
株式会社神戸製鋼所により出願された特許
5,511 - 5,520 / 5,860
荷電粒子ビーム用コリメータ
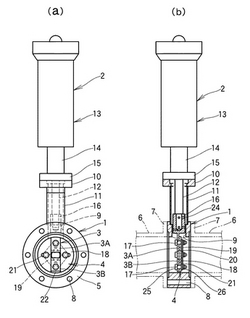
【課題】 設置スペースが小さくても設置が可能である他、試料分析装置やイオン・電子照射装置自体をコンパクトに構成し得る荷電粒子ビーム用コリメータを提供する。
【解決手段】 ビームを導くダクト間に接続し得る貫通孔を有するハウジング1と、このハウジング1の貫通孔内に対向して設けられビームの通過孔を形成するスリット板3と、ハウジング1外に設けられ前記対向するスリット板3A、3Bを進退駆動してビームの通過孔の大きさを変更する直進駆動機器2と、対向するスリット板3A、3Bに連結され、対向するスリット板3A、3Bを内外同方向に進退駆動する連動機構4と、を備えてなる。
(もっと読む)
高炉へのコークス装入方法

【課題】コークス中心装入を採用するベル式高炉において、150kg/thmを超える高微粉炭比操業やペレット多配合操業を行う場合であっても、アーマプレートの変位方式にかかわらず、安定した中心流操業が確保でき、安定な炉況を維持し得る高炉へのコークス装入方法を確立する。
【解決手段】炉中心部には、中心装入専用シュート2により、1チャージあたりの全コークス量(=C1+C2+CC1+CC2+CC3)の2〜7.5質量%に相当するコークス量(=CC1+CC2+CC3)を装入するとともに、炉周縁部側には、下ベル3aとアーマプレート3bとの組合せからなるベル方式装入装置3により、残部のコークス量(=C1+C2)を複数バッチに分けて装入し、そのうち最後に装入するバッチのコークス量(=C2)を1チャージあたりの全コークス量の49質量%超、69質量%以下とする。
(もっと読む)
溶接座屈変形の少ない鋼板およびその製法
【課題】 鋼材の成分組成や強度特性、殊に母材強度と溶接熱影響を受けた後の強度とのバランスを制御することによって、特に船殻構造体を溶接建造する際に、溶接現場で“やせ馬変形”と呼ばれる面外座屈変形を可及的に抑えることのできる鋼板を提供すること。
【解決手段】 鋼板の降伏応力を(YP0)、当該鋼板に、溶接時の熱影響を模擬して本文に記載の熱履歴を付与した後の降伏応力を(YP1)としたときに、YP0が400MPa以上で且つYP0/YP1が1以上である、溶接座屈変形の少ない鋼板を開示する。
(もっと読む)
連続鋳造方法
【課題】 スラブ鋳片におけるホワイトバンドの発生を抑制し、ブレークアウト等の発生を効果的に防止して安定した操業を実現できる連続鋳造方法を提供する。
【解決手段】 取鍋溶鋼の炭素濃度を[C](質量%)としたとき、スラブ鋳片コーナの夫々から70mm×70mmの範囲における偏析度Keが下記(1)式および(2)式を満足すると共に、鋳片表面から70mmよりも内部での偏析度Koが1.05以下となる様に電磁撹拌条件を制御して操業する。
Ke≧1.15×[C](0.073)−0.12…(1)
Ke≦1.15×[C](0.038)−0.12…(2)
但し、偏析度Keは、最小のときの炭素濃度[Cmin](質量%)と前記炭素濃度
[C]の比([Cmin]/[C])で、偏析度Koは、最大のときの炭素濃度[
Cmax](質量%)と前記炭素濃度[C]の比([Cmax]/[C])で表わ
される。
(もっと読む)
リン酸塩処理性および塗装後の耐塩温水性に優れた冷延鋼板
【課題】 表面に所定量のNiフラッシュめっきを有する冷延鋼板において、リン酸塩処理性と塗装後の耐塩温水性が優れた冷延鋼板を提供する。
【解決手段】 素地鋼板表面に2〜20mg/m2のNiフラッシュめっき層を有する冷延鋼板において、下記(1)式で規定される浸漬電位差Voが5〜30mVである。 Vo=E−Eo−−−(1)但し、E:Niフラッシュめっき層を有する冷延鋼板を溶液に浸漬したときの電位, Eo:Niフラッシュめっき層を除去した後の冷延鋼板を溶液に浸漬したときの電位。
