑えられるために、離型剤の吹き付け塗布による金型の冷却効果を必要としないからである。
【0009】
そして、ダイカスト鋳造メーカでは、金型構造に応じて水溶性離型剤と油性離型剤とを使い分ける場合、1基のダイカストマシンでの金型の交換によって行う傾向が見られている。
【0010】
しかしながら、従来のスプレー装置としては、水溶性離型剤塗布専用と油性離型剤塗布専用がそれぞれ存在しているものの、水溶性・油性両離型剤をそれぞれ個別にキャビティ面に吹き付け塗布することができる双方の吹き付け塗布機能(スプレー機能)を兼ね備えたスプレー装置は存在していない。
そのために、ダイカスト鋳造メーカでは、金型の交換、例えば、水溶性用金型から油性用金型に交換するときに、それと平行してスプレー装置自体も水溶性用のものから油性用のものに取替え交換しなければならないというように、その切り替え段取り作業に多大な労力と時間を掛けなければならかった。
【0011】
そこで、本発明は、このような従来事情に鑑みて創案されたものであり、油性用スプレーカセットと水溶性用スプレーカセットとを取り替えるといった簡易的な作業によって、油性離型剤と水溶性離型剤との吹き付け塗布を1台で可能したスプレー装置を提供することにある。
【課題を解決するための手段】
【0012】
本発明者は、長年にわたり鋭意研究し各種の実験を重ねた結果、前記課題を解決することができることを見出し、本発明を完成させるに至ったものである。
すなわち、本発明は、圧送空気との混合により得られた混合離型剤を金型内面に吹き付け塗布するスプレー装置であって、
前記圧送空気と油性離型剤または前記圧送空気と水溶性離型剤を合流、かつ、混合させるスプレーエア流路を有するアトマイザーブロックと、前記アトマイザーブロックを両側に配設するとともに、該両側のアトマイザーブロックの前記スプレーエア流路に連通される離型剤混合流路と、この離型剤混合流路で得られた前記圧送空気との混合油性離型剤または混合水溶性離型剤が送り込まれる離型剤分配路を有するミキシングマニホールドと、前記離型剤分配路に連通される複数のスプレーパイプをそれぞれ具備し、前記ミキシングマニホールドに着脱交換可能に装着される油性用スプレーカセットまたは水溶性用スプレーカセットを備えて構成され、前記スプレーエア流路は、前記油性離型剤の油性吐出口と前記水溶性離型剤の水溶性吐出口をそれぞれ備え、さらに、前記油性吐出口に連通する油性供給流路に油性流路開閉バルブを、前記水溶性吐出口に連通する水溶性離型剤送出流路に水溶性流路開閉バルブをそれぞれ備えていること特徴とする。
【0013】
ここで、前記両側のアトマイザーブロックのうち、一方のアトマイザーブロック側に前記スプレーエア流路のスプレーエア入口、前記油性供給流路の油性入口、前記水溶性供給流路の水溶性入口をそれぞれ備え、前記ミキシングマニホールドには、前記一方のアトマイザーブロック側の前記スプレーエア流路、前記油性供給流路、前記水溶性供給流路と、前記他方のアトマイザーブロック側の前記スプレーエア流路、前記油性供給流路、前記水溶性供給流路をそれぞれ連絡するスプレーエア連絡流路、油性連絡流路、水溶性連絡流路をそれぞれ備えていることが好適なものとなる。
【0014】
また、前記油性用スプレーカセットの前記各スプレーパイプの先端に、前記混合油性離型剤を拡散噴霧させるための噴霧ノズルを備えていること、また、前記ミキシングマニホールドに、エアブローエア供給流路およびエアブローエア分配路と、前記エアブローエア供給流路のエアブローエア入口をさらに備え、かつ、前記エアブローエア分配路に連通する複数のエアブローパイプを、前記油性用スプレーカセット、前記水溶性用スプレーカセットにそれぞれ具備してなること、などの構成を採用することが好適なものとなる。
【0015】
このような構成によれば、ミキシングマニホールドに対する油性用スプレーカセットまたは水溶性用スプレーカセットの着脱交換によって、油性離型剤から水溶性離型剤、または、水溶性離型剤から油性離型剤の吹き付け塗布に切り替えることができる。
つまり、ミキシングマニホールドの両側に配設されているアトマイザーブロックには、ミキシングマニホールドの離型剤混合流路および離型剤分配路に連通させた油性離型剤の油性吐出口と水溶性離型剤の水溶性吐出口を有する圧送空気のスプレーエア流路が設けられており、また、油性吐出口に油性離型剤を供給する油性供給流路に油性流路開閉バルブが設けられ、水溶性吐出口に水溶性離型剤を供給する水溶性供給流路には水溶性流路開閉バルブが設けられていることで、例えば、ミキシングマニホールドに対する装着を水溶性用スプレーカセットから油性用スプレーカセットに交換した後に、水溶性流路開閉バルブを閉じ、油性流路開閉バルブ体が開く回路切り替えを行うことで、水溶性離型剤から油性離型剤を吹き付け塗布する状態に切り替えることができる。
【0016】
また、一方のアトマイザーブロック側に、スプレーエア流路のスプレーエア入口、油性供給流路の油性離型剤入口、水溶性供給流路の水溶性入口をそれぞれ備えて、この一方のアトマイザーブロック側のスプレーエア流路、油性供給流路、水溶性供給流路と、他方のアトマイザーブロック側のスプレーエア流路、油性供給流路、水溶性供給流路とを、ミキシングマニホールドに設けたスプレーエア連絡流路、油性連絡流路、水溶性連絡流路にて連絡させてなることで、それぞれの供給源からのスプレー装置への配管系統の簡素化が図れる。ひいては、スプレー装置周りが配管系統によって混雑することなく、シンプルに保つことができる。
