
株式会社神戸製鋼所により出願された特許
5,831 - 5,840 / 5,860
剪断加工性に優れる高強度銅合金
【課題】 強度、導電率、はんだ付け性、めっき性などの特性に優れ、同時に剪断加工性の優れた電気、電子部品用銅合金を得る。
【解決手段】 Ni:1.0〜8.0wt%、Si:0.1超〜2.0wt%、Zn:0.05〜5.0wt%、必要に応じてMn、Mg、Caのうち1種又は2種以上を合計で0.0001〜1.0wt%含有し、Oが300ppm以下、残部実質的にCuと不可避不純物からなる組成を有し、Ni−Si化合物が析出している銅合金において、その粒径が0.03μm未満のもの(以後、小粒子という)及び0.03μm〜100μmのもの(以後、大粒子という)が存在し、かつ小粒子/大粒子の数の比率が1以上、小粒子/大粒子の粒径(いずれも中央値)の比率が0.5以下の銅合金。
(もっと読む)
密閉式混練機におけるウエイト装置
【課題】 本発明は、フローティングウエイトをスムーズに昇降させるとともに、ガイド部材の異常磨耗を防止することにある。
【解決手段】 本発明は、フローティングウエイト6を転結するステム13(軸部材)とコネクティングビーム14とをT字形状に連結する。そして、コネクティングビーム14の両端で連結手段30により、水平方向のみにステム13をガイドするガイドブッシュ12の隙間以上の移動を許容して連結した。
(もっと読む)
油圧ショベルの機体つり上げ構造

【課題】 従来より油圧ショベルの一点づりを行う場合には、機体を水平状態に保持できなくて傾いたり、また運転席上方のキャノピルーフがつり上げ用のワイヤロープに干渉するためルーフ取外しを行うので、手間と時間を要し、具合が悪かった。本発明は油圧ショベルの一点づりを行う場合、機体を確実に水平状態に保持してつり上げできる機体つり上げ構造を提供することを目的とする。
【解決手段】 本発明の第1実施例では機体の略重心の位置を通る垂直線上における上部旋回体用メインフレームのたて板部の一点部に機体つり上げ用の掛止部を設け、またキャノピのルーフを支柱に対して傾倒自在に構成した。また第2実施例ではブームの中間部背面側につり上げ用の掛止部を設けるとともに、ブーム上げ状態を上部旋回体に対して固定保持するための係止具を設けた。また第3実施例では上部旋回体の前部につり上げ用の掛止部材を設け、その掛止部材をつり上げ姿勢と格納姿勢とに姿勢変更自在に構成した。
(もっと読む)
エレクトロガスアーク溶接用フラックス入りワイヤ
【課題】 良好な低温靭性を有する溶接部を形成できるようにする。
【解決手段】 フラックス充填率が20〜30重量%であり、ワイヤ全重量に対する重量%で、C(外皮中のCを含む):0.02〜0.10%、Si(外皮中のSiを含む):0.20〜0.60%、Mn(外皮中のMnを含む):1.5〜2.5%、Ni:1.5〜3.5%、Ti:0.10〜0.30%、B:0.004〜0.025%、Mg:0.10〜0.50%、金属弗化物(F換算):0.20〜1.00%、Ca:0.20〜1.20%とし、P:0.02%以下、S:0.02%以下とし、Ti/B比を5〜50とし、外皮中のC量(ワイヤ全重量あたり)をCH、フラックス中のC量(ワイヤ全重量あたり)をCFとしたとき、CH/CF比が0.10〜2.50とする。
(もっと読む)
ベルトコンベア乗継部のシュートへの粉体付着防止装置
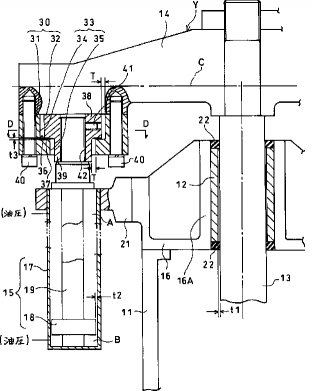
密閉式混練機のウェイト位置検出装置
【課題】 配合剤の漏れがなく清浄な環境を維持できるとともに、検出棒やパッキンの交換等を不要としてメンテナンスを容易にできる密閉式混練機のウェイト位置検出装置を提供する。
【解決手段】 チャンバ4の上部に設けた材料供給口5にフィードホッパ6が接続され、このフィードホッパ6の上端に上下動自在なピストン17を有するウェイトシリンダ7が接続され、ピストン17からウェイトシリンダ7の下方へ延設されたピストンロッド18がフィードホッパ6内に上下動自在に挿通されているフローティングウェイト8に連結されている密閉式混練機において、ウェイトシリンダ7の内部に、ピストン17又はピストンロッド18のウェイトシリンダ7に対する相対位置を検出する検出手段28を設ける。
(もっと読む)
密閉式混練機
【課題】 本発明の密閉式混練機は、構造のコンパクト化、メインテナンスの容易化を図りつつ信頼性の高くすることにある。
【解決手段】 本発明は、混練機本体1に連設され被混練物が投入されるホッパー7内を、昇降自在にされたフローテイングウエイト9を有する密閉式混練機において、混練機本体1に連設して、フローテイングウエイト9を昇降させる油圧シリンダ13を設け、混練機本体1とは別置に、油圧側と空圧側との間で圧力変換する空油圧変換手段3を設けると共に、フローテイングウエイト9を下降させるための油圧シリンダ13の油圧側が、空油圧変換手段3の油圧側に接続されているものである。
(もっと読む)
低圧鋳造装置及び低圧鋳造方法
【課題】 鋳造溶湯の湯漏れを防止できると共に、生産性を大幅に向上させることができる低圧鋳造装置及び低圧鋳造方法を提供する。
【解決手段】 低圧鋳造装置は、鋳物形状のキャビティ12cを有する金型1と、この金型1の下方に配置された溶湯保持炉13と、下端部が前記溶湯保持炉13内に挿入され上端部が前記金型1の溶湯注入口38に連結されるストークと、前記溶湯保持炉13の上に配置された支持体4と、前記支持体4と前記金型1との間に設けられ前記ストーク6を前記金型1の溶湯注入口38に弾性的に押圧する弾性体2と、金型1と溶湯保持炉38との間の前記ストーク6の少なくとも一部を加熱するヒータと、を有する。低圧鋳造方法は、前記ストーク6と前記支持体4との間の雰囲気温度及び前記ストーク6上部の温度に応じて、前記ヒータ3の出力を制御するものである。
(もっと読む)
クレーンのウインチ駆動制御方法及び装置
クレーン用ウインチの駆動制御方法及び装置
【目的】 簡単な構成で、巻下げ時のロープの弛みを確実に防ぐ。
【構成】 油圧モータ8により駆動されるウインチドラム4から引き出されたロープ7の張力Tをロードセル15等で検出し、張力差演算手段13に入力する。張力差演算手段13は、巻下げ駆動前の検出張力To と、巻下げ駆動中の検出張力Tとの張力差ΔTを演算する。制御値演算手段14は、上記張力差ΔTに基づいてフィードバック補正量を演算し、操作レバー10の操作で入力された指令速度から上記フィードバック補正量を差し引いた巻下げ速度でウインチドラム4を駆動させるべく、電磁比例弁9に駆動制御信号uを出力する。
(もっと読む)
5,831 - 5,840 / 5,860
[ Back to top ]