
住友金属工業株式会社により出願された特許
51 - 60 / 2,544
張り出し成形品の製造装置および製造方法
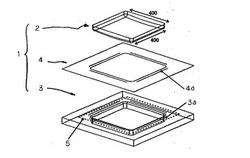
【課題】ブランク材をパンチとダイの間で加工することにより張り出し成形品を製造する際に、厳格な上下金型の面あわせ作業に多大な工数を要することなく、ブランク拘束可能であり、さらに、ブランク材の材料歩留を向上させる。
【解決手段】ブランク5に当接する第1のブランク拘束部3aをオープニングラインに有する第1の金型3と、ブランク6の周縁部に当接する第2のブランク拘束部4aをオープニングラインに有する第2の金型4と、第1の金型3および第2の金型4によって拘束されたブランク5に対して移動することによってブランク5に張り出し成形を行う第3の金型2とを備える張り出し成形品の製造装置1である。第1のブランク拘束部3aのうちの少なくとも一部は、並設された複数の凸部により構成されるとともに、第2のブランク拘束部4aのうちの少なくとも一部は、並設された複数の凸部3aを、それぞれ、隙間を有して収容する並設された複数の凹部4aにより構成される。
(もっと読む)
高速鉄道用焼結摩擦材

【課題】高い制動力と優れた制動力の高温安定性を有する焼結摩擦材料の提供。
【解決手段】質量%で、7.5%以上のFe、50%以上のCu、5〜15%の黒鉛、0.3〜7%の二流化モリブデンおよび0.5〜10%のシリカを含有し、Fe/Cuが0.15〜0.40である焼結摩擦材料。
(もっと読む)
間ピッチ制御方法、熱間圧延装置、および熱間圧延方法
【課題】被圧延材の加熱炉からの抽出タイミングが遅れた場合、該被圧延材を最適な間ピッチに近づけることのできる間ピッチ制御方法を提供する。
【解決手段】複数の加熱炉と、該加熱炉から抽出した被圧延材を搬送する搬送テーブルと、を備えた熱間圧延ラインで間ピッチを調整する方法であって、搬送テーブルは搬送速度が変更可能であり、熱間圧延ライン内で先行被圧延材の後端と後行被圧延材の先端とが衝突しないように予め間ピッチを時間又は距離で計画して被圧延材の加熱炉からの抽出時間を決定し、通常のときは、搬送テーブルが搬送可能な上限速度より低い設定速度で被圧延材を搬送する条件により抽出時間が決定され、被圧延材の抽出時間が決定された時間より遅れたときは、被圧延材を通常のときより速い速度で搬送テーブルを作動させて被圧延材を搬送することにより遅れを取り戻すものとする。
(もっと読む)
溶銑脱りん方法
【課題】吹錬中のスロッピングを安定的に回避しうる溶銑脱りん方法を提供する。
【解決手段】上底吹き転炉型容器を用い、上吹き酸素流量1.5〜4.0Nm3/min/溶銑t、底吹きN2流量0.1〜0.6Nm3/min/溶銑tとして、生石灰および酸化鉄を添加し、処理後のスラグ塩基度は1.5〜2.5で、吹錬中にサブランスからスラグへコークス粉を吹き付ける溶銑脱りん方法において、コークス粉吹き付け速度を、上吹き酸素流量および処理前溶銑中[Si]濃度と[Ti]濃度の和によって規定される所定の範囲とし、コークス粉吹き付け量を、上吹き酸素流量および上記の濃度の和により規定されたコークス粉吹き付け速度に基づき設定される所定の範囲とする。
(もっと読む)
排水機能を有する組合せ鋼矢板および該鋼矢板を用いた壁体構造
【課題】地震時に液状化の発生が懸念される地盤に施工される壁体や護岸等に用いられる、優れた排水機能と高い断面性能とを備える排水機能付き組合せ鋼矢板およびこれを用いた壁体を提供する。
【解決手段】ハット形鋼矢板12のウェブ部12aの内面側に、H形鋼13を一方のフランジ部13bの外面が対峙するように組み合わせた組合せ鋼矢板11aについて、他方のフランジ部13cの外面に排水部材14を設ける。継手部12b、12cの嵌合により地盤中に壁体1aを構成する。排水部材14を地中構造物2のより近くに位置させることができるので、地震時に、組合せ鋼矢板11aと地中構造物2との間の、液状化した地盤の変形を効果的に抑制することができ、地盤の変形に伴う地中構造物の変形抑制という点でも効果が大きい。
