
東急車輛製造株式会社により出願された特許
121 - 130 / 332
レーザ溶接方法
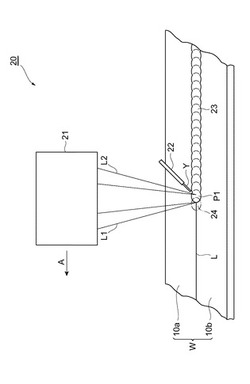
【課題】良好な溶接部を形成することができるレーザ溶接方法を提供する。
【解決手段】レーザ溶接方法では、第2のレーザビームL2を照射して溶接部23を形成する前に、第1のレーザビームL1を照射して予熱部分24を形成する。予熱部分24の形成により、第2のレーザビームL2によって溶接部23を形成する際に急激な入熱に起因するスパッタの発生が抑制されるので、母材の飛散を防止でき、良好な溶接部23を形成できる。また、第1のレーザビームL1を照射し、それに追従して第2のレーザビームL2を照射するので、単発でレーザビームを照射する場合に比べて、入熱時間を長くできると共に、レーザビーム照射後のワークWの冷却速度も遅くできる。これにより、溶接部23の健全性を担保することができる。
(もっと読む)
鉄道車両の吹寄構造

【課題】車両の重量増加や強度低下を回避しつつ、車室スペースを十分に確保できる鉄道車両の吹寄構造を提供する。
【解決手段】鉄道車両の吹寄構造Kでは、窓部8同士の境界部分Bに沿って窓部8の内側に吹寄柱12が設けられている。そして、吹寄柱12の長手方向には、車室の内側に開口する凹部25が延在しており、風道部材13の少なくとも一部は、この凹部25内に位置している。このような構成によれば、風道部材13の配置スペースが吹寄柱12の内側に形成されるので、風道部材13が車両の内側に突出するのを抑えることができ、車室スペースを十分に確保することができる。また、吹寄柱12は、凹部25が形成されることでチャンネル構造となる。そのため、鉄道車両の撓み力や捩り力等による荷重や応力を効率よく伝達することができ、重量を増加させることなく剛性や強度を十分に保つことが可能となる。
(もっと読む)
機械式駐車装置及びその制御方法
【課題】走行台車側に設けた動力源から、車両の入出庫に係る駐車ますに対し駆動力を供給するコンベア連動機構の、信頼性を向上させる。
【解決手段】可動フレーム50を走行台車26上の中立位置から入出庫に係る駐車ます32の方向へと移動させ、圧力センサ56がONでかつ位置センサ58がOFFであるとき、駆動歯車52及び従動歯車48の歯先同士が衝突した状態と判断する。圧力センサ56がONでかつ位置センサ58もONであるとき、駆動歯車52及び従動歯車48が正しく噛み合った状態と判断する。圧力センサ56と位置センサ58との検知状態に基づき、コンベア連動機構42の駆動歯車52及び従動歯車48の係合状況を正確に把握し、駆動歯車52と従動歯車48との歯先52a、48a同士が衝突した状態で、両歯車52、48の噛み合わせを無理に行うことによる、両歯車52、48の破損の可能性を低減する。
(もっと読む)
レーザ溶接方法
【課題】異常要素の判別を精度よく行うことができるレーザ溶接方法を提供する。
【解決手段】ワークに溶接部を形成する際、光強度検出センサにより加工点の光強度を検出し、光強度検出センサから検出値を取得する。取得した検出値にて所定のデータ区間で平均値を算出する。算出した平均値を中心に検出値を正規化する。正規化された検出値を、予め設定された判別照合テーブルの第1正規化値を中心にさらに正規化する。そして、第1正規化値を中心に正規化された検出値に基づいて、ガス流量異常の判別を行う。これにより、検出値の傾向を精度よく把握することができる。検出値は異常要素に応じて異なった傾向を示すことから、検出値の傾向を精度よく把握することで、異常要素の判別を精度よく行うことができる。
(もっと読む)
金属材の溶接方法及び金属材の接合体
【課題】作業性に優れると共に、接合体の歪みを抑えつつ水密性・気密性を十分に確保できる金属材の接合方法及び金属材の接合体を提供する。
【解決手段】この金属材の溶接方法では、接合体1の接合強度は、スポット溶接部11によって十分に確保され、接合ラインLの封止は、連続溶接部12によって実現される。したがって、連続溶接部12のみによって外板2,2の接合と封止とを両立させる場合とは異なり、外板2,2の重ね合わせ部分3への入熱を低減でき、接合体1の歪みを抑えつつ水密性・気密性を十分に確保できる。また、レーザ溶接を行うに先立って電気抵抗スポット溶接を行うことで、先に形成したスポット溶接部11を重ね合わせ部分3の固定手段として機能させることができる。したがって、レーザ溶接の際に、隙間管理のための治具や仮固定が不要となり、作業性にも優れたものとなる。
