
JFEスチール株式会社により出願された特許
51 - 60 / 8,589
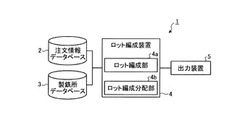
厚板のロット編成方法およびロット編成装置
【課題】複数の厚板注文全体の圧延能率や歩留が低下することを抑制すること。
【解決手段】ロット編成部4aが、複数の製鉄所で製造可能な複数の厚板注文を全て製造すると仮定した場合のロット編成を製鉄所毎に作成する。ロット編成分配部4bが、各厚板注文の注文枚数に関する情報と各製鉄所の生産能力上限および製造コストに関する情報とに基づいて、ロット編成部4aによって作成された各製鉄所のロット編成を複数の製鉄所間に分配する。これにより、同一のロットに編成すれば効率的に処理できた厚板注文が他の製鉄所に振り分けられることが抑制され、複数の厚板注文全体の圧延能率や歩留が低下することを抑制できる。
(もっと読む)
貫通欠陥検出装置及び貫通欠陥検出方法

【課題】内面側と外面側とで圧力差のある中空構造体の貫通欠陥を検出するのに好適な貫通欠陥検出装置及び貫通欠陥検出方法を提供する。
【解決手段】貫通欠陥検出処理装置30は、照射制御部31において、光照射装置10による中空構造体200の外表面のシート光50による走査処理を制御し、撮影制御部32において、撮影装置20による光照射装置10の走査位置及びその近傍の領域である撮影領域の撮影処理を制御し、画像処理部33において、撮影領域の撮影画像データを画像処理し、流動状態検出部34において、この画像処理結果に基づき、撮影領域内を浮遊する浮遊粒子の流動状態を検出し、貫通欠陥検出部35において、浮遊粒子の流動状態の検出結果に基づき、中空構造体200の貫通欠陥を検出する。
(もっと読む)
連続鋳造鋳片の品質判定方法
【課題】ロールセグメント方式の連続鋳造機を用い、ロールセグメントに圧下勾配を設けて鋳片に圧下力を付与しながら連続鋳造する際に鋳片の中心偏析を判定する。
【解決手段】ロールセグメントの圧下勾配を0.3mm/m以上の任意の値に設定して鋳造を開始し、鋳造中に、ロールセグメントのフレーム17´の変位量を3つの距離計測センサー15によって測定し、測定したフレームの変位量に基づいてそれぞれの測定位置における基準位置からの変化量を求め、求めた変化量から、第1のセンサー15と第2のセンサー15aとの間の圧下勾配SL1-2、第1のセンサーと第3のセンサー15bとの間の圧下勾配SL1-3、第2のセンサーと第3のセンサーとの間の圧下勾配SL2-3を求め、圧下勾配SL2-3>圧下勾配SL1-3>圧下勾配SL1-2のときには、この状態で鋳造された鋳片を品質異常として通常運用から除外する。
(もっと読む)
転炉吹錬終点温度設定方法
【課題】転炉吹錬、2次精錬、鋳込み工程を有する製鋼プロセスにおける、適正な転炉吹錬終点温度を設定する方法を提供する。
【解決手段】転炉吹錬終了以降の溶鋼温度降下量を、転炉出鋼時の脱酸形態に応じて、脱酸形態ごとに予め設定された溶鋼温度降下量の予測式を用いて予測し、予測された溶鋼温度降下量と要求溶鋼温度から、転炉吹錬の吹錬終点温度を設定する。溶鋼温度降下量の予測は、選定した操業因子について、予め、脱酸形態ごとに、重回帰分析により回帰係数を求め、その回帰係数を用いて予測式を設定し、その予測式を用いて算出する。これにより、予測式の適用範囲が拡大し、予測精度が向上し、製造コストの低減が可能となる。
(もっと読む)
プロセスラインにおける入側コイル残長演算方法
【課題】入側にコイル払出し設備(ペイオフリール等)を有するプロセスラインにおいて、そのコイル払出し設備(ペイオフリール)のコイル残長を精度良く計算することができる入側コイル残長演算方法を提供する。
【解決手段】ペイオフリール3の所定回転数毎(0.5回転毎)に、ブライドルロール4の回転数rBRからペイオフリール3により払出されるコイル1の外径DPOR(m)を演算し、そのコイル1の外径DPOR(n)の変化から板厚t(n)を演算し、事前に得られる内径情報DPOROからペイオフリール3におけるコイル残長(残巻数)NL(n)を演算した後に、当該プロセスラインの前工程での板厚実績を用いてコイル残長を演算する演算方法とを併用し、それぞれの演算方法による計算コイル残長を比較して、短い方の計算コイル残長を採用することを特徴とする、プロセスラインにおける入側コイル残長演算方法。
