
住友重機械工業株式会社により出願された特許
2,231 - 2,240 / 2,241
近接露光に適用される位置検出方法及びウエハと露光マスク
レーザ加工機におけるオートフォーカス装置
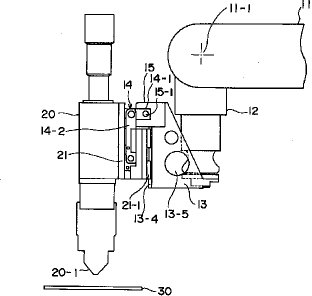
【目的】 レーザ光の焦点位置に影響する光軸方向の位置誤差を微細に補正することのできるオートフォーカス装置を提供すること。
【構成】 ロボット手首部12にその少なくとも三方から囲む形状を有するベース部材13を取り付けると共に、該ベース部材にリンク駆動機構14を介して出射光学系20を上下方向に変位可能に連結する。前記リンク駆動機構は、前記出射光学系の先端に設けられたハイトセンサの検出信号により前記出射光学系の上下方向位置を微調整するコントローラを含む。
(もっと読む)
有機−無機複合分離膜及びその製造方法

【目的】 無機材料の持つ高機械的強度と有機材料が持つ高分離性能とを合わせ持つ分離膜を製造し、且つ高分子材料を無機材料中に十分な量を均一に浸透させることができ、しかも容易に浸透させることができる、有機−無機複合分離膜及びその製造方法を提供する。
【構成】 溶剤容器1からの溶剤を昇圧ポンプ2により昇圧し、超臨界状態とし高分子溶解槽3に導入する。高分子材料6は超臨界流体に溶解する。この高分子材料6を溶解した溶剤を次に充填槽4内に導き、無機多孔質膜7と接触させて、その細孔内に高分子材料6を充填させる。このようにして得られた高分子材料6の薄膜が形成された無機多孔質膜7は、その表面からある深さまで高分子材料6が充填されており、高分子材料6の薄膜が形成されている。
(もっと読む)
ステップモータの制御装置
【目的】 構成が簡素なステップモータの制御装置を提供する。
【構成】 処理器53は検出器52からの速度・位置検出信号を処理して電気角度検出信号、機械角度検出信号、および機械角速度検出信号を出力する。電流指令生成回路54,55,56および57は機械角度指令信号に応答して機械角度検出信号と機械角速度検出信号とに基づいてq軸電流指令信号を出力する。三角関数発生器58は電気角度検出信号を三角関数信号に変換する。座標変換器59はq軸電流指令信号を三角関数信号に基づいて相電流指令信号に変換する。電流検出器60はステータコイルに流れる相電流を検出して相電流検出信号を出力する。減算器61,62は相電流指令信号から相電流検出信号を減算して相電流偏差信号を出力する。電流制御回路63,64,65は相電流偏差信号に基づいて相電圧指令信号を発生する。インバータ66は相電圧指令信号に基づいて相電圧をステータコイルに印加する。
(もっと読む)
ステップモータの制御装置
【目的】 脈動トルクを抑制して高精度にステップモータの制御を行う。
【構成】 d軸電流指令値として零が与えられ、このd軸電流指令値とd軸検出電流値との偏差(d軸偏差)に基づいてd軸電流をフィードバック制御する。一方、電気角θによる脈動トルクを防止するため、検出電気角を変数とする関数とFq(θr)と検出q軸電流iqとの積が一定になるように脈動補償器50はq軸電流指令値を補償制御して、この補償q軸電流指令値に基づいてq軸電流を制御する。上述のようにして、d軸及びq軸電流を制御することによって脈動トルクを抑制してステップモータを高精度に制御することができる。
(もっと読む)
ストリップの先端および尾端のオフゲ−ジ部の処理装置
ステップモータ
【目的】 磁石を用いることなく、高いトルクを発生できるステップモータを提供する。
【構成】 筒状のステータ10は、周方向に間隔をおいて配置されて半径方向内側に突出した8個のステータ歯12をもつステータコア11と、ステータ歯12の各々に巻回されたステータコイル13とを有する。このステータ10内に回転軸の回りに回転可能に収容されたロータ20は、周方向に間隔をおいて配置されて半径方向外側に突出した6個のロータ歯22をもつロータコア21と、ロータ歯22の各々に巻回されたロータコイル23とを有する。ロータ29の回転角度に応じてロータコイル電流を制御することにより、高トルクを得る。
(もっと読む)
スローアウェイチップ
スローアウエイチツプ
【目的】 スローアウェイチップにおいて難削材の仕上面粗度の向上を目的とする。
【構成】 ノーズ部2の長さ方向をX軸、幅方向をY軸、厚み方向をZ軸としたとき、ノーズ部2上面のチップブレーカ面3がX−Y軸平面に対して2度ないし12度のすくい角を有する多角形状のスローアウェイチップ1において、このチップブレーカ面3をX−Z軸に対して3度ないし12度傾斜させ、チップブレーカ面3の両切刃稜を半径0.05ミリメートル以下の鋭利な断面形状に研削する。
(もっと読む)
酸化物系超電導バルクと金属の接合方法
【目的】酸化物系超電導バルク−金属の良好な接合を実現し、低接触抵抗で通電時の発熱量の小さい接合方法を得ることを目的とする。
【構成】成形、焼結処理後の酸化物系超電導バルクの表面の付着物およびに非超電導相部を除去する手段、付着物およびに非超電導相部を除去した酸化物系超電導バルクの表面に金属厚膜を形成する手段、充分焼きなました薄肉金属テープを金属厚膜上に巻き付けた後、冷間静水圧プレスにより圧力を加えた後に熱処理する。
(もっと読む)
2,231 - 2,240 / 2,241
[ Back to top ]