つまり、圧送空気供給用、油性離型剤供給用、水溶性離型剤供給用のホースやパイプの配管本数などが本来の半分で済むことで、配管の簡素化を図り、しかも、スプレー装置周りをシンプルに保つことができる。
【0017】
また、油性用スプレーカセットの各スプレーパイプに、圧送空気との混合油性離型剤を拡散噴霧させる噴霧ノズルを備えたことで、水溶性離型剤に比べて少量塗布される混合油性離型剤を、無駄なく、均一に金型内面、所謂キャビティ面に吹き付け塗布することができる。
【0018】
また、ミキシングマニホールドにはエアブローエア供給流路およびエアブローエア分配路、そしてエアブローエア供給流路のエアブローエア入口が設けられ、油性用スプレーカセットと水溶性用スプレーカセットには、エアブローパイプが備えられていることで、混合離型剤を金型内面に吹き付け塗布する前に行われる金型内面から付着物を吹き飛ばして取り除くエアブローをも行うことができる。
つまり、油性離型剤と水溶性離型剤との簡易的な切り替え塗布に加えて、圧送空気を金型内面に吹き付けるエアブローをもスプレー装置によって行うことができる。
【発明の効果】
【0019】
本発明のスプレー装置によれば、水溶性用スプレーカセットから油性用スプレーカセット、または、油性用スプレーカセットから水溶性用スプレーカセットに交換するといった簡易的な交換作業により、水溶性離型剤から油性離型剤、または、油性離型剤から水溶性離型剤へと切り替えることができる。
これにより、金型の交換、例えば、水溶性用金型から油性用金型に交換するときに、それと平行して行われるスプレー装置による水溶性離型剤から油性離型剤への切り替える段取り作業を多大な労力と時間を掛けずに、短時間で簡易的に行うことができる。
【0020】
したがって、本発明によれば、離型剤の吹き付け塗布による金型の冷却が弱いものの、金型内面への付着性が良好で、かつ、少量塗布によって金型内面に均一に塗布することができる特徴を有する油性離型剤と、金型内面への付着性が劣り大量に使用されるものの、離型剤の吹き付け塗布による金型の冷却が強く金型の熱膨張を抑えることができる特徴を有する水溶性離型剤との双方の吹き付け塗布を、それぞれの油性用スプレーカセットと水溶性スプレーカセットの交換作業のみで可能にした画期的なスプレー装置を提供することができる。
【図面の簡単な説明】
【0021】
【図1】油性用スプレーカセットを装着した本実施形態に係るスプレー装置を示す縦断正面図である。
【図2】同スプレー装置を示す平面図である。
【図3】図2のIII−III線縦断側面図である。
【図4】図2のIV−IV線縦断側面図である。
【図5】図2のV−V線縦断側面図である。
【図6】図2のVI−VI線縦断側面図である。
【図7】図2のVII−VII線縦断側面図である。
【図8】図2のVIII−VIII線縦断正面図である。
【図9】図2のIX−IX線縦断正面図である。
【図10】図2のX−X線縦断側面図である。
【図11】図2のXI−XI線縦断正面図である。
【図12】図2のXII−XII線縦断側面図である。
【図13】図2のXIII−XIII線縦断正面図である。
【図14】油性スプレーカセットの一例を示す斜視図である。
【図15】水溶性スプレーカセットの一例を示す斜視図である
【図16】油性用スプレーカセットを装着した本実施形態に係るスプレー装置を適用し、型開きされた固定・可動両金型の間に降下搬入させた状態の使用例を示す概略説明図である。
【発明を実施するための形態】
【0022】
以下、本発明の実施形態について、適宜図面を参照しながら詳細に説明する。
図1は、油性用スプレーカセットを装着した本実施形態に係るスプレー装置の縦断正面図であり、図2は、同平面図であり、図3〜図7は、同縦断側面図であり、図8および図9は、同縦断正面図であり、図10は、同縦断側面図であり、図11は、同縦断正面図であり、図12は、同縦断側面図であり、図13は、同縦断正面図である。
【0023】
本実施形態に係るスプレー装置Aは、図示省略のサーボモータなどを駆動源として動作する動作支持機構を備えており、この動作支持機構によって、図示省略のダイカストマシンの固定プラテン上などに前後および上下方向に移動可能に装備されるものである。そして、スプレー装置Aは、固定プラテン上における待機位置から前進と下降などの動作を順次に行うことで、図16に示すように、型開きされた固定・可動両金型B1,B2の間に搬入され、圧送空気と混合された霧状の混合油性離型剤Mまたは混合水溶性離型剤Nを両金型B1,B2の金型内面、所謂キャビティ面b1、b2に吹き付け塗布するように構成されている。
また、スプレー装置Aは、両金型B1,B2の間への下降移動中に、鋳張りなどの付着物をキャビティ面b1、b2から取り除くために、両キャビティ面b1、b2に勢い良く圧搾空気などを吹き付けるエアブローが行われるように構成されている。
【0024】
≪スプレー装置の説明≫
スプレー装置Aは、図1および図2に示すように、ミキシングマニホールドA1と、このミキシングマニホールドA1の上面両側に位置してそれぞれ配設されるアトマイザーブロックA2と、ミキシングマニホールドA1の下面略中央部位に位置して着脱交換可能に装着される油性用スプレーカセットA3または水溶性スプレーカセットA4とを備えて構成されている。
【0025】
≪ミキシングマニホールドの説明≫
ミキシングマニホールドA1は、図1および図2に示すように、所望の厚さを有する平面視で略横長矩形形状に形成されている。
このミキシングマニホールドA1は、長手方向における両側上面にアトマイザーブロックA2を配設するとともに、この両側のアトマイザーブロックA2の後記するスプレーエア流路1がそれぞれ連通される油性、水溶性共有の離型剤混合流路2および離型剤分配路3を備えている。