(もっと読む)
鋼矢板
【課題】降伏強度が430〜600N/mm2で、かつ良好な靱性を有する鋼矢板の提供
【解決手段】質量%で、C:0.04〜0.19%、Si:0.01〜0.60%、Mn:0.5〜2.0%、Nb:0.051〜0.10%、sol.Al:0.001〜0.10%およびN:0.0005〜0.0090%、ならびに、Cu:0.01〜2.0%、Ni:0.01〜3.0%、Cr:0.01〜1.0%、Mo:0.01〜1.0%、V:0.001〜0.30%、Ti:0.001〜0.10%およびB:0.0001〜0.0050%から選択される1種以上を含有し、残部はFeおよび不純物からなり、不純物としてのP、SおよびOが、それぞれP:0.04%以下、S:0.04%以下およびO:0.005%以下である化学組成を有し、降伏強度が430〜600N/mm2である鋼材からなることを特徴とする鋼矢板。
(もっと読む)
熱間圧延H形鋼の製造方法、及びユニバーサルエッジャミルの竪ロール
【課題】多数のロールを使用することなく製品疵や寸法不良の発生を抑制しながら熱間圧延H形鋼を製造する。
【解決手段】H形鋼のウェブ高さ調整を行うユニバーサルエッジャミルを用いて熱間圧延H形鋼を製造する際に、前記ユニバーサルエッジャミルの竪ロールとして、両端にR部を介した多段テーパー加工を施された竪ロールを用いる。
(もっと読む)
エルハルト穿孔方法
【課題】高Cr、高Niオーステナイト系合金管をエルハルト・プッシュベンチ製管法により製造する際、外面割れの発生を確実に防止できるエルハルト穿孔方法を提供する。
【解決手段】高温引張試験による高温最大絞り率が90%以下であるオーステナイト系合金の鋼塊を壺内に装入しエルハルト穿孔する際、鋼塊の高温最大絞り率がα[%]である場合、壺内の平均断面積に対する鋼塊の平均断面積の比率で表される充填面積率β[%]が下記(1)式を満足する条件で穿孔を行う。
β≧−4/3×α+170 ・・・(1)
(もっと読む)
ステンレス鋼板及びその製造方法
【課題】強度、延性、疲労特性及び耐へたり性の向上が期待され、特にばね用ステンレス鋼として好適なステンレス鋼を、経済的に製造する。
【解決手段】可逆式圧延機を用いて鋼帯に調質圧延を行う際に、鋼帯に10%以上の圧下率の冷間圧延を行った後に、鋼帯を可逆式圧延機から少なくとも1回取り外し、強制冷却または大気中での放冷を行ってから、鋼帯に10%以上の圧下率の冷間圧延を行うことにより、C:0.10%以下、Si:1.0%以下、Mn:2.0%以下、Cr:16.0〜18.0%、Ni:6.0〜8.0%、N:0.06〜0.25%、Nb、Ti、Vの一種以上:合計で0〜0.5%以下を含有し、残部Fe及び不純物からなる化学組成を有し、その相構造がマルテンサイト相単相またはオーステナイト相との複相組織からなり、硬度(HV)が440以上であり、伸び(El)がEl≧390-0.82HVを満足するステンレス鋼板を製造する。
(もっと読む)
鋳片の連続鋳造方法および連続鋳造鋳片
【課題】連続鋳造鋳片の凝固組織および凝固二次組織の微細化および均一化を図ることが可能な連続鋳造方法およびこの連続鋳造方法による鋳片を提供する。
【解決手段】質量%で、C:0.03%-0.20%,Si:0.005%-2.0%,Mn:0.2%-3.5%,P:0.1%以下およびS:0.01%以下を含有し、Bi,SnおよびTeのうちから選ばれた第1の構成元素の1種以上を合計で0.0001%-0.03%を含有し、残部がFeおよび不純物からなる鋳片の連続鋳造方法であって、前記鋳片の厚さ方向中心における結晶粒径をdとし、前記第1の構成元素を合計で0.0001%未満含有し、かつ圧下しないで鋳造した連続鋳造鋳片の厚さ方向中心における結晶粒径をd0とした場合に、dとd0の比の値d/d0が0.1-0.8となるように鋳片の厚さ方向中心部が凝固した直後に圧下することを特徴とする鋳片の連続鋳造方法、およびこの方法で得られた鋳片。
(もっと読む)
51 - 60 / 2,544
[ Back to top ]