
日本精工株式会社により出願された特許
21 - 30 / 8,378
電動パワーステアリング装置
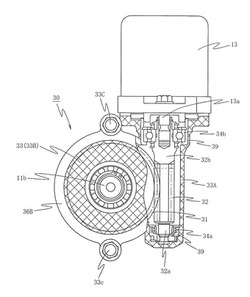
【課題】減速歯車機構を収容するギヤボックスが軽量で信頼性が高く且つ寸法安定性及び耐熱性に優れる電動パワーステアリング装置を提供する。
【解決手段】電動パワーステアリング装置は、減速歯車機構30を収容するハウジング部材33Aと、ハウジング部材33Aの開口部を覆うカバー部材33Bとが、ボルト33C及びナットにより締結され一体化されたギヤボックス33を備えている。このハウジング部材33A及びカバー部材33Bは、ボルト33Cが挿通されるボルト穴を有する金属製の芯金36Bをインサートとした樹脂材料のインサート成形によって製造されたものである。この樹脂材料は、ガラス転移温度が80℃以上であるポリアミド樹脂を含有する材料である。
(もっと読む)
直動案内装置およびその組立方法

【課題】ローラの組み入れおよび組み入れ状態の確認が容易な直動案内装置およびその組立方法を提供する。
【解決手段】仮軸24のレール底面側24eが上にくるようにスライダ本体12と仮軸24の天地を返し(ステップ302)、仮軸24の切り欠き部24dを移動してスライダ本体12の第2流路のローラ軌道面12bに開放部12dを形成し(ステップ303)、第2流路のローラ軌道面12bの開放部12dおよび第1流路の戻り通路12a’の設置面12cにローラ挿入冶具38を設置してローラ37を組み入れ(ステップ305)、組み入れ完了後(ステップ306:YES)、第1流路の戻り通路12a’に取り付けカバー16を取り付け(ステップ307)、仮軸24を移動して切り欠き部24dをスライダ本体12から外し(ステップ308)、スライダ本体12を案内レール14に移動させる(ステップ309)。
(もっと読む)
テーパスナップリング
【課題】
部品を軸またはハウジングの穴に固定する為のテーパスナップリングにおいて、部品点数を増やさずにテーパスナップリングが抜け難くし、コストや組立工数が増加することを抑制したテーパスナップリングを提供する。
【解決手段】
本発明に係る部品を固定する為のテーパスナップリングは、前記テーパスナップリングの先端の接線方向と、テーパスナップリングの先端の移動方向とがなす角度αが、0°<α≦90°であることを特徴とする。また、図1において、応力集中の防止や怪我防止等のために先端1aの外周面側のR部11および先端1aの凹部のR部14を設けているが、これらのR部は可能な限り小さいことが望ましい。
(もっと読む)
表面処理方法
【課題】優れた耐久性を有する撥水撥油性被膜を被処理部材の表面に被覆する表面処理方法を提供する。
【解決手段】80℃に加熱した鋼板を、テトラエトキシシランと水とエタノールと平均一次粒径が30nmのシリカ粒子とを含有し、塩酸によりpHを3.0に調整された溶液Aに浸漬し引き上げた。溶液Aが蒸発したら、鋼板を速やかに溶液B(pH12の水酸化ナトリウム水溶液)中に入れ、30分間浸漬した。すると、鋼板の表面には、表面が凹凸状をなすシリカ被膜が形成された。次に、この鋼板を、1H,1H,2H,2H−パーフルオロデシルトリエトキシシランと水とエタノールとを含有し、塩酸によりpHを3.0に調整された溶液Cに浸漬した。30分間浸漬したら鋼板を引き上げて、溶液B中に30分間浸漬した。すると、シリカ被膜の上に撥水撥油層が形成された鋼板が得られた。
(もっと読む)
遊星歯車装置
【課題】自動調心ころ軸受の保持器の設計、並びに強度を、従来設計のまま変更することなく、遊星歯車装置の構成によって前記保持器に作用する荷重を低減し、前記保持器の耐久性、寿命を向上することが出来、ひいては遊星歯車装置としての高出力化、耐久性、寿命を向上させることができる遊星歯車装置提供する。
