
株式会社神戸製鋼所により出願された特許
3,611 - 3,620 / 5,860
アルミニウム合金製ブレージングシートおよびその製造方法
【課題】内部からの耐食性に優れ、耐エロージョン性と高強度を両立する、熱交換器用のアルミニウム合金製ブレージングシートを提供する。
【解決手段】所定量のSi,Mn,Cu,Mg,Tiを含有するAl合金からなる心材と、この心材の一面側に配置されて熱交換器のチューブ材内側となる、所定量のSi,Mn,Znを含有するAl合金からなる所定の厚さの皮材と、前記心材の他面側に配置されて前記チューブ材外側となる、所定量のSiを含有するAl合金からなる所定の厚さのろう材と、を備えたアルミニウム合金製ブレージングシートであって、所定条件のろう付け処理後の心材の結晶粒径が、圧延方向で50μm以上300μm未満であることを特徴とする。
(もっと読む)
軸受箱潤滑装置のオイルエア漏れ検出方法及びオイルエア漏れ検出装置
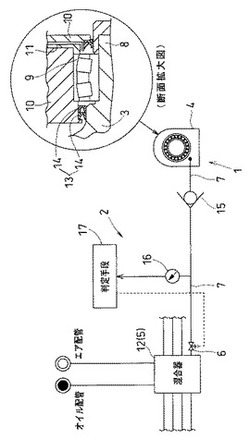
【課題】オイルエアを軸受箱に供給する軸受箱潤滑装置において、オイルエア供給管及び/又は軸受箱でのオイルエア漏洩を確実に検知する。
【解決手段】軸受箱潤滑装置1に対し、オイルエア供給管7の下流側に、下流側から上流側への流通を規制する逆止弁15を設け、逆止弁15の上流側にオイルエア供給管7内の圧力を検出する圧力検出手段16を設け、軸受箱4内が所定の圧力となるように軸受箱4の軸受部9に軸シール機構13を設け、その上で、オイルエアの供給を停止した際に、圧力検出手段16で検出された圧力の変化を調べ、オイルエア供給管7及び/又は軸受箱4にオイルエア漏れがあるか否かを判定する。
(もっと読む)
低サイクル疲労強度に優れた歯車
【課題】低サイクル疲労強度に優れた歯車を提供する。
【解決手段】低サイクル疲労強度に優れた歯車は、成分組成が、C:0.05〜0.20%(質量%の意味。以下、同じ)、Si:0.7%以下(0%を含まない)、Mn:1.41〜2.0%、Cr:1.0〜2.0%を含有し、残部はFe及び不可避不純物であり、歯面表層のC濃度が0.4〜0.75%であり、表層硬さと芯部硬さの差が200〜400HVである。前記不可避不純物にはP、S、Al、Nが含まれ、それぞれの量は、例えば、P:0.015%以下(0%を含まない)、S:0.01%以下(0%を含まない)、Al:0.01%以下(0%を含まない)、N:0.008%以下(0%を含まない)程度である。
(もっと読む)
棒鋼または線材の製造方法
【課題】断面形状が略正方形の角鋼材をタンデム圧延して棒鋼または線材を製造するに当たり、表面疵の発生を防止でき、しかも得られた棒鋼または線材を鍛造しても表面に線状の疵が発生しない棒鋼または線材を製造できる方法を提供する。
【解決手段】圧延方向が互いに直交するスタンドを交互に並べたタンデム圧延機によって、断面形状が略正方形の角鋼材を粗圧延し、その後さらに圧延を続けて棒鋼または線材を製造するにあたり、粗圧延前に、前記角鋼材の断面について2組の対辺の距離を夫々測定し、それらの距離の差が所定値を超える場合には、該距離の差が所定値以下となるように角鋼材の表面を研削してからタンデム圧延すればよい。
(もっと読む)
発電装置

【課題】排気側の蒸気圧力を一定に保ちながら、大きな発電電力が得られる発電装置を提供する。
【解決手段】発電機6が接続された容積式スチームエキスパンダ5の吸気側と排気側とを接続するバイパス流路20に開度調節可能なバイパス弁19を設け、容積式スチームエキスパンダ5の排気圧力Pdの予め設定した目標排気圧力に対する偏差を負方向に帰還した排気帰還演算値Cdを算出し、排気帰還演算値Cdが所定の設定値Cs以下の場合は、排気帰還演算値Cdが大きいほど発電機運転周波数設定手段10の設定値を高くし、且つ、バイパス弁19を全閉状態に保持し、排気帰還演算値Cdが設定値Cs以上の場合は、発電機運転周波数設定手段10の設定値を最大にし、且つ、排気帰還演算値Cdが高いほど吸気調整弁19の開度を大きくする。
(もっと読む)
車両用フード構造
【課題】部品点数の増加無しに、フードの剛性を確保しつつ、衝突体の衝撃を緩和する。
