
株式会社神戸製鋼所により出願された特許
71 - 80 / 5,860
巻線素子用コイルおよび巻線素子
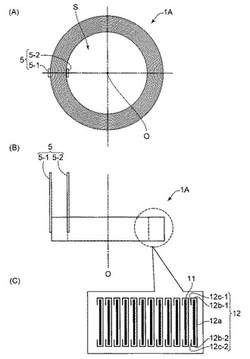
【課題】本発明は、帯状の導体部材を巻回した場合に互いに隣接する層間における端部での絶縁を実現しつつ、前記層間の厚さを低減し得る巻線素子用コイルおよびこれを用いた巻線素子を提供する。
【解決手段】本発明の巻線素子用コイル1Aは、長尺な帯状の導体部材11と、導体部材11の一方側面全面を被覆する一方面被覆部12aと、一方面被覆部12aにおける幅方向の両端から延長され、導体部材11の幅方向の両端をそれぞれ被覆する一対の第1および第2端部被覆部12b−1,12b−2と、一対の第1および第2端部被覆部12b−1,12b−2のそれぞれから延長され、導体部材11における他方側面の一部を被覆する一対の第1および第2他方面被覆部12c−1,12c−2とを備える絶縁部材12とを備え、絶縁部材12によって被覆された導体部材11は、幅方向がコイル1Aの軸方向に沿うように巻回されている。
(もっと読む)
製鋼スラグ粉末を用いた多孔質固化体の製造方法
【課題】製鉄所で多量に排出される製鋼スラグ粉末を用い、吸着剤や調湿材、徐放材等として有用な、多孔質固化体を得ることを目的とする。
【解決手段】少なくとも粒度が355μm未満の製鋼スラグ粉末と粒度が355μm未満のシリカ含有物質粉末とを混合し、該シリカ含有物質粉末の種類に応じて塩基度を調節した混合物を得た後、該混合物を水熱処理して多孔質固化体を得る。
(もっと読む)
油圧制御装置及びこれを備えた作業機械

【課題】複数の油圧アクチュエータの持つエネルギーを効率的に回収することができる油圧制御装置及びこれを備えた作業機械を提供すること。
【解決手段】コントローラ37は、油圧アクチュエータ10、11のうち戻り油を優先して再生する優先アクチュエータを選択するとともに、優先アクチュエータの戻り油よりも高い圧力の戻り油を導出している補充アクチュエータが存在するか否かを判定し、補充アクチュエータが存在すると場合に、優先アクチュエータからの戻り油の可変絞り22、24、26の二次側の圧力と補充アクチュエータからの戻り油の可変絞り22、24、26の二次側の圧力とが同等となるように、優先アクチュエータ及び補充アクチュエータにそれぞれ接続された可変絞り22、24、26の開度を調整する。
(もっと読む)
板厚制御方法
【課題】圧延を施す前の原板がコイル状に巻かれていて、この原板にコイル一巻きごとの硬度変動がある際に、圧延速度が変化する場合であっても、板厚変動が過大になることを防止し、板厚精度を向上させる板厚制御方法を提供する。
【解決手段】本発明の板厚制御方法は、複数の圧延スタンド2が備えられた圧延機1を用いて圧延材Wを圧延するに際し、フィードバック板厚制御系を用いつつ板厚の制御を行う板厚制御方法であって、フィードバック板厚制御系の共振周波数が圧延材Wの長手方向に存在する硬度変化に起因する硬度変動の周波数より小さくなるように、フィードバック板厚制御系を設計し、設計したフィードバック板厚制御系を用いて、圧延材Wの板厚の制御を行う。
(もっと読む)
透光性吸音パネル
【課題】吸音性を向上させ、且つ、透光性および透視性を向上させることができるようにする。
【解決手段】表面多孔板2と背面遮音板3との間に、多数の貫通孔14を備えた内部多孔板4を配置する。内部多孔板4は、樹脂などの透光性および透視性を有する材料からなり、板厚が0.2mm以上1.5mm以下にされている。
(もっと読む)
チタンまたはチタン合金からなるスラブの連続鋳造方法および連続鋳造装置
【課題】鋳肌の状態が良好なスラブを効率的に鋳造することができるようにする。
