
JFEスチール株式会社により出願された特許
1,081 - 1,090 / 8,589
不等辺山形鋼の短辺端部の成形方法、及びその装置
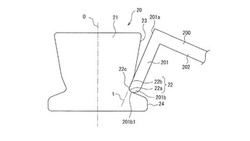
【課題】短辺の端面の平坦度を高くする。
【解決手段】短辺端部成形装置は、不等辺山形鋼の熱間圧延工程において、中間圧延工程又は仕上圧延工程を経た不等辺山形鋼200の短辺201の端部201bを、外周面21に形成した成形部22上をその周方向に通過させながら、該成形部22により押圧し成形する成形ローラ20を有し、成形部22は、成形ローラ20の外周面21の全周にわたって凹形状をなして形成され、成形ローラ20の軸方向に沿う形状が、円弧形状及び該円弧形状の部位22aに隣接する直線形状とされ、直線形状の部位22bは、円弧形状の部位22aにおける前記隣接する端部22cの接線tと一致する。
(もっと読む)
スケール密着性に優れた熱延鋼板

【課題】スケール密着性に優れた熱延鋼板およびその製造方法を提供する。
【解決手段】質量%で、C:0.3%以下、Si:0.1%以下、Mn:2.0%以下、P:0.05%以下、S:0.02%以下、Al:0.10%以下を含み、残部Feおよび不可避的不純物からなる組成を有する鋼素材に、仕上圧延機内で露点:50℃以上である雰囲気中に1.0〜10s間保持する酸化処理を含み、仕上圧延終了温度:700〜900℃とする仕上圧延を施し、仕上圧延終了後、冷却し、巻取温度:450〜650℃で巻き取る。これにより、面積率で、50%以上のFe3O4と、残部Feおよび不可避的に形成されるFe2O3からなり、面積率で0.10〜3.0%の空孔を含み、厚さ:10μm以下であるスケール層が形成され、スケール密着性が顕著に向上する。
(もっと読む)
熱延鋼帯巻取装置用ロール
【課題】耐久性に優れた熱延鋼帯巻取装置用ロールを提供する。
【解決手段】芯材であるロール表面に、被覆層を形成する。被覆層は、mass%で、C:0.50〜0.65%、Cr:11.5〜12.5%を、Cr/Cが19.0〜24.5を満足するように含み、さらに、Si:0.3〜1.0%、Mn:0.5〜3.0%、Ni:0.05%以下を含有し、さらにNb、Mo、V、Wのうちの2種以上を合計で4〜6%含有する組成を有する。これにより、腐食、あるいは焼付き起因の表面欠陥の発生が抑制され、また表層剥離等の発生が防止でき、安定的に長期間使用に耐えられる、耐焼付き性と耐食性とを兼備した、耐久性に優れた熱延鋼帯巻取装置用ロールとなる。
(もっと読む)
レンガ厚み測定方法
【課題】コークス炉や精錬炉などにおける高温のレンガの厚みを簡便で精度よく測定することができるレンガ厚み測定方法を提供する。
【解決手段】レンガ13にアンテナ12から電磁波を放射して、屈折率の異なる材質14の境界面での電磁波の反射をアンテナ12で受信して、電磁波がレンガ13の背面で反射して受信アンテナ12に戻ってくるまでの時間tとレンガ13の電磁波伝播速度vから熱間でレンガ厚みを測定する方法において、アンテナ12とレンガ13の間に4〜300mmの厚さの断熱層16を充填させることを特徴とするレンガ厚み測定方法。
(もっと読む)
溶融亜鉛めっき鋼材
【課題】 めっき層の組成が、RoHS指令で規制された範囲内であるPb濃度:0.1質量%以下、Cd濃度:0.01質量%以下であっても、不めっきが生じにくく、かつ、黒変性の低い溶融亜鉛めっき鋼材を提供する。
【解決手段】 Pb:0.10質量%以下およびBi:0.10〜0.30質量%を含有する溶融亜鉛めっき皮膜を有することを特徴とする。
(もっと読む)
冷却塔におけるエリミネータの設置方法
