
東洋製罐グループホールディングス株式会社により出願された特許
1,091 - 1,100 / 1,150
脂肪族ポリエステルカップ
【課題】脂肪族ポリエステルから形成された二軸延伸成形体において、上記の機械強度の異方性が解消乃至低減された機械的強度特性の安定した脂肪族ポリエステルカップを提供することにある。
【解決手段】脂肪族ポリエステルを主体とする樹脂のシートを、一定の延伸温度下、初期の延伸速度が大きく且つ終期の延伸速度が小さくなるように延伸速度を可変制御して圧空成形乃至プラグアシスト成形してなるカップであって、10%圧縮ひずみに耐え得る強度を有することを特徴とするカップ。
(もっと読む)
筒状フィルムの製造装置
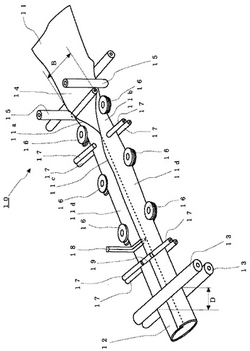
【課題】 フィルム内面や外面に擦り傷などが発生せず、さらに重ね部に気泡が挟まることを防止できる筒状フィルムの製造装置を提供すること。
【解決手段】 長尺状フィルム11の内面に折り返しローラ14を当てて折り返し幅を規制することで、固定状態の作業プレートの場合のような擦り傷の発生を防止し、この折り返しローラ14の送り方向下流両側にV溝ローラ16を設けて長尺状フィルムの両縁折り返し部を両側からそれぞれ押えるとともに、折り返し幅を維持することで、フィルム表面上で接触する搬送方向と交差するローラを用いる場合のような擦り傷の発生を防止するとともに、高精度に筒状フィルム12を製造する。
さらに、塗布ノズル18の送り方向下流側に隣接してプレ貼り合せローラ19を設けることで、貼り合せ剤の塗布直後に押えて溶剤アタックなどの発生を防止して気泡の介在をなくすとともに、これによる白化も防止するようにする。
(もっと読む)
ポリエステル樹脂からなる扁平容器

【課題】 ブロー成形により得られるポリエステル樹脂扁平容器において、扁平容器を特定化し特性を付与して、扁平容器における特有の機械的な強度や耐熱性などの向上を図り、耐熱性などの物性に優れた扁平容器を実現せしめる。
【解決手段】 ポリエステル樹脂をブロー成形した扁平容器であって、長径と短径の比である扁平比が1.3以上であり、容器の胴部の最大肉厚部と最小肉厚部の肉厚比が1.6以下であり、容器の胴部の最大延伸部と最小延伸部における95℃引張り試験での伸びの差が150%以下であり、さらに容器の胴部の結晶化度が30%以上であり、容器の胴部の最大延伸部と最小延伸部におけるTMA無荷重変化量の差が75℃と100℃において500μm以下であることを特徴とするポリエステル樹脂扁平容器。
(もっと読む)
熱収縮性ラベルの装着方法およびその装置
【課題】 ペットボトルなどの容器に印刷などが施された熱収縮性ラベルを加熱収縮させて装着する場合の加熱の影響が容器に極力及ばないようにすることができ、特にラベルの装着不良が生じた比較的耐熱性の低い容器へのラベルの再装着もできる熱収縮性ラベルの装着方法およびその装置を提供すること。
【解決手段】 口部熱保護手段15で容器2の口部を熱保護した後、容器支持手段14で熱収縮性ラベル1が被嵌された容器2を倒立状態に支持し、加熱収縮手段18に相対移動手段13で容器2および熱収縮性ラベル1を挿入して底部側から口部側に向けて順次周囲を加熱して熱収縮性ラベル1を容器2に装着する。
これにより、加熱による影響を最も受ける容器口部への影響を防止でき、ボトル状の容器であってもラベルのシワやラベルの位置ズレを防止しながら装着でき、しかも容器を倒立状態とすることで、充填された内容物の熱容量を利用して口部への熱影響を確実に回避できるようになる。
(もっと読む)
ガスバリアー性及び層間接着性に優れた多層容器
【課題】 油分と水分とを含む内容物を充填した場合にも層間剥離の発生がなく、酸素バリアー性、水分バリアー性、保香性に顕著に優れた多層容器を提供することである。
【解決手段】 最内層から順に、オレフィン系樹脂から成る層(A)、溶解度パラメータが9.0以上の極性基を有する親水性樹脂から成る層(B)、高防湿性樹脂から成る層(C)、ガスバリアー性樹脂から成る層(D)、オレフィン系樹脂から成る層(E)とを備えて成り、且つ該親水性樹脂から成る層(B)とガスバリアー性樹脂から成る層(D)の厚み比が(B):(D)=1:2乃至1:10の範囲にあることを特徴とするガスバリアー性及び層間接着性に優れた多層容器。
