
JUKI株式会社により出願された特許
101 - 110 / 1,557
電子部品実装装置
【課題】電子部品を高密度で配置しつつも実装効率を向上させる。
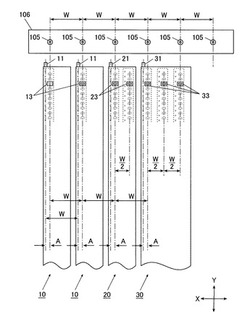
【解決手段】設置部に複数の部品供給装置10〜30を幅方向に沿って並べるための位置決め部がノズルピッチで形成され、第一の部品供給装置10は一つの筐体に対して一つの供給機構が設けられ、第二の部品供給装置20,30は一つの筐体に対して複数の供給機構が設けられており、さらに、筐体の幅を供給機構の個体数から1減じた値にノズルピッチを乗じた値以下とし、第一の部品供給装置10は嵌合部11に対して所定の距離Aで吸着部13が配置され、第二の部品供給装置20,30は、嵌合部21,31に対して同じ距離Aでいずれかの吸着部23,33が配置されると共に、各吸着部23,33の間隔はノズルピッチWを自然数で除した値とすることを特徴とする。
(もっと読む)
電子部品実装装置

【課題】高さ変位計を用いないで対象物の高さを測定する。
【解決手段】鉛直方向に視線を向けて撮像を行う撮像手段20,30と、吸着ノズル105により電子部品を保持するヘッド106と、ヘッドを水平方向に沿って移動させる移動機構107と、撮像手段と移動機構の動作制御を行う動作制御手段10とを備え、撮像手段と測定対象物との距離と、撮像手段と測定対象物との水平方向における実際の相対的な移動距離である実移動距離と、実移動距離の相対移動により撮像手段による撮像画像内での測定対象物の位置変化量に基づく移動距離と、測定対象物の高さとの対応関係から、測定対象物の高さを求める高さ測定手段11を備えることを特徴とする。
(もっと読む)
電子部品フィーダ
【課題】電子部品をより高精度に搬送する。
【解決手段】部品収容テープAを搬送させるスプロケットホイール211と、スプロケットホイール211と一体的かつ同心状に形成された位相検出用歯車213と、位相検出用歯車213に形成された位相検出歯213aの1ピッチ間での周方向位置を検出可能なMRセンサ218と、スプロケットホイール211に固定された4つの位置検出用磁石216と、4つの位置検出用磁石216を検知可能な検出センサ217と、を備えた電子部品フィーダ10において、4つの位置検出用磁石216は、検出センサ217に検知されたときにMRセンサ218が検出する位相検出用歯車213の位相検出歯213aの1ピッチ間での周方向位置が互いに異なるように配設されている。
(もっと読む)
ミシンの縫製技能判定装置
【課題】技能判定の客観化を図る。
【解決手段】オペレータが行ったミシンの一工程の縫製において時系列的に変化する単位時間間隔ごとの縫製速度が記録された縫製速度データに基づいてオペレータの縫製技能を判定するミシンの縫製技能判定装置1において、各縫製速度の高低に対応する評価値を算出し、当該評価値に基づいて技能判定を行う判定手段11aを備えている。
(もっと読む)
テープ材の繰り出し長さの補正方法
【課題】テープ材の種類変更などの条件変更後であっても、自動で切断箇所の長さを正確に検出する。
【解決手段】テープ材供給装置の制御部は、入力部から入力された必要長さから繰り出し装置の駆動量の基となる基準繰り出し長さを算出し、基準繰り出し長さを繰り出すべく繰り出し装置を制御してテープ材を繰り出した後に、接離部にて挟持部をテープ材に対して徐々に移動させ、その移動の度に挟持部を駆動し、挟持部がテープ材を挟持したか否かを挟持センサで検知し、挟持センサがテープ材を挟持した状態と挟持してない状態とが切り替わったときの位置センサの検出結果に基づいて挟持部の挟持位置から繰り出し装置の繰り出し出口位置までの間隔距離を算出し、間隔距離をテープ材の実際繰り出し長さとし、基準繰り出し長さと実際繰り出し長さとの差異から、実際の繰り出し長さが必要長さと一致するように基準繰り出し長さを補正する。
