
株式会社不二越により出願された特許
11 - 20 / 625
ゲルマニウムの溶融成形方法及び装置
【課題】精度が高く、後加工工程が少ないゲルマニウムの溶融成形方法及び制御の容易な小型の装置を提供
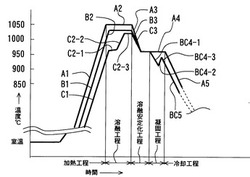
【解決手段】不活性ガス雰囲気内の成形型内3b,4bに溶融状態にされたゲルマニウム10を封入し、成形型3,4を外部より加熱制御し、成形型の外部周囲温度23をゲルマニウム融点温度より高い一定温度で制御(A4)したまま、成形型の一部又は複数部分から全体に徐々に冷却しながら、一部又は複数部分側から徐々に全体にゲルマニウムを凝固させ、ゲルマニウムの凝固が完了した後に、成形型の冷却(BC−5)を続行し、かつ外部周囲温度を降下(A5)させてゲルマニウムを成形する。凝固の完了は、冷却を開始した後、温度が下降し(BC4−1)、再度温度上昇(BC4−2)が開始され、その後再び温度が下降(BC4−3)に転じた時とする。
(もっと読む)
インプリント用モールド及びその製造方法並びに樹脂成形品またはガラス成形品の製造方法。

【課題】モールドにおける剥離層の形成やモールド表面のメンテナンスが不要であるインプリント用モールド及びその製造方法並びに樹脂成形品またはガラス成形品の製造方法を提供することを課題とする。
【解決手段】表面に凹部2と凸部3とを有するインプリント用モールド1であって、凸部3または凹部2の側面5には凸部3の頂面4側から凹部2の底面6側へ向けて溝7が設けられているインプリント用モールド1とする。また、インプリント用モールド1の製造方法については、乾式エッチング方法、湿式エッチング方法、乾式エッチング方法と湿式エッチング方法とを併用する混合エッチング方法のいずれか一の方法によりインプリント用モールド1母材をエッチングする第1の工程と、第1の工程の後にガスクラスターイオンビームをインプリント用モールド1母材へ照射する第2の工程と、を含むインプリント用モールド1の製造方法とする。
(もっと読む)
ソレノイド
【課題】固定鉄心の小径部外周と非磁性リングの内周との嵌合部を圧入時して溶接する際、溶接部に発生する気泡を防止する。
【解決手段】ソレノイド10は固定鉄心11と、固定鉄心11の一端に溶接された非磁性リング12と、非磁性リング12の他端に溶接されたソレノイドガイド13、ソレノイドガイド13の他端に溶接又は一体的に形成されたふた15と、ソレノイドガイド13及び非磁性リング12に内接して軸方向に移動可能に内蔵されたプランジャ16、及びソレノイドガイド13及び非磁性リング12に嵌合されたソレノイドコイルと、を備える。固定鉄心11の小径部13外周には該小径部13外周と非磁性リング12との溶接部21に連通する環状溝19を設ける。環状溝19に連通する螺旋溝20を小径部13外周に設け小径部13の端面まで形成する。
(もっと読む)
油圧モータ駐車ブレーキ
【課題】油圧モータにおけるブレーキ摩擦板の外縁端部と接触するケーシングの接触部に溝加工を施し、ブレーキ摩擦板の外縁部で接触することなく面で接触するようにすることでブレーキ摩擦板の破損を防止する。
【解決手段】ケーシング11と、回転軸12と、シリンダブロック14と、シリンダブロック14の外周14aに支持された可動側ブレーキディスク22と、ブレーキピストン25と、を設ける。可動側ブレーキディスク22が当接するケーシング11の接触面29に環状溝30を形成する。
(もっと読む)
ソレノイド
【課題】ソレノイドガイドの溶接方法をTig溶接からレーザ溶接に変更しても耐久性が確保できるソレノイドを提供。