【0026】
また、ミキシングマニホールドA1は、図1および図3〜図9に示すように、両側のアトマイザーブロックA2のスプレーエア流路1を連絡するスプレーエア連絡流路4、そして両側のアトマイザーブロックA2の後記する油性供給流路7を連絡する油性連絡流路5および後記する水溶性供給流路8を連絡する水溶性連絡流路6をそれぞれ備えている。
【0027】
また、図3から図7、図10から図13に示すように、ミキシングマニホールドA1は、水溶性供給流路8の後記する水溶性流路開閉バルブ9の開閉を、エア圧を利用して行う開弁エア供給流路10を連絡する開弁連絡流路12および閉弁エア供給流路11を連絡する閉弁連絡流路13をそれぞれ備えている。
【0028】
≪離型剤混合流路の説明≫
離型剤混合流路2は、両側のアトマイザーブロックA2のスプレーエア流路1においてスプレー用圧送空気Kと合流した油性離型剤Mまたは水溶性離型剤Nがスプレー用圧送空気Yとともに流入する過程で霧状に混合させるとともに、当該混合油性離型剤MKまたは混合水溶性離型剤NYを離型剤分配路3に供給するための流路である。
【0029】
この離型剤混合流路2は、図1に示すように、両側のアトマイザーブロックA2のスプレーエア流路1に連通された状態で、ミキシングマニホールドA1の長手方向両側から略中央部位に至るようにそれぞれ設けられ、長手方向の略中央部位に位置して設けられる離型剤分配路3に両側から連通するようになっている。
そして、この離型剤混合流路2は、図3〜図7に示すように、ミキシングマニホールドA1の短手方向両側に位置する2ヶ所にそれぞれ設けられており、同じく短手方向両側に位置する2ヶ所にそれぞれ設けられる離型剤分配路3に連通するようになっている。
【0030】
≪離型剤分配路の説明≫
離型剤分配路3は、両側の離型剤混合流路2において得られたスプレー用圧送空気Yとの混合油性離型剤MYまたは混合水溶性離型剤NYを、油性用スプレーカセットA3の各スプレーパイプ14または水溶性用スプレーカセットA4の各スプレーパイプ15に対して分配供給するための流路である。
【0031】
この離型剤分配路3は、図1に示すように、ミキシングマニホールドA1の長手方向の下面中央部位に位置して下面開放状に設けられて、両側の離型剤混合流路2と連通するようになっている。
そして、この離型剤分配路3は、図6および図7に示すように、ミキシングマニホールドA1の短手方向両側に位置してそれぞれ設けられる離型剤混合流路2に連通するようにそれぞれ設けられている。
【0032】
≪アトマイザーブロックの説明≫
両側のアトマイザーブロックA2は、ミキシングマニホールドA1の短辺幅に相当する幅にて所望の高さを有する平面視で略長方形状を呈している第1のブロック部16と、この第1のブロック部16の高さに相当する縦長の平面視で略正四角形状を呈している一対の第2のブロック部17とからなり、第2のブロック部17を高いシール性にて第1のブロック部16の両側に(ミキシングマニホールドA1の短辺両側に)に位置させて連結させた構造としている。
【0033】
このように、第1のブロック部16と第2のブロック部17からなる両側のアトマイザーブロックA2は、図1および図2に示すように、ミキシングマニホールドA1の長手方向の両側上面に位置して高いシール性にてそれぞれ配設されるものである。
【0034】
そして、両側のアトマイザーブロックA2は、図1および図2に示すように、スプレー用圧送空気Yと油性離型剤Mまたはスプレー用圧送空気Yと水溶性離型剤Nを合流させる油性、水溶性共通のスプレーエア流路1をそれぞれ備えている。このスプレーエア流路1には、油性離型剤Mを吐出させる油性吐出口18および水溶性離型剤Nを吐出させる水溶性吐出口19がそれぞれ備えられている。
【0035】
≪スプレーエア流路の説明≫
スプレーエア流路1は、図示省略の別経路によって供給されてくるスプレー用圧送空気Yと油性離型剤Mまたはスプレー用圧送空気Yと水溶性離型剤Nとを合流させるための流路である。
このスプレーエア流路1は、図1に示すように、ミキシングマニホールドA1に配置される両側のアトマイザーブロックA2の下面側に位置して離型剤混合流路2と平行とする横向きに設けられて、その一端側が離型剤混合流路2に連通するようになっている。詳しくは、アトマイザーブロックA2からミキシングマニホールドA1にわたり縦向きに設けられる連絡路20を介してスプレーエア流路1の一端側が離型剤混合流路2に連通するようになっている。
【0036】
そして、このスプレーエア流路1は、図3および図4に示すように、ミキシングマニホールドA1の短手方向両側に位置して設けられている離型剤混合流路2のそれぞれの真上に位置する2ヶ所において第1のブロック16と第2のブロック17に跨ぐようにそれぞれ設けられている。
これにより、スプレーエア流路1にて合流されたスプレー用圧送空気Yとともに油性離型剤Mまたは水溶性離型剤Nはそれぞれ両側の離型剤混合流路2に圧送されるようになっている。
【0037】
≪油性吐出口の説明≫
油性吐出口18は、図1に示すように、離型剤混合流路2と連絡路20を介して連通するスプレーエア流路1の一端側に位置して開口されている。
これにより、油性吐出口18から吐出する油性離型剤Mは、スプレーエア流路1の他端側から同スプレーエア流路1に圧送されてくるスプレー用圧送空気Yの流れに乗って合流し、スプレー用圧速空気Yとともに離型剤混合流路2へと圧送されるようになっている。
【0038】
