
東邦テナックス株式会社により出願された特許
91 - 100 / 246
プリフォーム用基材とその製造方法
【課題】賦形性と形態安定性に優れた、且つ、通気性が高く樹脂の含浸性にも優れたプリフォーム用の強化繊維基材を提供すること。
【解決手段】熱硬化性樹脂を主成分とするバインダー樹脂組成物であって、この樹脂組成物の融点(Tm)が0〜20℃であり、25℃における粘度が50〜500kPa・s、100〜150℃における粘度が0.01〜1.0Pa・sの範囲内にあるバインダー樹脂組成物を、シート状の強化繊維基材の片面又は両面に、強化繊維基材に対し1〜20重量%の範囲で、ドット状に付着してなるプリフォーム用基材、及びそれを複数積層して得られる積層基材又はプリフォーム。
(もっと読む)
分割型金型
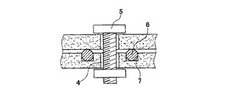
【課題】上型と下型をボルト締で接合・固定する形式の金型において、加熱・加圧時に上型と下型の接合部分から樹脂がしみ出し、ボルト穴に溜まって固化しボルトが抜けにくくなり、その結果、金型を損傷する場合があるという問題点を解決するための手段を提供すること。
【解決手段】繊維強化材とマトリックス樹脂とからなる複合材料を成形加工するための複数の部分型からなる分割型金型であって、各部分型をボルト締で接合・固定する形式の金型において、各部分型の接合・固定面のボルト穴の近傍の外周に沿って、Oリングを配置したパッキン溝を設けたことを特徴とする分割型金型。
(もっと読む)
FRP成形品の内圧成形法

【課題】R3部などの細かな部分で接合する必要があるFRP成形品を成形する場合に、優れた表面状態のものを得るための内圧成形法を提供すること。
【解決手段】
上下分割型の金型を用いるFRP成形品の内圧成形法であって、上型と下型にそれぞれプリプレグを敷設し、上部賦形体と下部賦形体を別々に賦形・作製し、その後、金型内部に内圧バッグを挿入し上型と下型を型締めして内圧成形する方法において、上部賦形体と下部賦形体はラップ部分がないように賦形・作製し、上部賦形体と下部賦形体の接合部の内側に帯状のプリプレグを配置し、その後、金型内部に内圧バッグを挿入し上型と下型を型締めして内圧成形することを特徴とする方法。
(もっと読む)
穴開き部を有するFRP成形品の製造方法
【課題】従来、RTM成形と機械加工を組合わせることによって穴開き部を有するFRP成形品を製造していた方法を、合理化し、RTM成形のみでFRP成形品を製造する方法を提供すること。
【解決手段】RTM成形法によって穴開き部を有するFRP成形品を製造するに際し、成形型に敷設したプリフォームの前記穴開き部に相当する箇所に設けられた成形型のピン穴にピンを配置し、該ピンで前記プリフォームを穿設し、しかる後、成形型を型締めしてRTM成形法によりRTM成形体を成形し、次いで、前記ピンを抜いた跡の穴を利用して、所望の穴開き部を形成せしめることからなるFRP成形品の製造方法。
(もっと読む)
表面光沢を有するFRP成形品の製造方法
【課題】金型にメッキ処理などをすることなく、通常の金型を用いるプレス成形で、表面光沢を有するFRP成形品を製造する方法を提供すること。
【解決手段】繊維強化材とマトリックス樹脂とからなるプリプレグの積層体を用いて、プレス成形によりFRP成形品を製造するに際し、この積層体の表面の最外層に、アクリル樹脂のフィルム又はシートを配置してプレス成形することを特徴とする表面光沢を有するFRP成形品の製造方法。
(もっと読む)
環状中空部材の成形方法
【課題】自動車等のハンドルの様なFRPの環状中空部材を、プレス成形により成形する方法を提供すること。