(もっと読む)
搬送装置及び搬送方法
【課題】被搬送物を鉄道車両内又は鉄道車両外へ容易に搬送し、鉄道車両の製造効率を向上する。
【解決手段】搬送装置1は、少なくとも一部が鉄道車両50内に配置されるレールユニット2、鉄道車両50に取り付けられレールユニット2を吊持する吊持ユニット3、風道Tをレールユニット2に吊り下げるための吊下ユニット4、を備え、レールユニット2は、その長手方向に沿って移動可能に吊持ユニット3に取り付けられ、吊下ユニット4は、レールユニット2に対し長手方向に沿って移動可能に取り付けられている。よって、レールユニット2の端部2aを鉄道車両50外に露出させ、この端部2aにて風道Tを吊下ユニット4で吊り下げ、レールユニット2を長手方向に沿って移動させて端部2aを鉄道車両50内に収容することで、鉄道車両50内へ風道Tが搬入されることとなる。
(もっと読む)
レーザ溶接方法
【課題】溶接の歩留まりを向上でき、かつ接合体の反りを抑えることができる金属材の接合方法を提供する。
【解決手段】このレーザ溶接方法では、枠部材14の端部14aに比べてヒートマスが十分に大きい外板11の平坦部11a側からレーザビーム35を照射する。このため、平坦部11aにはレーザビーム35による十分な入熱が生じ、レーザビーム35の照射位置37が端部14aの位置から多少ずれたとしても、平坦部11aに入熱した熱が端部14aに伝達して好適な溶接部22が形成される。したがって、このレーザ溶接方法では、レーザビーム35の照射位置37の許容範囲を拡大でき、溶接の歩留まりの向上を図ることが可能となる。
(もっと読む)
摩擦撹拌接合用の裏当部材及び摩擦撹拌接合方法
【課題】キッシングボンドの発生を防止でき、かつ接合線に沿った接合部の強度を均一化できる摩擦撹拌接合方法用の裏当部材、及びこれを用いた摩擦撹拌接合方法を提供する。
【解決手段】裏当部材1では、接合線Rに沿って回転ツール23からの押圧力による塑性変形を抑える硬化部12が設けられているので、金属材22,22及び裏当部材1に回転ツール23からの押圧力が作用しても、載置面4の塑性変形が抑制される。このため、載置面4の表面積の増加を回避でき、接合部26への入熱量が十分なものとなる。その結果、接合部26での塑性流動が十分になされ、接合部26の裏面でのキッシングボンドの発生を抑制できる。裏当部材1の変形を抑えることで、回転ツール23の駆動装置等に対する負荷の変動も抑えられ、接合線Rに沿った接合部26の強度も均一化できる。
(もっと読む)
鉄道車両
【課題】駅構内を効率良く冷却することができる鉄道車両を提供することを目的とする。
【解決手段】鉄道車両Tでは、自車両が駅構内に位置しているか否かを判断し、駅構内に位置している場合に、駅構内の温度に基づいて駅のプラットホームPに向けてミスト状の水Mを自動で噴射する。このミスト状の水Mは、気化熱によって、噴射された周囲の温度を低下させる。従って、空調装置等を使用せずとも駅構内を冷却することができる。また、この鉄道車両では、自車両が駅構内に位置している場合にのみ水噴射部9による水の噴射を行うので、ランニングコストが良好な冷却を実現することができる。なお、ミスト状の水Mは微細な粒子であり、乗客が不快な感覚を覚えることもない。
(もっと読む)
汚泥濃縮車
【課題】汚泥濃縮車の重心位置を可能な限り下げる。
【解決手段】配管系18を構成するタンク下部接続管32は、主にレシーバタンク12に貯留された濃縮汚泥の荷降ろし作業に用いられるものである。このタンク下部接続管32の外壁面に対し、レシーバタンク12の外壁面が密着若しくは近接するようにして、レシーバタンク12が車体フレーム35に位置決めされることで、車体に搭載された状態でのレシーバタンク12の位置を可能な限り低位置に搭載する。又、配管系18を構成するホースリール接続管36の少なくとも一部が、レシーバタンク12内を通過するようにして設置されることで、レシーバタンク12の外面を通過するようにホースリール接続管36が配置される場合に比べ、ホースリール接続管36の重量に起因する、汚泥濃縮車10の重心位置の上昇を抑える。
(もっと読む)
121 - 130 / 332
[ Back to top ]