(もっと読む)
固定砥粒ワイヤソーによる加工方法及びウエハ
【課題】固定砥粒ワイヤソーを用いた被加工物の切断において、切断位置でのワイヤ張力を適切に制御することが可能な固定砥粒ワイヤソーによる加工方法及び該加工方法によって作製されたウエハを提供する。
【解決手段】1本の固定砥粒ワイヤ10を、メインローラ18A,18Bに一定ピッチで複数回巻き掛けて構成したワイヤ列20をその長手方向に往復走行させ、往復走行するワイヤ列20に被加工物50を押し当てることで、被加工物50を複数箇所で同時に切断して複数枚のウエハへと加工する固定砥粒ワイヤソー1において、往復走行の走行方向の反転タイミングを、ワイヤ繰り出し側における予め設定した基準位置にあるワイヤ部位の移動する距離が、メインローラ18A,18Bに巻き回されているワイヤの長さ以上となる時点とした。
(もっと読む)
溶融還元炉吹込み用原料の調整方法
【課題】スラリー状態で発生する金属粉を乾燥成粒したのち溶融還元炉にて処理する際に、スラリーを適切な一定の濃度のものに調整することで、溶融還元炉吹込み用原料として好適な形態にするための方法を提案する。
【解決手段】製鉄工場で発生するダストやスケールから得られる金属粉含有スラリーを、まず、スラリー受入槽に受け入れたのちに、脱水処理し、次いで、スラリー貯槽にて濃度調整してから乾燥しかつ粒状化することにより、溶融還元炉吹込み用原料とする方法において、上記脱水処理を、湿式サイクロンおよび遠心脱水機を並列稼動させて行なう溶融還元炉吹込み用原料の調整方法。
(もっと読む)
鋼管の内面側全長マーキング装置
【課題】簡素な構成で鋼管内面全長に亘ってムラなく明確に線引きできるマーキング装置を提供する。
【解決手段】鋼管1の内径未満且つ該内径−1mm以上の外径を有する円筒体の一部を切り欠いてなる筒状体4に油性の太字乃至極太仕様のフェルトペン5を該ペン先端部が前記筒状体の外周面から外側へ2mm±1mmだけ突出するように保持させてなるマーカー治具2と、前記鋼管1の全長超の長さを有し、前記マーカー治具2の外面と前記鋼管1の内面との摺動下で前記マーカー治具2を牽引する牽引具(バー3)とを有する装置構成とした。
(もっと読む)
H形鋼の疵検出方法及び装置
【課題】搬送されているH形鋼の表面疵を高精度に検出を行うことができるH形鋼の疵検出装置を提供する。
【解決手段】 カメラ5U,5Lが撮影する撮影画像にハレーションが発生するように、照明装置4U,5Lは、H形鋼1のフランジ3及びウェブ2に向けて光を照射する。疵検出部10は、カメラ5U,5Lが撮影した撮影画像のデータと、形状データ部11が記憶しているH形鋼の形状データに基づいて、ウェブ2の特定位置を被検査領域として算出し、その被検査領域の濃淡撮影画像データのうち濃淡変化が少ないデータを濃色及び淡色の一方に補正し、補正した前記被検査領域の濃淡撮影画像データを二値データに変換するとともに、その二値データのうち黒色データが所定値以上の面積を有している場合に、表面欠陥であると判定する。
(もっと読む)
金属帯コイル載置用スキッドおよびそのスキッドを備えた搬送台車
【課題】金属帯コイルを、金属帯コイル載置用スキッドおよびスキッドを備えた搬送台車に載置する際に生じる、いわゆる金属帯コイルの押疵や巻ズレを効果的に抑制する、金属帯コイル載置用スキッドおよび搬送台車を提供する。
【解決手段】金属帯コイル搬送台車がV字形状の金属帯コイル載置面を有し、載置面の表面に金属帯コイルの押疵防止層を具え、かつその上面に、短冊形状になる金属帯コイルの巻ズレ防止層を具えるスキッドおよびそのスキッドを備えた搬送台車とする。
(もっと読む)
51 - 60 / 8,589
[ Back to top ]