(もっと読む)
吸着ノズルの駆動制御方法
【課題】電子部品や基板の損傷を防止する。
【解決手段】吸着ノズル12を下降ストッパに当接させた状態からボイスコイルモータ31により吸着ノズル12を上昇させ、ロードセル15で検出される荷重に基づいて、吸着ノズル12が下降ストッパから離間するときのボイスコイルモータ31の上昇駆動力を予め確認し、確認された上昇駆動力をボイスコイルモータ31から付与させた状態で、上下動モータ21により可動ブラケット14を下降させて吸着ノズル12の先端部を電子部品C又は基板に当接させる。
(もっと読む)
電源装置
【課題】電源回路の力率改善制御において損失の低減及び力率の向上を図る。
【解決手段】整流器2とスイッチング素子5とリアクタ3とダイオード4とを有し、スイッチング素子により交流電源から所定の直流電圧を得る変換回路と、交流電圧の検出手段26と、変換回路の直流電圧の検出手段22,23と、交流電圧及び直流電圧により、各検出手段により検出される交流電圧及び直流電圧により、直流電圧が所定の制御電圧になるようにスイッチング素子の動作を制御するスイッチング動作制御手段50とを備え、スイッチング動作制御手段が、検出される直流電圧が回路又は負荷の保護のための第1のレベルを超えた場合にはスイッチング制御を即座に停止し、検出される直流電圧が、第1のレベルより小さい第2のレベルを超えた場合には、交流電圧のゼロクロスタイミングでスイッチング制御を停止させることを特徴とする。
(もっと読む)
電子部品搭載装置
【課題】簡易な構成で、電子部品における吸着ノズルの吸着位置調整を確実に行い、電子部品の実装に要する時間を短縮することができる電子部品搭載装置を提供する。
【解決手段】電子部品搭載装置において、記憶装置に記憶された駆動パターンに基づいて駆動モータ164を駆動制御するモータ制御手段,モータ制御手段による駆動制御の際、振動部165の上下振動を制御する振動部制御手段として機能するCPUを備え、駆動パターンは、部品テープAの搬送動作における加速と減速の一方の加速度による部品テープA内の電子部品Cの慣性力のみが、当該電子部品Cと当該電子部品Cが収容される収容部との摩擦に打ち勝つように設定され、振動部制御手段は、駆動モータ164の加速度の絶対値が所定値以上となるタイミングで振動部165が上下振動するように制御する。
(もっと読む)
チップマウンタ用パーツフィーダ
【課題】マウンタにパーツフィーダを装着するときに、誤装着を防止してその装着作業をより容易且つ迅速に行えるパーツフィーダを提供する。
【解決手段】このパーツフィーダは、表示部58、制御部54および電源部56を有し、制御部54は、チップマウンタからの外部電源の供給が遮断されたときに、チップマウンタから予め得られた当該パーツフィーダ自身の装着位置の情報に基づいて、自身の装着位置を表示部58に表示するようになっている。
(もっと読む)
部品搭載装置
【課題】電子部品フィーダのテープに保持された部品を取り出して回路基板に搭載する部品搭載装置において、スプライシング位置の認識の確実性を高める。
【解決手段】本発明の部品搭載装置は、部品残数算出手段により算出される部品残数が予め設定された残数に達したら、スプライシングを促すように警告表示し、オペレータからのスプライシング完了指示の入力後にスプライシング位置検出処理を開始する(図6)。また本装置は、スプライシング位置検出範囲7において所定個数分の連続取出しエラーが検出されない場合に、スプライシング位置の検出エラーを表示し、これに連動してスプライシング位置検出範囲の延長指示を入力するか又はスプライシング位置情報を入力するかをオペレータに選択させて入力させ、この入力指示に従ってスプライシング位置検出処理を敢行する(図8)。
(もっと読む)
101 - 110 / 1,557
[ Back to top ]