【解決手段】 フード12の前部には、フードインナパネル18とロックリインフォースメント24によってフロント側ビード28が車幅方向に沿って形成されており、ロックリインフォースメント24の車体後方側取付部であるフランジ24Dが接合されたフードインナパネル18の後側取付部18Bが車体下方側へ膨らんだ膨出部18Bとなっている。また、フードインナパネル18に形成した膨出部18Bの後傾斜部18Eに車体上方に屈曲した段差部50が車幅方向に沿って形成されており、衝突体Sが、フード12におけるフードインナパネル18の膨出部18Bより車体後方近傍の一般部18Fの上方に衝突した場合には、一般部18Fとロックリインフォースメント24の上方の部位との間にある段差部50が局所変形するようになっている。
(もっと読む)
Snめっき付き銅合金端子及びその製造方法
【課題】両面Snめっきした銅合金板をプレス打抜き加工して製造する基板用のピン端子について、はんだ付け性を後めっきすることなく改善する。
【解決手段】両面にSnめっき層を有する銅合金板1をプレス打抜き加工して所定幅の端子部2を形成した後、その幅方向両側(幅wの部分)を上下からプレス圧縮加工して、端面にせん断切り口面と伸ばし加工された圧縮加工部5bを有する端子部5を形成し、続いて圧縮加工部5bをプレスせん断加工により切除して端子部6を形成する。前記プレス圧縮加工は、前記せん断切り口面のせん断面が、ダレ部から引き延ばされたSnめっき層で被覆されるように行われる。
(もっと読む)
アルミニウム合金材の曲げ加工方法
【課題】室温時効して成形性が低下した6000系Al合金板でも、曲げ半径小さなフラットヘム加工のような厳しい曲げ加工ができる加工方法を提供することを目的とする。
【解決手段】6000系アルミニウム合金アウタパネル1を曲げ加工するに際し、曲げ加工されるアウタパネル周縁部1aに、その曲げ外側の材料表面に負荷される加工歪み量が20%以上である曲げ加工をダウンフランジ工程により予め施し、更に、このアウタパネル周縁部1aに対して特定条件での低温熱処理を行った後に、周縁部1cまたは1dとなるように対象とする厳しい180度曲げ加工を行うことである。
(もっと読む)
オンライン冷却型高張力鋼板の製造方法
【課題】特別な装置を必要としないオンライン冷却であっても、安定して強度を高めることができるオンライン冷却型高張力鋼板の製造方法を提供する。
【解決手段】オンライン冷却型高張力鋼板は、C:0.11〜0.18%、Si:0.05〜0.5%、Mn:0.8〜2%、P≦0.03%、S≦0.01%、Al≦0.05%、Cr:0.6〜1.5%、Ti:0.005〜0.02%、B:0.0005〜0.003%、N:0.002〜0.006%、O≦0.004%を含有し、炭素当量≦0.50、溶接割れ感受性組成≦0.28、下記式のBK(%)≧0である鋼スラブを、1000〜1170℃に加熱し、850〜950℃の終了温度で熱間圧延し、冷却速度2〜80℃/秒で300℃未満まで冷却し、450℃以上550℃未満で焼戻しすることによって製造される。
BK(%)=B−11×(N−Ti/3.4)/14
(もっと読む)
アルミニウム合金製構造部材および異材構造部材
【課題】アルミニウム合金製構造部材を他の鋼製構造部材と接合した異材構造部材とするに際して、組み合わされるアルミニウム合金材と鋼材との異材接合部分を有さないか、あるいは異材接合部分が少ない、アルミニウム合金製構造部材および異材構造部材を提供することを目的とする。
【解決手段】鋼製構造部材のアウタパネル1とインナパネル5との間に補強部材として介在させられるアルミニウム合金製構造部材10であって、構造部材としての必要形状に成形されたアルミニウム合金材の外縁部に、鋼板製のカラー14が予め一体に接合されており、このアルミニウム合金製構造部材10は、前記鋼製構造部材に対して組み付けられた上で、鋼板製のカラー14を介して、前記鋼製構造部材のアウタパネル1とインナパネル5のいずれか、あるいは両方と接合されて、異材構造部材とされることとする。
(もっと読む)
3,611 - 3,620 / 5,860
[ Back to top ]