【課題】冷却塔内部のエリミネータや充填材の点検・洗浄を容易にする、冷却塔におけるエリミネータの設置方法を提供する。
【解決手段】エリミネータ21は、塔内部空間19において、左右一対の充填材14の内面側(塔内部側)の側面の上端部14a、14a間に溝形状(溝底部21a、溝側部21b)に架け渡されており、充填材14を通過した後の空気17がそこを通過するようになっている。
(もっと読む)
連続接合構造部材
【課題】連続接合を用いて製造する構造部材(連続接合構造部材)において、その形状・寸法を適切に規定することにより、効果的に曲げ剛性を向上させることができる連続接合構造部材を提供する。
【解決手段】ハット形状の横断面を有するハット形状部品11と、そのハット形状部品11の開口部を閉じるための平板部品12とを連続接合してなる連続接合構造部材10Pであって、横断面積Sが2500mm2以上30000mm2以下、長さLが200mm以上600mm以下であることを特徴としている。
(もっと読む)
大入熱溶接用鋼材
【課題】溶接入熱量が300kJ/cmを超える大入熱溶接に適し、造船、建築、土木等の各種構造物に好適な鋼材を提供する。
【解決手段】mass%で、C:0.03〜0.08%、Si:0.01〜0.15%、Mn:1.8〜2.6%、P:0.008%以下、S:0.0005〜0.0040%、Al:0.005%以下、Nb:0.003〜0.03%、Ti:0.005〜0.030%、N:0.0050〜0.0080%、B:0.0003〜0.0025%、必要に応じて、V、Cu、Ni、Cr、Mo、Ca、Mg、Zr、REMの1種または2種以上、Ceq(IIW)が0.33〜0.45、残部Fe及び不可避的不純物の化学成分を有し、溶接入熱量が300kJ/cmを超える大入熱溶接を施したときのボンド近傍の熱影響部組織において、旧オーステナイト粒径が200μm以下、島状マルテンサイト面積分率が1.0%以下である鋼材。
(もっと読む)
T形鋼の製造方法および圧延設備
【課題】フランジ幅が異なるT形鋼をロール交換することなく製造するT形鋼の製造方法および圧延装置を提供する。
【解決手段】鋼片を略T字形状に粗成形する粗圧延工程と、粗成形されたT形鋼片をユニバーサル圧延機とエッジャ圧延機により圧下する中間圧延工程と、前記中間圧延工程で得られたT形鋼を製品寸法に圧延する仕上圧延工程を有し、前記中間圧延工程でユニバーサル圧延機でウェブとフランジの厚みを圧下する際のフランジ圧下率rfとウェブ圧下率rwの差rf−rwを圧下率差とし、前記中間圧延工程の前半パスにおいて前記圧下率差が5〜15%の範囲で圧延を行うパスを少なくとも1パス設けるとともに、1パス目または1パス目を含む最初の複数パスではエッジャ圧延機でフランジ先端を圧下しないことにより、前記T形鋼片のフランジ脚長よりも製品のフランジ脚長が長いT形鋼を製造する。
(もっと読む)
転炉出鋼口部へのブロックれんがの施工方法
【課題】転炉の炉体を垂直姿勢を保持したままの状態で、特別な設備を使用することなく、該ブロックれんがの全ての積み付けができるような方法を提案する。
【解決手段】炉体が垂直姿勢の状態において、出鋼口まわりの内張りれんが4aの積み付けを行った後、まず、炉内側端面にフランジ7fをもつ鉄製ダミーパイプ7を上記炉内側ブロックれんがに嵌め入れると共に、そのフランジ7fを炉内側ブロックれんが4aの稼動面に係止し、次いで、炉体は垂直姿勢のまま、出鋼口の炉外側に突出する上記ダミーパイプ7の先端部から炉外側ブロックれんが4b、4cの1〜複数個を順次に嵌め合わせて、上記炉内側ブロックれんが4aと同軸に繋ぎ合わせる。
(もっと読む)
1,081 - 1,090 / 8,589
[ Back to top ]