そして、両側のアトマイザーブロックA2のうち、一方側(図1紙面左側)のアトマイザーブロックA2の油性吐出口18は、図3および図4に示すように、同アトマイザーブロックA2側に設けられている油性入口21に油性供給流路7を介して連通されている。
【0039】
他方側(図1紙面右側)のアトマイザーブロックA2の油性吐出口18は、図3および図8に示すように、一方側のアトマイザーブロックA2の油性供給流路7とミキシングマニホールドA1の油性連絡流路5を介して連絡する油性供給流路7に連通されている。
つまり、図3に示す一方側のアトマイザーブロックA2の油性入口21から油性供給流路7に圧送されてくる油性離型剤Mは、図3および図8に示すように、油性供給流路7から分岐された分岐路22を介して連通する油性連絡流路5へと流れ、この油性連絡流路5から連絡路23を介して連通する他方側のアトマイザーブロックA2の油性供給流路7へと流れて油性吐出口18からスプレーエア流路1に吐出する連絡流路構成としている。
【0040】
なお、他方側のアトマイザーブロックA2の油性供給流路7においては具体的な流路形態の図示を省略しているが、油性入口21を無くした状態の一方側のアトマイザーブロックA2の油性供給流路7形態と基本的に同じである。
【0041】
そして、両側のアトマイザーブロックA2の油性供給流路7には、図2および図3に示すように、油性流路開閉バルブ24と流量調整用ニードル弁25とがそれぞれ備えられている。
【0042】
≪油性流路開閉バルブの説明≫
油性流路開閉バルブ24は、弁ケーシング24aと、この弁ケーシング24a内に開閉方向に摺動自在に内設されてバネ材26によって閉弁方向に常時付勢されている弁体24bとを備えて構成されている。
そして、油性流路開閉バルブ24は、図3に示すように、アトマイザーブロックA2の両外側面においてそれぞれ開口する油性供給流路7の流路途中の路出口7aと路戻り口7bを連絡するように弁ケーシング24aを当該外側面に取り付けることで、弁体24bによって路戻り口7b側を開閉するようにしている。
つまり、水溶性離型剤Nの吹き付け塗布が行われるときには、バネ材26の弾発力によって弁体24bが路戻り口7bを閉弁(閉鎖)し、油性離型剤Mのスプレーエア流路1への流れを防ぐようにしている。
【0043】
そして、この油性流路開閉バルブ24の弁ケーシング24aは、バネ材26の弾発力に抗して弁体24bを開弁方向に移動させるための開弁エア供給流路27が接続されている。
【0044】
開弁エア供給流路27は、図1および図2に示すように、ミキシングマニホールドA1の長手方向の両外側面に位置して当該外側面にパイプ材を用いた配管方式にて備えられ、長手方向中央部位に位置して備えられている開弁エア入口28から両側のアトマイザーブロックA2の油性流路開閉バルブ24に開弁用エアZが供給されるようになっている。
【0045】
流量調整用ニードル弁25は、図3に示すように、油性流路開閉バルブ24によって開閉される油性供給流路7の油性入口21側に位置して配設されている。
これにより、油性入口21から油性供給流路7を通って油性吐出口18からスプレーエア流路1に吐出される油性離型剤Mの供給量(圧力)を任意に調整し得るようにしている。
【0046】
≪水溶性吐出口の説明≫
水溶性吐出口19は、図1および図6に示すように、スプレーエア流路1における離型剤混合流路2との連絡路20の開口軸上に位置してノズル状に設けられている。
これにより、水溶性離型剤Nは、スプレー用圧送空気Yと合流しながら離型剤混合流路2の路壁に勢い良く衝突しながら当該離型剤混合流路2に圧送されるようになっている。つまり、路壁への衝突によってスプレー用圧送空気Yと水溶性離型剤Nとの混合状態がより細かくなりながら、離型剤混合流路2に圧送されるようになっている。
【0047】
そして、両側のアトマイザーブロックA2のうち、一方側(図1紙面左側)のアトマイザーブロックA2の水溶性吐出口19は、図1および図4に示すように、同アトマイザーブロックA2側に設けられている水溶性入口29に水溶性供給流路8を介して連通されている。
【0048】
他方側(図1紙面右側)のアトマイザーブロックA2の水溶性吐出口19は、図4および図9に示すように、一方側のアトマイザーブロックA2の水溶性供給流路8とミキシングマニホールドA1の水溶性連絡流路6を介して連絡する水溶性供給流路8に連通されている。
つまり、前記した油性側と同じく、一方側のアトマイザーブロックA2の水溶性入口29から水溶性供給流路8に圧送されてくる水溶性離型剤Nは、当該水溶性供給流路8から分岐された分岐路30を介して連通する水溶性連絡流路6へと流れ、この水溶性連絡流路6から連通路31を介して連通する他方側のアトマイザーブロックA2の水溶性供給流路8へと流れて水溶性吐出口19からスプレーエア流路1に吐出する構成としている。
【0049】
なお、他方側のアトマイザーブロックA2の水溶性供給流路8においては具体的な流路形態の図示を省略しているが、水溶性入口29を無くした状態の一方側のアトマイザーブロックA2の水溶性供給流路8と基本的に同じである。
【0050】
そして、両側のアトマイザーブロックA2の水溶性供給流路8には、水溶性流路開閉バルブ9が備えられている。
【0051】
≪水溶性流路開閉バルブの説明≫
水溶性流路開閉バルブ9は、図1および図6に示すように、アトマイザーブロックA2を構成する第2のブロック部17内に設けられている弁室32に弁体33を開閉方向に摺動自在に内設させることで構成され、ノズル状の水溶性吐出口19の後端口を開閉するようにしている。
つまり、油性離型剤Mの吹き付け塗布が行われるときには、弁体33が水溶性吐出口19の後端口を閉弁(閉鎖)し、水溶性離型剤Nのスプレーエア流路1への流れを止めるようにしている。
