
JFEスチール株式会社により出願された特許
31 - 40 / 8,589
レーザ溶接方法
Notice: Undefined index: from_cache in /mnt/www/gzt_applicant_list.php on line 189
溶融亜鉛めっき鋼板の合金化処理装置
Notice: Undefined index: from_cache in /mnt/www/gzt_applicant_list.php on line 189
セレン低減材及びセレン低減方法
Notice: Undefined index: from_cache in /mnt/www/gzt_applicant_list.php on line 189
コークス炉の操業方法および操業管理装置
Notice: Undefined index: from_cache in /mnt/www/gzt_applicant_list.php on line 189
スケジューリング方法およびスケジューリングシステム
Notice: Undefined index: from_cache in /mnt/www/gzt_applicant_list.php on line 189
丸ビレットの穿孔方法
Notice: Undefined index: from_cache in /mnt/www/gzt_applicant_list.php on line 189
熱処理炉の操業方法
Notice: Undefined index: from_cache in /mnt/www/gzt_applicant_list.php on line 189
穿孔圧延用工具
【課題】耐久性に優れた穿孔圧延用工具およびその製造方法を提供する。
【解決手段】質量%で、C:0.05〜0.5%、Si:0.1〜1.5%、Mn:0.1〜1.5%、Cr:0.1〜1.5%、Mo:0.6〜3.5%、W:0.5〜3.5%、Nb:0.1〜1.0%を含み、さらにCo:0.5〜3.5%、Ni:0.5〜4.0%を、1.0<Ni+Co<4.0を満足する基材の表面にスケール層を形成する。そのスケール層のうち基材側に形成されるスケール層を、深さ方向に10〜200μmの厚さを有する地鉄と複雑に絡み合ったネット状スケール層とし、該ネット状スケール層と基材との界面から深さ方向で少なくとも300μmの範囲の基材側組織を、面積率50%以上のフェライト相を含み、かつ該フェライト相が最大長さ:1〜60μmのフェライト粒を400個/mm2以上含む。
(もっと読む)
連続鋳造におけるモールドパウダー評価方法、該評価方法を用いた連続鋳造方法
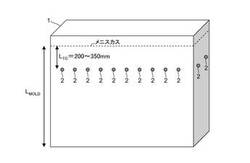
【課題】長時間操業によるモールドパウダーの微妙な変化をとらえ適切な連続鋳造を可能とする連続鋳造におけるモールドパウダ評価方法、該方法を用いた連続鋳造方法を提供する。
【解決手段】鋳型銅板におけるメニスカス位置から下方200〜350mm位置で、かつ鋳型銅板溶鋼側表面から5〜15mmの深さに埋没設置した熱電対の熱電対2温度を用いて、下式で与えられる現在時刻から過去10秒間の平均熱電対温度T_TC10と現在の熱電対温度T_TCの温度勾配ΔT_TCを求め、該温度勾配ΔT_TCが、0.05回/min以上の頻度でΔT_TC>10(℃/sec)となる場合をモールドパウダー異常であると評価することを特徴とする。ΔT_TC=(T_TC10-T_TC)/Δt。但し、Δt:サンプリング時間(sec)。
(もっと読む)
冷延鋼板のノッチング方法

【課題】冷延鋼板連続処理ラインにおいて、先行板と後行板との板継ぎ部の板幅端部をノッチングするに際して、本体処理装置の中央ライン速度低下や本体処理装置停止の発生を的確に防止することができる冷延鋼板のノッチング方法を提供する。
【解決手段】ノッチング装置、入側ルーパー、本体処理装置の順からなる冷延鋼板連続処理ラインのノッチング方法であって、入側ルーパーの鋼帯残長によってノッチャー刃昇降速度を変更してノッチングすることにより、ノッチング時間不足による本体処理装置の停止を防止することを特徴とする冷延鋼板のノッチング方法。
(もっと読む)
31 - 40 / 8,589
[ Back to top ]