
住友金属工業株式会社により出願された特許
71 - 80 / 2,544
鋼板のレーザ溶接方法およびその装置
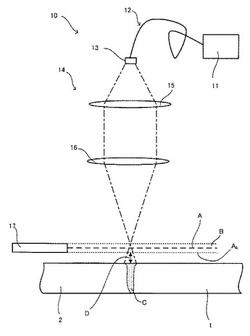
【課題】スパッタによる光学部品損傷の防止、および被溶接材へのスパッタの付着を防止することができるレーザ溶接方法を提供する。
【解決手段】複数の結晶体から構成される発振機11から放出され、光ファイバ12により伝送され、光学系14で集光されたレーザビームを用いて突き合わされた鋼板を溶接する方法であって、光学系と鋼板との間に、レーザビームの照射により形成される溶融池Cから飛散するスパッタに向け、横方向から、前記溶融池に直接あたらないように気体を噴射する第1の気体噴射手段17を配置し、該第1の気体噴射手段の噴射口の下端に沿う延長線Akと溶融池との垂直距離が3mm以下の範囲となるように溶融池の直上を横切って気体を噴射しながらレーザビームを照射して溶接することを特徴とする。
(もっと読む)
時効硬化性鋼および機械部品の製造方法
【課題】時効処理前の硬さがHVで315以下であり、時効処理後の疲労強度が510MPa以上である時効硬化性鋼の提供。
【解決手段】C:0.05〜0.28%、Si:0.05〜0.50%、Mn:0.50〜2.5%、P≦0.05%、S≦0.10%、Cr:0.05〜2.5%、Al≦0.06%、Ti:0.005〜0.20%、V:0.20〜0.75%、Mo:0.30〜1.0%、N≦0.020%を含有し、残部はFeと不純物からなり、〔C+0.3Mn+0.25Cr+0.6Mo+Beff≧0.65、〔C+0.1Si+0.2Mn+0.2Cr+0.35V+0.2Mo≦0.84〕及び〔V+0.8Tieff+0.35Mo+0.5Nb>0.35(但し、Tieffは、{Ti−(48/14)N−(48/32)S}又は0の内の大きい方の値)〕を満たす時効硬化性鋼。
(もっと読む)
高炉主樋カバー移動装置

【課題】互いに隣接する二つの出銑口前の主樋で共用される高炉主樋カバー移動装置において、いずれか一方の出銑口での主樋の点検補修作業者の安全を確保できる高炉主樋カバー移動装置を提供する。
【解決手段】旋回駆動装置10bにより水平方向に回転可能に保持された旋回ポスト9と、昇降駆動装置10aにより上下動可能に支持され、かつ、旋回ポスト側に前記昇降駆動装置の昇降駆動受け部と昇降駆動による上下動を支える支点を備え、旋回ポストとは反対側の端部に前記主樋カバーを吊り上げるための吊り部12を備えたアーム11とを有し、さらに、主樋カバー移動装置の動作範囲を制限するストッパー装置(ストッパー15、油圧シリンダー14および受け16で構成される)を備える高炉主樋カバー移動装置。ストッパー装置は、主樋カバー移動装置内に内蔵されていることが望ましい。
(もっと読む)
自動車車体の側部構造
【課題】少なくともAピラー、Bピラー及びルーフレールサイドを備える自動車車体の側部構造を提供する。
【解決手段】サイドシルに接続されて上方へ向けて延びて存在するとともに閉断面を有する第1の部分と、該第1の部分に連続して斜め方向へ向けて延びて存在するとともに閉断面を有する第2の部分とを備えるAピラーと、該Aピラーに連続するとともにBピラーに接続し、閉断面を有するルーフレールサイドとを備える自動車車体の側部構造である。閉断面を有するとともに三次元で屈曲した形状を有し、かつ高周波焼入れ処理された軸方向に単一の部材により構成された側部補強部材が、少なくとも、前記第2の部分の内部及び、前記ルーフレールサイドの内部であって前記Bピラーとの接続部よりも後方の位置までの間に、配置される。
(もっと読む)
鋼の連続鋳造方法
【課題】亜包晶鋼でかつ低合金鋼の連続鋳造において、鋳型内の初期凝固現象に起因した縦割れを防止する。
【解決手段】垂直曲げ型の連続鋳造機を使用する亜包晶鋼でかつ低合金鋼の連続鋳造方法である。CaO,SiO2,アルカリ金属酸化物,および弗素を基本成分とし、CaOのSiO2に対する質量濃度比としての塩基度(CaO/SiO2)が1.6以上、凝固点が1250℃以上、1300℃における粘度が1poise以下であるモールドフラックスを使用する。鋳型より鋳片の引抜き方向下流側で、曲げ部より鋳片の引抜き方向上流側の垂直部において、二次冷却の比水量を0.20リットル/kg以下にする。
