
株式会社ダイヘンにより出願された特許
951 - 960 / 990
鉄心用鋼板積層体の製造方法及び製造装置
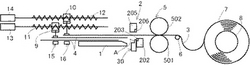
【課題】鋼板フィーダにより帯状鋼板を鋼板積層用テーブル側に送給する過程で帯状鋼板の移動が妨げられることがないようにした鉄心用鋼板積層体の製造装置を提供する。
【解決手段】鋼板積層用テーブル1と、長尺の帯状鋼板3を鋼板積層用テーブル側に送給する鋼板フィーダ5と、鋼板フィーダと鋼板積層用テーブルとの間に配置された切断機2とを備えて、鋼板フィーダ5により送給される帯状鋼板を切断機2により所定長さに切断して形成した短冊状の単位鋼板4を鋼板積層用テーブル1上に順次積層して鉄心用鋼板積層体を製造する鉄心用鋼板積層体の製造装置において、送給中の帯状鋼板3の下面に沿って該帯状鋼板の先端側に流れる空気流を生じさせるように、切断機2側から送給中の帯状鋼板3の下側に圧縮空気Aを吹き込む圧縮空気供給装置30を設けた。
(もっと読む)
溶接ロボット

【課題】円筒材の溶接において、多間接ロボットの各々の間接を同時に動かして、溶接トーチの先端の速度および軌跡の制御を行う必要がなく、また、ポジショナーを使用することもなく、高速で高精度の円筒溶接を行う溶接ロボットを提供すること。
【解決手段】円筒材と円筒材との溶接または円筒材と平板との溶接を行う溶接ロボットにおいて、溶接トーチと、マニピュレータの先端に回動自在に備えられ上記溶接トーチを直線移動自在に滑動的に移動させるリニアガイド機構とを備えた溶接ロボット。
(もっと読む)
溶射装置
【課題】ワークを外側から把持せずに簡単に位置決めできる上に、溶射中風圧により動くことがないように、ワークを確実に固定することができる溶射装置を提供する。
【解決手段】ターンテーブル2に、ワークWを支持するワーク支持具26A〜26Dを回転自在に支持する。ターンテーブルの回転中心軸線Oに沿って昇降する昇降台32を設けて、この昇降台の上にワーク位置決め装置を取り付ける。ワーク位置決め装置は、ワーク支持具26A〜26Dの支持台21A〜21Dの上にそれぞれ載せられたワーク相互間に介在するように設けられた位置決めブロック33AB,33BC,33CD,33DAを備えていて、位置決めブロック33AB,33BC,33CD,33DAのそれぞれに設けられたワーク位置決め部が各位置決めブロックの両側のワークWの外周面に接触させることにより各ワークの中心軸線をワーク支持具の回転中心軸線にほぼ一致させるように位置決めする。
(もっと読む)
交流パルスアーク溶接の溶接電流制御方法
【課題】電極マイナス期間Tn中の電極マイナス電流In、ピーク期間Tp中のピーク電流Ip及びベース期間Tb中のベース電流Ibの通電を繰り返す交流パルスアーク溶接において、短絡の発生によるアーク長の変動を抑制すること。
【解決手段】本発明は、電極マイナス期間Tn中に溶接ワイヤと母材との短絡が発生したときは予め定めた短絡電流Isを通電すると共に、この短絡期間Ts中の電極マイナス電流の設定値Inrを積分して短絡積分値Ssを算出し、短絡が解除されてアークが再発生するとベース電流Ubに戻して通電し、電極マイナス期間Tnが終了したときは補償期間Thだけ期間を延長した後にピーク期間Tpに移行し、前記補償期間Thは前記短絡積分値Ssに予め定めた増幅率を乗じた値を前記電極マイナス電流の設定値Inrで除算した値である交流パルスアーク溶接の溶接電流制御方法である。
(もっと読む)
シーリング・システム
【課題】シールガンの設置形態にかかわらず、一定幅で均一なビードを得ることのできるシーリング・システムを提供する。
【解決手段】このシーリング・システムは、ロボット1がワーク3を、シール剤を供給する定置のシールガン5に対して移動させて、ワーク3上の所定個所にシール剤を塗布する。制御装置8が、ワーク3とシールガン5の相対速度を算出し、この相対速度に基づいて、ワーク3へのシール剤塗布量が一定となるように、シールガン5からの吐出量を制御する。