(もっと読む)
開栓性に優れた生分解性キャップ及び生分解性キャップ付容器
【課題】 ポリ乳酸のような剛直な生分解性樹脂から成る容器に適用された場合にも、開閉操作に際して、樹脂粉が発生することが有効に防止されていると共に、密封性及び成形性にも顕著に優れたキャップ、及び包装容器全体として生分解性を有する環境性に優れたキャップを付容器を提供することである。
【解決手段】 頂板部及びスカート部から成るキャップシェルと、該キャップシェル頂板部内面に施されるライナー材から成るキャップにおいて、前記キャップシェルが硬質系脂肪族ポリエステル樹脂(A)と軟質系脂肪族ポリエステル樹脂(B)がA:B=20:80〜80:20の重量比で配合されている樹脂組成物から成り、前記ライナー材が生分解性を有するものであることを特徴とする。
(もっと読む)
カップ型容器の開封部材
【課題】 カップ型容器の蓋体の開口時に切刃部材を80°〜100°の開口位置で姿勢を確実にかつ安定して鎖錠固定することができると共に、消費者に対し、視覚、触覚または聴覚によって固定する位置まで切刃部材を誘導して、誤操作を回避させることができるカップ型容器の開封部材を提供する
【解決手段】 開封部材1はカップ型容器2に装着可能な枠体6と枠体6に取り付けられている切刃27を有する切刃部材7とを有し、枠体6は注出用開口部21を有して注出用開口部21内に切刃部材7が変位可能に取り付けられており、切刃部材7は先端部41と後端部44と先端部41と後端部44との間の左右の側部のうちの少なくとも先端部41に切刃27を有していて、枠体6に変位可能に取り付けられており、枠部材に対して切刃部材7を鎖錠する鎖錠機構45を枠体6と切刃部材7の側部との間に設けた
(もっと読む)
容器詰め内容物の製造方法
【課題】口部結晶化ポリエステル容器を使用しないでもポリエステル容器詰め内容物の製造が可能な製造方法を提供する。また、生産効率を向上させたポリエステル容器詰め内容物の製造方法を提供する。
【解決手段】温水及び/又は蒸気により空間内壁全面および空間内に設置された装置表面が湿熱加熱殺菌されるとともに無菌エアーにより陽圧保持される無菌閉鎖空間に口部非結晶ポリエステル容器を導入し、前記容器の少なくとも内面を温水及び/又は蒸気により湿熱加熱殺菌し、次いで前記殺菌済み容器に内容物を40℃以上で容器の含水率によって定まるガラス転移温度未満の温度範囲内の充填温度で充填して密封する。
(もっと読む)
容器詰め飲料の製造方法および装置
【課題】レトルト殺菌のために複雑な管理条件と制御機構を必要とせず手間と装置費用を低減することができる容器詰め飲料の製造方法および装置を提供する。
【解決手段】容器詰め飲料の製造方法であって、内容物を殺菌する前殺菌工程と、前殺菌工程により殺菌された内容物を容器に充填し密封する充填密封工程と、密封された内容物を容器ととともにレトルト殺菌する後殺菌工程を含み、前殺菌工程における内容物の殺菌値を調整することにより後殺菌工程におけるレトルト殺菌の条件を内容物の種類にかかわらず一定とする。
(もっと読む)
PETボトル詰めミネラルウオーターの製造方法
【課題】PETボトルの殺菌法として過酢酸系殺菌剤を使用するアセプテイック充填方法を使用してPETボトル詰めミネラルウオーターの製造を可能にすることにより、製造ラインを中性飲料等他の飲料の製造ラインとして兼用することを可能とするPETボトル詰めミネラルウオーターの製造方法を提供する。
【解決手段】(1)過酸化水素濃度が0.5%を超え1%以下の範囲内にあり液温が40℃を超え50℃以下の範囲内である過酢酸系殺菌剤、または(2)過酸化水素濃度が1%を超え1.5%以下の範囲内にあり液温が20℃〜40℃である過酢酸系殺菌剤によりPETボトルを殺菌した後水温65℃〜95℃の無菌洗浄水によりPETボトルを洗浄し、洗浄後のPETボトルに無菌化されたミネラルウオーターを充填し、殺菌済みのキャップで密封する。
(もっと読む)
1,091 - 1,100 / 1,150
[ Back to top ]