
株式会社神戸製鋼所により出願された特許
5,851 - 5,860 / 5,860
微粉炭多量吹き込み時の高炉操業方法
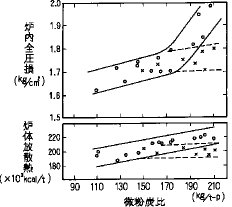
【構成】 微粉炭吹き込み高炉操業において、微粉炭吹き込み量を150kg/t-p 以上とし、投入水素量を15〜20kg/t-pとし、さらに酸素を 3〜5 %富化する。
【効果】 微粉炭吹き込み量の増加による炉内通気性の悪化による操業不安定、熱効率の低下、さらに置換率の低下を防止し、150kg/t-p 以上の微粉炭吹き込み操業が可能となる。
(もっと読む)
大入熱溶接方法

【構成】 鋼板を大入熱溶接するに際し、大入熱溶接の直前又は直後に鋼板の被溶接部及び/又は被溶接部近傍を加熱することにより、例えば溶接の後続熱源により加熱することにより、溶接熱影響部に相当する領域についての大入熱溶接後の冷却速度を、800 ℃以上の温度域での冷却速度Iが800 ℃以下の温度域での冷却速度IIの5倍以下になるように調整することを特徴とする大入熱溶接方法。
【効果】 鋼板を大入熱溶接する場合においても溶接熱影響部の組織が微細化され、そのため溶接熱影響部の靱性劣化が生じ難く、良好な溶接継手性能等の溶接特性を安定して確保し得るようになる。
(もっと読む)
クレーンのジブ張出し、格納方法および同装置
【目的】 ブーム動作、および大きな周辺空間を必要としないで、倒伏させたブームの近くでの単純、軽便な操作によって簡単にジブを張出し、格納できるようにする。
【構成】 ジブ2を格納位置から前進位置まで移動させた後、ジブポイントシーブ7を着地させるとともに、ジブ基端部とブーム先端部との間に連結ロッド13をかけ渡し、ジブ全体を前後移動させながら、連結ロッド13をガイドとしてジブ基端側を回動させることにより、ジブ2をブーム先端に張出すようにしたジブ張出し、格納方法および同装置。
(もっと読む)
半田付け検査方法及び装置
【目的】 X線の投射により,半田付け部の良否を精度良く判定すること。
【構成】 半田付け部の断面形状の良否を,半田付け部の基板と部品とのそれぞれの接点に対応する接点対応点を通過する直線と透過量分布曲線との比較において行うので,半田付け部の断面形状の良否が正確に判断される。また、半田付け部の断面形状の良否を,検出した断面形状と理想状態の断面形状とを形状を示す各パラメータの定量的比較において行うので,半田付け部の断面形状の良否が正確に判断される。
(もっと読む)
レゾルバの励磁回路
【目的】本発明は、アーク溶接ロボットなどの産業用ロボット等においてアーム等の回転軸の絶対的な回転位置を検出するために用いられるレゾルバの励磁回路に関し、レゾルバの利点を活かしながら、ケーブル長変化による特性変化を極力抑制できるようにすることを目的とする。
【構成】そこで、所定回転部に接続されて該所定回転部の有限角度範囲内での絶対回転角を検出するレゾルバ1を励磁すべく、出力部アンプ6a,7aと、この出力部アンプ6a,7aとレゾルバ1との間に直列に挿入されたアンプ用抵抗器6b,7bとを有してなるものにおいて、出力部アンプ6a,7aに対するフィードバック信号を、アンプ用抵抗器6b,7bの出力側からフィードバック用抵抗器6c,7cを介して採ることを特徴とする。
(もっと読む)
粉体噴射撹拌工法及び装置
【目的】セメント等の粉体改良材を軟弱地盤中に噴射して掘削土壌と撹拌混合させて経時的に固化して地盤改良を行うに際し、粉体の輸送通路から排出される空気等の気体を地盤中の砂礫層等に逸走させないようにする。
【構成】中空パイプ4の下端部に下段の撹拌翼5' を設けて土圧と自重により所定ストローク上下動自在にし、撹拌翼5' 内に長手方向に沿って設けた噴射ノズル15' の先端部を下向きにし、中空パイプ4により地盤を掘削する所定深度等で下降するプロセスで、或いは、切り換えて上昇プロセスに移ってから所定量少量の粉体を噴射する等し、輸送に供された気体の地上への排出に際し、該チューブ状シールド内から上昇させて排出し、砂礫層等に逸走しないようにし、又、次段の円柱体の杭体形成時に該杭体の外側面にチューブ状シールドが補強体として一体的に接合されて杭体の強度をアップし、杭体の損傷や摩耗等が生じないようにする。
(もっと読む)
冷間鍛造性に優れた時効硬化型棒鋼およびその製造方法
【目的】 冷間鍛造時の強度が50kgf/mm2 程度と低く、且つ絞りが圧延方向の引張(縦目)、圧延直角方向の引張(横目)のいずれにおいても80%以上と大きく、更に時効硬化によって25kgf/mm2 以上の大幅な強度増加が得られる様な時効硬化型棒鋼、およびその様な棒鋼を製造する為の方法を提供する。
【構成】 C:0.006重量%以下、Si:0.75重量%以下、Mn:1重量%以下、P:0.1重量%以下、S:0.02重量%以下に夫々抑制すると共に、Ni:2〜4重量%、Al:0.5〜1.5重量%、Cu:0.5〜2重量%を夫々含有し、残部Feおよび不可避不純物からなる鋼を、仕上げ温度がA3点以上となる様に熱間圧延を行ない、引続き圧延仕上げ温度から450℃までの冷却速度が5〜50℃/秒となる様に冷却する。
(もっと読む)
酸化物分散強化型合金の加工方法
【構成】bcc構造を有する金属を主体とする合金粉末に微細な酸化物粉末を混合し、機械的合金化法によりマトリックスに微細な酸化物粒子を分散させた酸化物分散強化型合金を、熱間押出し後、熱間圧延を行った板を圧延方向を変えずに熱間圧延面に対して垂直な面に冷間圧延を行う加工方法である。
【効果】熱間押出し後の熱間圧延板の圧延方向を変えずに、熱間圧延板面と垂直の面、即ち、熱間圧延板面と90°をなす面で冷間圧延を行うことにより、室温においても極めて良好な加工性が得られる。
(もっと読む)
チタン製刃物及びその製造方法
【目的】 実用上十分に硬い刃先を有するチタン又はチタン合金製の刃物及びその製造方法を提供する。
【構成】 チタン又はチタン合金の素材の刃先形成予定領域に窒素ガスを含むシールドガスの雰囲気下でレーザビーム3を照射し、この部分を溶融凝固させて硬化処理する。必要に応じてこの硬化処理を複数回繰り返し、その後、この部分を刃先に成形する。これにより、極めて高硬度の刃先を有するチタン又はチタン合金製刃物を得ることができる。
(もっと読む)
A型ゼオライトの製造法
5,851 - 5,860 / 5,860
[ Back to top ]