
帝人株式会社により出願された特許
31 - 40 / 1,209
新規な縮合多環芳香族化合物
【課題】比較的大きい溶解度を有する縮合多環芳香族化合物、その合成及び使用方法の提供。
【解決手段】下記DNTTを代表とする化合物。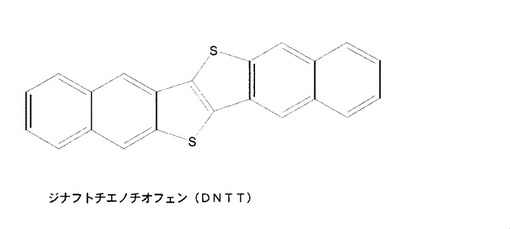 (もっと読む)
(もっと読む)
表面が平滑で均一な厚みを有する成形体およびその製造方法
【課題】強化繊維と熱可塑性樹脂とを含む繊維強化複合材料から構成され、表面が平滑であり、均一な厚さを有する成形体およびその製造方法を提供する。
【解決手段】平均繊維長が5mm以上100mm以下の強化繊維と熱可塑性樹脂とを含む繊維強化複合材料から構成される成形体であって、
強化繊維体積含有率(Vf=100×強化繊維の体積/(強化繊維の体積+熱可塑性樹脂の体積))が5〜80%であり、
表面が平滑で、
均一な厚みを有し、
下記式(1)
臨界単糸数=600/D (1)
(ここでDは強化繊維の平均繊維径(μm)である)
で定義される臨界単糸数以上で構成される強化繊維束(A)について、強化繊維全量に対する割合が20Vol%以上99Vol%以下であることを特徴とする成形体。
(もっと読む)
均一な厚みを有する薄肉成形体およびその製造方法
【課題】強化繊維と熱可塑性樹脂とを含む繊維強化複合材料から構成され、表面が平滑であり、均一な厚さを有する薄肉成形体およびその製造方法を提供する。
【解決手段】平均繊維長が5mm以上100mm以下の強化繊維と熱可塑性樹脂とを含む繊維強化複合材料から構成される薄肉成形体であって、
強化繊維体積含有率(Vf=100×強化繊維の体積/(強化繊維の体積+熱可塑性樹脂の体積))が5〜80%であり、
1.5mm以下の均一な厚みを有し、
下記式(1)
臨界単糸数=600/D (1)
(ここでDは強化繊維の平均繊維径(μm)である)
で定義される臨界単糸数以上で構成される強化繊維束(A)について、強化繊維全量に対する割合が20Vol%以上99Vol%以下であることを特徴とする薄肉成形体。
(もっと読む)
新規な縮合多環芳香族化合物
【課題】比較的大きい溶解度を有する縮合多環芳香族化合物の前駆体に用い得る化合物と合成法の提供。
【解決手段】下記式(II)で表される縮合多環芳香族化合物: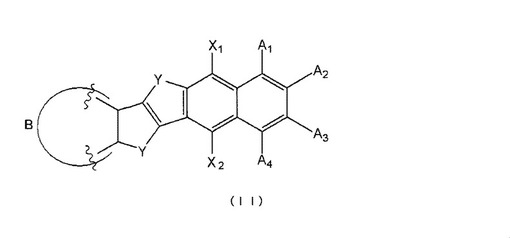 (もっと読む)
(もっと読む)
芳香族ポリエステルの製造方法
【課題】本発明の課題は、ボトルの透明性を損なうことなく、アセトアルデヒドの副生成を抑え、かつ、生産性の向上を達成することができる芳香族ポリエステル組成物およびその芳香族ポリエステル組成物の製造方法を提供することである。
【解決手段】上記課題は、芳香族ジカルボン酸または芳香族ジカルボン酸ジエステルと、グリコール化合物を用いて触媒の存在下、溶融重縮合反応を行い芳香族ポリエステルを得た後、
該芳香族ポリエステルに親水基を有するポリヘキサメチレンテレフタレートと、アルカリ金属化合物またはアルカリ土類金属化合物の混合物を配合させる芳香族ポリエステル組成物の製造方法であって、該親水基を有するポリヘキサメチレンテレフタレートの配合量を該芳香族ポリエステルに対して1.0〜100ppmとし、該アルカリ金属化合物またはアルカリ土類金属化合物の配合量を該芳香族ポリエステルに対して0.1〜100ppmとする芳香族ポリエステル組成物の製造方法により解決することができる。
