
ダイハツ工業株式会社により出願された特許
1,001 - 1,010 / 2,560
ドライブシャフトのダイナミックダンパ取付構造
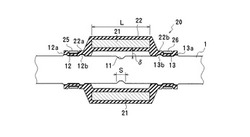
【課題】ドライブシャフトが破断した場合でもドライブシャフトの振れ回りを防止できるドライブシャフトのダイナミックダンパ取付構造を提供する。
【解決手段】ドライブシャフトの長さ方向中間部に取り付けられたダイナミックダンパであって、ドライブシャフト1の長さ方向中間部に最弱部11が形成されている。ドライブシャフト1が最弱部11で破断したとき、破断部の振れ回りをマス部21が規制できるように、マス部21は剛性を有する金属材料により形成され、かつ最弱部を中心として所定の軸方向領域に亘って覆っている。
(もっと読む)
変速機のオイル供給装置

【課題】
組立工数や部品点数の増加を招くことなく、オイルによる撹拌抵抗を低減できるとともに、回転部材を確実に潤滑できる変速機のオイル供給装置を提供する。
【解決手段】
入力軸5,出力軸6の上方に、貯留部A及び該貯留部Aに掻き揚げオイルを誘導すると開口部B1とを有するオイルキャッチタンク(貯留部材)11を配置し、前記開口部B1に前記掻き揚げオイルを誘導するガイドプレート12を配置する。前記オイルキャッチタンク11に、貯留されたオイルを、前記入力軸5の軸芯に形成されたオイル通路5aに供給するオイル供給通路11fを接続するとともに、前記入力軸,出力軸の変速ギヤ列7aやシンクロ機構7bの噛合部に滴下させるオイル滴下孔11g,11hを形成する。
(もっと読む)
ステータのコイル構造
【課題】励磁コイルを今までにない高いコイル占積率でティースに集中巻きできる画期的なステータのコイル構造を提供する。
【解決手段】丸線のコイルより占積率が高い平角線コイルによりステータ4の各ティース42に集中巻きされる励磁コイル43を形成し、その際、平角線コイルを、ティース42の対向する2側面42a、42bのいずれか一方では平角線の幅の広い面がティース42の側面に平行なフラット巻きになって他方では平角線の幅の狭い面がティース42の側面に平行なエッジワイズ巻きになるようにひねりを加えてティース42に巻回し、励磁コイル43の幅と高さをティース42の側面42a、42bによって異ならせ、スペースの有効利用を図って励磁コイル43の占積率を高くする。
(もっと読む)
ワークの仕上げ加工方法
【課題】取り代のばらつきを抑えて、高精度で安定した仕上げ加工を低コストに実施する。
【解決手段】ワークの外形を、NC加工で所定の寸法公差内に仕上げるワークの仕上げ加工方法において、仕上げ加工後のワークに要求される外形の寸法公差を複数の微小寸法幅領域に区分し、該区分した微小寸法幅領域ごとに仕上げ加工による外形の狙い寸法候補を設定する狙い寸法候補設定工程と、仕上げ加工前に、ワークの外形寸法を測定する外形寸法測定工程と、外形寸法測定工程で取得した外形寸法の測定値に基づいて、区分した微小寸法幅領域ごとに設定された複数の狙い寸法候補の中から最適な狙い寸法を選択する狙い寸法選択工程とを含むワークの仕上げ加工方法。
(もっと読む)
EGR構造
【課題】 エアクリーナからインテークマニホールドに至る間のインテークエアコネクタ内で再循環ガスを吸気に戻して排気ガスの燃焼性を高めようとすると、再循環ガスと吸気中のオイルが混ざり、デポジットとなって、再循環ガス流入口のバルブの作動性が低下するという課題があった。
【解決手段】 再循環ガス流入口(13)の上流側に樋形状部(30)を設けて、インテークエアコネクタ(10)の内壁面に発生するオイルを再循環ガス流入口より上流側で堰き止め、EGRバルブ(20)の弁部(21)と対応しない位置でインテークマニホールド側に流す。
(もっと読む)
フレーム構造体の成形方法
【課題】フレーム構造体を高張力鋼板で形成し、且つ、折り曲げ部の曲率が大きい場合でも、所望の形状に成形することができる成形方法を提供する。
【解決手段】平板状の鋼板10’に脆弱部30(スリット等)を形成して鋼板の成形性を高め、この脆弱部30で鋼板10’を折り曲げて折り曲げ部14,15を形成した後、折り曲げ部14,15の脆弱部30を溶接して補強する。
(もっと読む)
張力制御装置
【課題】可変バルブタイミング機構を備えた内燃機関において、バルブタイミングを進角又は遅角制御する過渡期に生じるタイミングチェーンのフリクションの増大、又は、ばたつきを抑制する。
【解決手段】クランクシャフト1に対してカムシャフト2が進角又は遅角する際の速度に応じて、タイミングチェーン7を押圧する押圧力を変化させる制御を行うチェーンテンショナ13を構成要素とする張力制御装置を設ける。
(もっと読む)
アキシャルギャップモータ
【課題】アキシャルギャップモータのステータを分割コアで形成して誘導電流が生じないように保持する。
【解決手段】フレーム7に各分割コア3、4を支柱の間隔で保持して環状に配設することによってステータ1を形成し、さらに、フレーム7の各分割コア3,4それぞれの少なくとも一部を囲む電気的なループ毎に、その電気的なループを切断する切欠部10、12を形成し、フレーム7の各分割コア3、4の周囲部分に誘導電流が流れないようにする。
(もっと読む)
溶接部の接合状態評価方法
【課題】コストや装置スペースの増大を招くことなく、簡易な処理で行うことができる、非破壊検査による溶接部評価方法を提供する。
【解決手段】電極間に流す電流を溶接電流値I3まで上昇させる際に、電流値を上昇させた直後に電極間の抵抗値が降下すれば良好な溶接部が形成されたと推定でき、電流値を上昇させた後しばらくたってから電極間の抵抗値が降下すれば溶接部の接合状態が不良であると推定できる。具体的には、電流値を溶接電流値I3まで上昇させてから所定区間T内に電極間の抵抗値が所定値以上降下するか否かを監視することにより、溶接部Qの接合状態を評価することができる。
(もっと読む)
自動車のカウル構造
【課題】部品点数及び重量を増すことなく、歩行者の保護性能及びカウル全体の剛性を向上させながら、ワイパーユニットを構造簡単に支持できる自動車のカウル構造を提供する。
【解決手段】底面部11と前面部12と後面部13と上面部14とにより、前側を開放した開放断面を形成するようにカウル10を構成し、上面部14でフロントウィンドウ5の下端部を支持し、後面部13の上下方向の中間部に、上方から作用する衝撃荷重により変形可能な屈曲部15を形成し、後面部13における屈曲部15の下方の部分13aに、前方又は車両後方に膨出するようにプレス加工された上下向きのビード16を複数形成し、複数のビードの一部にワイパーユニット20を支持するワイパー支持部材21を取り付けてある。
(もっと読む)
1,001 - 1,010 / 2,560
[ Back to top ]