【効果】亜包晶鋼でかつ低合金鋼の連続鋳造時に、鋳型内の初期凝固現象に起因した縦割れを防止することができる。
(もっと読む)
高炉出銑口開孔機の開孔制御方法
【課題】高炉炉体を損傷することなく、出銑口の安定かつ確実な開孔作業を行うことのできる自動開孔制御方法を提供する。
【解決手段】高炉の出銑口を開孔する開孔機の制御方法において、開孔ロッドの送り速度が所定の送り速度未満のときは、開孔ロッドの送り圧力と回転強さと打撃強さのうちの少なくとも一つを増加させ、開孔ロッドの送り速度が所定の送り速度以上のときは、開孔ロッドの送り圧力と回転強さと打撃強さのうちの少なくとも一つを減少させることにより、開孔ロッドの送り動作を停止することなく開孔を行う自動開孔制御方法である。前記の制御方法において、出銑口深度の検出値が予め決められた設定値以上になったときは、前記送り圧力と出銑口の貫通を検出するための設定値とを比較し、前記送り圧力が前記貫通検出のための設定値以下のときは、開孔ロッドの後退および退避を行う方法が好ましい。
(もっと読む)
合金化溶融亜鉛めっき鋼板及びその製造方法
【課題】耐フレーキング性と耐パウダリング性とを両立させた合金化溶融亜鉛めっき鋼板およびその製造方法を提供する。
【解決手段】所定の化学組成を有し特にSiを0.02〜0.1%含む母材鋼の表面に、Feを7.5〜11%、Alを0.1〜0.3%含むめっき層を有し、めっき−母材界面にレッジ構造部を面積率にして60%以上有する合金化溶融亜鉛めっき鋼板とし、上記組成を有する鋼スラブの熱間圧延の最後に900〜950℃で熱間仕上げ圧延を行い、得られた熱延鋼板を冷間圧延し、790〜900℃で焼鈍し、めっき浴温Tp(℃)と侵入鋼板温度Ts(℃)とが、450≦Tp≦470かつ0≦Ts−Tp≦30を満足する条件下で溶融亜鉛めっきを施し、次いで460〜600℃で合金化処理を施した後、調質圧延を行う、合金化溶融亜鉛めっき鋼板の製造方法とする。
(もっと読む)
継目無管の冷間圧延方法
【課題】冷間圧延する際に冷間圧延開始側および終了側とした素管端部に発生する割れを抑制でき、安定して冷間圧延を行うことができる継目無管の冷間圧延方法を提供する。
【解決手段】質量%でCr:21〜31%およびNi:43〜60%を含有するオーステナイト系合金からなる継目無管を素管として冷間圧延を行うに際し、冷間圧延開始側および終了側となる端部の外面1a側に、面取り加工後の端部肉厚Lt(mm)および長手方向のベベル長さLb(mm)が下記(1)式および(2)式を満たすように面取り加工が施された素管1を用いることを特徴とする継目無管の冷間圧延方法である。ただし、tは素管肉厚(mm)とする。
0.5t≦Lt≦0.75t ・・・(1)
−4Lt+4.5t≦Lb ・・・(2)
(もっと読む)
超音波斜角探傷方法及び超音波斜角探傷装置
【課題】被探傷材の端部の未探傷領域を容易に少なくすることができる超音波斜角探傷方法を提供する。
【解決手段】超音波斜角探傷方法は、探傷ゲートを予め設定する探傷ゲート設定ステップと、超音波探触子から鋼管の端面までの距離を計測する端面距離計測ステップと、超音波探触子2が送信した超音波が、鋼管の厚み方向の内面、外面、端面、内面の順である第1伝搬経路等の順に反射した後、超音波探触子に受信されるか否かを判断する第1判断ステップと、第1判断ステップにおいて超音波が超音波探触子に受信されると判断したときは、超音波が第1伝搬経路等の順に反射した後に超音波探触子に受信されるまでの時間である端面反射伝搬時間を算出し、探傷ゲート設定ステップで設定された探傷ゲートの終了時点を、超音波の送信時点を起点として端面反射伝搬時間が経過する時点に変更する探傷ゲート変更ステップとを含む。
(もっと読む)
連続鋳造方法
【課題】連続鋳造鋳片の不均一凝固に伴う縦割れとオシレーションマーク底部に発生する横割れを防止する。
【解決手段】継目無鋼管の素材となる、鋼中の炭素濃度が0.08質量%以上、0.18質量%以下の丸断面連続鋳造鋳片の鋳造において、1573Kにおける粘度が0.2Pa・s以上、0.8Pa・s以下のモールドパウダーを使用し、2.0m/min以上、4.0m/min以下の速度で連続鋳造して、鋳型と鋳片間の摩擦力を60kN/m2以下にする。
【効果】鋳片品質と操業能率の向上を両立することができる。
(もっと読む)
71 - 80 / 2,544
[ Back to top ]