【解決手段】鋳型2内に溶湯12を注入するコールドハース3は、断面長方形状の鋳型2の長辺方向に対向するように配置された2つの注湯部3aを有している。この注湯部3aを介して、鋳型2の長辺方向の両端部から鋳型2内に溶湯12を注入する。
(もっと読む)
タイヤユニフォミティ試験装置及びタイヤユニフォミティ試験方法
【課題】タイヤユニフォミティ計測において、タイヤ正転時から逆転時への切り換えを行った直後から正確なタイヤユニフォミティを精度良く求める。
【解決手段】本発明のタイヤユニフォミティ試験装置1は、ドラム5を回転自在に支持すると共に、スピンドル軸3に装着されたタイヤを前記ドラム5の外周面に押し当て可能とするドラム機構6と、タイヤに対し圧縮空気を供給する空気圧回路7とを備えたものであって、ドラム機構6は、タイヤとの接触状態を維持しつつドラム5を後退させ、タイヤの回転を一方向回転から他方向回転へと切り換え、その後、ドラム5を前進させて負荷荷重をタイヤに与えることが可能に構成されており、空気圧回路7には、タイヤの回転を一方向回転から他方向回転へと反転動作を行う時に、ドラム5の後退前進の動作に併せて、タイヤ内部の体積の増減量に略一致する体積の圧縮空気を出し入れする体積調整機構20が備えられている。
(もっと読む)
圧延機の板厚制御方法
【課題】BISRA−AGCとPI制御を併用した板厚制御における最適な比例ゲインGp及び積分ゲインGiの決定方法を提供すると共に、この決定方法を採用した板厚制御方法を提供する。
【解決手段】本発明に係る圧延機の板厚制御方法は、圧延材を圧延する一対のワークロールを備えた圧延機において、ワークロール間のロールギャップ量Sを制御する板厚制御方法において、比例制御及び/又は積分制御を行うPI制御とBISRA−AGCとを併用しつつ、圧延機のロールギャップ量Sの修正量ΔSを求めるに際し、PI制御に関する比例ゲインGpをBISRA−AGCの寄与率αbを用いた式により求める。
(もっと読む)
タイヤユニフォミティ試験装置及びタイヤユニフォミティ試験方法
【課題】タイヤユニフォミティ計測において、タイヤ正転時から逆転時への切り換えを行った直後の計測波形から正確なタイヤユニフォミティを求める。
【解決手段】本発明の試験装置1は、タイヤTを装着可能なスピンドル軸3と、スピンドル軸3に装着されたタイヤTをドラム5の外周面に押し当てるドラム機構6とを備えており、ドラム機構6は、タイヤTの回転を反転させる際に、ドラム5をタイヤTとの接触状態を維持しつつ後退させ、タイヤTの回転を一方向回転から他方向回転へと切り換え、その後、ドラム5を前進させて負荷荷重をタイヤTに与えることが可能に構成され、ドラム機構6によるタイヤTの回転の反転動作後に計測されたユニフォミティ波形に存在するシフト勾配αをなくすように、当該ユニフォミティ波形を補正する補正部9と、補正部9で補正されたユニフォミティ波形からフォースバリエーションを求める測定部8とを有する。
(もっと読む)
ボルト用鋼線及びボルト、並びにその製造方法
【課題】ボルト成形後の焼入れ焼戻し工程を省略した非調質ボルトであって、1200MPa以上の引張強度を有すると共に耐遅れ破壊性に優れた高強度ボルト、及び前記ボルトに用いる冷間鍛造性に優れた高強度ボルト用鋼線、ならびにこれらの製造方法を提供することを目的とする。
【解決手段】本発明は、C、Si、Mn、P、S、Cr、Al、N、Bを含有する他、Ti、V、およびNbよりなる群から選択される少なくとも1種を含有し、残部が鉄および不可避不純物からなる鋼線であり、ミクロ組織がフェライト及びパーライトの2相組織であって、パーライトラメラ間隔が250nm以下であり、且つ、パーライトの面積率が40%超、80%以下であるとともに、引張強さが1300MPa以下であることを特徴とするボルト用鋼線である。
(もっと読む)
71 - 80 / 5,860
[ Back to top ]