(もっと読む)
床構造
【課題】金属形材製の枠材や梁材による骨組み構造を維持したまま、防音性能を高めることができる床構造を提供する。
【解決手段】金属形材製の梁材3の空間部11に、還元ペレット等の粒状体13を封入し、枠材及び梁材3からなる骨組みに構成する。
(もっと読む)
大入熱溶接継手靭性に優れた厚鋼板
【課題】 大入熱溶接を施した場合でも溶接継手靭性(HAZ靭性)に優れた、590〜780MPa級の高強度厚鋼板を提供することを目的とする。
【解決手段】 特定成分の厚鋼板の、更に、C、Mn、Cu、Niの合計含有量を特定パラメータで制御するとともに、平均粒径が0.05〜1μmの微細Ti含有酸化物の平均個数を10000個/cm2 以上とするとともに、平均粒径2μm以上の粗大Ti含有酸化物の平均個数を2000個/cm2 以下とし、高強度な590〜780MPa級の厚鋼板の場合でも、特に靱性が低下しやすい、前記した溶融線から3〜5mm近傍の溶接熱影響部を含めて、大入熱溶接時のHAZ全域の靭性を大幅に改善する。
(もっと読む)
硬質皮膜およびその形成方法
【課題】 耐摩耗性および耐焼き付き性に優れる硬質皮膜とその形成方法を提供する。
【解決手段】 (1) (XC , M1-C )(Ba Cb N1-a-b )からなる硬質皮膜であって、MはW、Vの1種以上、Xは4A、5A族、6A族の元素およびAl、Si、Fe、Co、Niの1種以上であり、式(1) 〜(4) 〔式(1):0.05≦a≦0.7 、式(2):0≦b≦0.5 、式(3):0<1−a−b、式(4):0≦c≦0.3 〕を満たすことを特徴とする硬質皮膜。但し、aはBの原子比、bはCの原子比、cはXの原子比である。(2) (XC , M1-C )(Ba Cb N1-a-b )からなる皮膜とB1-d-e Cd Ne からなる皮膜とを2層以上積層してなる硬質皮膜であって、MはW、V、Moの1種以上、Xは前記(1) の場合と同様であり、式(5) 〜(8) 及び式(9) 〜(10)〔式(5):0≦a≦0.7 、式(6) 〜(8):式(2) 〜(4) と同様、式(9) :0≦d≦0.25、式(10): (1−d−e)/e≦1.5 〕を満たすことを特徴とする硬質皮膜等。
(もっと読む)
非鉄金属加工用チップ
【課題】 粗加工から仕上げ加工まで広範囲に使用することができる非鉄金属加工用チップを提供する。
【解決手段】 チップの切り刃の形状と切込み量tから推定される切屑排出角に基づいてチップブレーカ配置角θaを計算する第一のモデル式と、チップによって切り取られる被削材の厚さfからチップブレーカと切り刃との最短距離であるチップブレーカ幅Sを計算する第二のモデル式とを用い、切り刃の形状としてのノーズ半径rと切込み量tに基づいて第一のモデル式から推定される切屑排出角によりチップブレーカ配置角θaを求め、切り取られる被削材の厚さfに基づいて第二のモデル式からチップブレーカ幅Sを求め、求められたチップブレーカ配置角θa及びチップブレーカ幅Sに従ってチップ上にチップブレーカを形成してなる非鉄金属加工用チップを特徴とする。
(もっと読む)
冷間加工用βチタン合金及びその製造方法
【課題】βチタン合金素材の強度が高い場合でも、冷間鍛造において優れた耐焼付き性を有する冷間加工用βチタン合金材及びその製造方法を提供する。
【解決手段】冷間加工用βチタン合金材は、Alを1.0〜5.0mass%含有するβチタン合金からなる母材の表面に酸化被膜が形成されたβチタン合金材である。前記酸化被膜は、外表面側にAl濃度の最高濃度部が形成され、母材表面側にAl濃度の最低濃度部が形成されたAl濃度移行領域を有し、前記最高濃度部と最低濃度部におけるAl濃度の差が母材のAl濃度の30%以上とされたものである。前記βチタン合金材は、母材βチタン合金を770〜980℃に加熱することによって製造される。
(もっと読む)
5,511 - 5,520 / 5,860
[ Back to top ]