【解決手段】自動調心ころ軸受で自転を回転支持する遊星歯車装置において、運転中に前記遊星歯車装置が公転によって受ける遠心力が、遊星歯車の接線荷重の1.0倍以上になるような質量を遊星歯車装置が持つことを特徴とする。
(もっと読む)
リニアガイド装置
【課題】変形状態を確実に保持でき、転動体組込み作業時に予期せず変形状態が解除されることなく、容易で安全に転動体組込み作業が行え、作業効率が向上するリニアガイド装置を提供することを目的とする。
【解決手段】転動体保持器21に棒状の変形可能な長辺部25a、25bを形成し、長辺部25a、25bはそれぞれ長手方向の中央部において、他方の長辺部側へ向かい、長辺部25a、25bの間の中央近傍まで延在している延在部を備え、延在部の根元側に変形工具用穴部29a、29bを形成し、延在部の先端側には変形保持用穴部30a、30bを形成する。
(もっと読む)
アクチュエータ
【課題】長尺であっても軸受が中央部に位置したときに、当該軸受と無端ベルトとの干渉が発生することを低減するアクチュエータを提供する。
【解決手段】アクチュエータは、駆動プーリ1と、従動プーリ2と、両プーリ1,2の間に掛け渡された無端ベルト3と、ガイドレール4と、無端ベルト3に接続されガイドレール4に沿って直線移動する軸受5とを備える。従動プーリ2の径は、駆動プーリ1の径よりも大きく設定される。
(もっと読む)
電動パワーステアリング装置
【課題】減速歯車機構を収容するギヤボックスが軽量で信頼性が高い電動パワーステアリング装置を提供する。
【解決手段】電動パワーステアリング装置は、減速歯車機構30を収容するハウジング部材33Aと、ハウジング部材33Aの開口部を覆うカバー部材33Bとが、ボルト33C及びナットにより締結され一体化されたギヤボックス33を備えている。このハウジング部材33A及びカバー部材33Bは、ボルト33Cが挿通されるボルト穴37を有する金属製の芯金36A,36Bをインサートとした樹脂材料のインサート成形によって製造されたものである。この樹脂材料は、気泡径が1μm以上50μm以下の気泡を有する発泡プラスチックを含有する材料である。
(もっと読む)
ボールねじ装置
【課題】シール越しにナットの内部に侵入した異物や、ナットの内部で発生した摩耗粉を効率的に捕獲することができるボールねじ装置を提供する。
【解決手段】少なくとも一対のシール40,40間に設けられた潤滑剤排出孔23に異物吸着部材50が取り付けられる。異物吸着部材50は、貫通孔51aを有する管状をなして外周面が潤滑剤排出孔23の内周面に螺合する形状とされた本体部51と、該本体部51の先端部に設けられた網目構造の吸着部52とを有する。潤滑剤排出孔23に取り付けられた異物吸着部材50は、吸着部52がねじ軸10のボール転動溝11に摺接する。そして、貫通孔51aは潤滑剤排出孔23に連通している。
(もっと読む)
転がり軸受
【課題】封入された潤滑剤の多くが潤滑に寄与する状態が長期間にわたって維持され長寿命な転がり軸受を提供する。
【解決手段】深溝玉軸受は、外周面に軌道面1aを有する内輪1と、内輪1の軌道面1aに対向する軌道面2aを内周面に有する外輪2と、両軌道面1a,2a間に転動自在に配された複数の転動体3と、内輪1及び外輪2の間に転動体3を転動自在に保持する保持器4と、非接触形の密封装置5,5と、を備えている。内輪1と外輪2と密封装置5,5とで囲まれた軸受内部空間内には、両軌道面1a,2aと転動体3の転動面3aとの潤滑を行う潤滑剤Lが配されている。内輪1,外輪2,保持器4,及び密封装置5の各軸受部品の表面のうち軸受内部空間に面する部分には、撥油性被膜が被覆されており、優れた撥油性が付与されている。この撥油性被膜は、軸受部品を構成する母材と化学結合した状態で被覆されている。
(もっと読む)
21 - 30 / 8,378
[ Back to top ]