【0052】
そして、この水溶性流路開閉バルブ9の弁室32に、図1および図6に示すように、弁体33を常時閉弁方向に付勢するバネ材34を備えている。さらに、弁室33には、エア圧を利用して弁体33を開閉方向にそれぞれ移動させるための開弁エア供給流路10と閉弁エア供給流路13がそれぞれ接続されている。
【0053】
開弁エア供給流路10および閉弁エア供給流路13は、図1、図10および図12に示すように、弁室32に連通するようにアトマイザーブロックA2にそれぞれ設けられている。
そして、両側のアトマイザーブロックA2のうち、一方側(図1紙面左側)のアトマイザーブロックA2の開弁エア供給流路10および閉弁エア供給流路13は、図10および図12に示すように、同アトマイザーブロックA2側に設けられている開弁エア入口35および閉弁エア入口36に連通されている。
【0054】
他方側(図1紙面右側)のアトマイザーブロックA2の開弁エア供給流路10および閉弁エア供給流路11は、図10〜図13に示すように、一方側のアトマイザーブロックA2の開弁エア供給流路10および閉弁エア供給流路11から分岐されたそれぞれの分岐路37,38を介して連通するミキシングマニホールドA1に設けられている開弁連絡流路12および閉弁連絡流路13に連絡路39,40を介して連絡するように形成されている。
つまり、一方側のアトマイザーブロックA2の開弁エア入口35および閉弁エア入口36からそれぞれ連通する開弁エア供給流路10および閉弁エア供給流路11に圧送されてくる開弁エアEおよび閉弁エアFは、当該開弁エア供給流路10および閉弁エア供給流路11からそれぞれ分岐された分岐路37,38を介して連通する開弁連絡流路12および閉弁連絡流路13へと流れ、この開弁連絡流路12および閉弁連絡流路13からそれぞれ連通路39,40を介して連通する他方側のアトマイザーブロックA2の開弁エア供給流路10および閉弁エア供給流路11へと流れる構成としている。
【0055】
なお、他方側のアトマイザーブロックA2に設けられる開弁エア供給流路10および閉弁エア供給流路11においては具体的な流路形態の図示を省略しているが、それぞれの開弁エア入口35および閉弁エア入口36を無くした状態の一方側のアトマイザーブロックのA2開弁エア供給流路10および閉弁エア供給流路11形態と基本的に同じである。
【0056】
また、図2、図6、図7および図9に示すように、本実施形態に係るスプレー装置Aは、油性離型剤Mまたは水溶性離型剤Nが1ショット毎に固定・可動両金型B1,B2のキャビティ面b1、b2に吹き付け塗布される前に、キャビティ面b1、b2から鋳張りなどの付着物を取り除くエアブロー用のエアブローエア供給流路41およびエアブローエア分配路42と、前記エアブローエア供給流路41のエアブローエア入口43をさらに備えている。
【0057】
≪エアブローエア供給流路の説明≫
エアブローエア供給流路41は、図2および図9に示すように、一方側のアトマイザーブロックA2が配設されているミキシングマニホールドA1の一端側においてその上面に開口されエアブローエア入口43に連通し、ミキシングマニホールドA1の長手方向の略中央部位に至るように設けられ、長手方向の略中央部位に位置して設けられるエアブローエア分配路42に一方側から連通するようになっている。
【0058】
≪エアブローエア分配路の説明≫
エアブローエア分配路42は、エアブローエア供給流路41から圧送されてエアブロー用圧送空気(圧搾空気)Wを、油性用スプレーカセットA3の各エアブローパイプ44または水溶性用スプレーカセットA4の各エアブローパイプ45に対して分配供給するための流路である。
このエアブローエア分配路42は、図7および図9に示すように、ミキシングマニホールドA1の長手方向の下面中央部位に位置して下面開放状に設けられて、エアブローエア供給流路41に連通するようになっている。
【0059】
≪油性用スプレーカセットまたは水溶性用スプレーカセットの説明≫
図14は、油性用スプレーカセットを示す参考斜視図であり、図15は、水溶性用スプレーカセットを示す参考斜視図である。ここでは、図1、図7および図9を適宜参照しながら説明する。
油性用スプレーカセットA3および水溶性用スプレーカセットA4は、図14および図15にそれぞれ示すように、カセットベース部46と、このカセットベース部46に規則正しく取り付けられる複数のスプレーパイプ14およびエアブローパイプ15を備えて構成されている。
【0060】
カセットベース部46は、図1、図7および図9に示すように、所定の厚さを有し、離型剤分配路3およびエアブローエア分配路42を塞ぐ程度の大きさを有する略矩形形状に形成されている。
そして、このカセットベース部46は、図7に示すように、短手方向の両側(ミキシングマニホールドA1の下面両側の離型剤分配路3に対応させた両側)にスプレーパイプ14が取り付けられる複数の離型剤流入口47がそれぞれ2列にて長手方向に設けられており、この両側の離型剤流入口47の間に位置する中央部位(ミキシングマニホールドA1の下面中央のエアブローエア分配路42に対応させた部位)には、エアブローパイプ15が取り付けられるエア流入口48が2列にて長手方向に設けられている。
【0061】
スプレーパイプ14およびエアブローパイプ15は、銅パイプやその他の金属製パイプ、合成樹脂製パイプによって形成されて、その後端側が離型剤流入口47およびエア流入口48にねじ込みなどによってそれぞれ取り付けられるようになっている。
【0062】