【解決手段】ソレノイド10は固定鉄心11と、前記固定鉄心11の一端の溶接された非磁性リング12と、前記非磁性リング12の他端13に溶接されたソレノイドガイド14と、前記ソレノイドガイド14の他端に溶接又一体的に形成されたふた15と、前記ソレノイドガイド14及び非磁性リング12に内接して軸方向に移動可能に内蔵されたプランジャ16と、備える。固定鉄心11のつば部の厚さ「t」を薄くし、つば部の溝深さ「h」を最適にして応力が溶接部分に集中することを防止し耐久性を確保する。
(もっと読む)
2速油圧モータの手動変速切換弁
【課題】自動変速切換弁に使用する同一のハウジングの構造を変更することなく使用し、かつ該ハウジングに嵌挿する大径スプールの構造を変えて手動変速切換できるようにする。
【解決手段】手動変速切換弁20は、ハウジング21内に両端がプラグ22、23により閉じられた大径スプール穴24に軸方向に移動可能に嵌合され一側端面に設けられた中空穴25を有する2速スプール26と、2速スプール26の中空穴25の肩部27とプラグ22の端面にとの間を離隔する方向に付勢するばね部材28と、を有する。
(もっと読む)
油圧モータ
【課題】ハウジング部材に摺動自在に嵌挿されたブレーキピストン及びハウジング部材に減速機部材を取付けた油圧モータにおいて、小型化にし、軽量化した油圧モータにする。
【解決手段】油圧モータ10はケース11とプレート12により構成されるハウジング13と、を備える。ハウジング13内にはシリンダーブロック18が軸19と共に軸受20、21を介して軸支されている。シリンダーブロック18のシリンダー孔22はピストン23を摺動自在に嵌挿してシリンダー室24を形成し、ピストン23がシュー25を介して斜板26に沿って摺動自在にさせている。プレート12の斜板26の背面との接触面12aには、軸心方向側の一部に断面円形状の凹部39が形成されている。
(もっと読む)
エンドミル
【課題】被削材(繊維強化プラスチック)の上面および下面のバリやカエリの発生を抑止すると同時に、垂直な切削面を得ることのできるエンドミルを提供する。
【解決手段】主溝3を底刃2側からシャンク8側へ向けてらせん状に形成して、主溝3に沿って形成される主切刃5のランド部6には主溝3のねじれ方向とは逆向きの副溝7が設けられており、副溝7により形成される副切刃9には副溝7に対して直角方向の逃げ面10が設けられているエンドミル1とする。また、副溝7は底刃2から離間した位置よりシャンク8側へ向けて設けることもできる。さらに、主溝3の数を3本以上5本以下として、かつ副溝7の数を主溝3の数の2倍とすることもできる。
(もっと読む)
突起型前案内部を有するブローチ工具
【課題】 前加工で加工された加工歯のひずみや誤差があっても、容易に芯だし及び周方向の位置決めが容易な突起型前案内部を有するブローチ工具を提供。
【解決手段】 ブローチ工具1に前案内部7と、前案内部の外周面22に突起案内部6を設ける。突起案内部は、外側案内面20、側面部21、外側傾斜部23、側面傾斜部24を設ける。側面傾斜部と側面部との側面接続線25の位置を外側案内面と外側傾斜部との外側接続線26の位置より後方に位置するようにする。外側傾斜部は、1段又は2段の段付き形状とする。又は外側傾斜部、側面傾斜部を曲面とする。さらに、突起部は前案内部の外周等分に配置する。
(もっと読む)
転造平ダイス
【課題】転造平ダイスの歯の面取り部への負荷を軽減して、面取り部の歯欠けや摩耗を減じ、長寿命とする。
【解決手段】被加工物の外周面に転造加工を行う転造平ダイス21の食い付き歯群の歯部22は歯先部11の歯幅方向の一方の端に面取り部24を設け、歯丈hの増大にしたがって、面取り部の幅Wを漸増させる。歯先部と面取り部との接続部25の軌跡26が直線又は曲線近似とする。面取り部の転造方向から見た水平面と面取り部とが為す面取り角度を一定とし、直線近似する。又は、歯丈の増大にしたがって幅方向の増加率を漸増させ曲線近似する。あるいは、面取り角度を漸減する。
(もっと読む)
11 - 20 / 625
[ Back to top ]