【解決手段】繊維強化材とマトリックス樹脂とからなるプリプレグを用いて環状中空部材を成形するに際し、(1)該環状中空部材用のマンドレルを被覆するための、環状中空部材の上面部分用と下面部分用の2種類のドーナツ形状のプリプレグであって、それぞれの外円周及び内円周に沿って歯車形状のラップ部を設けたものを作製し、(2)該2種類のプリプレグを用いて、お互いのラップ部が互い違いになるようにして前記マンドレルを上下から被覆し、(3)得られた被覆物を上下分割型の環状金型にセットして賦形加工を行い賦形体とし、次いで、(4)前記金型の上型を取り外し、得られた賦形体を金型の下型にセットしたままの状態で、前記マンドレルを賦形体から引き抜いて取り除き、その後、(5)賦形体を成形用環状金型に再配置して成型加工を行う方法。
(もっと読む)
樹脂トランスファー成形法
【課題】成形後に成型品から剥離して廃棄する樹脂拡散媒体を使用することなく、樹脂を効率よく拡散することができる樹脂トランスファー成形法の提供。
【解決手段】型3に敷設した強化用繊維層上にバギングフィルム7を重ねて当該バギングフィルム周縁を型に気密にシールし、バギングフィルムと型との間を排気すると共に、バギングフィルムと型との間に樹脂を注入することにより樹脂を強化用繊維に含浸させて硬化させる樹脂トランスファー成形法において、強化用繊維層の外側に強化用繊維層の表面に沿って樹脂注入路8と樹脂排出路9とを交互に設け、樹脂注入路に樹脂を注入することにより、注入した樹脂を強化用繊維層を通して樹脂排出路に移動させて強化用繊維層に前記樹脂を含浸させる。
(もっと読む)
前駆体繊維、並びに、前駆体繊維、耐炎化繊維及び炭素繊維の製造方法
【課題】高強度、高伸度の炭素繊維製造用前駆体繊維の製造方法を提供する。
【解決手段】アクリロニトリルを90質量%以上含有する単量体を重合した共重合体を紡糸して得られるアクリル系繊維を、水洗、乾燥、スチーム延伸処理し、次いで、空気中に浮かんだ状態で170〜250℃、延伸比0.90〜1.10で熱処理することを特徴とする、水蒸気を用いたガス吸着量測定装置によって測定される湿度90%での水蒸気吸着量が3〜9cm3/gの繊維である炭素繊維製造用前駆体繊維の製造方法。
(もっと読む)
炭素繊維紙及びその製造方法
【課題】物質移動、伝熱に優れた性質を有する固体高分子電解質型燃料電池ガス拡散層用炭素繊維紙を提供する。
【解決手段】繊維同士の間隙で形成される平均孔径が10〜20μmの細孔と、一方の面から他方の面に向かって凹状に形成されてなる平均孔径が50〜500μmの非貫通孔18とを複数有する炭素繊維紙12であって、非貫通孔18の深さが炭素繊維紙12の厚みの20〜80%であり、単位面積当りの非貫通孔18の数が100〜1000個/cm2であり、厚みが50〜400μmである。炭素繊維紙12が、繊維状炭素と非繊維状炭素を含み、炭素繊維紙中の繊維状炭素の割合が20質量%以上であり、厚みが50〜400μmであることが好ましい。
(もっと読む)
繊維強化複合材料の製造方法および繊維強化複合材料
【課題】本発明の課題は、硬化した樹脂に炭素繊維を含む繊維強化複合材料であって、表面平滑性に優れた繊維強化複合材料を提供することにある。
【解決手段】本発明は、予め開繊した炭素繊維に、質量平均分子量が1000〜10000の収束剤を含有率が3〜10質量%となるように塗布する工程と、前記収束剤を塗布した前記炭素繊維に硬化性樹脂を含ませてプリプレグを得る工程と、前記プリプレグを硬化する工程と、を有することを特徴とする繊維強化複合材料の製造方法である。
(もっと読む)
91 - 100 / 246
[ Back to top ]