また、図14に示すように、油性用スプレーカセットA3側においては、各スプレーパイプ14の先端に噴霧ノズル49を備えている(図7の拡大断面参照)。
これにより、水溶性離型剤Nがキャビティ面b1、b2に吹き付け塗布されるときの流量と圧力に比べて、かなり少ない流量と圧力によって行われる油性離型剤Mの吹き付け塗布時において、油性離型剤Mをキャビティ面b1、b2に向けて拡散噴霧にて効率的に吹き付け塗布布することができるようにしている。つまり、スプレー用圧送空気Yとの混合油性離型剤MYを少量塗布にて無駄なく、均一にキャビティ面b1、b2に吹き付け塗布することができるようにしている。
【0063】
そして、このように構成されている油性用スプレーカセットA3および水溶性用スプレーカセットA4は、離型剤分配路3およびエアブローエア分配路42が備えられているミキシングマニホールドA1の下面に取付部材50によって着脱交換可能に装着される。
【0064】
取付部材50は、ミキシングマニホールドA1の下面において、その長手方向における離型剤分配路2およびエアブローエア分配路42の両側に位置してそれぞれ配設される。
この取付部材50は、図1、図7および図9に示すように、ミキシングマニホールドA1の短手方向にわたり取り付けられるカセットロックプレート50aと、このカセットロックプレート50aの内側に位置し、カセットベース部46の長手方向の幅間隔にて取り付けられるカセットガイドレール50bと、カセットロックプレート50aにそれぞれ備えられて、カセットベース部50aをミキシングマニホールドA1の下面側に密接させると同時に不動に定着するロックボルト50cとを備えて構成されている。
【0065】
また、取付部材50は、図2および図7に示すように、ミキシングマニホールドA1の長辺方向の一側外面側(図7において紙面左側)において、両側のカセットロックプレート50aの間における2ヶ所にストッパ50dを備えている。
これにより、両側のロックボルト50cが緩め、両側のカセットガイドレール50bにカセットベース部46をスライド抜き挿し自在に支持させた状態でミキシングマニホールドA1の他側外面側(図7において紙面左側)において行われる油性用スプレーカセットA3または水溶性用スプレーカセットA4それぞれの取り付け、または、その着脱交換時において、カセットベース部46に開口されている離型剤流入口47およびエアブロー流入口48を、離型剤分配路3およびエアブローエア分配路42に正確に対応位置させた状態でカセットベース部50aをミキシングマニホールドA1の下面にロックボルト50cによって不動に定着し得るようにしている。
【0066】
なお、図示を省略しているが、本実施形態に係るスプレー装置Aは、油性離型剤Mおよび水溶性離型剤Nを切り替え塗布するために、油性用離型剤供給装置および水溶性離型剤供給装置がそれぞれ別経路にて接続されていて、ミキシングマニホールドA1に対する油性用スプレーカセットA3および水溶性用スプレーカセットA4の着脱交換後に、油性側離型剤供給装置および水溶性側離型剤供給装置の動作切り替え操作を行うことで、油性離型剤Mから水溶性離型剤N、または、水溶性離型剤Nから油性離型剤Mの吹き付け塗布に切り替えることができるように構成されており、別経路による接続によって切り替え時における油性と水溶性との混合を防止するようにしている。
【0067】
油性側離型剤供給装置(油性離型剤圧送装置)について、その具体的な一例を簡単に説明するならば、離型剤供給源となる油性離型剤タンク(ペイル缶)、吸上げポンプ、離型剤加圧タンク、油性離型剤Mおよび油性供給流路7に備えられている油性流路開閉バルブ24の開弁用エアZの供給或いは停止を切り替え制御するそれぞれの制御バルブ(電磁弁)、エア供給・排気バルブ(電磁弁)、電空レギュレータ、さらに流量計、チェック弁などを備えて構成されている。
スプレー用圧送空気Y、エアブロー用圧送空気(圧搾空気)Wは、油性・水溶性共有として、スプレー装置Aのスプレーエア入口51、エアブローエア入口43に供給されるようになっている。
なお、油性離型剤Mと混合されるスプレー用圧送空気Yの圧力は、水溶性離型剤Nに比べて微圧であることから、専用の電空レギュレータによる電気制御によって、水溶性離型剤Nの塗布時と油性離型剤Mの塗布時の圧力の切り替えが行われるようになっている。
例えば、水溶性離型剤Nの塗布時はスプレー用圧送空気圧を0.4Mpa程度、離型剤吐出圧を0.3〜0.4Mpa程度に設定しますが、油性離型剤Mの塗布時にはスプレー用圧送空気圧を0.15〜0.2Mpa程度、離型剤吐出圧を0.13〜0.2Mpa程度に設定する切り替え制御が行われるようになっている。
【0068】
[作用説明]
つぎに、以上のように構成されている本実施形態に係るスプレー装置Aの使用法について簡単に説明する。
図16は、油性用スプレーカセットを装着した本実施形態に係るスプレー装置を適用し、型開きされた固定・可動両金型の間に降下搬入させた状態の使用例を示す概略説明図である。ここでは、図1、図3、図6、図8を適宜参照しながら説明する。
このスプレー装置Aは、前記したように、ダイカストマシンの固定プラテン上などに動作支持機構によって前後および上下方向に移動可能に装備されて、固定プラテン上の待機位置から前進と下降などの動作を順次に行うことで、図16に示すように、型開きされた固定・可動両金型B1,B2の間に搬入されるものである。
このとき、固定・可動両金型B1,B2間への搬入開始と略同時にエアブローパイプ15からのエアブローが行われ、所定の位置に下降搬入された状態で、油性離型剤Mまたは水溶性離型剤Nの吹き付け塗布が行われるものである。