(もっと読む)
ランダムマット基材からの成形体の製造方法

【課題】強化繊維と熱可塑性樹脂を含んでなる、寸法安定性、外観、成形性に優れた成形体の製造方法を提供する。
【解決手段】平均繊維長5〜100mmの強化繊維と熱可塑性樹脂を含み、強化繊維の目付が25〜3000g/m2であるランダムマット基材を、以下の工程1および工程2を含んで、工程3により成形する成形体の製造方法であって、下記(1)で定義される臨界単糸数以上で構成される強化繊維束(A)の強化繊維全量に対する割合が20Vol%以上99Vol%以下であり、工程2における搬送に要する時間を15秒以下とする成形体の製造方法。工程1.基材を、熱可塑性樹脂樹の軟化温度以上に加熱する工程、工程2.加熱した基材を金型内に搬送する工程、工程3.金型温度を熱可塑性樹脂の軟化温度未満に調節し、基材を成形する工程。臨界単糸数=600/D(1)(ここでDは強化繊維の平均繊維径(μm)である)
(もっと読む)
有機繊維ランダムマット及びこれを用いた繊維複合材料
【課題】特に耐衝撃性が求められる用途および部材に好適な繊維複合材料を提供する。
【解決手段】繊維長5〜300mmの有機強化繊維と、マトリクス樹脂となる熱可塑性樹脂とを含み、有機強化繊維は、目付けが25〜3000g/m2であり、繊度100〜10000dtexの有機強化繊維束(A)と繊度100dtex未満の有機強化繊維(B)とから構成され、該有機強化繊維束(A)の有機強化繊維全量に対する割合が25Vol%以上90Vol%未満であるランダムマット。
(もっと読む)
熱可塑性複合材料形成用等方性ランダムマットの製造方法
【課題】強化繊維と熱可塑性樹脂からなる複合材料用の等方性ランダムマットを効率的に製造する方法を提供する。
【解決手段】複数の強化繊維からなるストランドYを長手方向に沿って連続的にスリットして複数の細幅ストランドにした状態で、切断・解繊装置14にて平均繊維長3〜100mmに連続的にカットし、カットした強化繊維束に気体を吹付けて開繊させ、これを熱可塑性樹脂供給部15からの粉粒体状又は短繊維状の熱可塑性樹脂とともに、通気性支持体16上に散布し堆積・定着させることにより、上記強化繊維と上記熱可塑性樹脂とが混在する等方性ランダムマットMを形成する。このランダムマットMを加熱加圧することにより、薄肉で物性の良好な熱可塑性複合材料となる。
(もっと読む)
繊維強化基材
【課題】熱可塑性樹脂をマトリクスとした繊維強化複合材料であり、面内方向において特定の方向に配向しておらず等方性であり、かつハンドリング性、賦型性に優れた炭素繊維樹脂複合基材を提供する。
【解決手段】繊維長5mm以上100mm以下の炭素繊維と熱可塑性樹脂とから構成され、炭素繊維が熱可塑性樹脂によって溶着された面状体であり、空孔率が70%以上99%未満であり、熱可塑性樹脂の存在量が、炭素繊維100重量部に対し、3〜1000重量部である複合基材。
(もっと読む)
繊維強化基材
【課題】面内方向において等方性であり、かつハンドリング性、賦型性に優れた炭素繊維樹脂複合基材を提供する。
【解決手段】繊維長5mm以上100mm以下の炭素繊維6と熱可塑性樹脂とから構成され、炭素繊維が熱可塑性樹脂によって溶着された面状体であり、空孔率が5%以上70%未満であり、熱可塑性樹脂の存在量が、炭素繊維100重量部に対し、50〜1000重量部である複合基材。
(もっと読む)
31 - 40 / 1,209
[ Back to top ]