(もっと読む)
ロボット・シーム溶接方法と装置
【課題】大きな質量や体積のワークの自動シーム溶接を可能にするロボット・シーム溶接方法と装置を提供すること。
【解決手段】ロボット・シーム溶接装置は、多関節ロボット1と、このロボットに搭載した一対の回転電極輪3a,3bとを含む。これら電極輪は被溶接物7または17を挟み、ロボット1が予め教示された被溶接物の溶接線9に沿って電極輪3a,3bを移動させながら、電極輪に溶接電流を通して被溶接物のシーム溶接を行う。可動の被溶接物支持テーブル5,6が設けられ、溶接線が電極輪3a,3bの溶接動作範囲に入るように被溶接物7または17を動かす。
(もっと読む)
ロボット・シーム溶接方法および装置
【課題】比較的簡単な構成で、湾曲した溶接部位の割れなどを確実に防止することのできるロボット・シーム溶接方法と装置の提供。
【解決手段】ロボット・シーム溶接方法は、多関節ロボット1に搭載した一対の電極輪3,4で被溶接物7を挟み、これら電極輪を回転させるとともに、予め教示された被溶接物の溶接線L上の位置をロボットに周期的に指令して電極輪をこの溶接線に沿って移動させながら溶接電流を通して被溶接物のシーム溶接を行う。この方法では、周期的に算出する指令位置A1,A2,B1,B2に基づいて被溶接物上の各電極輪の移動距離dA,dBを求め、この移動距離に見合う速度で当該電極輪を回転させる。
(もっと読む)
シーリング制御装置
【課題】シール剤の状態に影響されず、作業速度を低下させることなく、良好なシールビードを形成することのできるシーリング制御装置を提供する。
【解決手段】ワーク3に対して相対移動されるモータ駆動のシールガン6によりシール剤をワークへ供給して塗布するシーリング作業のための制御装置は、ワークまたはシールガンのノズル7の移動速度に応じてシールガン6のシール剤吐出流量を設定する。装置はさらに、モータ5の駆動電流u1と速度u2ならびにシールガンの内圧pdと温度tdを検出し、これらの状態変数に基づいてシールガン吐出流量ydを直接に制御する。
(もっと読む)
ロボット・シーム溶接方法および装置
【課題】比較的簡単な構成で、ロボットと溶接機の作動を正確に制御でき、かつ湾曲した溶接部位の割れなどを確実に防止することのできるロボット・シーム溶接方法と装置の提供。
【解決手段】ロボット・シーム溶接方法は、多関節ロボット1に被溶接物5を把持し、この被溶接物を定置の電極輪7a,7bで挟む。さらに、これら電極輪を回転させるとともに、予め教示された被溶接物の溶接線L上の位置をロボット1に周期的に指令して被溶接物5をこの溶接線に沿って移動させながら、電極輪7a,7bに溶接電流を通して被溶接物のシーム溶接を行う。ロボット1と電極輪7a,7bは、同期して作動するように制御される。また、周期的に算出する指令位置A1,A2,B1,B2に基づいて被溶接物5上の各電極輪の移動距離dA,dBを求め、この移動距離に見合う速度で当該電極輪を回転させる。
(もっと読む)
パルスアーク溶接の溶接電流制御方法
【課題】ピーク期間Tp中はピーク電流設定値Ipsに対応したピーク電流Ipを通電し、ベース期間Tb中はベース電流設定値Ibsに対応したベース電流Ibを通電して溶接するパルスアーク溶接において、ピーク立上り特性Uを曲線状の所望値に制御することができるようにして溶接性能を向上させる。
【解決手段】本発明は、正の整数のピーク電流立上り特性定数Nuを予め設定し、前記ピーク期間Tp中は微小時間の制御周期ΔTごとに電流設定値Is(k)をIs(k)=Is(k-1)+[Ips−Is(k-1)]/Nuによって演算し、ただしk=1,2…(Tp/ΔT)かつIs(0)=Ibsであり、前記電流設定値Is(k)によって前記ピーク期間Tp中の前記ピーク電流Ipの立上り特性を曲線状の所望値に制御するパルスアーク溶接の溶接電流制御方法である。
(もっと読む)
951 - 960 / 990
[ Back to top ]