【0069】
そして、油性離型剤Mを用いたダイカスト鋳造時において、スプレー装置Aが固定プラテン上などの待機位置から図16に示す固定・可動両金型B1,B2の間に搬入されると、油性側離型剤供給装置(油性離型剤圧送装置)が動作し、油性離型剤M、スプレー用圧送空気Yの供給、油性流路開閉バルブ24の弁体24bを開弁する開弁用エアZの供給が開始する。
このとき、両側のアトマイザーブロックA1の水溶性離型剤供給路8は、バネ材34と閉弁用エアFとの協同によって水溶性流路開閉バルブ9の弁体33が水溶性吐出口19の後端口を閉じる閉弁状態にある(図1および図6参照)。
【0070】
スプレー装置Aに供給されてきた油性離型剤Mは、図1に示す一方側のアトマイザーブロックA2の油性入口21から開弁された油性供給流路7を通って油性吐出口18からスプレーエア流路1に吐出し、このスプレーエア流路1に圧送されてきたスプレー用圧送空気Yと合流しながらミキシングマニホールドA1の一方側の離型剤混合流路2へと圧送される。このとき、他方側のアトマイザーブロックA2の油性供給流路7にミキシングマニホールドA1の油性連絡流路5および連絡路23を通って油性離型剤Mが圧送されて油性吐出口18からスプレーエア流路1に吐出し、同じく吸気連絡流路4を通ってスプレーエア流路1に圧送されてきたスプレー用圧送空気Yと合流しながらミキシングマニホールドA1の他方側の離型剤混合流路2へと圧送される(図1、図3および図8参照)。
【0071】
このようにして、両側の離型剤混合流路2に圧送されてきたスプレー用圧送空気Yとの混合油性離型剤MYは離型剤混合流路2を流れる過程で混合密度がさらに高められる混合が行われながら離型剤分配路3へとそれぞれ流れ込む。この離型剤分配路3に流れてきた混合油性離型剤MYは、油性用スプレーカセットA3の各スプレーパイプ14へと分配されながら各スプレーパイプ14の噴霧ノズル49よる拡散噴霧によって固定・可動両金型B1,B2のキャビティ面b1、b2に吹き付け塗布される(図1および図16参照)。
【0072】
そして、ダイカストマシンの固定・可動プラテンに対し、油性用金型から水溶性用動金型に交換する作業に平行して、ミキシングマニホールドA1に装着されている油性用スプレーカセットA3を取り外し、この油性用スプレーカセットA3に代えて、図15に示す水溶性用スプレーカセットA4を装着する交換作業を行うことで、油性離型剤Mの塗布から水溶性離型剤Nの塗布に変更することができる。
【0073】
このように、本実施形態に係るスプレー装置Aによれば、離型剤の吹き付け塗布による金型の冷却が弱いものの、キャビティ面b1、b2への付着性が良好で、かつ、少量塗布によってキャビティ面b1、b2に均一に塗布することができる特徴を有する油性離型剤Mと、キャビティ面b1、b2への付着性が劣り大量に使用されるものの、離型剤の吹き付け塗布による金型の冷却が強く金型の熱膨張を抑えることができる特徴を有する水溶性離型剤Nとの双方の吹き付け塗布を、それぞれの油性用スプレーカセットA3と水溶性スプレーカセットA4の交換作業のみで行うことができる。
つまり、油性用スプレーカセットA3から水溶性用スプレーカセットA4、または、水溶性用スプレーカセットA4から油性用スプレーカセットA3に交換するといった簡易的な交換作業によって、油性離型剤Mから水溶性離型剤N、または、水溶性離型剤Nから油性離型剤Mへと切り替えることができる。
【0074】
なお、本発明の実施形態の具体的な構成は、前記した実施形態に限られるものではなく、請求項1〜4に記載の本発明の要旨を逸脱しない範囲で設計変更などがあっても本発明に含まれるものである。
例えば、ミキシングマニホールドA1の上面に配設される他方側のアトマイザーブロックA2に、前記詳述の一方側のアトマイザーブロックA2と同様に、油性入口21、水溶性入口29、エアブローエア入口43、スプレーエア入口51などの各種の入口をそれぞれ備えた構成とすることができる。この場合、スプレーエア連絡流路4、油性連絡流路5、水溶性連絡流路6などの各種の連絡流路をミキシングマニホールドA1に備える必要が無くなる。
【0075】
また、油性スプレーカセットA3および水溶性スプレーカセットA4が着脱交換可能に装着される離型剤分配路3およびエアブローエア分配路42の略真上に位置するミキシングマニホールドの上面中央部位にアトマイザーブロックA2を設けてなる構成とすることができる。
【0076】
また、スプレー装置Aをダイカスト鋳造以外の他の用途に適用させることができる。例えば、鍛造プレスにおける金型内面やその他の被塗布面などに離型剤を吹き付け塗布する装置としても適用させることができる。
【符号の説明】
【0077】
A スプレー装置
A1 ミキシングマニホールド
A2 アトマイザーブロック
1 スプレーエア流路
2 離型剤混合流路
3 離型剤分配路
4 スプレーエア連絡流路
5 油性連絡流路
6 水溶性連絡流路
7 油性供給流路
8 水溶性供給流路
9 水溶性流路開閉バルブ
14 スプレーパイプ
15 エアブローパイプ
18 油性吐出口
19 水溶性吐出口
21 油性入口
24 油性流路開閉バルブ
29 水溶性入口
41 エアブローエア供給流路
42 エアブローエア分配路
43 エアブローエア入口
49 噴霧ノズル
51 スプレーエア入口
b1,b2 キャビティ面(被塗布面)
M 油性離型剤
N 水溶性離型剤
Y スプレー用圧送空気
MY 混合油性離型剤
NY 混合水溶性離型剤
W エアブロー用圧送空気
【特許請求の範囲】
【請求項1】
圧送空気との混合により得られた混合離型剤を被塗布面に吹き付け塗布するスプレー装置であって、
前記圧送空気と油性離型剤または前記圧送空気と水溶性離型剤を合流、かつ、混合させるスプレーエア流路を有するアトマイザーブロックと、
前記アトマイザーブロックを備え、該アトマイザーブロックの前記スプレーエア流路に連通する離型剤分配路を有するミキシングマニホールドと、
前記離型剤分配路に連通される複数のスプレーパイプをそれぞれ具備し、前記ミキシングマニホールドに着脱交換可能に装着される油性用スプレーカセットまたは水溶性用スプレーカセットを備えて構成され、
前記スプレーエア流路は、前記油性離型剤の油性吐出口と前記水溶性離型剤の水溶性吐出口をそれぞれ備え、
さらに、前記油性吐出口に連通する油性供給流路に油性流路開閉バルブを、前記水溶性吐出口に連通する水溶性離型剤送出流路に水溶性流路開閉バルブをそれぞれ備えていることを特徴とするスプレー装置。
【請求項2】
前記ミキシングマニホールドの両側に、前記アトマイザーブロックを配設するとともに、該両側のアトマイザーブロックのうち、少なくとも一方のアトマイザーブロック側に、前記スプレーエア流路のスプレーエア入口、前記油性供給流路の油性入口、前記水溶性供給流路の水溶性入口をそれぞれ備え、
前記ミキシングマニホールドは、前記スプレーエア流路と前記離型剤分配路とを連通させる離型剤混合流路を備え、かつ、前記一方のアトマイザーブロック側の前記スプレーエア流路、前記油性供給流路、前記水溶性供給流路と、前記他方のアトマイザーブロック側の前記スプレーエア流路、前記油性供給流路、前記水溶性供給流路をそれぞれ連絡するスプレーエア連絡流路、油性連絡流路、水溶性連絡流路をそれぞれ備えていることを特徴とする請求項1に記載のスプレー装置。
【請求項3】
前記油性用スプレーカセットの前記各スプレーパイプの先端に、前記混合油性離型剤を拡散噴霧させるための噴霧ノズルを備えていることを特徴とする請求項1または請求項2に記載のスプレー装置。
【請求項4】
前記ミキシングマニホールドに、エアブローエア供給流路およびエアブローエア分配路と、前記エアブローエア供給流路のエアブローエア入口と、をさらに備え、
かつ、前記エアブローエア分配路に連通する複数のエアブローパイプを、前記油性用スプレーカセット、前記水溶性用スプレーカセットにそれぞれ具備してなることを特徴とする請求項1から3のいずれか1項に記載のスプレー装置。
【請求項1】
圧送空気との混合により得られた混合離型剤を被塗布面に吹き付け塗布するスプレー装置であって、
前記圧送空気と油性離型剤または前記圧送空気と水溶性離型剤を合流、かつ、混合させるスプレーエア流路を有するアトマイザーブロックと、
前記アトマイザーブロックを備え、該アトマイザーブロックの前記スプレーエア流路に連通する離型剤分配路を有するミキシングマニホールドと、
前記離型剤分配路に連通される複数のスプレーパイプをそれぞれ具備し、前記ミキシングマニホールドに着脱交換可能に装着される油性用スプレーカセットまたは水溶性用スプレーカセットを備えて構成され、
前記スプレーエア流路は、前記油性離型剤の油性吐出口と前記水溶性離型剤の水溶性吐出口をそれぞれ備え、
さらに、前記油性吐出口に連通する油性供給流路に油性流路開閉バルブを、前記水溶性吐出口に連通する水溶性離型剤送出流路に水溶性流路開閉バルブをそれぞれ備えていることを特徴とするスプレー装置。
【請求項2】
前記ミキシングマニホールドの両側に、前記アトマイザーブロックを配設するとともに、該両側のアトマイザーブロックのうち、少なくとも一方のアトマイザーブロック側に、前記スプレーエア流路のスプレーエア入口、前記油性供給流路の油性入口、前記水溶性供給流路の水溶性入口をそれぞれ備え、
前記ミキシングマニホールドは、前記スプレーエア流路と前記離型剤分配路とを連通させる離型剤混合流路を備え、かつ、前記一方のアトマイザーブロック側の前記スプレーエア流路、前記油性供給流路、前記水溶性供給流路と、前記他方のアトマイザーブロック側の前記スプレーエア流路、前記油性供給流路、前記水溶性供給流路をそれぞれ連絡するスプレーエア連絡流路、油性連絡流路、水溶性連絡流路をそれぞれ備えていることを特徴とする請求項1に記載のスプレー装置。
【請求項3】
前記油性用スプレーカセットの前記各スプレーパイプの先端に、前記混合油性離型剤を拡散噴霧させるための噴霧ノズルを備えていることを特徴とする請求項1または請求項2に記載のスプレー装置。
【請求項4】
前記ミキシングマニホールドに、エアブローエア供給流路およびエアブローエア分配路と、前記エアブローエア供給流路のエアブローエア入口と、をさらに備え、
かつ、前記エアブローエア分配路に連通する複数のエアブローパイプを、前記油性用スプレーカセット、前記水溶性用スプレーカセットにそれぞれ具備してなることを特徴とする請求項1から3のいずれか1項に記載のスプレー装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【公開番号】特開2011−147993(P2011−147993A)
【公開日】平成23年8月4日(2011.8.4)
【国際特許分類】
【出願番号】特願2010−13396(P2010−13396)
【出願日】平成22年1月25日(2010.1.25)
【出願人】(508330504)須賀機械工業株式会社 (2)
【Fターム(参考)】
【公開日】平成23年8月4日(2011.8.4)
【国際特許分類】
【出願日】平成22年1月25日(2010.1.25)
【出願人】(508330504)須賀機械工業株式会社 (2)
【Fターム(参考)】
[ Back to top ]